Прието Дж., Кине Ю. Древесина. Обработка и декоративная отделка
Подождите немного. Документ загружается.

158 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
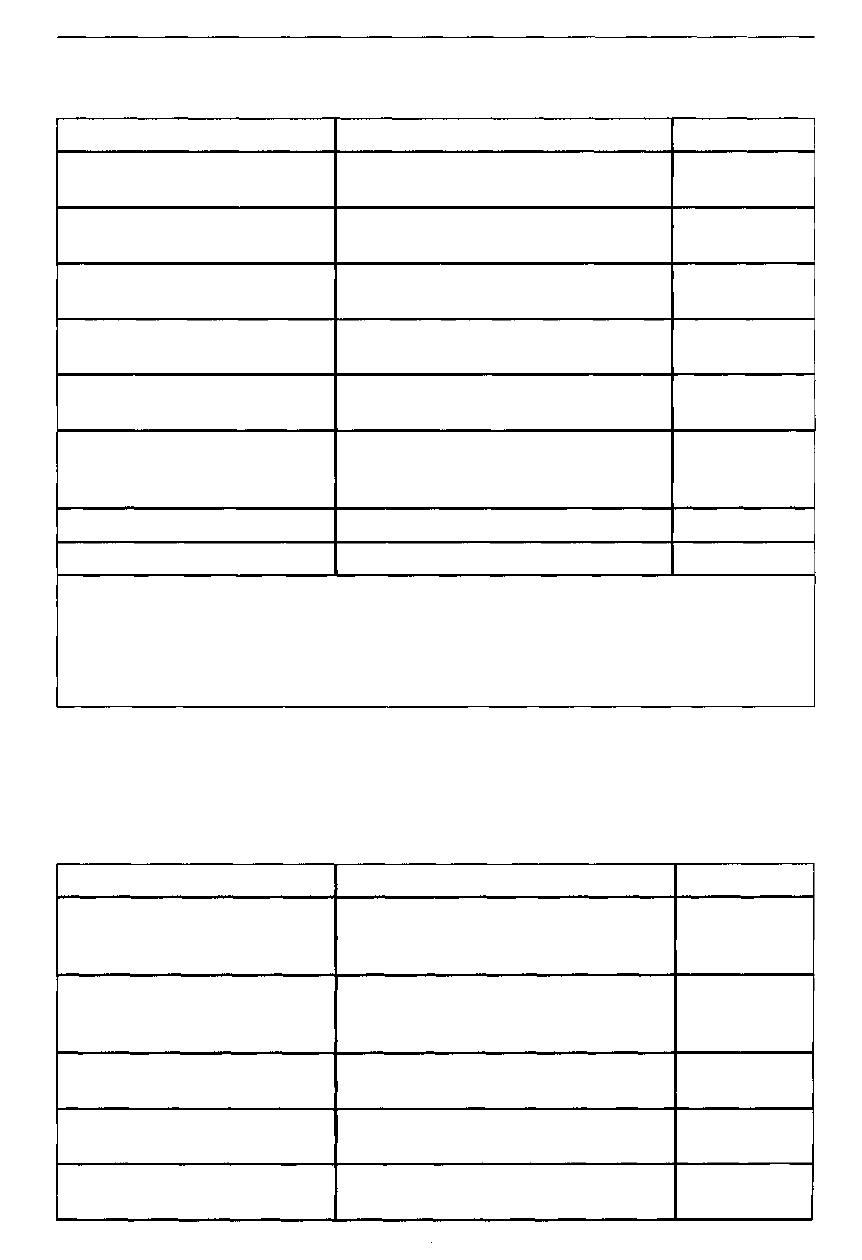
Таблица 3.1.32. Рецептура прозрачной УФ-отверждаемой грунтовки для мебели и дверей,
наносимой вальцами [146]
Компонент
Ароматический модифициро-
ванный эпоксиакрилат'
Ненасыщенный простой
полиэфир'
Дипрпиленгликольдиакрилат
(ДПГДА)
Сополимер с кислотными груп-
пами
3
, кислотное число ~ 53
Тальк
4
(гидросиликат магния)
Бензилдиметилкеталь
5
(альфа, альфа-диметокс-
альфа-фенилацетофенон)
Акрилатный сополимер
6
Всего
Назначение
УФ -пленкообразователь
УФ-пленкообразователь
Активный разбавитель,
регулирование вязкости
Смачивающая и диспергирующая
добавка
Наполнитель, улучшающий адгезию
и шлифуемость
Фотоинициатор
Улучшение розлива
Массовая доля
31,00
31,00
15,00
0,50
18,00
4,00
0,50
100,00
Время истечения (6 мм сопло, при 23°С): около 70 - 80 с.
Скорость УФ отверждения (25 г/м'): около 5 м/мин.
1 УФ облучатель (Нд) 120 Вт/см.
1
Laromer® LR 8986, форма выпуска 100% (BASF AG).
2
Laromer® UP 35 D, форма выпуска 100%
(BASF AG).
3
Disperbyk® 110 (Byk).
4
Talc 10 M0 (Lucenac).
5
Irgacure® 651 (Ciba Specialty Chemicals
Inc.).
6
Byk361N (Byk-Chemie).
Таблица 3.1.33. Рецептура черного пигментированного УФ-отверждаемого покрытия
для деталей мебели и дверей, наносимого вальцами [146]
Компонент
Модифицированный амином
простой полиэфирный
акрилат
1
Модифицированный амином
простой полиэфирный акрилат
2
(с низкой вязкостью)
Анилиновый черный
3
Пигмент черный 1
2,4,6-триметилбензоилдифени
лфосфиноксид
4
2-гидрокси-2-метил-1-фенил-
пропан-1-он
4
Назначение
УФ-пленкообразователь с высокой
УФ-активностью и хорошим смачива-
нием пигмента
УФ-пленкообразователь
Регулирование вязкости
Пигмент, окраска
Фотоинициатор
(глубокое отверждение)
Фотоинициатор
(отверждение поверхности)
Массовая доля
54,00
37,00
5,00
1,0
2,0
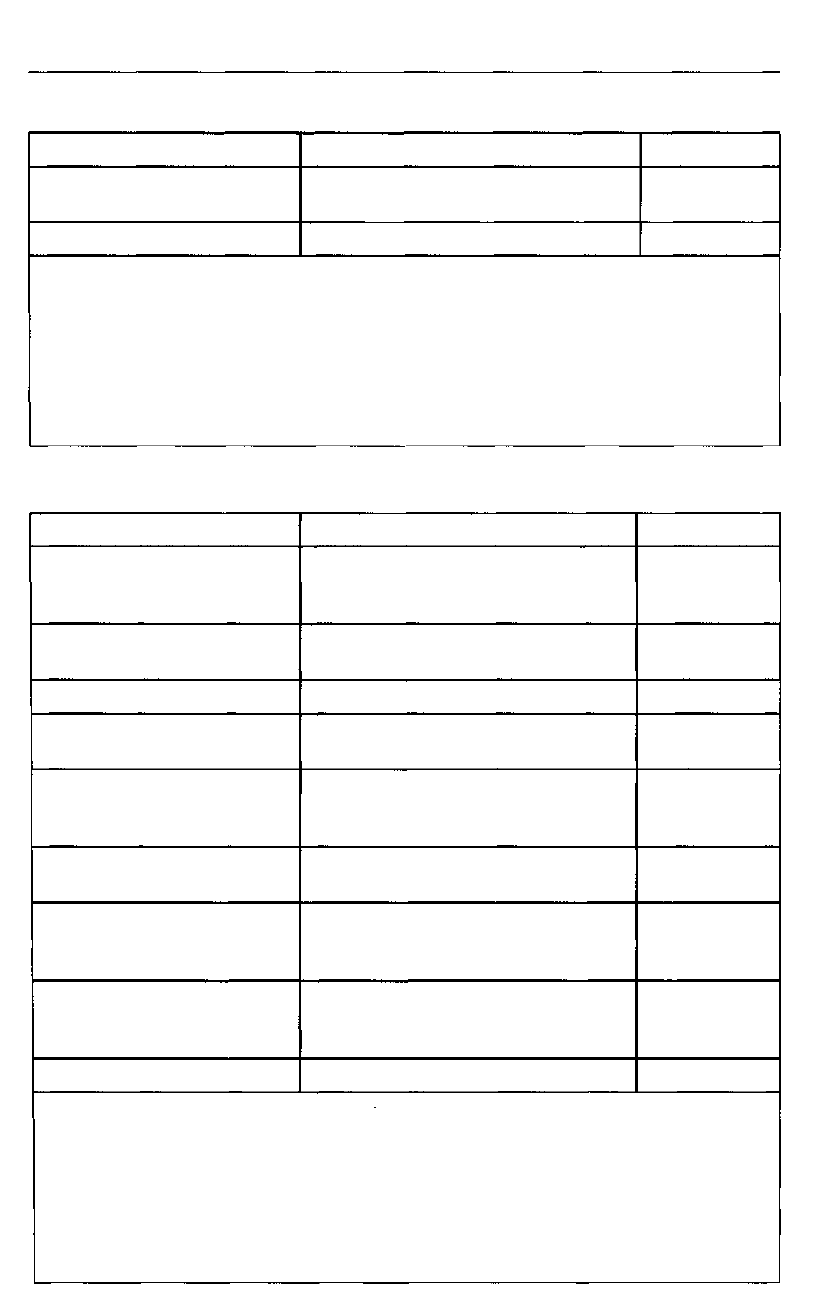
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 159
Продолжение таблицы 3.1.33.
Компонент
Ацетобутират целлюлозы
5
20%-ный раствор в бутилацетате
Всего
Назначение
Улучшение розлива
Массовая доля
1,0
100,00
Время истечения (4 мм, при 23°С): около 90-120 с.
Скорость УФ-отверждения (130 г/м
г
): около 2,0 м/мин.
1 минута облучения лампой низкого давления типа Philips TL 03.
1 УФ-облучатель (Hg) 120 Вт/см.
1
Laromer® P0 84 F, форма выпуска 100%.
2
Talkum AT 1 (Norwegian Talc AS).
3
Lucerin®TPO(BASFAG).
4
Darocur® 1173 (Ciba Specialty Chemicals Inc.).
5
CAB 551-0.01 (Eastman).
Таблица 3.1.34. Рецептура шелковисто-матового УФ-отверждаемого лака для мебели
и дверей, наносимого вальцами [145]
Компонент
Сложный полиэфир-акрилат
1
Трипропиленгликольдиакрилат
(ТПГДА)
Бензофенон
2-гидрокси-2~метил-1-фенил-
припан-1-он
г
Кремниевая кислота
3
(синтети-
ческая, обработанная
органикой)
Тальк
4
(гидросиликат магния)
Мелкодисперсный модифи-
цированный полиэтиленовый
воск
5
Модифицированный поли-
эфиром полидиметилсилоксан
6
(10%-ный раствор в ксилоле)
Всего
Назначение
УФ-пленкообразователь с высокой
эластичностью,устойчивость к исти-
ранию и высокое наполнение
Активный разбавитель,
регулирование вязкости
Фотоинициатор
Фотоинициатор
Регулирование степени
блеска и вязкости
Наполнитель для улучшения адгезии
и шлифуемости
Улучшение устойчивочти к царапа-
нию, гладкости и понижение степени
блеска
Средство для улучшения
розлива и гладкости
Массовая доля
44,70
38,00
2,0
2,0
7,00
4,00
2,00
0,30
100,00
Вязкость(1Б0 3219/23°С, конус-диск, D 2500 с
1
) = са. 1100 мПа х с.
Количество наносимого вещества: 10-20 г/м
г
.
УФ-отверждение: 2 УФ-облучателя (Hg) 80 Вт/см, 10 м/мин.
1
Viaktin VTE 6174, форма выпуска 100 % (Cytec).
2
0arocur®1173 (Ciba Specialty Chemicals Inc.).
3
TalkumA10(Naintsch).
4
Syloid® ED50 (Grace).
5
Ceraflour®950(Byk).
6
Baysilon PL(Borchers).
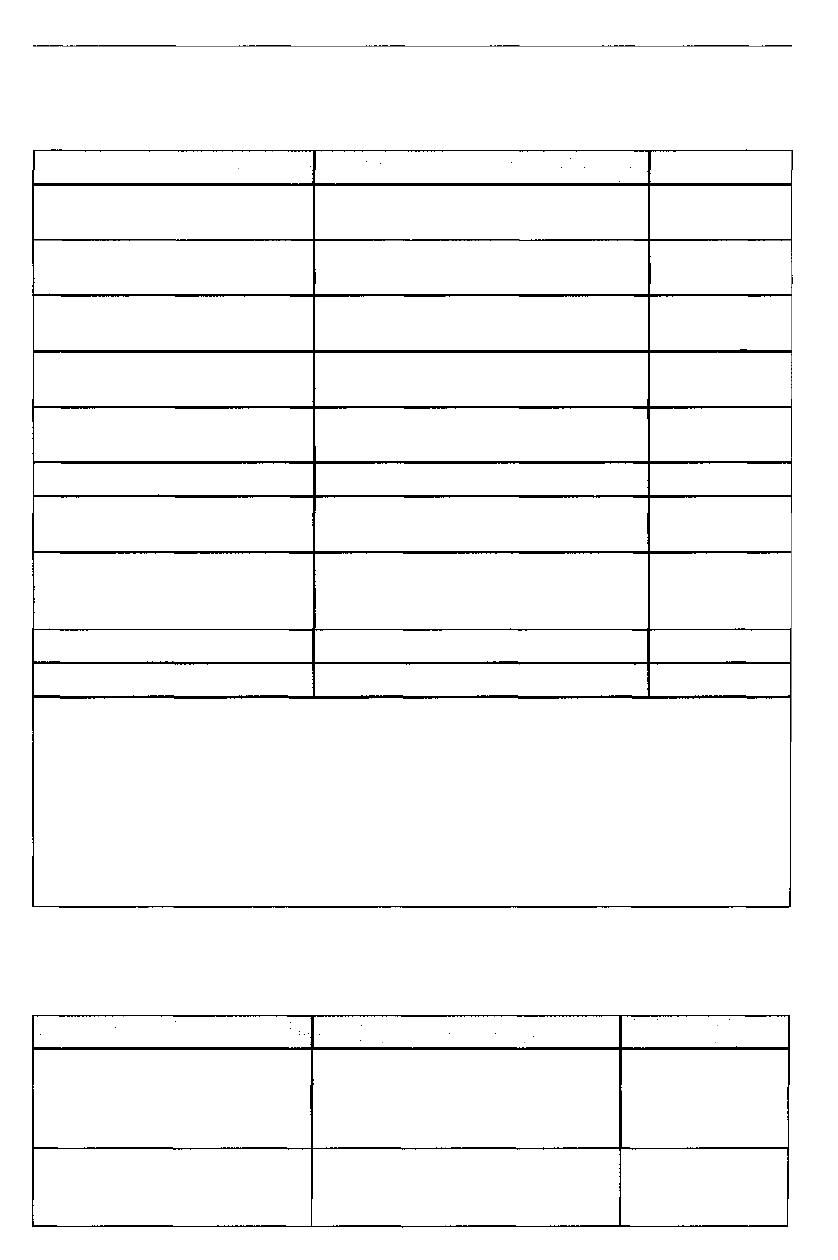
160 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Таблица 3.1.35. Рецептура шелковисто-матового, прозрачного грунтовочного и отделоч-
ного УФ-отверждаемого лака для мебели и дверей, не содержащего мономеры и наноси-
мого вальцами [146]
Компонент
Ароматически модифициро-
ванный эпоксиакрилат
1
Простой полиэфирный акри-
лат
г
(низковязкий)
Тальк
3
(гидросиликат магния)
Кремниевая кислота
4
(синтетическая)
Аминный синергетик
5
(активный третичный амин)
Бензофенон
1-гидрокси-циклогексил-
фенил-кетон"
Силиконовый ПАВ
7
(раствор
модифицированного полиэфи-
ром полидиметилсилоксана)
Органический полимер
8
Всего
Назначение
УФ-пленкообразователь
УФ-пленкообразователь,
регулирование рабочей вязкости
Улучшение адгезии и шлифуемости,
регулирование степени блеска
Влияние на степень блеска и вязкость
Повышение УФ-активности
Фотоинициатор
Фотоинициатор
Средство для смачивания основы
Деаэратор
Массовая доля
20,00
53,50
8,50
11,00
3,00
1,50
1,50
0,30
0,40
100,00
Вязкость при 23°С: 1,1 Па х с.
УФ-активность (10 г/м
г
): 5 м/мин, 1 УФ-облучатель (Нд) 120 Вт/см.
1
Laromer® LR 8986, форма выпуска 100% (BASF AG).
2
Laromer® LR 8967, форма выпуска 100% (BASF AG).
3
Mistron Monomix (Luzenac).
4
Syloidl62C(Grace).
5
Laromer® LR 8956 (BASF AG).
6
Irgacure® 184 (Ciba Specialty Chemicals Inc.).
7
Byk346(Byk-Chemie).
8
Tego® Airex 920, Lieferform 100% (Degussa).
Таблица 3.1.36. Рецептура шелковисто-матового, прозрачного грунтовочного и отделоч-
ного УФ-отверждаемого лака для мебели и дверей, не содержащего мономеры и наноси-
мого распылением [146]
Компонент
Простой полиэфир акрилат
1
(низковязкий, алкоксилиро-
ванный акрилаттриметилол-
пропана)
Тальк (гидросиликат магния)
2
Назначение
УФ-пленкообразователь
Улучшение адгезии и шлифуемо-
сти
и регулирование степени блеска
Массовая доля
80,00
8,00
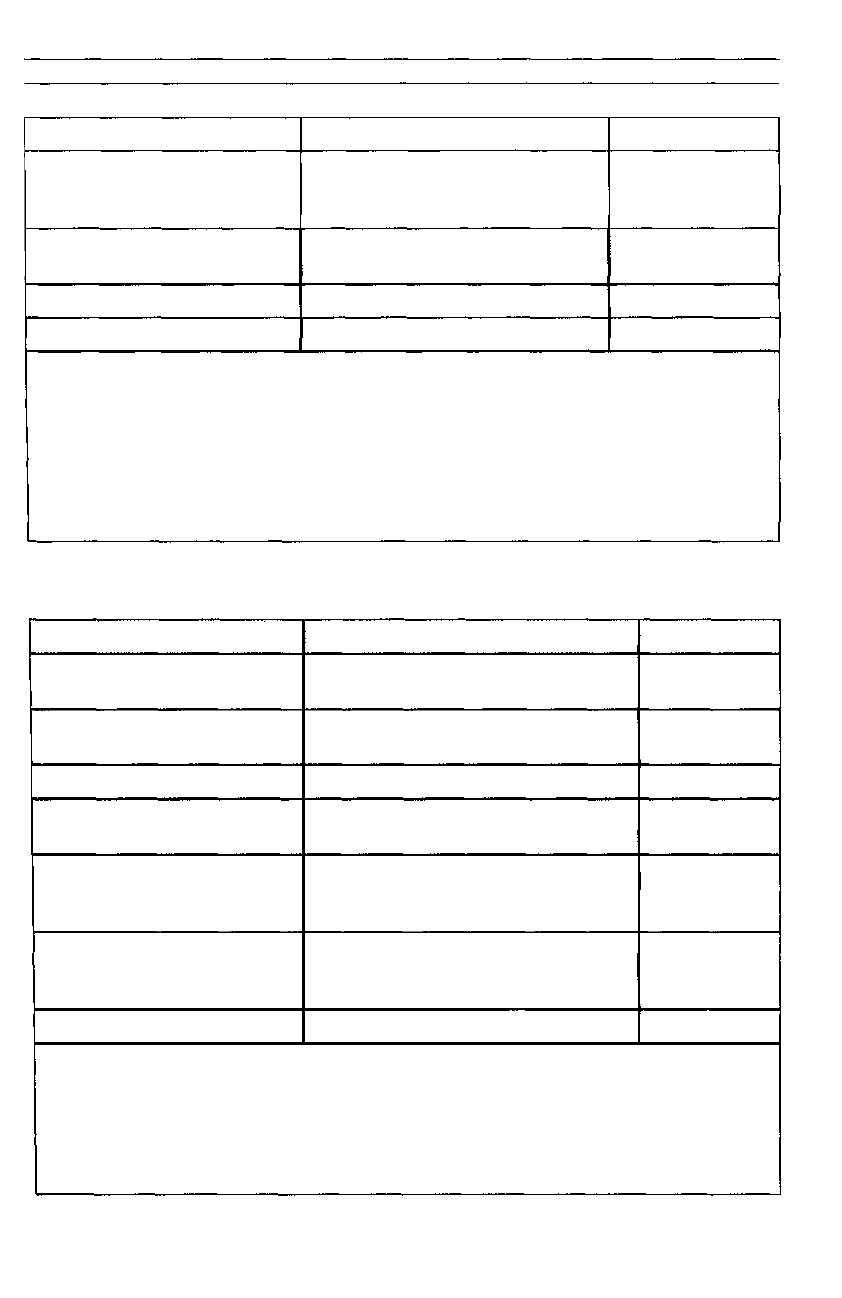
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 161
Продолжение таблицы 3.1.36
Компонент
Кремневая кислота
3
(синтети-
ческая и модифицированная
органикой)
2-гидрокси-2-метил~1-фенил-
пропан-1-он
4
Акрилатный сополимер
5
Всего
Назначение
Регулирование степени блеска
и вязкости
Фотоинициатор
Улучшение розлива
Массовая доля
8,00
3,6
0,40
100,00
Вязкость (при 45°С): 100 мПа х с.
Время истечения (4 мм, при 45°С): 20 с.
УФ-активность (75 г/м
2
): 2,5 м/мин 1 УФ-облучатель (Нд) 120 Вт/см.
Блеск(75г/м
2
):30Е/60°.
1
Laromer® P0 33 F, форма выпуска 100%.
2
Talkum AT 1 (Norwegian Talc AS).
3
Syloid®ED80(Grace).
4
Darocur® 1173 (Ciba Specialty Chemicals Inc.).
5
Byk361 N (Byk-Chemie).
Таблица 3.1.37. Рецептура УФ-отверждаемого прозрачной грунтовки и отделочного лака
для нанесения в вакууме [145]
Компонент
Простой полиэфир акрилат
1
(низковязкий)
Дипропиленгликольдиакрилат
Метилбензоилформиат
2
Тальк
3
(гидросиликат магния)
Кремниевая кислота
4
(синтети-
ческая и органически модифи-
цированная)
Мелкодисперсный модифи-
цированный полиэтиленовый
воск
5
Всего
Назначение
УФ-пленкообразователь (низкая вяз-
кость , отличная УФ-активность)
Активный разбавитель, установление
вязкости и степени блеска
Фотоинициатор
Улучшение адгезии, шлифуемости
и регулирование степени блеска
Влияние на степень блеска
и вязкость
Улучшение устойчивости к царапа-
нию, гладкости и для уменьшения сте-
пени блеска
Массовая доля
53,50
30,60
3,00
5,50
5,30
2,10
100,00
Вязкость (при 23°С, 25 с-
1
): 400 мПа х с.
УФ-активность (10-40 г/м
2
): 60 м/мин 1 УФ-облучатель (Нд) 80 Вт/см.
1
Viaktin VTE 5968, форма выпуска 100% (Cytec).
2
GenocureMBF(Rahn).
3
Talc A10 (Naintsch).
4
Acematt®0K412 (Degussa).
5
Ceraflour®950(Byk).
162 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Таблица 3.1.38. Рецептура УФ-отверждаемого белого пигментированного грунта
и отделочного покрытия для нанесения в вакууме [146]
Компонент
Модифицированный простой
полиэфирный акрилат
1
(низковязкий)
Дипропиленгликольдиакрилат
Сополимер с кислотными груп-
пами
2
, кислотное число 53
Окись титана, рутил
3
(с добав-
лением соединений алюминия
и кремния)
Тальк
4
(гидросиликат магния)
Кремниевая кислота
5
(синте-
тическая и модифицированная
органическими соединениями)
Мелкодисперсный модифи-
цированный полиэтиленовый
воск
6
Аминный синергетик
7
(актив-
ный третичный амин)
Бензофенон
2,4,6-триметилбензоил-
фосфиноксид
8
Бисацилфосфиноксид
9
(ВАРО II)
Сополимер акрилата
10
Всего
Назначение
УФ-пленкообразователь(низковяз-
кий, хорошая УФ-активность)
Активный разбавитель;
Установление рабочей вязкости
Смачивающая и диспергирующая
добавка
Белый пигмент, окраска
Улучшение адгезии, шлифуемости
и установление степени блеска
Регулирование степени блеска
и вязкости
Улучшение устойчивости к царапа-
нию, гладкости поверхности и умень-
шение степени блеска
Повышение УФ-активности
Фотоинициатор для поверхностного
отверждения
Фотоинициатор для глубокого
отверждения
Фотоинициатор для глубокого
отверждения
Улучшение розлива
Массовая доля
17,50
43,90
0,42
21,90
4,40
2,20
2,20
4,40
0,44
1,80
0,40
0,44
100,00
Вязкость (при 23°С): 20 с.
УФ-активность (25 г/м
г
): 10 м/мин 1 УФ-облучатель (Ga/Hg) 120 Вт/см степень блеска (60°—
угол измерения) при 40 r/м
2
количество наносимого вещества: 10.
1
Laromer® LR 8967, форма выпуска 100%, вязкость при 23°С (DIN EN ISO 3219, градиент скорости
0:250с
1
) =
12
0-
19
0мПахс.
2
Disperbyk® 110 (Byk).
3
Kronos 2160 (Kronos).
4
Talc 10 M0 (Lucenac).
5
Acematt® OK 607 (Degussa).
6
Irgacure® 184 (Ciba Specialty Chemicals Inc.).
7
Lucerin® TPO (BASF AG).
8
Irgacure® 819 (Ciba
Specialty Chemicals Inc.).
9
Laromer® LR 8956 (BASF AG).
10
Byk 361 N (Byk-Chemie).
В таких странах, как Италия, Испания, Франция и др., обычно предпочитают
поверхности с закрытыми порами. Для этого используют сочетание вальцо-
вого и наливного методов нанесения материла (рис. 3.1.78). На стадии грун-
тования очень часто используют двойные вальцы, причем второй из нанося-
щих покрытие вальцов вращается навстречу предполагаемому направлению
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 163
движения деталей (см. ч. 5.6). Такую вальцовую машину называют реверс-
системой или реверс-вальцами. Таким образом, можно реализовать одно-
временно нанесение большого количества материала (около 30-120 г/м
2
)
и получение гладкой поверхности. После УФ-отверждения и последующего
шлифования происходит нанесение методом облива состава, частично со-
держащего растворители или стирол с содержанием нелетучих веществ от
70 до 100%. При таком составе получают высоконаполненные и гладкие по-
крытия. Скорость передвижения изделий на вальцево-наливной линии окра-
ски составляет 8-12 м/мин. В последние годы в результате использования же-
лобчатых вальцев удалось получить покрытия, аналогичные образующимся в
результате нанесения методом облива (рис. 3.1.79).
Детали мебели, имеющие сложную или сильно закругленную форму, не мо-
гут быть окрашены с помощью УФ-вальцевания. Такие детали обрабатыва-
ют УФ-материалом с использованием автоматического распыления. Как пра-
вило, применяется процесс двухслойного или трехслойного напыления УФ-
грунтовок или покрывных лаков на основе органических растворителей или
водорастворимых Л КМ. Скорость линии распыления 2-6 м/мин. Время полно-
го цикла окраски на линии распыления, представленной на рис. 3.1.80, в зави-
симости от параметров процесса составляет от 12 до 20 мин.
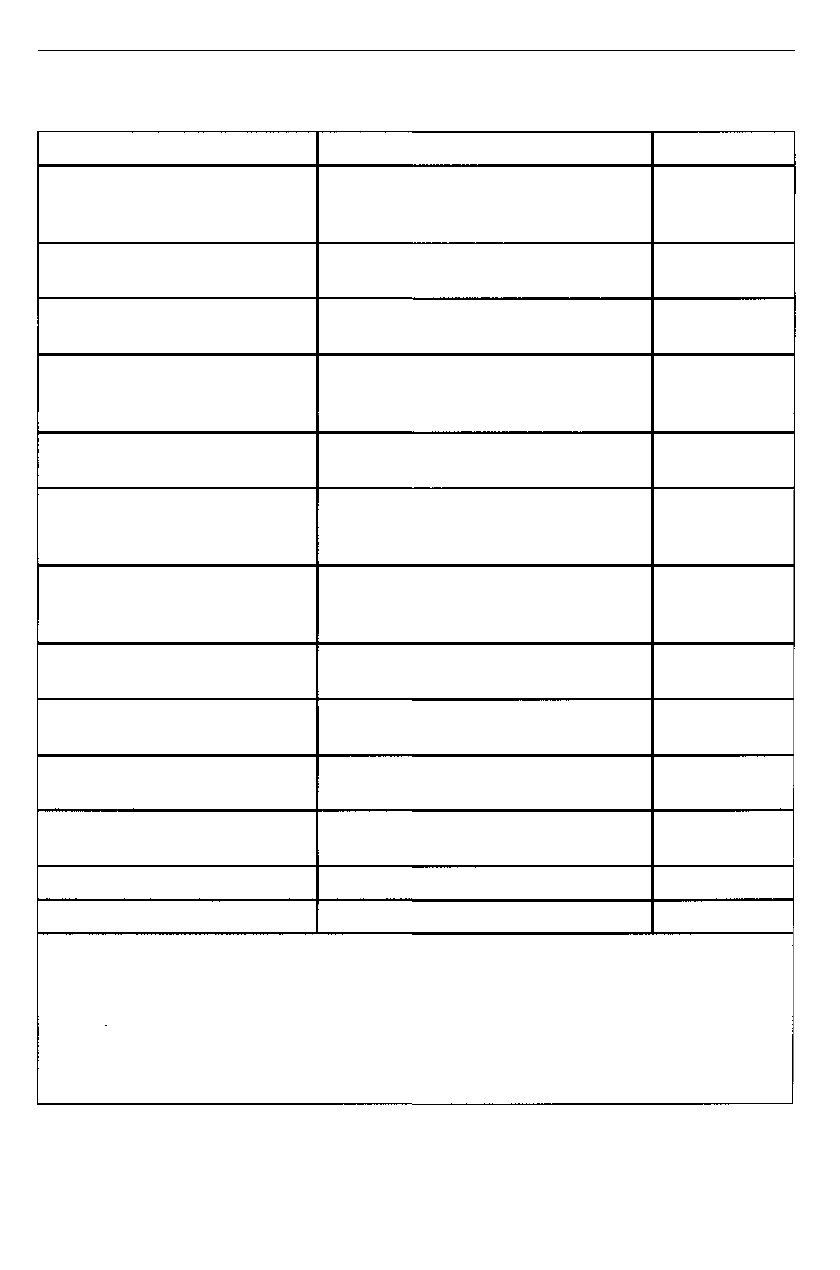
Таблица 3.1.39. Содержание органических растворителей в УФ-отверждаемых ЛКМ
для окраски древесины
Разбавляемые растворителями УФ-отверждаемые ЛКМ для окраски древесины
Метод
нанесения
Вальцы
Налив
Распыление
Тип УФ-материала
Доля нелетучих
веществ
в рецептуре
Доля
растворителей
Лаковая система ЛКМ
УФ-грунтовка
УФ-многослойный лак
УФ-покрывной лак
100%
90-100%
95-100%
—
0-15%
0-5%
Пигментированная система ЛКМ
УФ-грунтовка
УФ-покрывной лак
100%
95-100%
—
0-5%
Лаковая система ЛКМ
УФ-покрывной лак
25-100%
0-75%
Пигментированная система ЛКМ
УФ-покрывной лак
УФ-наливной порозаполнитель
30-90%
40-90%
10-70%
10-60%
Лаковая система ЛКМ
УФ-грунтовка
УФ-многослойный лак
25-100%
25-100%
0-75%
0-75%
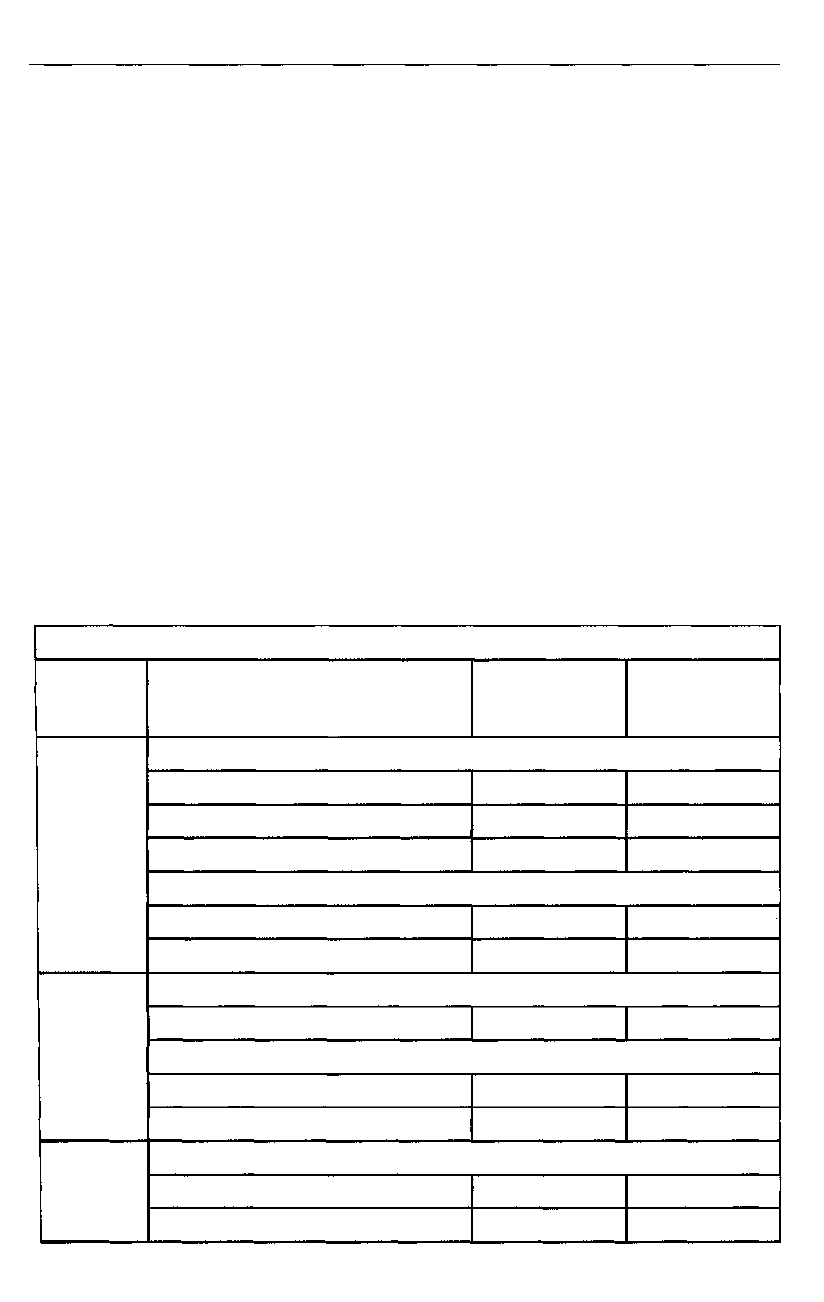
164 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Продолжение таблицы 3.1.39
Метод
нанесения
Распыление
Вакуумиро-
вание
Тип УФ-материала
Доля нелетучих
веществ
в рецептуре
Доля
растворителей
Пигментированная система ЛКМ
УФ-грунтовка-заполнитель
УФ-многоспойный лак
УФ-покрывной лак
30-90%
25-100%
25-100%
10-70%
0-75%
0-75%
Лаковая система ЛКМ
УФ-грунтовка
УФ-многослойный лак
УФ-покрывной лак
95-100%
95-100%
95-100%
0-5%
0-5%
0-5%
Пигментированная система ЛКМ
УФ-многослойный лак
УФ-покрывной лак
90-100%
95-100%
0-10%
0-5%
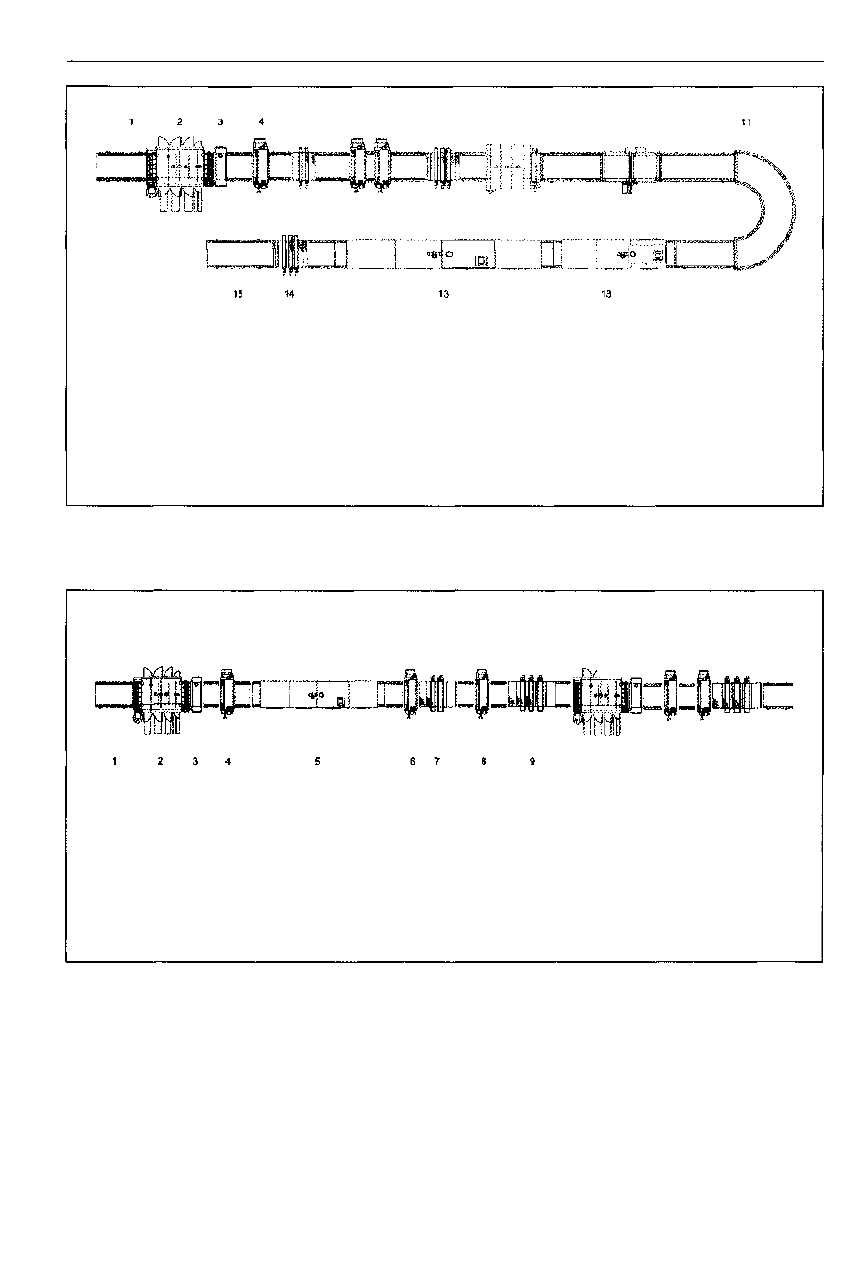
1 2 3 4 5 6 7
10 11 12 13
26 25 24 23 22 21 ~20 19 18 17
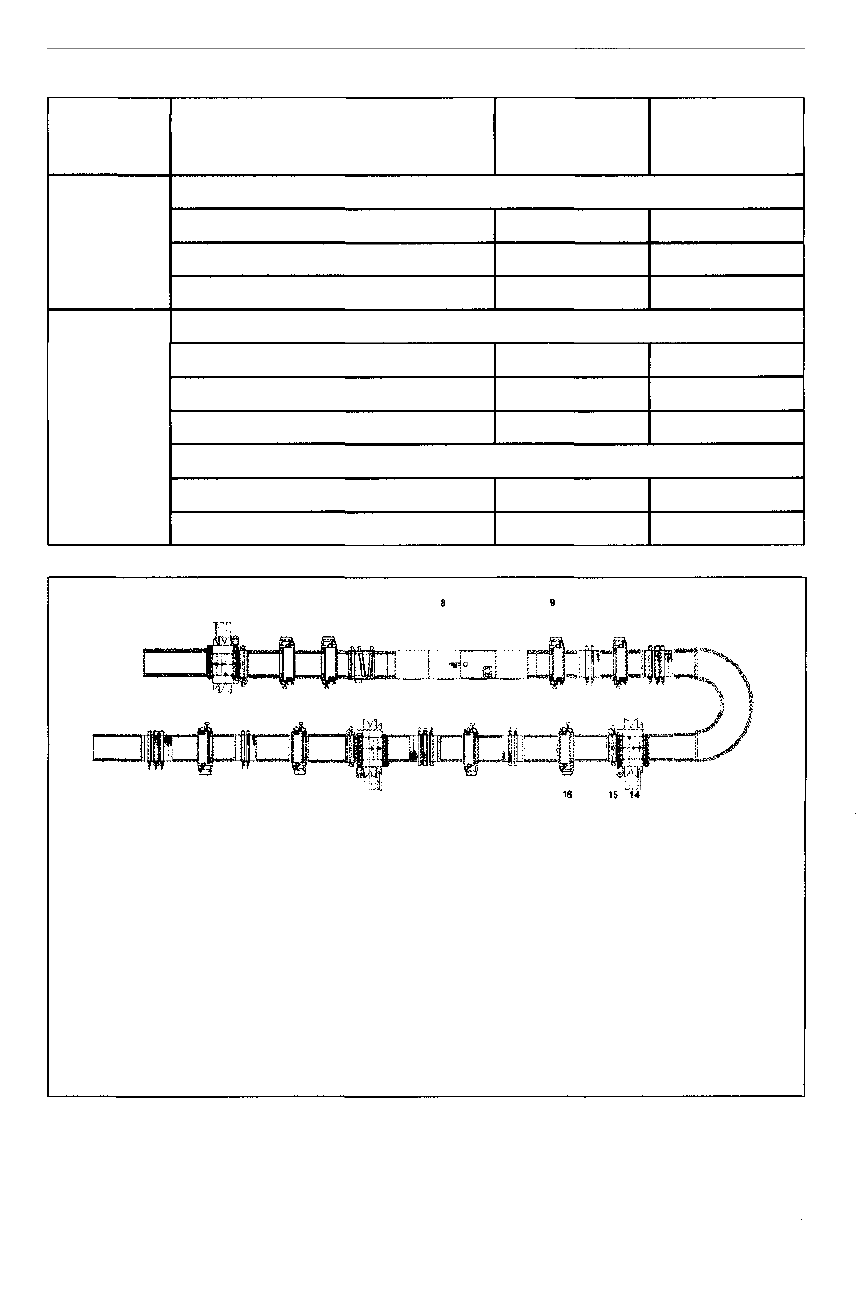
1. Укладка
2. Шлифовальная машина
3. Обеспыливание
4. Контрольный участок
5. Простые твердые резиновые вальцы, водорастворимые бейцы
10-15 г/м
г
6. Простые пористые вальцы (на выбор)
7. Участок разравнивания с 3 щетками (на выбор)
8. Форсуночная сушка с температурой 60-70°С для сушки
водорастворимых бейцев
9. Простые твердые гладкие вальцы, УФ-грунтовка, прозрачная, 12-15 г/м
г
10. УФ канал с 2 ртутными лампами высокого давления,
мощностью 80W/CM для гелирования УФ-грунтовки
11. Простые твердые резиновые вальцы, УФ-грунтовка, прозрачная
10-12 г/м
2
12. УФ-канал с 3 ртутными лампами высокого давления,
мощностью 80 Вт/см
13. Транспортер
14. Шлифовальная машина для шлифовки лака
15.Обеспыливание
16. Простые твердые резиновые вальцы, УФ-грунтовка, прозрачная
10-12 г/м
г
17. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для гелирования УФ-грунтовки
18. Простые твердые резиновые вальцы, УФ-грунтовка, прозрачная
10-12 г/м
г
19. УФ-канал с 3 ртутными лампами высокого давления,
мощностью 80 Вт/см
20. Шлифовальная машина для шлифовки покрытия
21. Штабелирование
22. Простые твердые резиновые вальцы, УФ-грунтовка,
прозрачная 4-5 г/м'
23. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для гелирования
24. Простые твердые резиновые вальцы, прозрачный
УФ-покрывной лак 4-5 г/м
г
25. УФ-канал для отверждения, 3 ртутные лампы, мощностью 80 Вт/см
26. Снятие готовых деталей
Рис. 3.1.76. Вальцевая линия 1 для нанесения УФ-покрытий на фанерованные и обрабо-
танные бейцем детали мебели
Пигментированные УФ покрытия
Нанесение пигментированных материалов в Южной Европе сегодня про-
изводится на комбинированных валыдево-наливных линиях с использовани-
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 165
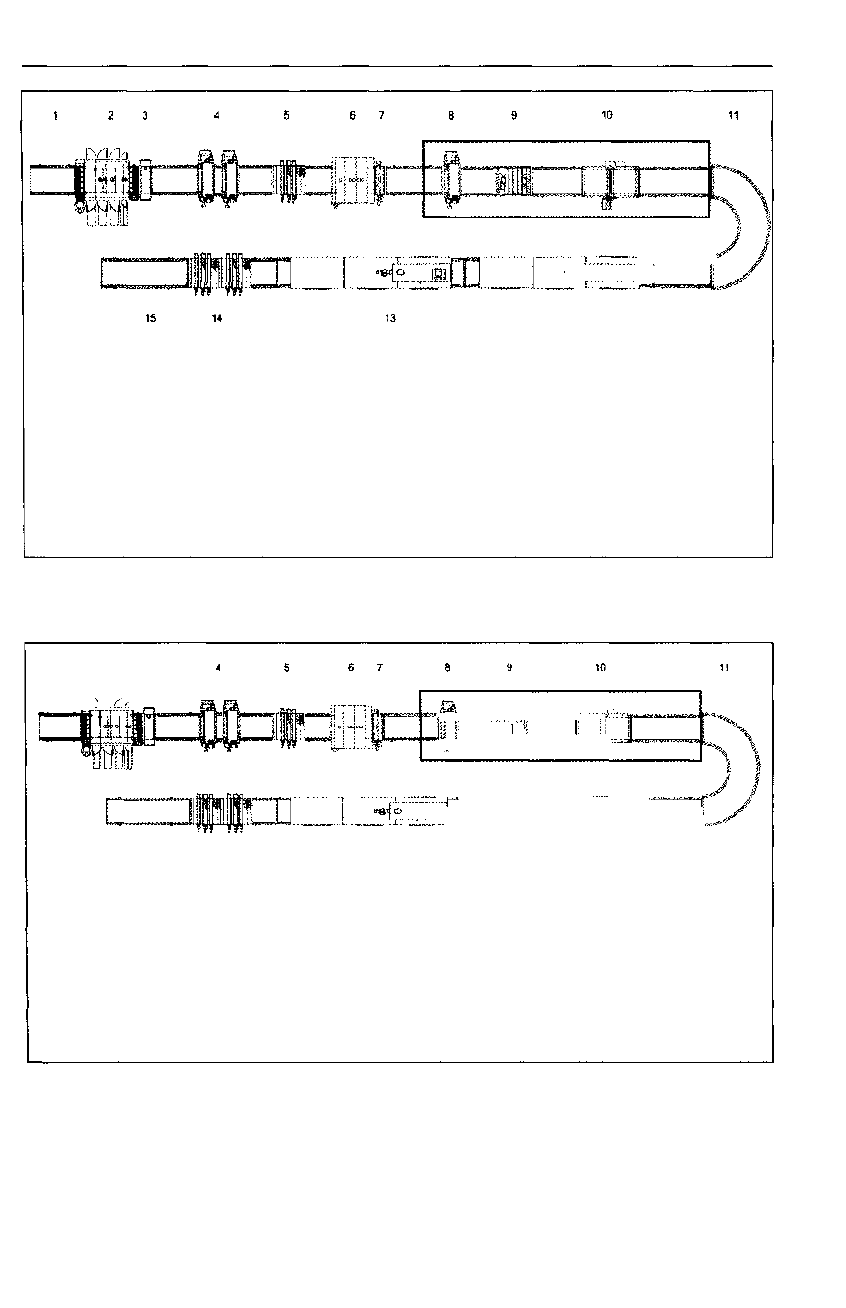
«и»
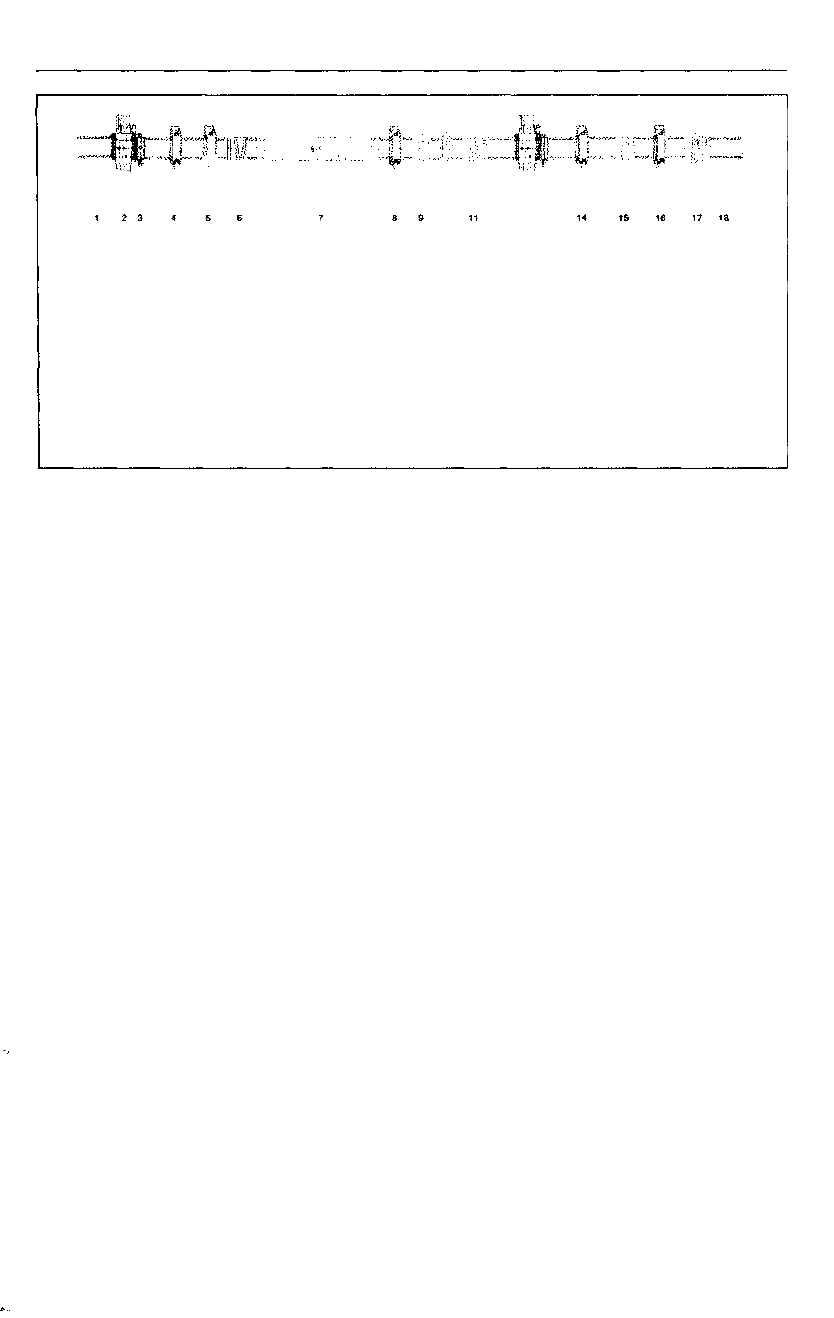
1. Укладка
2. Шлифовальная машина
3. Обеспыливание
4. Простые твердые резиновые вальцы, водорастворимые
бейцы 10-15 г/м
г
5. Простые пористые вальцы для темной и интенсивной
окраски бейцем
6. Участок разравнивания с 3 щетками
7. Форсуночная сушка с температурой 6О~7О°С для сушки
бейца
8. Простые твердые резиновые вальцы, прозрачная
УФ-грунтовка, 12-15 г/м
г
9. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для гелирования УФ-грунтовки
10
12 13
10. Легкая шпатлевочная машина с гладкими вальцами,
УФ-грунтовка 20-25 г/м
г
11. УФ-канал с 3 ртутными лампами высокого давления,
мощностью 80 Вт/см
12. Шлифовальная машина для шлифовки лака
13. Обеспыливание
14. Простые твердые резиновые вальцы, УФ-покрывной лак,
4-5 г/м
г
15. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для гелирования УФ-покрывного лака
16. Простые твердые резиновые вальцы, УФ-прозрачный
покрывной лак, 4-5 г/м
2
17. УФ-канал с 3 ртутными лампами, мощностью 80 Вт/см
18. Снятие готовых изделий
Рис. 3.1.77. Вальцевая линия 2 для нанесения УФ-покрытий на фанерованные
и обработанные бейцем детали мебели
ем Dual-Cure-технологии (двойного механизма отверждения) (рис. 3.1.81).
На первой стадии МДФ-плиты грунтуют на двойных реверсных вальцах и бло-
кируют. После шлифования и обеспыливания на вальцах наносится содержа-
щая перекиси грунтовка (активный грунт). Вслед за этим наливом наносят пиг-
ментированный УФ-отверждаемый состав. При контакте содержащего пере-
киси грунта с УФ-материалом, в который предварительно добавлены ускори-
тели (соли кобальта), под влиянием нагрева начинается цепная реакция ра-
дикальной полимеризации. После фазы испарения (3-4 мин при 20-25°С) и
предгелирования (около 3 мин при 30-40°С) пигментированный УФ-материал
отверждается под воздействием излучения большого числа ламп низкого дав-
ления типа «Philips TL 05» или «TL 03» в течение нескольких секунд [149, 150].
Такие линии работают со скоростью 6-10 м/мин. Чаще всего так наносят бе-
лые пигментированные составы. Уже несколько лет современные установки
работают с высокопигментированными УФ-грунтовками и УФ-красками, на-
носимыми вальцами. Существующие в Европе УФ-линии окраски пигменти-
рованными УФ-материалами МДФ- и стружечных плит и сотовых конструкций
работают со скоростью 25-40 м/мин (рис. 3.1.82). При этом они более эко-
номичны, по сравнению с вальцево-наливными линиями, при получении то-
го же качества поверхности покрытий. Чтобы можно было получить качество
поверхности, сравнимое с поверхностью, образующейся при наливе, пигмен-
тированный УФ-материал наносят желобчатыми резиновыми вальцами (твер-
дость по Шору — 25-30 и 80 бороздами на дюйм) в количестве 25 г/м
2
.
Для изменения степени блеска непосредственно в процессеУФ-отверждения
используют регулируемые по высоте ртутные лампы высокого давления, доти-
рованные галлием.
Процесс вальцевания в сочетании с непрямой глубокой печатью
для ламинатных полов и деталей мебели
Применение стружечных, твердоволокнистых и МДФ-материалов в произ-
водстве полов и мебели сильно возрастает из-за экономической оптимизации
и краткости процесса.
166 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Общее количество наносимого вещества -230 г/м
5 6 7 8 9 10
1. Укладка
2. Шлифовальная машина
3. Обеспыливание
4. Простые твердые резиновые вальцы. УФ-прозрачная
грунтовка 20-35 г/м
2
5. УФ-канал с 1 ртутной лампой высокого давления,
мощностью 80 Вт/см для гелирования УФ-грунтовки
6. Двойные твердые резиновые вальцы (реверс-система),
УФ-грунтовка 60 г/м
2
7. УФ-канал с 3 ртутными лампами высокого давления,
мощностью 80 Вт/см
8. Шлифовальная машина для шлифовки лака
9. Обеспыливание
10. Наливная машина, прозрачный наливной УФ-лак
120-140 г/м
г
11. Транспортер
12. Конвекционная сушка 25°С, небольшая циркуляция
воздуха
13. Сушка, оборудованная УФ-лампами низкого давления
типа TL05/TL03 для глубокого отверждения лакового
слоя
14. УФ-канал для отверждения с 3 ртутными лампами
высокого давления, мощностью 80 Вт/см
15. Снятие готовых изделий
Рис. 3.1.78. Вальцево-наливная линия для УФ-окраски фанерованных деталей мебели
в Южной Европе
Скорость подачи 15-20 м/мин Общее количество наносимого вещества — 45 г/м
г
1. Укладка
2. Шлифовальная машина
3. Обеспыливание
4. Простые твердые резиновые вальцы. Нанесение бейца
15 г/м
2
5. Форсуночная сушка
6. Простые твердые резиновые вальцы УФ-прозрачная
грунтовка 10 г/м
2
7. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для гелирования УФ-грунтовки
8. Простые твердые резиновые вальцы, УФ-грунтовка 10 г/м
2
10 11 12 13 14 15
9. УФ-канал с 4 ртутными лампами высокого давления,
мощностью 80 Вт/см для отверждения грунтовки
10. Шлифовальная машина для шлифовки лака
11. Обеспыливание
12. Простые твердые резиновые вальца для покрывного
лака 25, г/м
2
«мокрое по мокрому», с п. 13
13. Простые желобчатые резиновые вальца, 80 желобков,
твердость 30 По Шору
14. УФ-канал с 4 ртутными лампами высокого давления,
мощностью 80 Вт/см для отверждения покрывного лака
15. Снятие готовых изделий
Рис. 3.1.79. Вальцевая линия с узлом желобчатых вальцев для окраски фанерованных
древесных поверхностей из клена, бука, вишни и ореха
В изготовлении мебели печатание, как непрямая печать на древесном ма-
териале достаточно известный процесс. В 1960-е гг. печатание на древесных
материалах в мебельной промышленности применялось для отделки задних
стенок мебели, внутренней отделки шкафов и мебельных поверхностей. Пио-
нером является фирма RAUCH, которая в 1972 г. применила печать на поверх-
ностях мебели для спален [151]. В середине 1970-х гг. печать на древесных
материалах была вытеснена сильно возросшим использованием декоратив-
ной бумаги с глубокой печатью [152].
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 167
Блок высокого давления для беспылевой окраски
4° . Ш\ \
1. Укладка деталей
2. Шлифовальная машина
3. Обеспыливание
4. Поперечный распылительный автомат с 4
распылителями, УФ-прозрачная грунтовка 90 г/м
г
В. Воздушно-циркуляционная сушка, 30-35°С,
скорость воздуха 5 м/с
6. Конвекционная сушка 45-50°С, скорость воздуха
20 м/с
7. Форсуночная сушка 45-50°С, скорость воздуха
20 м/с
8. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для отверждения грунтовки
(лампы расположены по диагонали)
12
9. Щеточный агрегат (2 щетки расположены наклонно)
10. Шлифовальная машина для шлифовки покрытия
(ленты с зерном 320-400)
11. Обеспыливание
12. Поперечный распылительный автомат с 4 распылителя-
ми, УФ-прозрачная покрывной лак 100-120 г/м
г
13. Воздушно-циркуляционная сушка, ЗО~35°С, скорость
воздуха 5 м/с
14. Форсуночная сушка 45-50°С, скорость воздуха
20 м/с
15. УФ-канал с 2 ртутными лампами высокого давления,
мощностью 80 Вт/см для отверждения грунтовки
(лампы расположены по диагонали)
16. Снятие готовых изделий
Рис. 3.1.80. Линия распыления для окраски мебели, например, элементов внутренней
отделки кораблей
1 2 3
J /I I I
-да, I
15 14 13
1. Укладка
2. Шлифовальная машина
3. Обеспыливание
4. Двойные твердые резиновые вальцы (реверс-система),
УФ-грунтовка 60-70 г/м
2
5. УФ-канал с 3 ртутными лампами высокого давления,
мощностью 80 Вт/см
6. Шлифовальная машина для шлифовки лака
7. Обеспыливание
8. Простые вальцы для нанесения содержащей перекиси
грунтовки («активная грунтовка»), 10-15 г/м
г
9. Инфрокрасная сушка
Блок высокого давления для беспылевой окраски
12
10. Наливная машина, прозрачный наливной
УФ-лак 120-140 г/м
г
11. Транспортер
12. Циркуляционная сушка 25°С, небольшая циркуляция
воздуха
13. Сушка, оборудованная УФ-лампами низкого давления
типа TL05/TL03 для глубокого отверждения лакового
слоя
14. УФ-канал для отверждения с 3 дотированными
галлием лампами высокого давления и 3 ртутными
лампами, мощностью 80 Вт/см
15. Снятие готовых изделий
Рис. 3.1.81. Вальцево-наливная линия окраски деталей мебели пигментированным
УФ-материалом в Южной Европе
Печать рисунка непосредственно на деревянной поверхности, а не на бумаге
дала вводящее в заблуждение название [153]. В профессиональном языке го-
ворят о прямой печати на древесном материале, когда имеют в виду процесс
непрямой (косвенной) глубокой печати. При непрямой глубокой печати печат-
ная краска переносится с гравированного вальца на валец из твердой рези-