Швиданенко Г.О. Економіка підприємства, підручник
Подождите немного. Документ загружается.

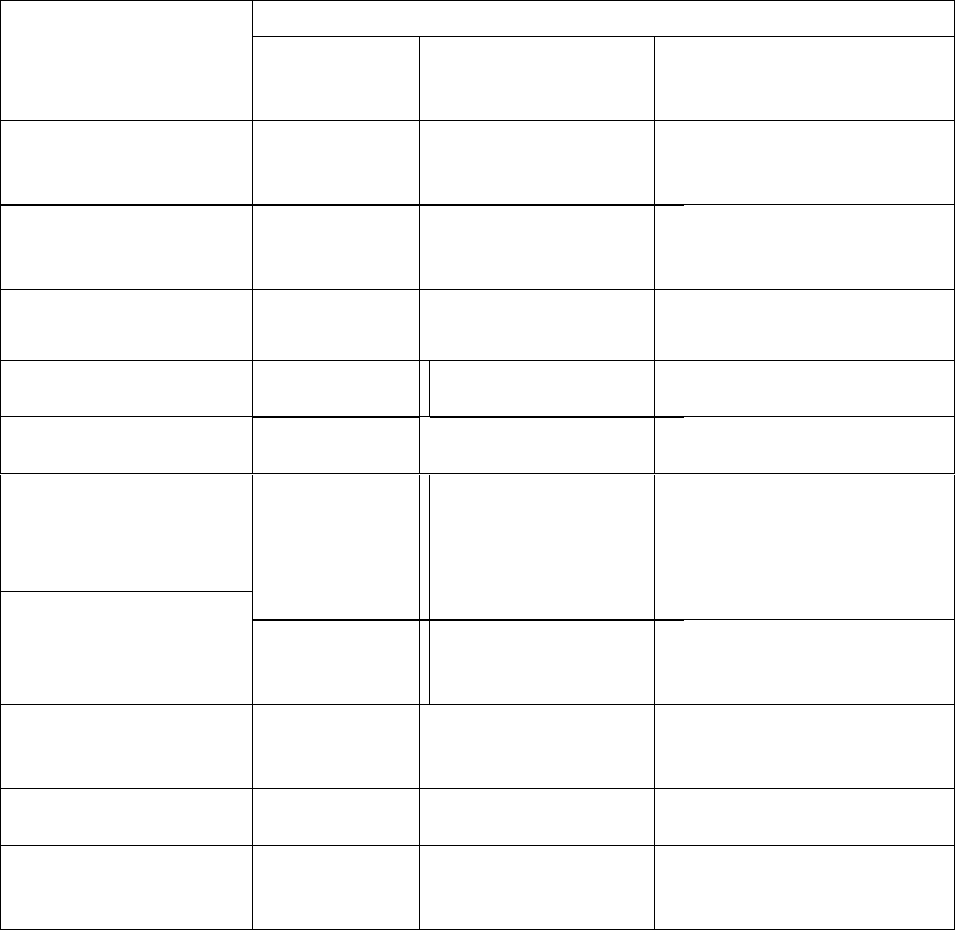
Закінчення табл. 14.2
Параметр
Виробництво
одиничне
серійне
МАСОВЕ
Принцип розташування
устаткування
технологічний
(за групами)
предметно-
замкнений, чару-
нковий
предметний (за
технологічним
Іпроцесом)
Оснащення
Універсальне,
переналагоджу
-вальне
спеціалізоване та
універсальне
спеціальне
Рівень використання
установки
низький
сеедній
Високий
Методи організації
виробництва
Непотоковий
(одиничний)
партіонний, гру-
повий потоковий
потоковий
Частка ручної' праці
висока
Середня
Низька
Класифікація пер-
Ісоналу
висока
Середня
Низька
Рух предметів праці у
загальному процесі
перервний
перервний
Безперервний
Вид руху предметів
праці між операціями
послідовний -
паралельно-
послідовний
Паралельний
Продуктивність
праці
низька
середня
Висока
Собівартість про-
дукціі"
висока
середня
Низька
Для одиничного типу виробництва характерна значна тривалість циклу,
складність системи планування та управління. В умовах серійного типу
виробництва тривалість циклу скорочується за рахунок різних видів руху
предметів праці, ускладнюється система планування, обліку та
обслуговування. За масового типу виробництва відбувається значне
скорочення тривалості циклу, підвищення продуктивності, фондовіддачі,
зниження собівартості, спрощення контролю та розрахунку.
На підприємстві та в його підрозділах одночасно мають місце різні типи
виробництва, про які можна судити за деякими зовнішніми ознаками. Тип
виробництва чинить значний вплив на особливості організації, управління та
оперативно-виробничого планування, а також на техніко-економічні
показники.
388
Інтеграція складових виробничого процесу в просторі та часі здійснюється
за допомогою певного методу організації, який забезпечує Іх упорядкований
взаємозв'язок та стійкість, надаючи певної форми (просторова ознака) і
бажаного ритму перебігу (часова ознака). Ор-іапізація виробничого процесу
в просторі визначається розташуванням (плануванням) устаткування
(робочих місць), дільниць, цехів, яке залежить від конструктивних
характеристик продукції (подільна та неподільна), її кількості та технології
виготовлення.
Методи організації виробництва є сукупністю способів, прийомів і правил
раціонального поєднання основних елементів виробничого процесу в
просторі і часі на стадіях його проектування, функціонування та
удосконалення. Вибір методу організації виробничого процесу, умови його
застосування, можливості спеціалізації та кооперування, рівень витрат
виробництва і показники використання живої праці та устаткування значною
мірою залежать від типу виробництва. На вибір методу організації
виробництва також впливають: номенклатура, періодичність і обсяги
випуску продукції, її трудомісткість, характер технологічної обробки.
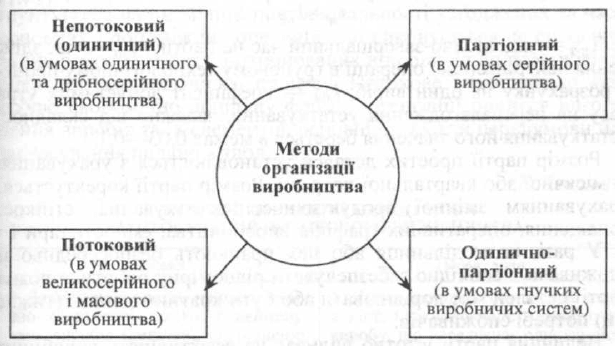
До методів організації виробництва належать: непотоковий (одиничний),
партіонний (одинично-партіонний) і потоковий (рис. 14.11).
Рис. 14.11. Методи організації виробництва та організаційні типи
Непотоковий (одиничний) метод організації виробництва характеризується
широкою номенклатурою виготовлення виробів одиничними екземплярами,
які повторюються або не повторюються через
389
певний час. Він також має назву одинично-технологічного методу, для якого
характерна обробка різних за конструкцією і технологією виготовлення
окремих предметів праці неповторювальними одиницями (невеликими
партіями) на робочих місцях, що розміщуються? за однотипними
технологічними групами без певного зв'язку з по-; слідовністю виконання
операцій, що обумовлює зустрічні і зворотні рухи виробів у процесі обробки,
внаслідок чого виникають велим перерви між операціями (міжопераційні
очікування). Непотоковий (одиничний) метод переважно застосовується в
одиничному та дріб носерійному типах виробництва.
Партіонний метод ґрунтується на груповій технології виготовлення виробів
партіями обмеженої номенклатури. Партія виробів — це певна кількість
конструктивно і технологічно подібних предметів праці, які обробляються за
груповим технологічним процесом на одному робочому місці одним робіт-
ником або їх групою (бригадою) з одним переналагодженням або
настроюванням устаткування, що зумовлює необхідність затрат підготовчо-
завершального часу (ознайомлення з завданням, технічною документацією,
встановлення параметрів обробки, одержання та здача роботи).
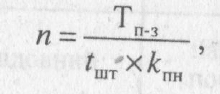
Розрахунок розміру партії здійснюється за формулою:
, (14.14)
де
Тп-з
— підготовчо-завершальний час на партію; t
шт
— час здійснення
найтривалішої операції в груповому технологічному процесі в розрахунку на
один виріб; к
пн
— коефіцієнт допустимих утрат часу на переналагодження
устаткування, залежно від складності устаткування його значення береться в
межах 0,03—0,1.
Розмір партії простих деталей установлюється з урахуванням їх місячної або
квартальної потреби. Розмір партії коректується з урахуванням змінної
продуктивності устаткування, стійкості оснащення, оперативних графіків
виробництва, ємності тари і т. д. У разі, коли дільниця або цех працюють
безпосередньо на споживача, необхідно забезпечувати рівномірну роботу, а
розмір партії деталей має дорівнювати або бути кратним денній (тижневій)
потребі споживачів.
Величина партії істотно впливає на ефективність виробництва: збільшення її
величини зменшує кількість переналагоджень устаткування (підготовчо-
завершального часу) і поліпшує його використання, спрощує оперативне
планування та облік виробництва, але в той же час збільшується обсяг
незавершеного вироб-
390
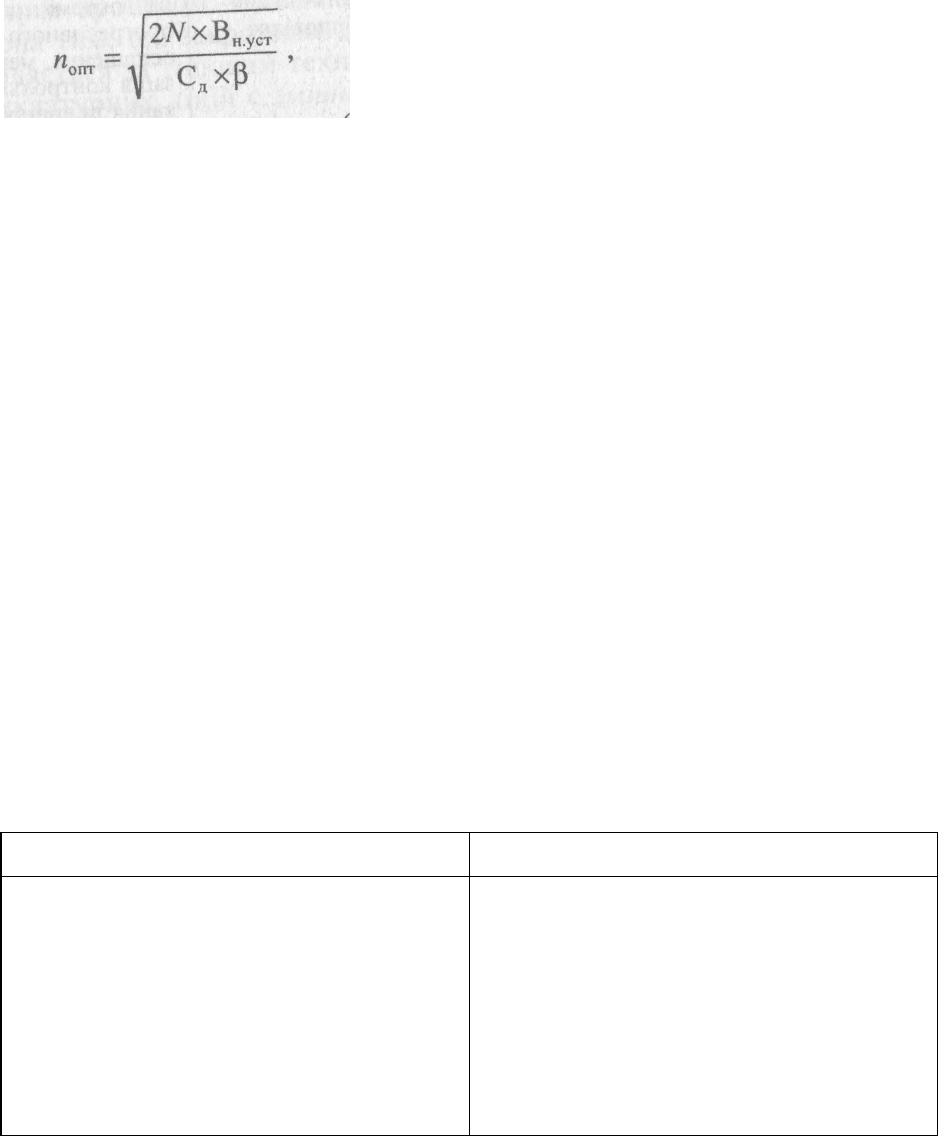
ництва і виникають додаткові витрати на складські приміщення. Відтак
важливо визначати величину оптимальної партії, тобто коли загальні витрати
на її виготовлення будуть мінімальними. І економічно оптимальний розмір
партії (п
опт
) обробки деталей (виробів) визначається як:
, (14.15)
де N — річна програма випуску заготовок (деталей); В
н
.
уСт
— загальні
витрати на здійснення одного налагодження устаткування для обробки партії
предметів; В — загальні витрати, що пов'язані зі створенням і збереженням
деталей (заготовок) у запасі (як частка від Сд); С
д
— вартість обробки
деталей (заготовок).
Одинично-партіонний метод застосовується в умовах гнучких виробничих
систем, де одиничні екземпляри деталей, що належать певному сімейству
виробів, можуть оброблятися як єдина партія.
Потоковий метод організації виробничого процесу характеризується
великими масштабами випуску продукції вузької номенклатури з заданою
періодичністю. Це — високоефективний метод, що передбачає максимальну
відповідність принципам раціональної організації і застосовується в
масовому та великосе-рійному виробництві. Потоковий метод організації
виробництва грунтується на ритмічній повторювальності узгоджених за
часом основних і допоміжних операцій, що виконуються на спеціалізованих
робочих місцях, розташованих відповідно до послідовності операцій
технологічного процесу. Потокове виробництво являє собою економічно
доцільну форму організації процесу виготовлення виробів та їх елементів,
основні ознаки та передумови його застосування подано в табл. 14.3.
Таблиця 14.3
ОСНОВНІ ОЗНАКИ ТА ПЕРЕДУМОВИ ЗАСТОСУВАННЯ ПОТОКОВОГО
ВИРОБНИЦТВА
Ознаки
Передумови
1. Закріплення одного найменування
або обмеженої кількості найменувань
виробів (деталей), споріднених
конструктивно і технологічно, за пе-
вним устаткуванням або групою
устаткування
1 Конструкторські — висока стабі-
льність і технологічність конструкції
виробу, що передбачає однотипність
конструкцій, взаємозамінність п
елементів, стандартизацію та норма-
лізацію вузлів і деталей виробів, по-
діл виробів на блоки та вузли, мож-
ливість паралельного їх складання
39
Закінчення табл. 14
Ознаки
Передумови
2.Виконання на кожному робочому
місці одної окремої операції або
невеликої кількості технологічно
споріднених операцій, що відповідає
принципу спеціалізації
2. Технологічні — максимальна ди |
ференціація технологічного процес
на окремі операції, застосуванн
прогресивного устаткування т
оснащення, механізація та автомати-
зація контрольних операцій, регулю-
вання та випробування
3. Розташування устаткування (ро-
бочих місць) згідно з послідовністю
операцій технологічного процесу,
що забезпечує прямоточність (най-
коротший шлях) руху деталей під час
обробки, безперервність виробничого
процесу та взаємну узгодженість
робочих місць, високу ритмічність
виконання операцій
3. Організаційні — достатній за обся-
гом і тривалістю випуск продукції,
що забезпечує повне завантаження
робо- І чих місць, чітка їх
спеціалізація, можливість
раціонального розміщення робочих
місць і ефективної організації їх
обслуговування, відсутність простоїв,
визначення режиму роботи потокової
лінії та її регламентованих перерв
4. Переміщення предметів праці з
операції на операцію поштучно або
невеликими транспортними (переда-
точними) партіями відповідно до
встановлених ритмів роботи потоко-
вої лінії, що забезпечує високий сту-
пінь паралельності та безперервності
4. Матеріальні- безперебійне
матеріально-технічне постачання і
ритмічне «живлення» потокової лінії,
забезпечення робочих місць
необхідним запасом комплектів
оснащення
5. Високий рівень механізації та
автоматизації основних і допоміжних
операцій завдяки вузькій
спеціалізації робочих місць
6. Підтримання ритму виробництва
між операційним транспортом поряд
з функцією переміщення
Чинники ефективності потокових ліній: застосування прогресивних
технологій, підвищення якості, недопущення браку, зниження собівартості,
скорочення транспортних витрат, впровадження регламентного
обслуговування робочих місць.
Основною структурною ланкою потокового виробництва є потокова лінія,
як сукупність робочих місць, що розташовані за послідовністю операцій
технологічного процесу, призначені для виконання закріплених за ними
операцій і пов'язані між собою спеціальними видами міжопераційних
транспортних засобів.
392
Потокове виробництво організується у вигляді однономенк-латурних,
багатономенклатурних та групових потокових ліній. На однономенклатурних
(однопредметних) лініях протягом планового періоду обробляється одне
найменування деталей за єдиним технологічним процесом.
Багатономенклатурна потокова лінія характерна тим, що закріплена за нею
група предметів (виробів) обробляється за типовим технологічним процесом.
Серед багатономенклатурних ліній є змінно-потокові, за якими
закріплюється два і більше предметів, але у кожний момент часу
обробляється тільки один предмет та групові лінії, де обробка здійснюється
за груповим технологічним процесом і груповою оснасткою.
За ступенем безперервності процесу потокові лінії поділяються на:
безперервні, на яких майже відсутні міжопераційні очікування предметів
праці завдяки синхронізації операцій, та перервні (прямоточні), де
виникають міжопераційні очікування в обробці предметів праці через
несинхронність операцій і утворюються періодичні оборотні запаси.
За способом підтримання такту (ритму) розрізняють лінії з регламентованим
тактом (ритмом), що підтримується спеціальними транспортними засобами
(конвеєром), та вільним тактом (ритмом), який забезпечується
продуктивністю робітників на першій операції або звуковою чи світловою
сигналізацією. Залежно від виду транспортних засобів лінії поділяються на:
конвеєрні з приводом та безпривідні з гравітаційними транспортними засо-
бами (жолоби, склізи, скати, рольганги).
За роллю у виробничому процесі конвеєри поділяються на: транспортні, які
переміщують через певний такт (ритм) предмети праці на робочі місця зі
зняттям їх з конвеєра; розподільчі, що виконують функції транспортування та
адресації предметів праці на робочі місця; робочі, на яких операції над
предметом праці здійснюються без зняття їх з конвеєра.
За конструкцією конвеєри проектуються: стрічкові, підвісні, візкові,
пластинчасті. За характером руху конвеєри поділяються на: безперервні,
перервні (пульсуючі), швидкорухомі. Розташування конвеєрів здійснюється в
горизонтальній або вертикальній площині.
На підставі аналізу продукції, її обсягу, трудомісткості, стану технологічного
процесу, можливостей його вдосконалення, ваги та габаритів виробу
вибирається певний різновид потокової лінії та обчислюються основні її
параметри: такт, ритм, кількість робочих місць, довжина робочих зон,
швидкість руху конвеєра. На-
393
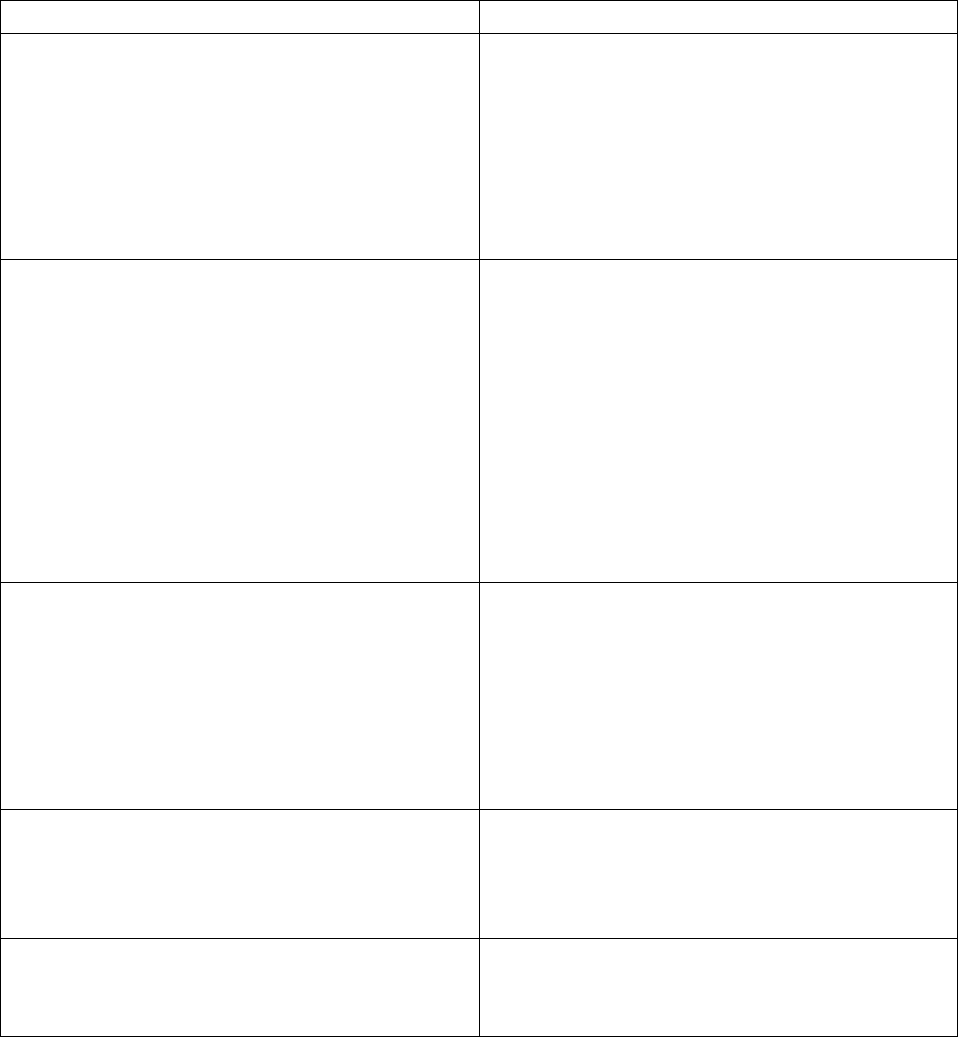
приклад, розрахунок параметрів однопредметної безперервної потокової лінії
передбачає визначення:
• такту лінії (r) як співвідношення дійсного (ефективного) часу (Fд) роботи
ліній (за зміну, місяць, квартал, рік) та обсягу виробничої програми N
в
, тобто
кількості виробів, що необхідно виготовити за відповідний проміжок часу
роботи лінії, тобто
(14.16)
Де F
пер
— тривалість періодичних перерв у роботі конвеєра для відпочинку
робітників; F
п
— номінальний фонд часу роботи конвеєра;
• ритму лінії— інтервалу часу (R), через який предмети праці сходять з лінії
транспортними партіями (п
тр
), а не передаються поштучно:
(14.17)
Для безперервної потокової лінії після обчислення такту здійснюється
синхронізація операцій, тобто довеннятривалості кожної з них до такої
величини, що дорівнює або кратна такту;
• кількості робочих місць для кожної операції
(14.18)
Де РМ
рі
– розрахункова кількість робочих місць на і-й операції. Вона
зоокруглюється до більшого цілого прийнятого числа робочих місць РМ
прі
,
після чого обчислюється коефіцієнт завантаження робочих місць(к
зі
)для
кожної операції.
(14.19)
швидкості руху конвеєра, що залежить від його такту й відстані між
центрами суміжних виробів або робочих місць:
(14.20)
Де V – швидкість руху конвеєра, м/хв.; l -крок конвеєра, тобто відстань між
центрами двух суміжних виробів(робочих місць) на конвеєрі,м.
394
Швидкість конвеєра, що рухається безперервно, обмежується раціональним
режимом праці. На пульсуючому конвеєрі, який шч.почається періодично,
швидкість встановлюється максимальною з урахуванням правил безпеки
праці;
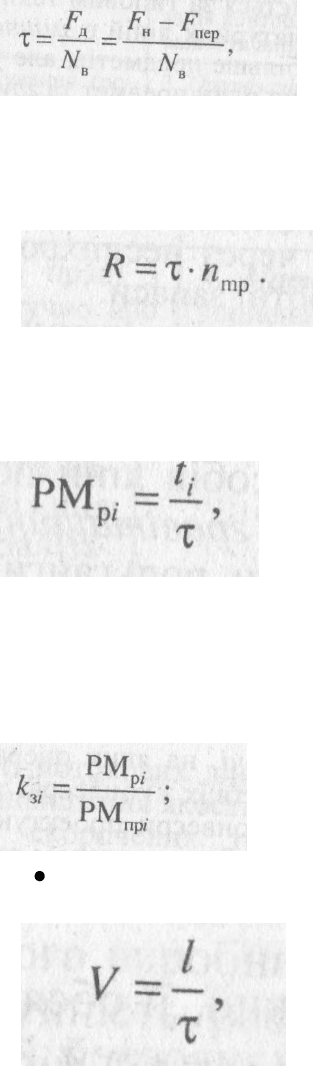
• довжини робочої зони, коли робітник, виконуючи операцію, осзперервно
пересувається за робочим конвеєром, а після її закінчення повертається до
початку зони і виконує операцію над наступним виробом, який на цей
момент має надійти до неї,
, (14.21)
Де L
р.зі
— довжина робочої зони на і-й операції, м;
• довжини потокової лінії, коли робітники розташовуються па стаціонарних
робочих місцях, на які з малою швидкістю надходять предмети праці для
обробки або складання невеликих виробів (наприклад, складання годинників,
монтаж радіоапаратури та ін.)
, (14.22)
де L
к
— довжина потокової лінії (конвеєра), м.
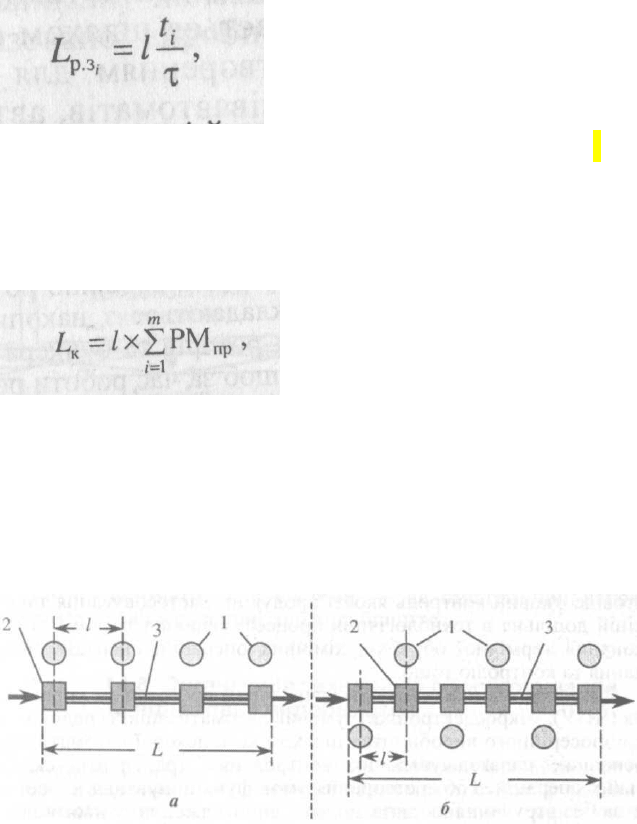
Просторове розміщення потокових ліній може бути різним залежно від
кількості робочих місць, типу транспортних засобів, площі дільниці (цеху).
Найпростішим і найпоширенішим є прямолінійне розміщення робочих місць
операціями технологічного процесу (рис. 14.12).
Рис 14 12. Фрагменти потокових ліній з прямолінійним розташуванням
устаткування (робочих місць): а- однобічна; б - двобічна; l - устаткування
(робочі місця); 2 — предмети праці; 3 — конвеєр; / - крок конвеєра, L—
довжина конвеєра
395
Але це не завжди можливо, тому буває дворядне, кільцеве, зі гзагоподібне їх
розміщення. Суміжні потокові лінії треба розмі щувати так, щоб було зручно
транспортувати предмети праці мі ними. При організації потокової обробки
деталей і складання виробів допоміжні лінії, що забезпечують складальний
конвеср комплектуючими деталями, розміщують перпендикулярно до нього.
Розвиток потокового виробництва відбувається шляхом автоматизації
процесів і створенням для масового та великосерійного виробництва
напівавтоматів, автоматів та автоматичних потокових ліній з фіксованою
програмою їх роботи, особливість яких полягає в узгодженості
безперервності всіх технологічних та транспортних операцій з
автоматичністю їх виконання. Автоматичні потокові лінії бувають
однопредметні та багатопредметні.
Приділяється також увага створенню роторних автоматичних потокових
ліній, які складаються з накопичувальних бункерів, робочих і транспортних
роторів та бункера готових деталей. Лінія розраховується так, щоб за час
роботи робочих роторів відбулося переміщення деталей транспортованими
роторами. В такому разі час роботи транспортного ротора перекривається
часом роботи робочого ротора. Перевагами роторних автоматичних пото-
кових ліній є: висока продуктивність, експлуатаційна надійність,
неперервність руху інструментальних блоків, їх взаємозамінність та
швидкознімність, відсутність міжопераційних накопичувачів, стовідсотковий
контроль якості продукції. Застосовування таких ліній доцільне в
технологічних процесах обробки тиском, за виконання термічної обробки,
хімічних операцій, операцій складання та контролю тощо.
Розвиток техніки (верстати із числовим програмним управління (ЧПУ),
мікроелектроніка) зумовив автоматизацію середньо- та дрібносерійного
виробництва шляхом комплексної автоматизації основних,
налагоджувальних, контрольних, транспортно-складських операцій. Тобто
створення умов функціонування виробництва без втручання людини завдяки
впровадженню у нього автоматичних багатофункціональних маніпуляторів-
роботів, які запрограмовані на виконання багатьох команд на здійснення
рухових функцій у виробничому процесі.
Об'єднання верстатів з ЧПУ, роботів, автоматичних транспортних засобів і
складів під загальним управлінням ЕОМ дає мож-
396
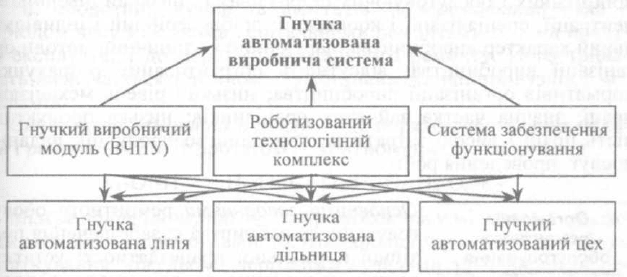
ливість створювати гнучкі автоматизовані системи (ГАС) з на-I і міним
залученням до них автоматизованого проектування продукції. Такі системи
поєднують переваги потокового (висока продуктивність) і непотокового
(гнучкість) виробництва, можуть застосовуватись в усіх його типах і є
особливо ефективними в серійному виробництві. Вони швидко і без істотних
витрат часу й коштів переналагоджуються на випуск іншої продукції (в
межах іехнічних можливостей). Для цього потрібно змінити програму
виробничого процесу, записану на машинному носії інформації. Склад
гнучкої автоматизованої виробничої системи відображено па рис. 14.13.
Рис. 14.3.структура гнучкої автоматизованої виробничої системи
Гнучкі автоматизовані системи -це стратегічний напрям розвитку техніки та
організації виробництва.
14.3. Організація технічного обслуговування та підготовки виробництва
Економічність виготовлення конкурентоспроможної продукції та стійке
функцюнування підприємства значною мірою залежить від системи
технічного обслуговування, головна мета якої полягає в забезпеченні
ефективного функціонування основних процесів виробництва шляхом:
постійного підтримування в робочому стані машин та устаткування, інших
засобів праці; своєчасного забезпечення робочих місць енергією,
397