Прието Дж., Кине Ю. Древесина. Обработка и декоративная отделка
Подождите немного. Документ загружается.

138 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
были сложены друг с другом в процессе штабелирования, подвергаются воз-
действию дневного света. Под его воздействием (УФ-свет) хромофоры рас-
падаются на фрагменты, которые уже не обладают поглощением в видимой
области спектра [1]. Сточки зрения наблюдателя покрытие становится белее.
3.1.6.5. Пигменты, наполнители и матирующие добавки в УФ отверждаемых
покрытиях для древесины
Пигменты
Согласно DIN 55943, пигментом называется практически нерастворимое в
данной среде неорганическое или органическое, цветное или ахроматическое
красящее средство [72]. Пигмент может быть белым, черным или цветным, и
его задачей в ЛКМ прежде всего, является препятствие свету для того, чтобы
сделать покрытие непрозрачным и укрыть основу. Восприятие цвета возника-
ет при отражении или селективном, или полном поглощении света [71]. Для
УФ-отверждаемых покрытий могут использоваться только такие пигменты, ко-
торые не замедляют и не предотвращают фотополимеризацию основы лака:
• пигменты, имеющие незначтельное поглощение, особенно в области аб-
сорбции фотоинициатора (окно пигментной абсорбции) [73, 74];
• нейтральные пигменты, т.е. не вступающие во взаимодействие с фото-
инициатором (не улавливающие радикалы).
Наиболее часто используемым пигментом для УФ-ЛКМ является двуокись
титана (рутил). Она применяется для окраски в белый цвет и полного перекры-
тия цвета основы, а также для осветления некоторых цветных и черных пиг-
ментов. Главными факторами, определяющими оптимальную рецептуру бе-
лых пигментированных УФ-отверждаемых покрытий, являются следующие:
• тип пигмента;
• размер частиц пигмента;
• объемная концентрация пигмента;
• спектральный диапазон излуче-
ния, используемого для отвер-
ждения покрытия.
Альтернативные пигменты, такие
как титанат магния, диоксид титана
(анатаз) и сульфид цинка имеют су-
щественные недостатки в переработ-
ке и худшую по сравнению с рутилом
укрывистость и поэтому не применя-
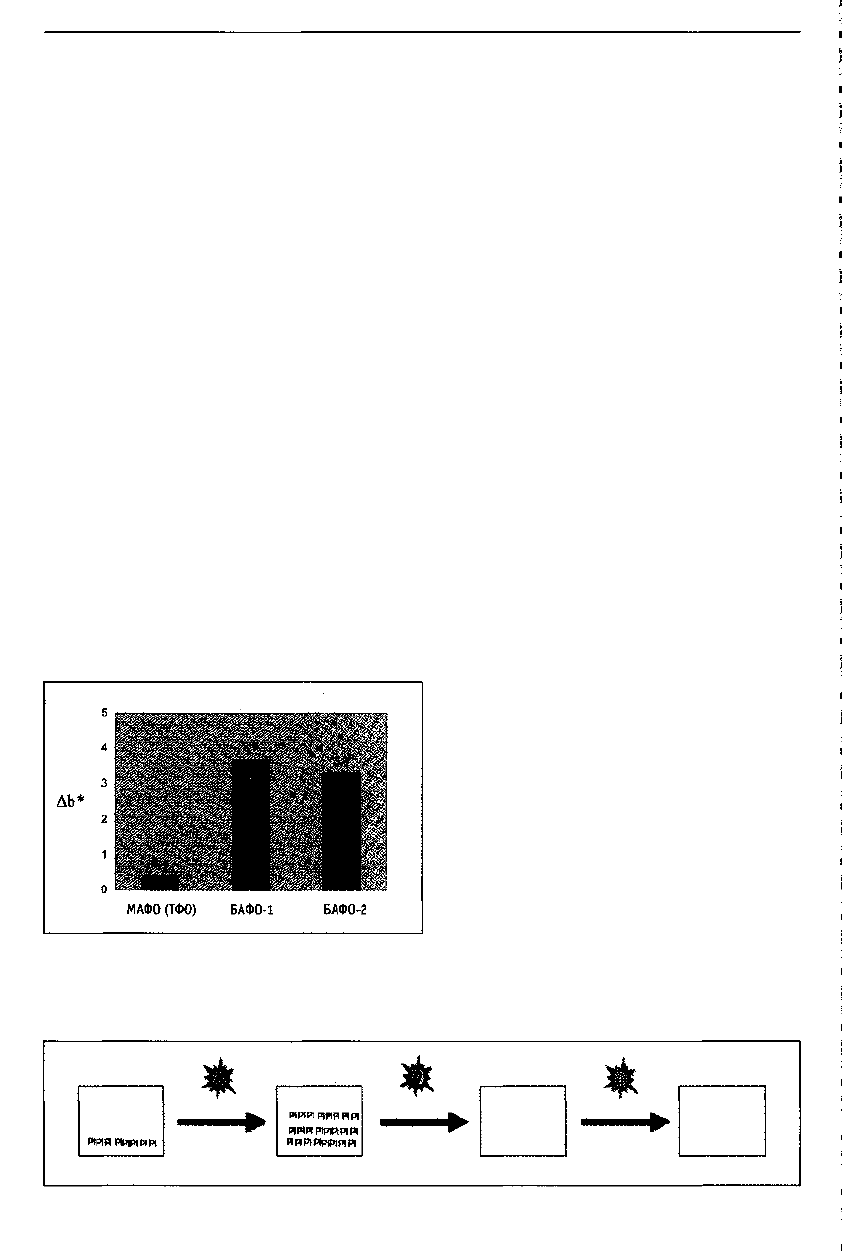
Рис. 3.1.58. Фотоотбеливание белых пигмеи- ются. Например, УФ-рецептуры, со-
тированных УФ-отверждаемых материалов держащие в качестве пигмента суль-
под воздействием дневного света фид цинка, под действием дневного
ЯРИИЙР1ИИ
«ЙИИРВИЙ
Р1Р1Р1ИРИИИ
И ИР! Р1Р1Р1ИЙ
ПИИ ЙР1Р1ЙР1
ИИИР1ЙЯИЙ
Рис. 3.1.59. Фотоотбеливающий эффект
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 139
Сульфид цинка 98%
Рутил ТГО
г
260 280 ЭОО 320 34O 360 380 400
Длина волны
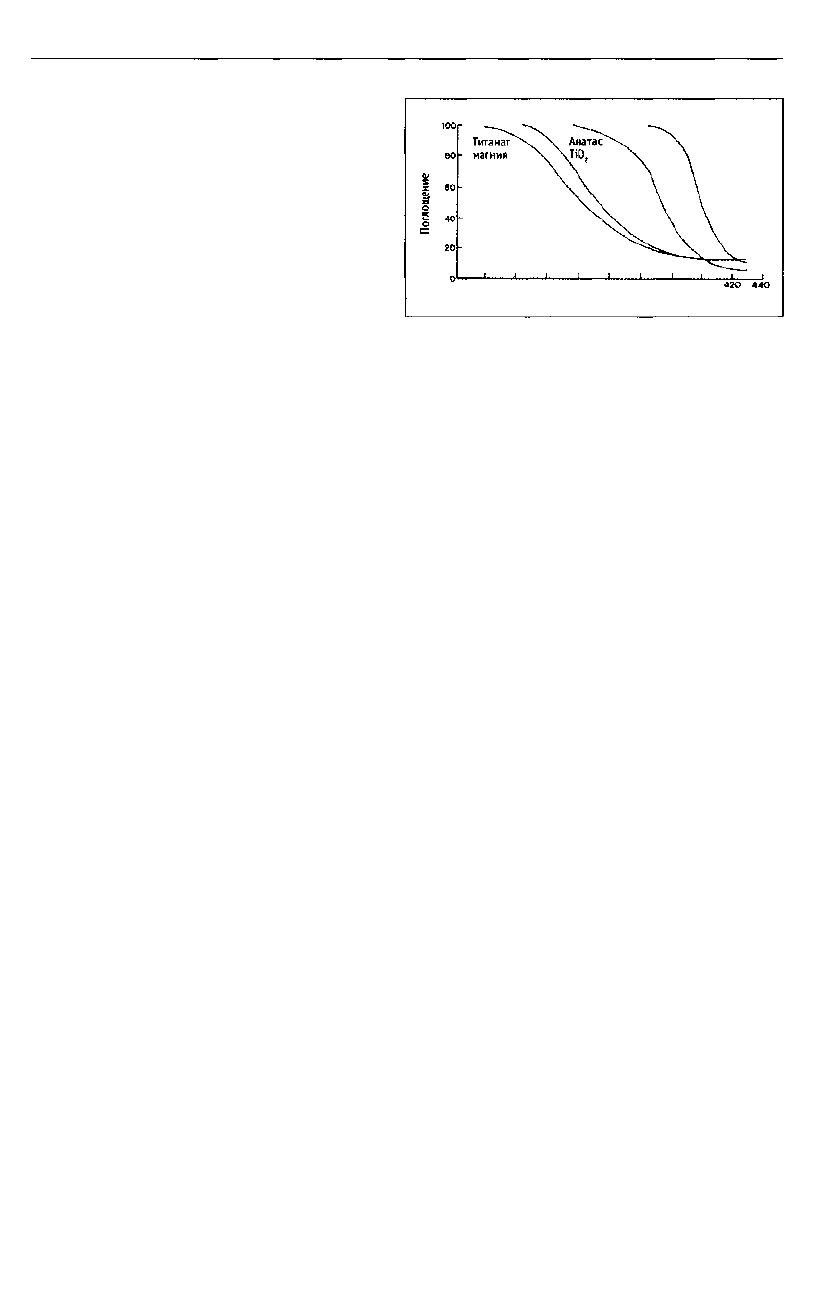
Рис. 3.1.60. УФ абсорбционные кривые раз-
личных белых пигментов
света (УФ-света) сильно желтеют. Ди-
оксид титана (анатаз) фотохимически
более активен чем рутил, поэтому для
него требуются модификаторы, на-
пример, окись алюминия и/или окись
кремния. Для оптимального фотоини-
циирования УФ-отверждаемых мате-
риалов основополагающим является
знание абсорбционных соотношений
пигмента и фотоинициатора. Приме-
нение и переработка УФ-материалов
требует постоянного согласования
пигмента и фотоинициатора, так как
большинство пигментов поглощают УФ-излучение и фотоинициатор становит-
ся неспособным инициировать радикальную полимеризацию.
Абсорбционные характеристики различных белых пигментов представлены
на рис. 3.1.60[1, 68]. Из рисунка ясно видно, что не только химический состав
(окись титана), но и кристаллическая модификация пигмента определяют его
оптические свойства.
При использовании органических пигментов, например, технического угле-
рода (сажи) или фталоцианиновых пигментов в зависимости от концентрации
пигмента может сильно нарушаться стабильность при хранении ЛКМ и пиг-
ментных паст. Это может привести к желированию (загущению) пигментных
паст. Кроме того, некоторые органические и неорганические пигменты могут
быть перехватчиками радикалов.
Наполнители
В отверждаемых излучением системах могут быть использованы обычные
наполнители, например, карбонаты (карбонат кальция), диоксид кремния (пи-
рогенная или осажденная кремниевая кислота), силикаты (тальк, каолин, слю-
да, полевой шпат), сульфаты (осажденный сульфат бария) и органические на-
полнители, такие как микросферы или целлюлозные волокна [73, 72].
Матирующие средства
Деревообрабатывающая и мебельная промышленность являются самыми
основными потребителями сильно матированных, матовых и шелковисто ма-
товых покрытий. В этом случае на переднем плане стоит не целесообразность,
а внешний вид. Так, при использовании матовых покрытий лучше всего про-
является характер благородной древесины. К тому же, в противовес навязчи-
вому блеску высокоглянцевых покрытий, на матовых поверхностях отдыхает
глаз. Преимущество состоит также и в том, что, при использовании матового
покрытия, шероховатости субстрата становятся практически незаметны [76].
В качестве матирующего средства с 1950-х гг. в лакокрасочной промышлен-
ности используется синтетическая кремниевая кислота. Применяют осажден-
ную и пирогенную кремниевую кислоту, а также силикагель. Во многих случа-
ях требуется дополнительная обработка синтетической кремниевой кислоты
воском для улучшения стабильности взвеси и матирующих свойств [77].
Матирование/снижение блеска
Известно, что эффект матовости на лаковой поверхности мебели появляется
при отклонении формы поверхности от оптической плоскости. Высота, форма
и количество структурных деталей поверхности определяют степень глянца
140 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Сырая пленка
Усадка пленки
при испарении
растворителя
Высушенная
пленка
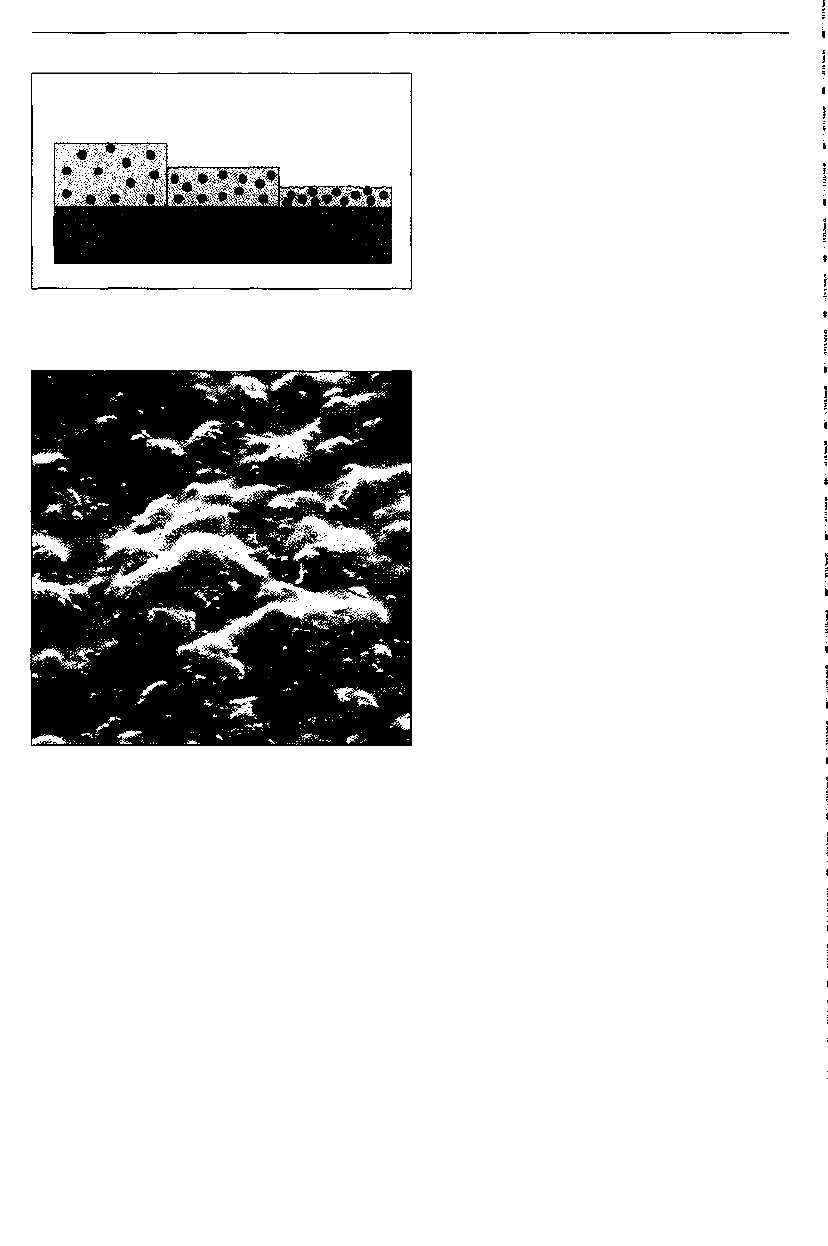
Рис. 3.1.61. Схема образования матирован-
ной поверхности
покрытия [76, 78-80]. Образование
поверхностных структур происходит
во время физической сушки и хими-
ческого отверждения. Значительную
роль играют свойства пленкообразо-
вателя, особенно время физической
сушки и отверждения, условия сушки
и количество органических раствори-
телей, а также вязкость. От этих па-
раметров зависит, будет ли и в какой
степени диффузно отражаться пада-
ющий на поверхность свет при изме-
рении степени глянца.
Объяснение возникновения шеро-
ховатости поверхностей при исполь-
зовании обычных ЛКМ состоит в том,
что частицы матирующего средства
в жидком материале распределены
равномерно. При испарении раство-
рителей во время физической суш-
ки и отверждения толщина сыро-
го покрытия уменьшается и пленка
«садится» (рисунок 3.1.61) [81, 85].
Усадка составляет от 25 до 75%. Об-
разуется более или менее шерохова-
тая поверхность, неровности которой
нельзя рассмотреть невооруженным
взглядом (рис 3.1.62) [76, 82-84, 85].
Простым случаем матирования яв-
ляется система, в которой превышена
критическая объемная концентрация
пигмента (КОКП). Этот метод приме-
ним только к пигментированным ма-
териалам и часто приводит к снижению механико-технологических свойств по-
крытия [76, 86]. Матирование прозрачных лаков пигментами и наполнителя-
ми используется только в ограниченной степени, т. е. насколько в данном слу-
чае допустим эффект помутнения или вуалирования. Кроме того, эти вещества
обычно обладают незначительными матирующими свойствами [86].
Матовый эффект может быть достигнут и без матирующих добавок. Исполь-
зование компонентов, которые несовместимы с составными частями рецепту-
ры, такими как растворители, пленкообразующие или пластификаторы, может
привести в конечном итоге к получению матового покрытия.
Матирование/понижение степени глянца для УФ-отверждаемых материалов
Отверждаемые облучением материалы, которые, с одной стороны, отвер-
ждаются в целом достаточно быстро, а с другой — не содержат растворителей
или обеднены ими и обычно наносятся наливом, вакуумным напылением или
на вальцах, могут быть матированы с большим трудом. Создание шерохова-
той поверхности в результате испарения растворителей, как это происходит
в обычных системах, в данном случае невозможно [87-89]. Поэтому для таких
Рис. 3.1.62. Вид матированной поверхности
под растровым электронным микроскопом
(РЭМ)

Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 141
систем только частицы, находящиеся вблизи или на поверхности сырой плен-
ки, эффективно влияют на создание матового эффекта. Так как количество не-
летучих компонентов близко к 100%, для матирования таких систем требуется
высокая концентрация матирующего средства. При использовании циркуля-
ционных насосов на вальцевых машинах высокая концентрация матирующих
средств не позволяет обеспечить стабильность процесса нанесения материа-
ла. В результате, при нанесении тонкого слоя материала (5-12 мкм) матиру-
ющее средство «всплывает», и нарушается гладкость покрытия. Если в каче-
стве матирующего средства использовать очень легкие полые стеклянные ми-
кросферы (плотность 0,22 г/см
3
), то «всплытие» не происходит даже в течение
5 минут испарения перед УФ-отверждением [77].
Не всегда просто подобрать подходящую рецептуру УФ-отверждаемого ма-
териала с близким к 100% содержанием нелетучих веществ для нанесения на
вальцах, чтобы получить покрытие со степенью блеска от 5 до 25 единиц, при
угле измерения 60° с точки зрения выбора матирующих средств. С увеличени-
ем концентрации матирующего средства до 15% сильно возрастает вязкость
материала, и его использование затрудняется или становится невозможным.
Для таких материалов предпочтительно использовать сочетание поверхностно-
модифицированных (кремниевой кислоты, полипропилен-, полиэтилен- или по-
лиамидным воском) слоистых силикатов на базе гидросиликата магния и ор-
ганических матирующих средств на основе мочевино-формальдегидных смол
[90, 91]. Используя смеси перечисленных выше веществ, в зависимости от
УФ-отверждаемой пленкообразующей системы можно получить матовый УФ-
материал, пригодный для переработки и со стабильной степенью блеска. Ис-
пользование фторсодержащих восков или модифицированной ими кремниевой
кислоты может в зависимости от ситуации привести к необходимости перекра-
ски покрытия, так как может быть нарушена прочность сцепления с субстратом.
По этой причине фторсодержащие воски применяются лишь ограничено.
В УФ материалах на акрилатной основе большое влияние на процесс мати-
рования оказывает система фотоинициатор-синергетик [92, 93]. Для эконо-
мичного матирования таких составов следует оптимально выбирать аминную
составляющую системы (аминный синергетик), так как высокое содержание
синергетика чрезвычайно затрудняет матирование. На рис. 3.1.63 [87, 93, 94]
представлена взаимная связь количества аминной добавки и степени блеска
УФ-покрывного лака. На этом рисунке видно, что степень блеска покрытия на-
ходится в прямой связи с УФ-активностью рецептуры. При добавлении амин-
ного синергетика или при использовании аминомодифицированных полиэ-
фирных акрилатов ингибирование реакции полимеризации кислородом воз-
духа заметно снижается. Отсюда можно сделать вывод, что мешающее в дру-
гих случаях ингибирование полимеризации кислородом воздуха в данном слу-
чае благоприятствует снижению степени глянца.
При УФ-отверждении систем с содержанием нелетучих веществ до 100%
в зависимости от состава рецептуры усадка при полимеризации может состав-
лять от 4 до 15% [95-97]. Усадка объясняется укорочением молекулярных свя-
зей при радикальной полимеризации. Это сокращение объема может вызвать
проблемы, связанные с ухудшением сцепления покрытия с субстратом, особен-
но для таких гладких поверхностей, как металл и пластики. Однако это не имеет
почти никакого значения для матирования, в отличие от рецептур, содержащих
большое количество растворителей.
142 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
Количество добавленного амина
30% уретанакрилата (ароматического):
70%тpиnpoпилeнrликoльдиaкpилaт
4% бензофенона и 1,5% бензилдиметилкеталя в расчете
на пленкообразователь
8% матирующего средства; 2x480 Вт/см, 9 м/мин,
36 мм сырого слоя
Рис. 3.1.63. Степень глянца (угол измерения
60°) УФ-лака в зависимости от количества
добавленного аминного синергетика
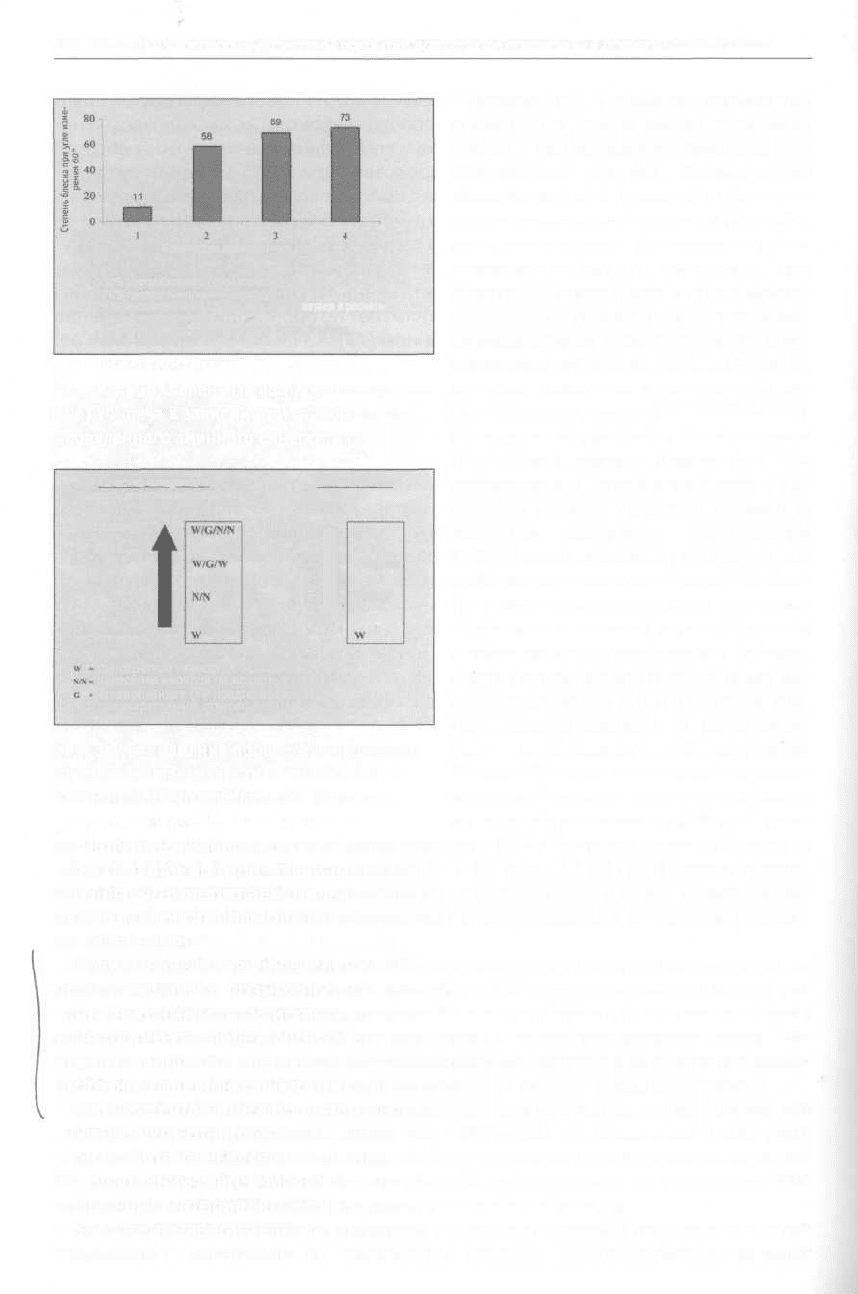
Качество поверхности
Гладкость/деформация покрытия
Хорошее
Степень блеска
Неоптималь-
ное
Высокое
Низкое
J
W/C/N/N
W/G/W
Проводится большое количество
попыток по преодолению проблемы
плохого матирования отверждаемых
облучением систем. Большинство
таких попыток не привело к практиче-
ски значимым методам или потребо-
вало чрезмерных химических и/или
технических затрат, например, при
сочетании способного к полимериза-
ции сырья с поликонденсирующими-
ся веществами и эксперименты с из-
менением интенсивности облучения,
которые известны в литературе как
Dual-Cure-процессы [78, 95, 98-102].
В процессе двойного отверждения
(Dual-Cure) степень блеска при УФ-
отверждении устанавливается в не-
сколько стадий. Простым примером
является частичное отверждение
(УФ-предгелирование) покрытия под
действием длинноволновых УФ-ламп
(ртутные лампы высокого давления
с примесью галлия) и последующее
отверждение (отверждение поверх-
ности) с помощью ртутных ламп вы-
сокого давления [103]. При этом сте-
пень блеска зависит от дозы энер-
гии — интенсивности УФ-излучения.
Таким образом, для пигментирован-
ного покрывного лака, наносимого
на вальцах в количестве 25 г/м
2
мож-
но получить в зависимости от интенсивности УФ-облучения степень блеска от
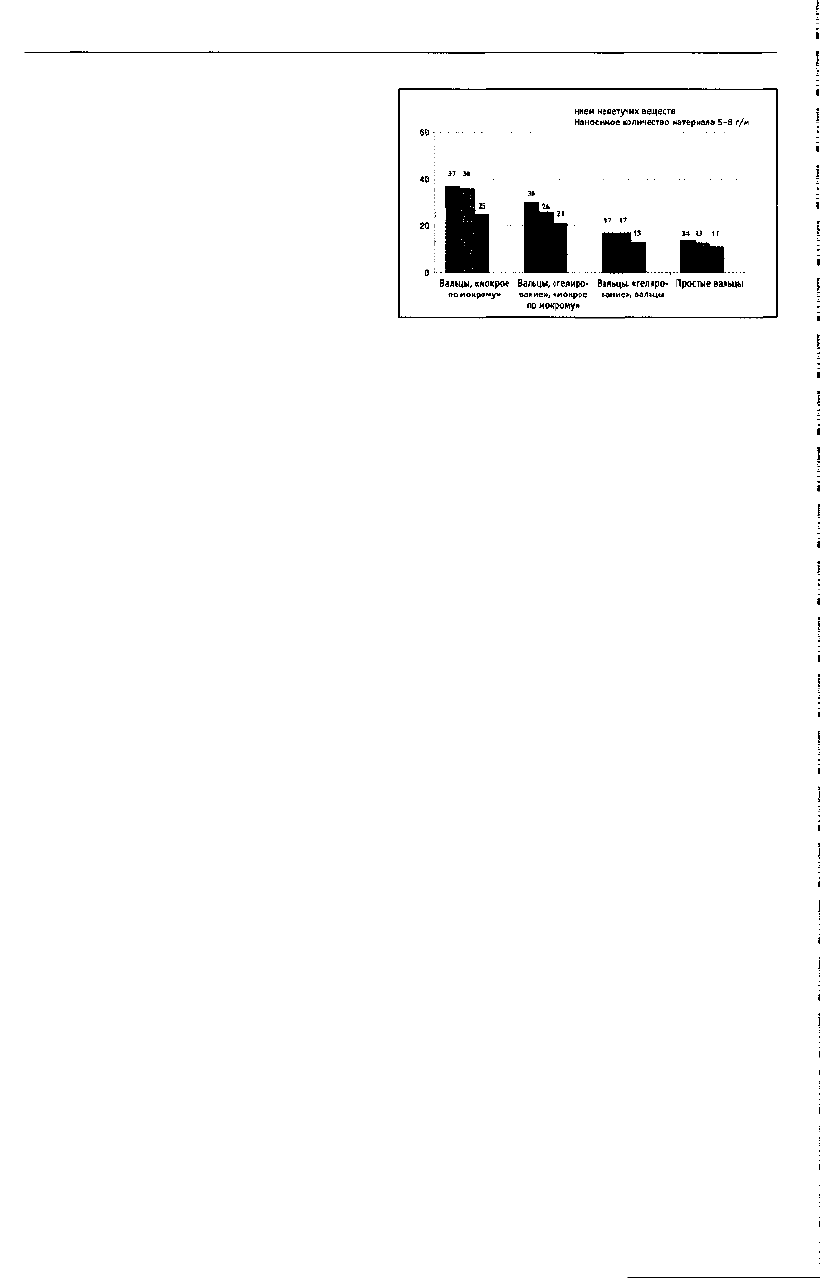
10 до 60 единиц (при угле измерения 60°). На рис. 3.1.64 [104] можно видеть,
что для УФ-отверждаемого, наносимого на вальцах лака с долей нелетучих ве-
ществ 100%, степень блеска и качество покрытия зависят от режима процес-
са нанесения.
Современные вальцевые линии УФ-окраски должны всегда иметь две валь-
цевые машины с возможностью проводить УФ-предгелирование между ни-
ми и тем самым регулировать степень блеска и получать покрытие должного
качества. В последние 10-15 лет все снова и снова встречаются линии УФ-
окраски в области нанесения УФ-отверждаемых материалов с использовани-
ем технологии нанесения «мокрое по мокрому» без УФ-предгелирования.
На рис. 3.1.64 и 3.1.65 представлены результаты опытов по нанесению по-
крывных УФ-отверждаемых лаков (со 100%-ным содержанием нелетучих)
с разной степенью блеска в зависимости от режима нанесения на вальцах.
На основании многочисленных испытаний, проведенных на различных УФ-
покрывных материалах, можно сделать следующие выводы.
За счет предварительного процесса нанесения «мокрый по мокрому» и по-
следующего нанесения по технологии «вальцы-УФ-гелирование-вальцы»
однократное нанесение вальцами
нанесение «мокрое по мокрому»
. «гелирование» (УФ предгелирование/
предварительное отверждение)
Рис. 3.1.64. Влияние процесса вальцевания
на качество поверхности и степень блеска
100%-ного УФ-отверждаемого покрытия
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 143
Степень блеска при
угле измерения 60"
УФ-покрывной лак со 100%-ным содержа-
Рис. 3.1.65. Степень блеска в зависимости
от режима вальцевого нанесения для разных
отделочных УФ-лаков со 100%-ным содержа-
нием нелетучих веществ
в зависимости от условий нанесения
можно изменить степень блеска до
50%.
Степень блеска, которая получает-
ся в процессе нанесения на двойных
вальцах с промежуточным гелиро-
ванием (с расходом 5 г/м
2
на одном
вальце) такая же, как и при нане-
сении технологии с одним вальцем
(10 г/м
2
) с тем же составом и количе-
ством наносимого вещества. Но каче-
ство поверхности и полнота метода
«вальцы-УФ-гелирование-вальцы»
в дальнейшем превосходит качество
поверхности при простом нанесении
вальцами.
Для достижения более низкой степени блеска и оптимального качества по-
верхности предпочтительнее метод «вальцы-УФ-гелирование-вальцы» по
сравнению с методом нанесения «мокрое по мокрому» и простым вальцевани-
ем. Метод «мокрое по мокрому» не очень подходит для получения сильно мато-
вых покрытий, так как при необходимой высокой концентрации матирующего
средства не может быть обеспечена стабильность нанесения на вальцах.
Опыт показывает, что различная степень блеска может быть достигнута до-
зированием УФ-облучения также, как и при отборе матирующего средства. Не
существует универсального матирующего средства для УФ-отверждаемых ма-
териалов, которое можно было бы использовать независимо от выбора плен-
кообразователя, толщины слоя покрытия и других факторов [78]. На матируе-
мость УФ-отверждаемых материалов влияют следующие составные части ре-
цептур и параметры процесса переработки [105, 106].
УФ-пленкообразующие/мономеры:
• тип пленкообразователя (простые полиэфирные, сложные полиэфирные,
эпокси, уретан-акрилаты и др.);
• УФ-активность пленкообразователя (функциональность/молекулярно-
массовое распределение);
• вязкость пленкообразующего и рецептуры в целом;
• тип мономеров (функциональность);
• соотношение пленкообразующего и мономера в смеси.
Сочетание фотоинициатор/синергетик:
• тип фотоинициатора;
• тип синергетика (тип амина);
• добавляемое количество фотоинициатора/аминового синергетика.
Матирующие средства:
• добавляемое количество;
• объем пор в мл/г;
• распределение частиц по размерам;
• обработка поверхности восками.
Параметры процесса переработки:
• количество наносимого материала (толщина слоя);
• температура субстрата и наносимого материала;
144 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
• время успокоения перед УФ-отверждением (Flash off-зона);
• скорость воздушного потока при подсушивании / УФ-отверждении;
• доза энергии облучения и различная интенсивность используемых
УФ-ламп;
• спектральный диапазон используемых УФ-ламп;
• Dual-Cure-процесс УФ-отверждения в присутствии кислорода и/или в
инертной атмосфере (процесс двухстадийного УФ-отверждения).
• Добавление органических растворителей.
• Физическое матирование покрытия эксимерным облучением.
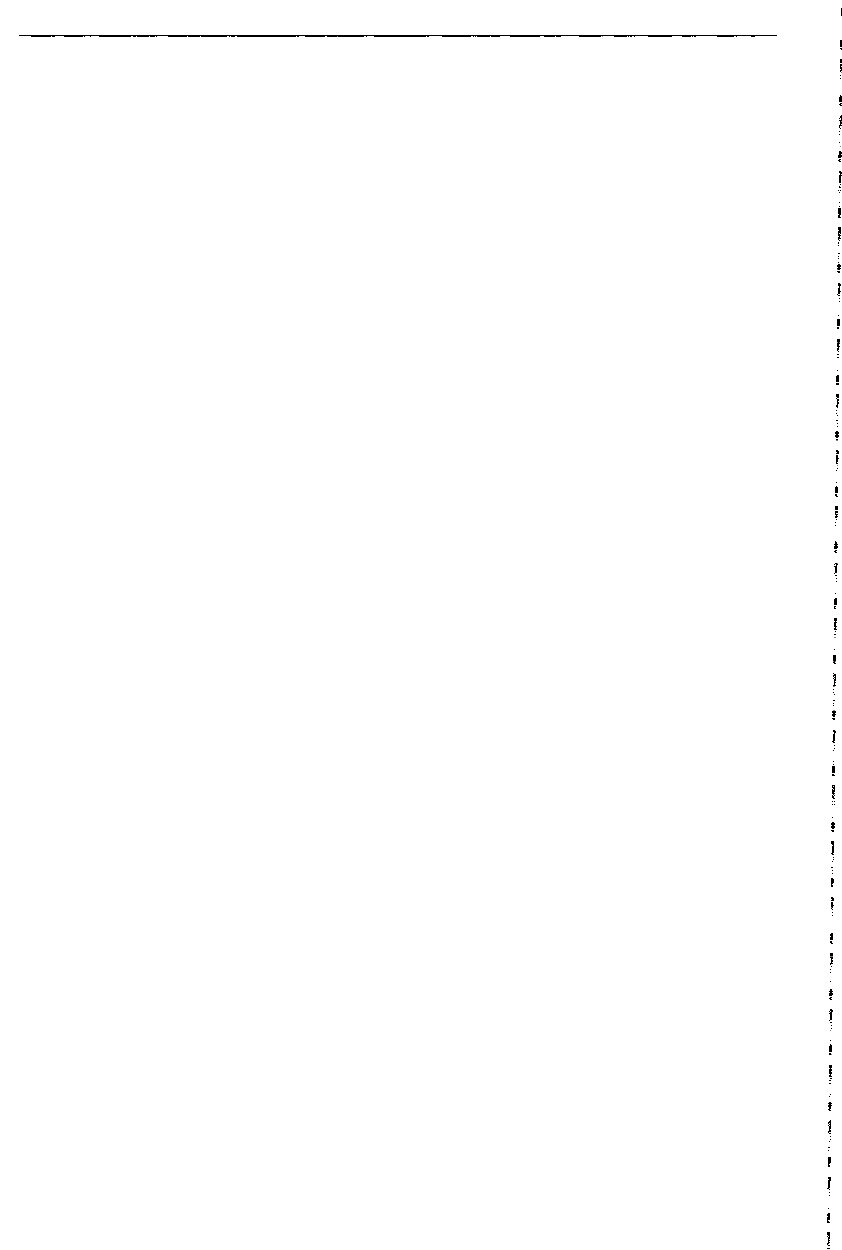
Эксимерное УФ-облучение для матирования УФ-отверждаемых систем
лакокрасочных покрытий (физическое матирование)
Интересной альтернативой классическому процессу матирования являет-
ся физическое матирование с помощью так называемого эксимерного УФ-
излучения. В этом случае УФ-отверждаемое покрытие в атмосфере инертно-
го газа облучается эксимерным УФ-источником, который эмитирует фотоны с
длиной волны 172нм(Хе
2
*)или222нм(КгСГ)[99].ЭксимерныеУФ-излучатели -
это источники излучения, принцип действия которых основан на генерации и
распаде эксимеров. Эксимеры — молекулы, которые существуют только в воз-
бужденном состоянии в течение наносекунд и переходят в основное (очень не-
стабильное) состояние с испусканием определенных световых квантов (рис.
3.1.66) [107, 108]. Из основного состояния они немедленно распадаются на
составляющие мономеры. В результате происходящей объемной усадки, ко-
торая зависит от длины волны, энергетического вклада, рецептуры и толщины
слоя, возникают различные дефекты поверхности в микро- и миллиметровой
области [99]. Образуется сильно деформированный слой, который в результа-
те диффузного рассеяния света воспринимается как матовый. В зависимости
от энергии лампы можно достигнуть частичного или полного отверждения по-
крытия. Как правило, эксимерное УФ-излучение используется в сочетании с
УФ-отверждением ртутными лампами среднего давления для фиксации струк-
туры поверхности (матирования) или с электронным облучением для полного
УФ-отверждения покрытия (рис. 3.1.67). Этот процесс уже с успехом приме-
няется для облагораживания бумажных пленочных материалов в сочетании с
УФ- или ЭИ-отверждающимися системами. Имеющиеся сегодня в распоря-
жении эксимерные излучатели цилиндрической формы обладают мощностью
50-90 Вт/см [107]. Благодаря монохроматическому спектру эксимерных излу-
чателей, у них нет, в отличие от ртутных ламп высокого давления, мешающего
инфракрасного излучения. Это свойство может быть очень полезно при обра-
ботке чувствительных к температуре субстратов. Важно учитывать, что для ис-
пользования эксимерного УФ-излучения необходима инертная атмосфера, для
того чтобы предотвратить ингибирующее действие кислорода при отвержде-
нии и особенно для того, чтобы избежать поглощения фотонов с длиной волны
172 нм кислородом воздуха. Согласно литературным данным, приемлемая
остаточная концентрация кислорода не должна превышать 9000 ррм, что мож-
но обеспечить при небольшом расходе инертного газа [99].
Аддитивы
Аддитивы - это вещества, которые вводятся в рецептуру в относительно ма-
лых количествах для улучшения определенных свойств или для предотвра-
щения нежелательных эффектов. Многие аддитивы, которые используются в
обычных материалах можно без ограничения применять в УФ-отверждаемых
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 145
3.4О0
3.S1D
i.Kl<l
2Kstl
г.го»
г«оо
2»0
г.юа
1890
lean
1*00
5
330
во
год
а
Г
-
Г
:
г
..•-{ i •; г
л
;
т
••••••-
•1"\
i..L..-
Li...:
i i <••
.... 1 .... 1 .... 1 .... 1 ,,,.1.,., 1 ....
180 гво гго з« да яо зое ао л в з«о же «о
Рис. 3.1.66. Эмиссионный спектр хлорида криптона (X = 222 нм) [107]
Эксимерный
излучатель
Ртутный или электрон-
ный излучатель
Рис. 3.1.67. Принцип физического матирования с использованием эксимерного
УФ-излучения [109-111]
системах. Речь идет о поверхностно активных веществах, таких как пеногаси-
тели, смачивающие, диспергирующие и улучшающие розлив средства.
Ингибиторы'-стабилиза торы
Важными добавками в производстве смол и УФ-отверждаемых материа-
лов являются ингибиторы-стабилизаторы. При производстве и хранении УФ-
пленкообразующих и мономеров добавляют ингибиторы, чтобы предотвра-
тить преждевременную полимеризацию. Посредством ингибиторов повы-
шается стабильность при хранении и обеспечивается надежность и безопас-
ность при манипулировании. На практике в настоящее время в качестве ста-
билизатора процессов используется фенотиазин, а с 1960 г. для обеспечения
стабильности при хранении применяют монометиловый эфир гидрохинона
[112]. Известно, что монометиловый эфир гидрохинона может полностью рас-
крыть свое ингибирующее действие только в соединении с кислородом при
температуре 20- 100°С. Поэтому такие вещества называются аэробными инги-
146 Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов
но
О
ОМе + RO,-
. ОМе + RO
2
-
- ROOH
» О
+ но
ОМе
OOR
ОМе
Рис. 3.1.68. Принцип действия монометило-
вого эфира гидрохинона как стабилизатора
при хранении материала [115]
S
' N
Н
Феноциазин
S
N
Н
Феноциазин
О
S
1
N
Н
Феноциазин-5-оксид
+ R-
Радикал
+ ROOH
Гидроперекись
+ ROOH
Гидроперекись
S
N
Мезомерно
стабилизирована
О
,S
>-
N
Н
Феноциазин-5-окс
О О
S
N
Н
Фенотиазин-5,5-дио»
+ RH
Алкильное
й соединение
(алкил)
+ ROH
Гидрокси-
соединение
+ ROH
сид
Ги
ДР°
кс
"-
соединение
биторами. В присутствии кислорода
радикалы быстро образуют перокси-
радикал ы, так как скорость реакции
образования пероксирадикалов су-
щественно выше, чем скорость реак-
ции полимеризации акриловых эфи-
ров [113, 114]. Затем с образовав-
шимися пероксирадикалами всту-
пает в реакцию ингибитор/стаби-
лизатор. Первым образуется мезо-
мерно стабилизированный радикал,
который взаимодействует с другим
ПО
2
-радикалом с образованием ней-
тральной молекулы. При этом на од-
ну молекулу стабилизатора каждый
раз приходится два пероксирадика-
ла[112] (рис. 3.1.68).
При получении производных акри-
ловых эфиров в качестве стабилиза-
тора процесса может быть исполь-
зован фенотиазин. Фенотиазин от-
носится к анаэробным ингибиторам-
стабилизаторам. Анаэробные стаби-
лизаторы не играют никакой роли при
хранении или транспортировке ЛКМ.
Ингибирующее действие осущест-
вляется в результате переноса ато-
ма водорода. Образующийся в ре-
зультате реакции радикал стабили-
зирован за счет мезомерного эффекта и поэтому трудно вступает в реакцию.
Дальнейшая полимеризация прерывается. Особенностью фенотиазина по
сравнению с монометиловым эфиром гидрохинона является то, что он может
непосредственно реагировать как с алкильными, так и с пероксирадикалами
(рис. 3.1.69) [116]. Необходимый в обычных условиях для превращения ал-
кильного радикала в пероксирадикал кислород при ингибировании фенотиа-
зином становится не нужен. Тот факт, что фенотиазин в состоянии непосред-
ственно перехватывать алкильные радикалы, делает его самым эффективным
стабилизатором процесса синтеза смол при высоких температурах в анаэроб-
ных условиях [112]. Фенокситиазин также в состоянии разлагать образующи-
еся перекиси до того, как они становятся инициаторами цепной полимериза-
ции. Собственные молекулы ингибитора окисляются при взаимодействии с
гидроперекисями. При окислении фенотиазина могут образовываться окра-
шенные продукты, которые влияют на цветовой индекс смолы или мономера
[47]. В некоторых случаях этим объясняется изменение оттенка белой под-
ложки при УФ-отверждении покрытия.
3.1.6.6. Механизм УФ-инициируемой радикальной полимеризации
При УФ-инициируемой радикальной полимеризации жидкая система
пленкообразователь-мономер за доли секунды превращается в твердую
Рис. 3.1.69. Принцип действия фенотиази-
на как стабилизатора радикальной полиме-
ризации
Глава 3. Лакокрасочные системы покрытий для окраски древесины и древесных материалов 147
пленку покрытия. В рецептурах для древесины используются, главным обра-
зом, полифункциональные мономеры, которые при радикальной полимериза-
ции образуют трехмерные сшитые структуры. Полимеризация, индуцируемая
радикалами, образующимися из фотоинициатора, может быть разделена на
три стадии [47, 117, 118]:
. образование радикалов и начало цепи в результате фотохимического
инициирования;
. рост цепи за счет присоединения мономеров;
• обрыв цепи в результате рекомбинации радикалов, диспропорциониро-
вания, угасания.
/. Образование радикалов и начало цепи в результате фотохимического
инициирования
Для начала полимеризации необходимы радикалы. Под воздействием УФ-
излучения из одной молекулы фотоинициатора при гомолитическом распаде
образуется два радикала, которые ответственны за начало цепи. Образовав-
шиеся первичные радикалы реагируют с двойными связями мономеров или
УФ-пленкообразователя и образуется ал кил радикал. Радикалы обозначаются
символом R*, где звездочка означает неспаренный электрон.
Фотоинициатор (R-R) +
h4
' -> 2 R*
R* + MH>R-M*.
2. Рост цепи за счет присоединения мономеров
Реакция роста цепи, называемая также распространением, — реакция, ко-
торая приводит к построению полимерной цепи. П ри этом на каждой ступе-
ни роста активный радикальный центр на конце цепи реагирует с молекулой
мономера с образованием продленного на одну единицу полимерного ради-
кала:
R-M * + M->R-M Д
п п+1
3. Обрыв цепи в результате взаимодействия радикалов,
диспропорционирования, угасания [25]
Рост цепи прекращается, если взаимодействуют между собой два полимер-
ных радикала. Они взаимно дезактивируют друг друга либо с образованием
общей молекулы (сочетание), либо с переносом атома водорода от одной мо-
лекул к другой (диспропорционирование). Такой обрыв приводит к образова-
нию насыщенного фрагмента в одной цепи и возникновению концевой двой-
ной связи у другой. Обрыв реакции при сочетании или диспропорционирова-
нии двух полимерных радикалов называется обрывом в результате взаимной
дезактивации. Кроме этого, захват радикала-инициатора растущей полимер-
ной цепью также приводит к обрыву радикальной полимеризации:
R-M
n
* + R-M
m
* -> R-M
n
-M
m
-R (сочетание)
R-M
n
* + R* -> R-M
n
-R (присоединение радикала-инициатора)
R-(CH
2
)-CHX* + R-(CH
2
)-CHX* -> R-(CH)=CHX + R-(CH
2
)-CH
2
X (диспропор-
ционирование).
Возможны также реакции с кислородом воздуха, перехватчиками радикалов
и примесями.
Ингибирование радикальной полимеризации кислородом воздуха
Важной и часто нежелательной побочной реакцией при УФ-инициируемой
радикальной полимеризации является ингибирование полимеризации кисло-
родом воздуха. Кислород является бирадикалом и поэтому в результате бы-
строй реакции может связывать богатые энергией первичные радикалы и та-