Прието Дж., Кине Ю. Древесина. Обработка и декоративная отделка
Подождите немного. Документ загружается.

168 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
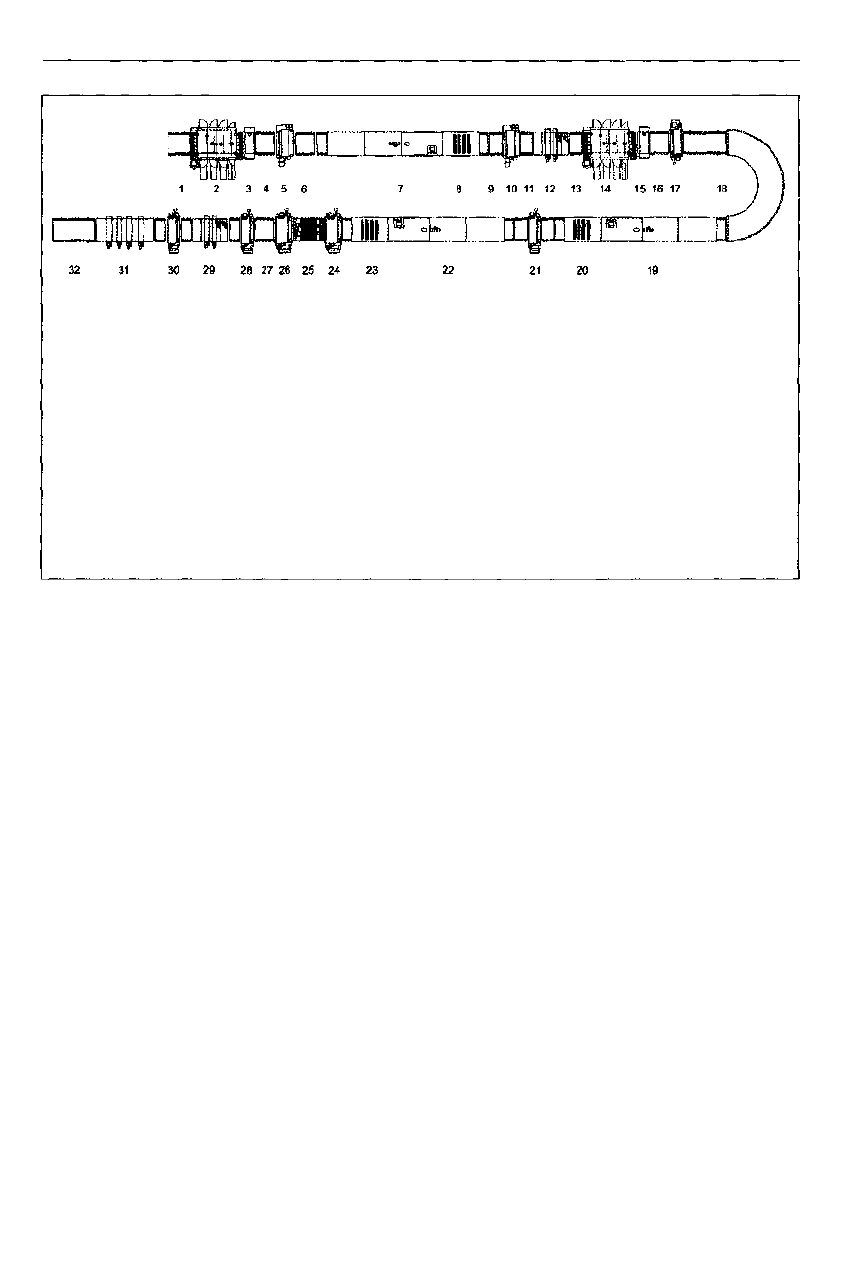
Общее количество наносимого вещества 100-120 г/м
2
5 6 7 8 9 10 11
Скорость движения изделии 25-40 м/мин
22 21
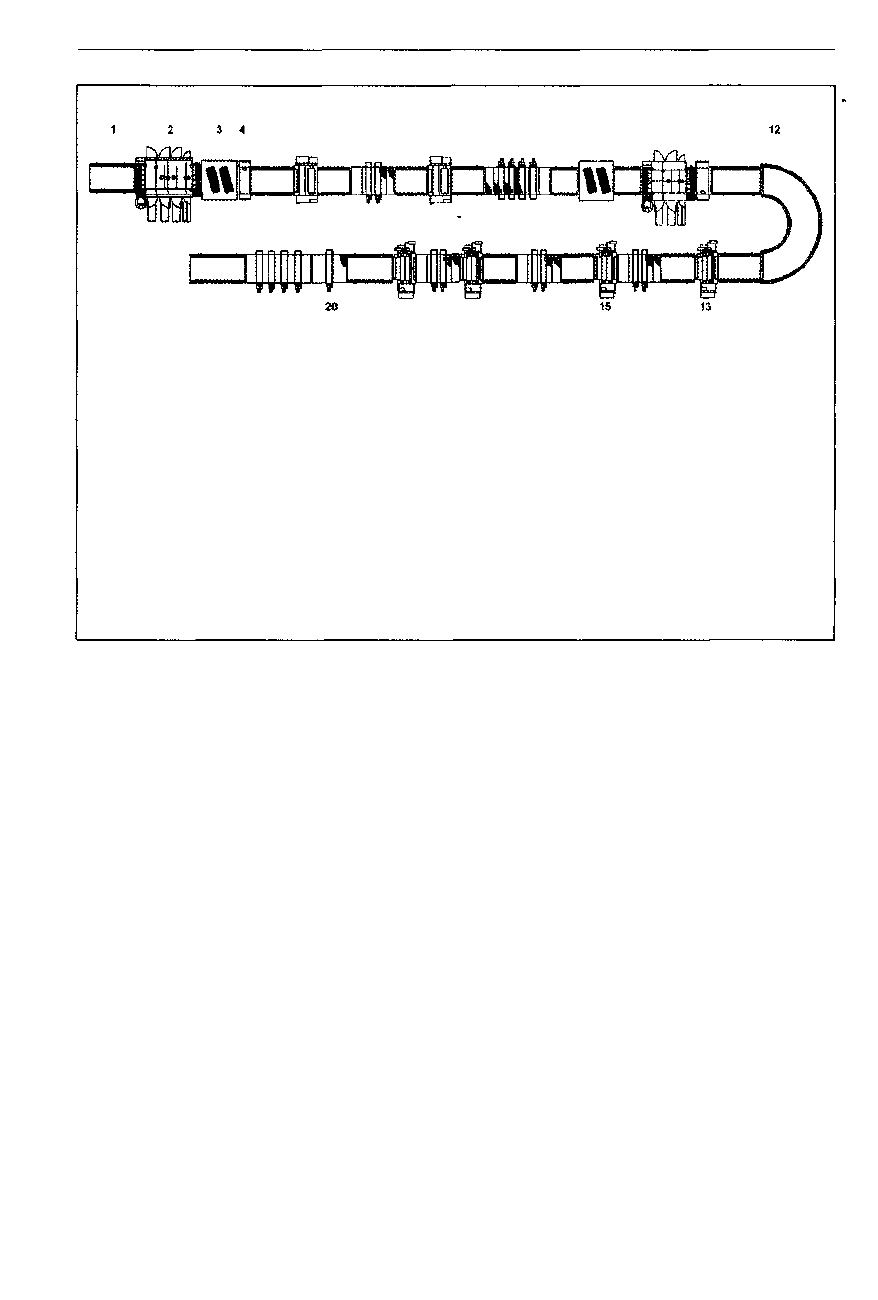
1. Укладка деталей
2. Шлифовальная машина для
шлифовки древесины
(шлифовальные ленты с размером
зерна 120-240 ер)
3. Щеточное устройство
(2 диагональные щетки)
4. Обеспыливание
5. Легкая шпатлевочная машина
с гладкими вальцами,
УФ-грунтовка 30 г/м
г
6. УФ-канал с 2 ртутными лампами
высокого давления, мощностью
120 Вт/см для гелирования
грунтовки
7. Легка шпатлевочная машина
с гладкими вальцами,
УФ-грунтовка 20 г/м
8. УФ-канал с 4 ртутными лампами
высокого давления,
19 18 17 16
мощностью 120 Вт/см
9. Щеточное устройство
(2 диагональные щетки)
10. Шлифовальная машина для
шлифовки покрытия (шлифоваль-
ные ленты с размером зерна
280 ер)
11.Обеспыливание
12.Транспортер
13. Простые гладкие твердые
резиновые вальцы УФ-грунтовка,
белая пигментированная,
12-15 г/м
2
14. УФ-канал для отверждения
с 1 дотированной галлием лампой
высокого давления и 1 ртутной
лампой, мощностью 120 Вт/см,
для гелирования
15. Простые гладкие твердые
резиновые вальцы УФ-грунтовка,
14
белая пигментированная, 12-15 г/м
2
16. УФ-канал, аналогичен № 4
17. Простые вальцы УФ-грунтовка,
белая пигментированная, 12-15 г/м
2
18. УФ-канал, аналогичен № 14 и № 16
19. Простые желобчатые резиновые
вальца, 80 желобков на дюйм,
твердость 25-30 по Шору
20. УФ-канал для отверждения
с 1 дотированной галлием лампой
высокого давления и 1 простой
ртутной лампой мощностью
120 Вт/см
21. УФ-канал для отверждения
с 2 дотированными галлием
лампами высокого давления
и 2 простыми ртутными лампами,
мощностью 120 Вт/см,
22. Штабелирование изделий
Рис. 3.1.82. Вальцевая линия окраски деталей мебели УФ-пигментированными составами
ны, чтобы выровнять неровности, а также допуски при последующей печати на
древесном материале. На гравированном вальце находится ракельный нож,
который снимает избыточную печатную краску перед переносом на резино-
вый валец [154, 155].
Печатная краска остается, таким образом, только в углубленных ячейках гра-
вированного вальца и переносит декоративную структуру на резиновый ва-
лец. При этом находящаяся в ячейках печатная краска переносится на валец в
форме точек. По техническим причинам печатный рисунок должен состоять из
множества маленьких ячеек, с тем чтобы скребок на перемычке имел равно-
мерную поверхность прилегания. В противном случае ракель будет вытаски-
вать краску из ячеек, если они будут слишком большими.
При соответствующем давлении прижима резиновый валец в контакте с по-
верхностью древесного материала переносит декоративный рисунок на изде-
лие. Применяемые печатные цилиндры состоят обычно из никелированного
стального сердечника с гравированным медным слоем, который защищен от
механических повреждений тонким хромовым покрытием. Вместо традици-
онной электромеханической гравировки в наше время все чаще используется
лазерная гравировка (прямая лазерная система). Лазерная гравировка может
сделать декор более выразительным [157].
В последние годы выдающиеся успехи в электронном управлении печатны-
ми машинами для непрямой глубокой печати на древесных материалах откры-
ли новые возможности в изготовлении высококачественных мебельных фрон-
тонов и ламинатных полов [153, 159]. Применяемые сегодня печатные маши-

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 169
ны с рабочей шириной 1300-2400 мм с помощью электронного управления
могут быть точно синхронизированы друг с другом, так что получаемый отпе-
чаток по своим оптическим и эстетическим свойствам вполне соответствует
требованиям к мебельным фронтонам (рис. 3.1.83). Поданным производите-
лей печатных машин нового поколения, разность хода трех или четырех сое-
диненных друг с другом печатных агрегатов составляет ±0,5 мм [153]. При за-
мене гравированных валыдев (изменении декора) происходит автоматическая
юстировка агрегатов. Гравированные вальцы имеют диаметр 310-650 мм. Пе-
чатные машины нового поколения легко моются и замена валыдев конструк-
тивно упрощена. Обычно замена гравированных валыдев происходит без при-
менения дополнительных устройств и занимает при оптимизации процесса
20-30 мин для двух агрегатов. При использовании специальных устройств,
замена может быть произведена за 10 минут [160]. Обычные гравированные
вальцы, резиновые наносящие вальцы и транспортер оснащены каждый сво-
им бесступенчатым регулируемым приводом. Каждый печатный агрегат име-
ет непрерывную ленту-транспортер (ленточный транспортер без сочленений).
Ракель на гравированном цилиндре при необходимости пневматически при-
жимается и отпускается. С помощью самоцентрирующегося ленточного регу-
лятора устраняются неточности при подаче деталей (рис. 3.1.84).
Для имитации деревянных поверхностей существуют годами проверенные
технологии отделки, например, пропитанные бумажные и ПВХ-пленки с обыч-
ной толщиной около 0,15-0,25 мм. При окраске методом непрямой глубокой
печати общая толщина слоя покрытия оказывается примерно 0,05-0,12 мм
[64]. Непрямая глубокая печать непосредственно конкурируете декоративной
печатью на бумажных пленках. Производители декоративных пленок, которые
до сих пор спокойно относились к непрямой глубокой печати, встрепенулись
и внимательно наблюдают за активизацией этого сегмента рынка [162]. На-
сколько оправдано беспокойство производителей пленок и декоративной пе-
чати покажет дальнейшее развитие рынка.
На практике различают однотонную и многокрасочную печать. Печать в одну
краску используется, как правило, для боковых стенок шкафов и простых пане-
лей. Двух- и трехцветная печать применяется при отделке высококачествен-
ных мебельных деталей и ламината.
Непрямую глубокую печать используют также для имитации высокосортной
фанерованной поверхности на экономически более привлекательной фанере.
В основном печатают на фанере из клена, березы, бука, лимбы или промыш-
ленно изготовленной фанеры ALPI итальянской фирмы «ALPI SpA». Важным
процессом подготовки поверхности субстрата для получения оптимального и
четкого отпечатка является выравнивание. Кроме того, необходимо постоянно
контролировать состояние наносящего резинового вальца, так как в результа-
те набухания или истирания его диаметр может измениться [153]. Твердость
резиновой поверхности вальца нужно проверять с помощью прибора Шора с
установленной периодичностью, так как это влияет на качество печатного ри-
сунка и количество наносимой краски. Печать на древесных материалах в по-
следнее время становится все интереснее потому, что современная техника
допускает на так называемых горизонтальных линиях передвижение деталей
со скоростью 80-120 м/мин для одно- и двухцветной печати и 60-70 м/мин
для трех- и четырехцветной [160, 163]. В качестве печатных красок используют
водорастворимые или УФ-отверждаемые системы с более чем 95%-ным со-
170 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Рис. 3.1.83. Печатный цилиндр и образец
древесного декора
Печатный ци-
линдр (гравиро-
ванный валец)
Направление дви-
жения детали
Ракель
держанием нелетучих веществ. Пре-
имущества и недостатки этих систем
представлены на рис. 3.1.85. В це-
лом преобладают технические и эко-
номические преимущества водорас-
творимых печатных красок по срав-
нению с УФ-отверждаемыми. Эконо-
мические преимущества при расчете
на квадратный метр составляют око-
ло 50-60% [164].
Процесс печати для ламинатных
и фанерованных материалов
(IPL-ламинат непрямой печати)
Ламинат непрямой печати появил-
ся в 1997 г. [164]. Применявшиеся
тогда УФ-отверждаемые системы
еще не соответствовали механико-
технологическим требованиям к по-
верхности ламинатного материала.
Качество печати того времени было
еще не развито.
Техника непрямой глубокой печа-
ти и развитие УФ-отверждаемых си-
стем для ламинатных и фанерован-
ных материалов на основе твердо-
волокнистых плит достигли в 2003-
2004 гг. нового уровня, который еще
совсем недавно считался невозмож-
ным [153].
Общее производство ламинатных
и фанерованных материалов с ис-
пользованием непрямой печати достигло (по данным EPLF союза) в 2004 г.
20 млн. м
2
. Это составляет приблизительно 3% от общего количества продук-
ции в 690 млн. м
2
. Из этого количества 63% произведено в Европе, 19% — в
Азии и 8% — в Америке [161]. В 2005 г. Европейский союз производителей ла-
минатных полов (EPLF) признал за ламинатным материалом непрямой печати
название ламинатныи половой материал и дал разрешение на его использова-
ние в торговле [160]. Ламинатное покрытие получают многослойным нанесе-
нием на вальцах новых разработанных УФ-систем со 100%-ным содержанием
нелетучих веществ. Это означает, что приблизительно 100% сырого нанесен-
ного материала остается в отвержденной пленке покрытия.
Для дальнейшей оптимизации стоимости квадратного метра изделия,
в процессе грунтования и обычно как основу печатного грунта применяют пиг-
ментированные водорастворимые системы, наносимые вальцами. Примене-
ние водорастворимых систем как основы для грунтовой печати, по сравнению
с УФ-отверждаемыми материалами (со 100%-ным содержанием нелетучих ве-
ществ), имеет то преимущество, что после нанесения печатной краски рисунок
выглядит более четким. В качестве основного древесного материала для про-
изводства ламината используют твердоволокнистые плиты (HDF). Многослой-
Противостоя- /fi£\
щий валец —( -j- j
Резиновый, на-
носящий рису-
нок валец
.Субстрат
Рис. 3.1.84. Схема печатной машины
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 171
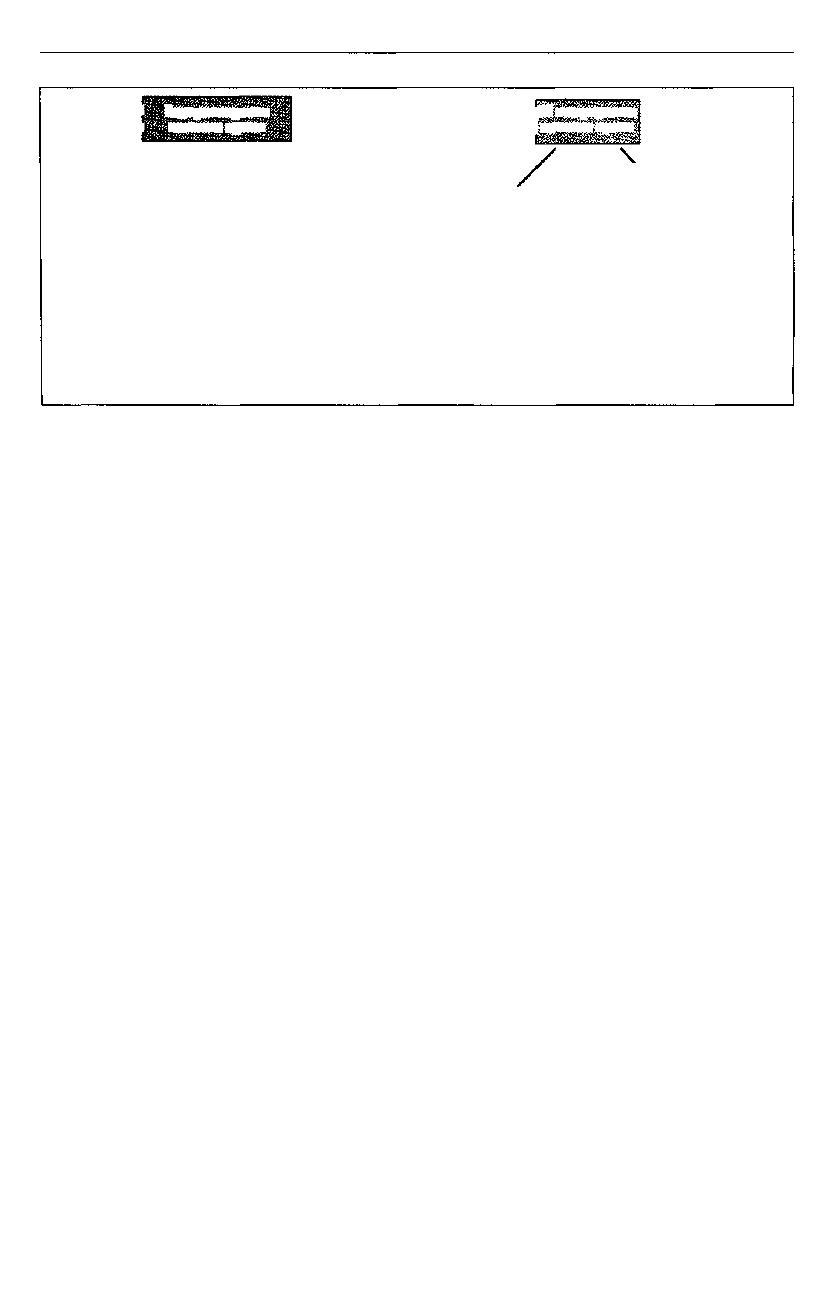
i водорастворимые
i печатные краски
/ \
/ \
Преимущества Недостатки
• Хорошее растекание • Необходим подогрев
• Очень хорошее поверхности
качество оттиска ИК-излучением
• Отсутствие • Необходим регулярный
маркировки контроль вязкости
• Разнообразие
выбора цветов
• Хорошее соотноше-
ние цены и мощности
• Мытье агрегатов
водопроводной
водой
[УФ огверждаемые
|печа1ные краски
Преимущества
• Стабильная
работа печатной
машинки
• Высокая скорость
процесса на
небольшой
площади
\
Недостатки
• Обязательная маркировка
перед оберткой
• Соблюдение мер
безопасности при
манипулировании
УФ печатными красками
• Мытье машин органиче-
скими растворителями
• Ограниченный выбор
цветовых оттенков
• Высокая стоимость
продукта
Рис. 3.1.85. Преимущества и недостатки водорастворимых и УФ-отверждаемых печатных
красок
ное вальцевание проводят сначала порозаполняющим грунтом (приблизи-
тельно 10 г/м
2
), затем — обратная окраска (20 г/м
2
), затем — водорастворимая
основная печатная грунтовка соответствующего тона (40 г/м
2
), затем — специ-
альный УФ-грунтовочный состав, содержащий корунд (90 г/м
2
), для достиже-
ния устойчивости к истиранию класса АС 3 по EN 13329, затем — основной УФ-
материал (40 г/м
2
) и, наконец, покрытие специальным УФ-покрывным лаком
(10 г/м
2
) [64]. Общее количество наносимого вещества в зависимости отспеци-
фикитребований составляет 120-200 г/м
2
. Скорость продвижения продукции на
линии окраски в зависимости от количества печатных машин может быть от40 до
120 м/мин. Максимальная ширина обработки в настоящее время 2,45 м. При
ширине обработки — 2,45 м и средней емкости загрузки около 75% произво-
дительность линии окраски равна 13 200 м
2
/ч. В зависимости от требований
к ламинатным материалам (EN 13329) определенная степень устойчивости к
истиранию (S 42 бумага) достигается нанесением специальной УФ-грунтовки
в количестве 30-90 г/м
2
. Эта грунтовка содержит большую долю (до 23%) ко-
рунда (AI
2
O
3
), который внедряют в рецептуру с большим сдвиговым усилием в
результате специфического химического процесса [161]. Закрепленные в ма-
трице пленкообразующего частицы корунда существенно повышают устойчи-
вость к истиранию по сравнению с несвязанными частицами. УФ-покрывной
лак, также как и современные УФ-покрывные лаки для классической обработ-
ки паркета, содержит наномодификатор на базе окиси кремния для повыше-
ния устойчивости к царапанию и истиранию [161]. Модификация, по сравне-
нию с содержащими корунд материалами, имеет то преимущество, что позво-
ляет лучше восстанавливать покрытие путем подшлифовки. В кругу специа-
листов и в специальной литературе говорится о привлекательности окрашен-
ных полов (ламинат непрямой печати) и сходстве звука при ходьбе по ним со
звуком от поверхности дерева по сравнению с простым ламинатом [159, 165].
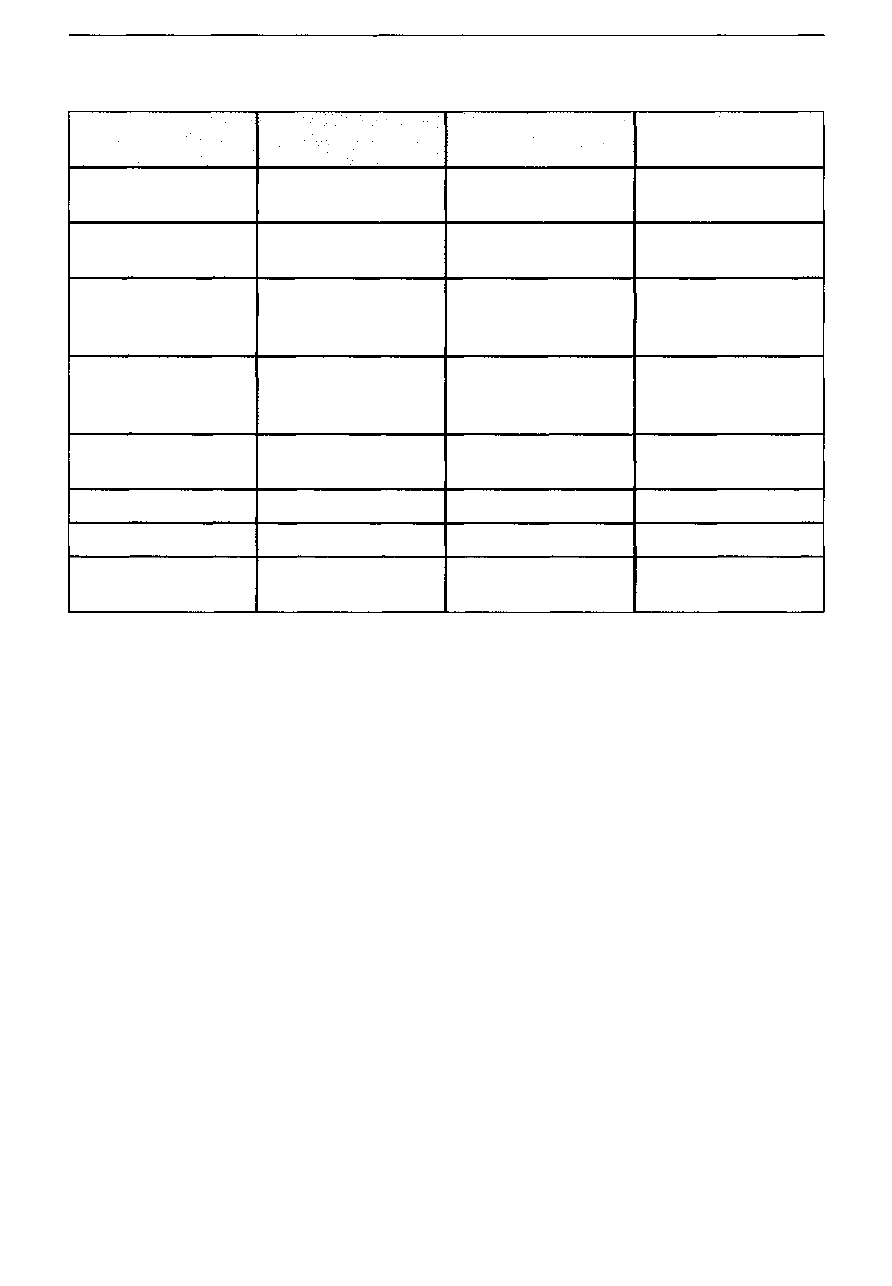
В табл. 3.1.40 приводится сравнение некоторых свойств половых материалов
на основе HDF-плит (DPL-, IPL- и фанерованный материалы) [161]. На основа-
нии этих данных можно сделать вывод о том, что технические свойства лами-
ната непрямой печати (IPL) абсолютно сравнимы со свойствами традиционно-
го ламината (DPL).
172 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Таблица 3.1.40. Некоторые свойства материалов для пола на базе HDF-плит
Класс по качеству
(EN685)
Испытание на удар
Устойчивость
к истиранию
Устойчивость
к царапанию
EN 438-2.14
Оптическое
копирование
Привлекательность
Износ инструмента
Продуктивность
производства
DPL-пол (Ламинат
прямой печати)
31
8-10 N 1С 1
(EN438-2.il)
IP > 2500 оборотов
АСЗ (EN 13329)
> 2,5 N
+
+
высокий
++
IPL-пол (Ламинат
непрямой печати)
31
8-10 N 1С 1
(EN438-2.il)
IP > 2500 оборотов
АС 3 (EN 13329)
>2,5N
+
+++
высокий
+++
Фанерная основа
31
> 1200 mm EC 2
(EN 14354 Annex С)
IP > 5000 оборотов
WR2(EN 14354
Annex D)
k. A.
+++
+++
небольшой
+
Процесс непрямой печати в производстве мебели
В последние годы в мебельной промышленности был заново открыт и стал бур-
но развиваться метод непрямой глубокой печати. Производители качественной
массовой мебели, например фирма «ИКЕЯ», уже несколько лет поручают сво-
им предприятиям-смежникам обрабатывать видимые поверхности, такие как
стенки стеллажей, вставные полки, детали мебели для спальни и даже фрон-
тоны, методом непрямой глубокой печати. Технические требования и наноси-
мые количества материала, в отличие от требований к ламинатным материалам
для пола, существенно скромнее. В первую очередь используют стружечные и
MDF-плиты, и в настоящее время в возрастающем количестве сотовые плиты
(«рама в обложке») с HDF-верхним слоем. Для претенциозных мебельных фрон-
тонов существует два метода печати на древесных материалах. Первым таким
методом, проверенным годами, является метод, сочетающий пигментирован-
ные водорастворимые вальцевые материалы с УФ-отверждаемыми пигменти-
рованными и прозрачными вальцевыми составами со 100%-ным содержани-
ем твердых веществ. Сочетание водорастворимых и УФ-составов приводит,
как правило, к снижению стоимости квадратного метра изделия. Лимитирую-
щим фактором при использовании водорастворимых материалов является про-
цесс сушки. Этот приводит к тому, что окрасочные линии, движущиеся со ско-
ростью больше 40 м/мин, приходится планировать очень длинными, для того
чтобы гарантировать высыхание водорастворимых составов. Чтобы сократить
время сушки, а также уменьшить подъем ворса у древесного материала многие
окрасочные линии работают с предварительным подогревом субстрата с помо-
щью нескольких инфракрасных ламп. В результате предварительного нагрева
субстрат приобретает температуру от 40 до 60°С. При нанесении материала на

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 173
предварительно подогретые плиты для сушки требуется уже небольшое вре-
мя. Опытным путем было установлено, что время сушки можно сократить на 20-
30%. Как правило, последняя треть зоны форсуночной сушки оборудуется так-
же инфракрасными лампами. На рисунке 3.1.86 представлена схема установки
для печати на стружечных плитах в комбинированном варианте (водораствори-
мые/УФ-материалы). Установка работает со скоростью передвижения изделий
35-45 м/мин. Печатная краска наносится на загрунтованную водорастворимым
пигментированным материалом поверхность.
Второй относительно новый метод работает только с использованием
УФ-отверждаемых материалов (со 100%-ным содержанием нелетучих ве-
ществ). Основным преимуществом чистого УФ-процесса является укорочен-
ная линия окраски, так как в этом случае можно сэкономить на форсуночной
сушке, необходимой для водорастворимых систем. Несмотря на компактное
устройство агрегата, при использовании УФ-отверждаемых систем можно ре-
ализовать высокую скорость продвижения изделий — более 50 м/мин. На рис.
3.7.57представлена типичная схема установки для окраски нового типа мате-
риалов - сотовых плит на HDF-базе («рама в обложке»
27
). Очень важно опти-
мальное согласование применяемых печатных красок и УФ-отверждаемых
грунтов для получения чистого и четкого рисунка. В результате применения
специальных печатных красок в сочетании с соответствующим покрывным
УФ-лаком удается получать даже пористую структуру поверхности («химиче-
ские поры»). В этом случае специалисты говорят о синхропорах или универ-
сальных порах. Общее количество наносимого на подложку материала состав-
ляет в зависимости от требований от 80 до 100 г/м
2
. Используемые материалы
и процесс соответствуют химическим и механико-технологическим требова-
ниям фирмы «ИКЕЯ» в соответствии с IOS-MAT0066 R2 и R4.
Чтобы получить оптимальный рисунок и стабильное качество покрытия на
стружечных и сотовых плитах, необходимо:
. установить возможно более низкую температуру поверхности субстрата
во время окраски, чтобы уменьшить разницу в «рамочном узоре», степень
блеска между отдельными сотовыми плитами и количество отходов;
. контролировать установку ракельного ножа, чтобы уменьшить рябь при
нанесении печатных красок. К возникновению ряби и полос може приве-
сти также недостаточное подсушивание между первым и вторым нанесе-
нием краски;
• резиновые вальцы не должны быть слишком твердыми, особенно при
окраске сотовых плит;
. давление прижима вальцев к поверхности изделия должно быть для стру-
жечных плит 0,4-0,8 мм, а для рамочных конструкций — 0,8-1,2 мм;
• чем более ровной и гладкой будет поверхность субстрата для нанесения
печатной краски, тем точнее будет последующая установка цвета и выше
качество рисунка;
. поверхностная плотность плиты имеет решающее значение для хороше-
го результата при печати на стружечных плитах. Обусловленное особен-
27
Под названием «рама в обложке» имеют в виду так называемые сотовые плиты. Они относят-
ся к облегченным строительным материалам. Облегченные строительные материалы — это изо-
тропные или анизотропные материалы, объемная плотность которых меньше, чем объемная плот-
ность исходного сырья или это упрочненные в одном или двух измерениях материалы, повышение
прочности которых достигается без увеличения объемной плотности [166].
174 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
1. Укладка изделий
2. Шлифование
3. Обеспыливание
4. Контрольный участок
5. Тяжелая шпатлевочная машина,
50-70 г/м
г
, водорастворимая
пигментированная шпатлевка
6. Транспортер
7. Форсуночная сушка 70-100°С,
скорость потока 20 м/с
8. ИК-лампы (4 штуки)
9. Транспортер
10. Тяжелая шпатлевочная машина,
20-30 г/м
г
,прозрачная
УФ шпатлевка
11. Транспортер
12. УФ-канал для отверждения
(2 ртутные лампы 80-120 Бт/см)
13. Транспортер
14. Шлифовальная машина
15. Обеспыливание
16. Транспортер
17. Простые вальцы, 10-12 г/м
г
,
пигментированный растворимый
грунт для печати
18. Транспортер
19. Форсуночная сушка 70-100°С,
скорость потока 20 м/с
20. ИК лампы (4 штуки)
21. Простые вальцы, 10-12 г/м
?
,
пигментированный растворимый
грунт для печати
22. Форсуночная сушка 70-100°С,
скорость потока 20 м/с
23. ИК лампы (4 штуки)
24. Печатная машина, 3 г/м
г
печатной краски
25. ИК лампы (4 штуки)
26. Печатная машина, 3 г/м
г
печатной краски
27. Транспортер
28. Простые вальцы, УФ-покрывной
лак, прозрачный 5 г/м
г
29. УФ-канал (гелирование),
1 дотированная галлием и
1 ртутная лампы, 80-120 Вт/см
30. Простые вальцы, УФ-покрывной
лак, прозрачный 5 г/м
г
31. УФ-канал (отверждение),
2 дотированных галлием
и 1 ртутная лампы, 80-120 Вт/см
32. Штабелирование
Рис. 3.1.86. Пример установки при комбинированном варианте печати
(водорастворимый/УФ-материал) на ДСП
ностью процесса получения, качественное различие между передней и
задней поверхностями плиты может стать заметно при окраске. Это мо-
гут быть, например, такие дефекты поверхности, как последовательность
наколов. Нужно помечать сторону А («хорошую» сторону). Если этого не
сделать, то при использовании водных составов можно обнаружить силь-
ное набухание древесного материала. Во многих случаях выходом из тако-
го положения может быть нагрев плит инфракрасным излучением.
Окраска прутов, брусков, панелей, профилей, кантов и ребер с использова-
нием вакуумирования
Использование вакуумных установок для окраски прутов, брусков, панелей,
профилей, кантов и ребер вместо традиционных методов нанесения распыле-
нием, наливом или на вальцах приобрело в последние годы большое значение
[167-170]. Такие установки будут детально описаны в части 5.7.
УФ-системы для использования на вакуумных установках
Для окраски древесины и древесных материалов применяют концентриро-
ванные, безопасные для окружающей среды УФ-системы. Как правило, УФ-
материалы содержат до 100% нелетучих веществ. По сравнению с нитроцел-
люлозными и 2К-ПУР составами, УФ-вакуумные материалы имеют следующие
преимущества:
• высокую скорость продвижения изделий при окраске (20-200 м/мин);
• короткое время высыхания и отверждения;
. небольшое количество наносимого вещества;
. высокая степень использования материала (окраска без потерь);
• очень хорошие химические и механико-технологические свойства.
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 175
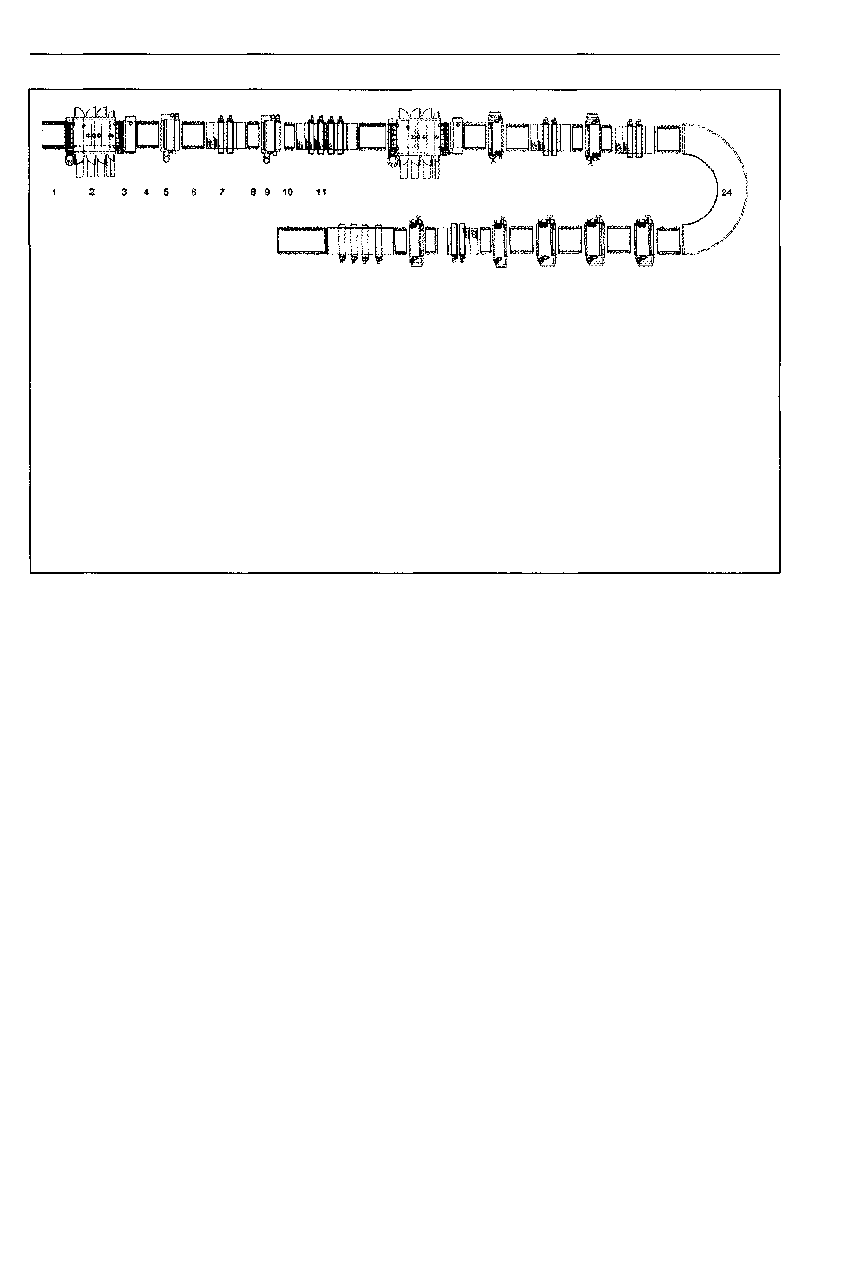
12 13 14 16 16 17 18 19 20 21 22 23
39
38
37 36 35 34 33 32 31 30 29 28 27 26 25
1. Укладка деталей
2. Шлифовальная машина
3. Обеспыливание
4. Контрольный участок
5. Легкая шпатлевочная машина,
20-25 г/м
г
, прозрачная УФ-грунтовка
6. Транспортер
7. УФ-канал для гелирования
(2 ртутные лампы, 80-120 Вт/см)
8. Трнспортер
9. Легкая шпатлевочная машина,
20-25 г/м
г
, прозрачная УФ-грунтовка
10. Транспортер
11. УФ-канал для отверждения
(4 ртутные лампы высокого давления,
80-120 Вт/см)
12. Транспортер
13. Шлифовальная машина
14. Обеспыливание
15. Транспортер
16. Простые вальцы, 10-12 г/м
?
,
пигментированная УФ-грунтовка
17. Транспортер
18. УФ-канал (гелирование/отверждение),
2 дотированных галлием ртутных лампы,
80-120 Вт/см
19. Транспортер
20. Простые вальцы, 10-12 г/м
г
,
пигментированная УФ-грунтовка
21. Транспортер
22. УФ-канал (гелирование/отверждение),
2 дотированных галлием ртутных лампы,
80-120 Вт/см
23. Транспортер
24. Транспортер
25. Транспортер
26. Печатная машинка,
3 г/м' печатной краски
27. Транспортер
28. Печатная машинка, 3 г/м
?
печатной краски
29. Транспортер
30. Печатная машинка, 3 r/м
2
печатной краски
31. Транспортер
32. Простые твердые резиновые вальцы,
УФ-локрывной лак, прозрачный 5 г/м
г
33. Транспортер
34. УФ-канал (гелирование/отверждение)
1 дотированная галлием лампа
и 1 ртутная лампа
35. Транспортер
36. Простые твердые резиновые вальцы,
УФ-покрывной лак, прозрачный 5 г/м'
37. Транспортер
38. УФ-канал (отверждение)
2 дотированных галлием лампы
и 2 ртутных лампы, 80-120 Вт/см
39. Транспортер/штабелирование
Рис. 3.1.87. Пример установки для процесса печати с использованием УФ-отверждаемых
систем
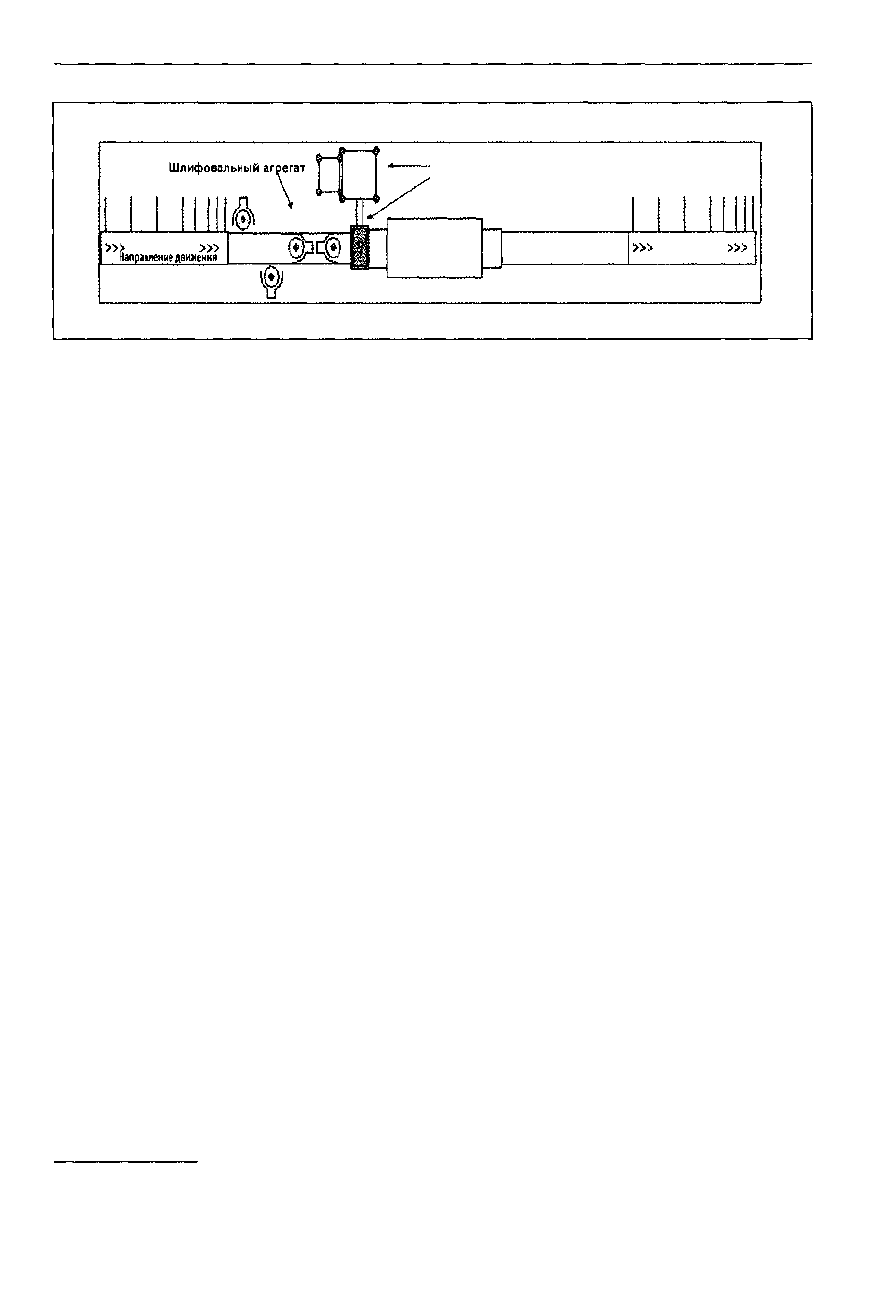
Для вакуумной окраски используют в основном однослойные или двухслой-
ные УФ-системы. Схематическое устройство окрасочной линии с использова-
нием вакуумирования представлено на рис. 3.1.88 [171].
Однослойные УФ-системы
Вакуумные УФ-материалы используются как для грунтовки, так и в каче-
стве покрывных лаков. Преимущество заключается в том, что при вакуумиро-
вании можно провести полную окраску без замены материала. Свойства УФ-
грунтовки и покрывного лака можно объединить в одной системе.
Двухслойные УФ-системы
В двухслойном процессе сначала наносят специальную УФ-грунтовку. После
отверждения и шлифовки наносится УФ-покрывной лак с желаемой степенью
блеска. Преимуществами в данном случае, по сравнению с однослойным по-
крытием, являются лучшая шлифуемость грунта и гладкость поверхности по-
сле нанесения покрывного лака. Скорость продвижения изделий в зависимо-
сти от геометрии деталей и оборудования канала УФ-отверждения составляет
25-50 м/мин. Количество наносимого вещества 10-40 г/м
2
. Обычно давление
может быть 100-280 мбар. Расположение УФ-ламп выбирается таким, чтобы
обеспечить оптимальное отверждение покрытий. При скорости 30-40 м/мин
необходима установка 4-5 УФ-ламп. Для прозрачных или слегка лессирую-
щих красок применяют бесступенчатые регулируемые ртутные лампы высо-
кого давления (мощностью 60/80/100/120 Вт/см) с длиной волны 280-360 нм.
Для отверждения темных лессирующих красок и пигментированных материа-
лов применяют, кроме ртутных ламп высокого давления, лампы, дотирован-
ные галлием, с длиной волны 410-420 нм и мощностью 80-120 Вт/см. Прин-
ципиально вопрос лампового оборудования (например, продольное или попе-
176 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Вакуумная установка
Укладка субстрата
УФ/ИК сушка Ускорение
Направление движения
УФ-отверждение Снятие субстрата
Рис. 3.1.88. Схема линии окраски с использованием вакуумирования
речное расположение) решается производителем агрегатов и потребителем в
зависимости от геометрии субстратов. Новые разработки в машиностроении
и производстве ЛКМ позволяют сегодня обрабатывать субстраты с рабочей
шириной поверхности до 500 мм. В таблицах3.1.41, 3.1.42\л 3.7.45приведены
примеры одно- и двухслойных процессов окраски.
Промышленная окраска паркета УФ-составами на вальцах
Паркет — покрытие для пола из древесины для внутренних помещений. Он
по-прежнему является самым любимым, исключительным и самым благопри-
ятным для окружающей среды покрытием с непрерывным темпом роста про-
изводства. Обширные экологические исследования (экологический баланс
28
),
проведенные согласно ISO
29
14040-14043 в 2002 г. показали, что воздей-
ствие деревянных полов на окружающую среду очень незначительно и что да-
же в процессе производства и эксплуатации они действуют в соответствии со
стремлением человека к домашней обстановке [172].
Общее производстводеревянного паркета странами-членами РЕР(Европейской
федерации производителей паркета) вместе с Чехией, Венгрией, Польшей и Ру-
мынией, за исключением Великобритании и Португалии, составило в 2005 г. около
96 млн. м
2
(см. рис. 3.1.89).
Существуют однослойные и многослойные полы (устаревшее немецкое на-
звание — готовый паркет), при промышленной обработке которых использу-
ют главным образом УФ-отверждаемые лакокрасочные системы. Домини-
рующим видом паркета является многослойный паркет, доля которого рав-
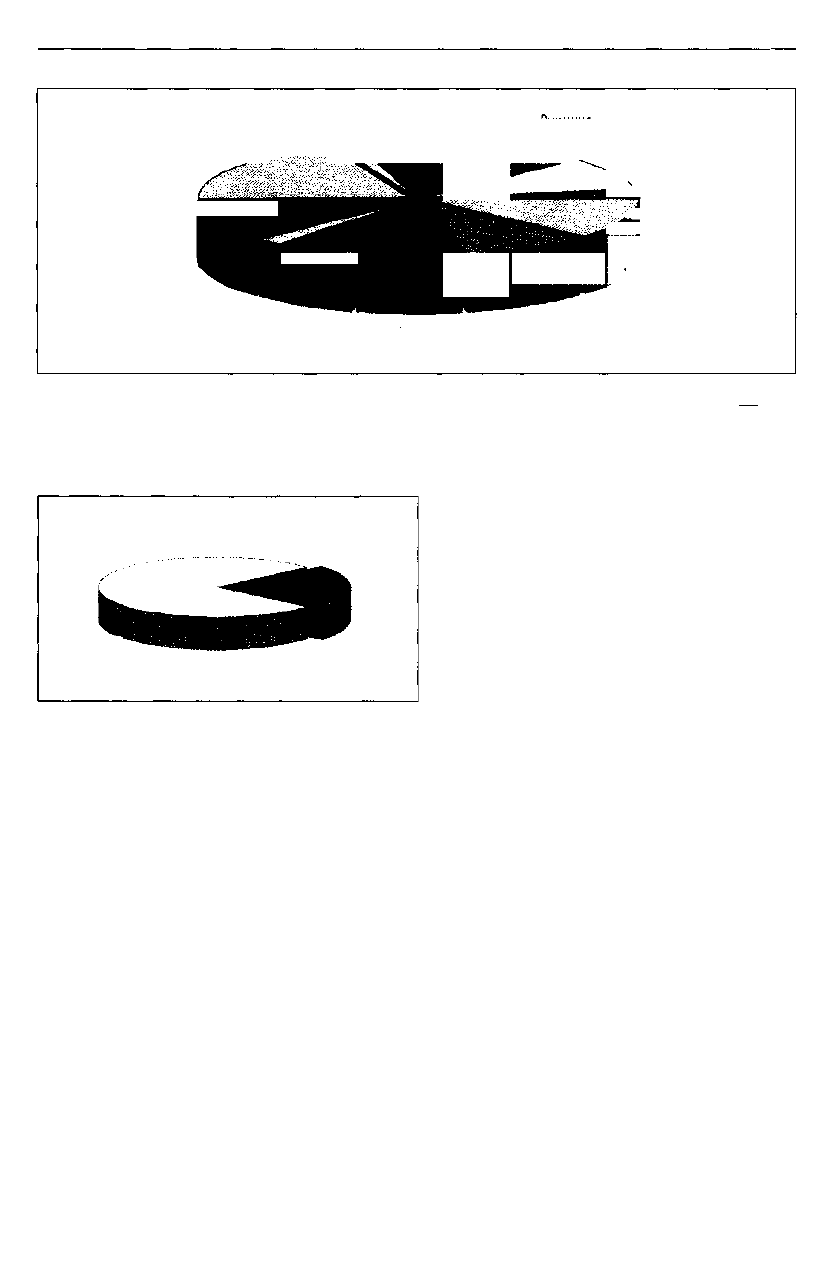
на 78% (см. рис. 3.1.90). В общем производстве паркета в Европе в 2005 г.
чаще всего использовался дуб (около 50%), тропические породы (прибли-
зительно 17%) и бук (9%) {рис.3.1.91). Современные покрытия для парке-
та не содержат органических растворителей. В зависимости от требова-
ний и эффектов поверхности общее количество наносимого вещества 50-
150 г/м
2
. Чтобы достигнуть высокой химической и механической устойчиво-
сти и необходимой окраски применяются бейцы, праймеры на водной осно-
ве в сочетании с УФ-лаками (табл. 3.1.44). Необходимые эффекты и окра-
ска достигаются при использовании водорастворимых стандартных бей-
28
Экологический баланс — это сопоставление и оценка входящих и исходящих течений
и потенциальных воздействий на окружающую среду систем продуктов в процессе их
существования.
29
ISO — Международная организация по стандартизации, которая разрабатывает всеобщие за-
конные нормативы.
178 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Дания/Финляндия/
Норвегия
11.46%
Швеция
19.54%
шшт
Нидерланды
2.10%
Чехия
1.54%
шшт
Италия
6.17%
Венгрия
2.63%
ЯН
Франция
7.97%
Польша
11.78%
ею
•Р
EZ»
•Ж
IH
ИИ
Румыния
2.63%
ШШШ
ШШШ
Испания
10.03%
Австрия
9.69%
""X Бельгия
iiUMjh 0.59%
>i Швейцария
вЖЗ 1.84%
н
ю
^*^ Германия
12.02%
Общий объем производства (общее количество продукта) в 2005 году: 95973000 м
Рисунок 3.1.89. Общее количество деревянного паркета, произведенного странами
членами FEP совместно с Чехией, Венгрией, Польшей и Румынией
(за исключением Великобритании и Португалии) в 2005 г. [173]
Многослойный паркет
78%
Ламинат и массив
19%
Мозаичный паркет
3%
Рисунок 3.1.90. Доли паркета разных ви-
дов в общем объеме производства 2005 г.
стран — членов FEP совместно с Чехией,
Венгрией, Польшей и Румынией (за исключе-
нием Великобритании и Португалии) [173]
меняются главным образом для об-
работки крупнопористой древесины,
такой как дуб. При обработке мел-
копористой древесины использова-
ние этих бейцев не имеет смысла,
так как обычно получается пятнистая
поверхность. В Европе используют
в основном водорастворимые, на-
носимые вальцами бейцы, которые
обеспечивают очень хорошую ад-
гезию с последующими слоями УФ-
лака. Кроме того, применяемые кра-
сители и пигменты должны обладать
высокой степенью устойчивости по
отношению к УФ свету (часть 3.1.1,
Бейцы).
УФ-праймеры
Для достижения очень хорошей адгезионной прочности применяют главным
образом непигментированные или слегка лессирующие водорастворимые
УФ-праймеры. Водная часть состава служит для пропитки и придания шерохо-
ватости поверхности подложки и создает, таким образом, очень хорошее сце-
пление на всех типах древесины. УФ-отверждаемые праймеры с высоким со-
держанием твердых компонентов и небольшой долей воды применяются для
создания специальных эффектов на поверхности или в случаях, когда окрасоч-
ные линии не оборудованы форсуночной сушкой для испарения воды из силь-
но разбавленных материалов. Они могут наноситься как первичная грунтов-
ка непосредственно на поверхность древесины и без испарения отверждаться
УФ-светом или по технологии «мокрое по мокрому» с последующим перекры-
тием УФ-грунтовкой. В последнем случае УФ-облучением отверждаются сра-
зу оба слоя покрытия. Содержание твердых компонентов (нелетучих веществ)
составляет 70-95%.