Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

to provide an appropriate mechanical strength. The
anode must have a high gas permeability for the firing
gases. This means it must have an interconnected
PO-
rous structure
[12]
of a specific dimension. Nickel and
YSZ
must be homogeneously distributed but the Ni
must form a continuous phase to facilitate electronic
conductivity.
Because cofiring means to fire different materials at one
temperature the sintering shrinkage and its rate should
be
as similar as possible to achieve defect-free samples
[14-161.
No diffusion between the layers should
occuf.
The thermal expansion coefficient of the sintered ce-
ramics must
be
adapted.
EXPERIMENTAL PROCEDURES
Slurry compositions
For the electrolyte a very sinter active
8
molI
yttria
stabilized zirconia powder (Tosoh, Japan, dso
=
0,26
pm, ABm
=
16
m2/g) was chosen.
After
several investi-
gations an ammonia salt of a polyacrylic acid
as
a dis-
persing agent was
used.
An acrylic polymer emulsion
(Mowilith, Hoechst Perstorp, Sweden) was used
as
a
binder. The binder emulsion was chosen because these
kind of binders are ready-to-use and achieve a high
density and tensile strength of the green sheets
[17].
Furthermore they are successfully used by other authors
[18, 19,20,21].
The slurry for the anode consists of a mixture of NiO
(Baker,
USA)
and
YSZ
powder. This
Y203
fully stabi-
lized zirconia powder (Unitec,
UK,
d50
=
0,84
pm, ABET
=
7,7
m2/g)
has
larger
grains
and a smaller specific
surface area than the one which
was
used
for the elec-
trolyte,
because
a lower sinter activity is needed to
ob
tain
a more
porous
substrate. To disperse the two
pow-
ders another polyelectrolyte
was
used
as
a dispersant.
To
achieve a high porosity graphite powder (Timcal
KS6, CH,
d50
=
3,7
pm,
ABET
=
19
m2/g)
was
added. The
graphite burns out
after
the binder
burnout,
but before
sintering
occuzs.
Dispersion of the graphite in water is
very difficult but could
be
managed in a solution of
polyvinylalcohole. PVA (Mowiol, Hoechst, Germany)
was also used
as
the binder. This binder needs a plasti-
cizer (Glycerol, Merck, Germany) to improve flexibility
and to lower the Tg.
In
case
of the anode, no high green
densities are necessary
because
porosity is desired.
Slurry preparation and tape casting
The slurries were prepared by dispersing the powder in
water plus dispersing agent by ball milling for
66
hours.
Then the binder emulsion
or
the PVA solution plus
graphite, respectively, was added. The slurries were
then homogenized for further
24
hours. After degassing
the slurries were tape cast on a
tape
casting machine
with stationary blades on a polypropylene carrier film.
The casting width is
25
cm.
The cast slurries were dried
at room temperature.
Lamination, binder burnout and sintering
The tape cast sheets were laminated by the thermo-
cumpression method. The anode tapes were moisten
with water, that resolves the PVA binder to improve the
cohesive strength. Thermal compression was carried out
at
1
MPa,
50°C
and a holding time of
5
min. Stacks
of
several anode
sheets
and one electrolyte sheet at the top
were laminated.
To
prevent
camber
symmetric stacks
(anode-electrolyte-anode)
were made
as
well.
The dried
laminated
samples were slowly heated with
25
Kh
up to
650°C
and presintered at
1200°C
for 3
h
(heating rate
60
Kh).
The final sintering was carried out
in another furnace at
1400°C
for
3
h
with a heating rate
of
300
Kh).
Measurement
of
porosity, permeability and
strength
The open porosity of the sintered anode substrates was
investigated by mercury porosimetry (Porosimeter
2000,
Car10
Erba Intr., Italy). The permeability was deter-
mined using a modified blaine-apparatus (after DIN EN
196,
part
6).
The evaluation was done considering the
equation
of Darcy
[22].
The strength was measured in a 3-point bending test.
The sample geometry of laminated substrates
(2
layers)
was
11
x
33
mm*.
The samples were tested
as
fned
to
determine the strength including all defects of the sur-
face.
For
each
type of laminate
20
samples were tested.
Measurement
of
thermal expansion and
shrinkage
The thermal expansion of sintered samples was deter-
mined in a dilatometer (Netzsch, Germany) with a heat-
ing rate of
5
Wmin up to
1400°C
in
air.
Shrinkage during binder burnout and sintering was
investigated
on
laminated green sheets in the same dila-
tometer. Laminated stacks of about
5
x
5
x
10
1111113
were
put in the dilatometer in such a way that the shrinkage
parallel to the layers was measured. Up
to
650°C
the
heating rate was
1
Wmin.
Afterwards
it was increased
to
5
Wmin up to
1400°C.
RESULTS
Tape casting and properties
of
green sheets
The slurries
of
the electrolyte and anode could be tape
cast easily without the formation of cracks during dry-
ing. The slurries showed the desired strong pseudoplas-
tic
rheological behavior.
AU
sheets could be separated
fiom
the carrier film without problems. The tapes
showed a drying shrinkage in height of about
65
%.
The
thickness of the electrolyte
sheets
was about
50
pm.
In
spite of the low thickness they had a high green strength
and very high flexibility. The green density was about
2,8
g/cm3
(including the binder) which corresponds to
52
%
of the theoretical density. Anode tapes of about
500
pm
thickness were received. These
sheets
showed a
sufficiently high strength and flexibility. The green
density was in the range
of
2,4-2,9
g/cm3 depending on
the slurry composition.
52
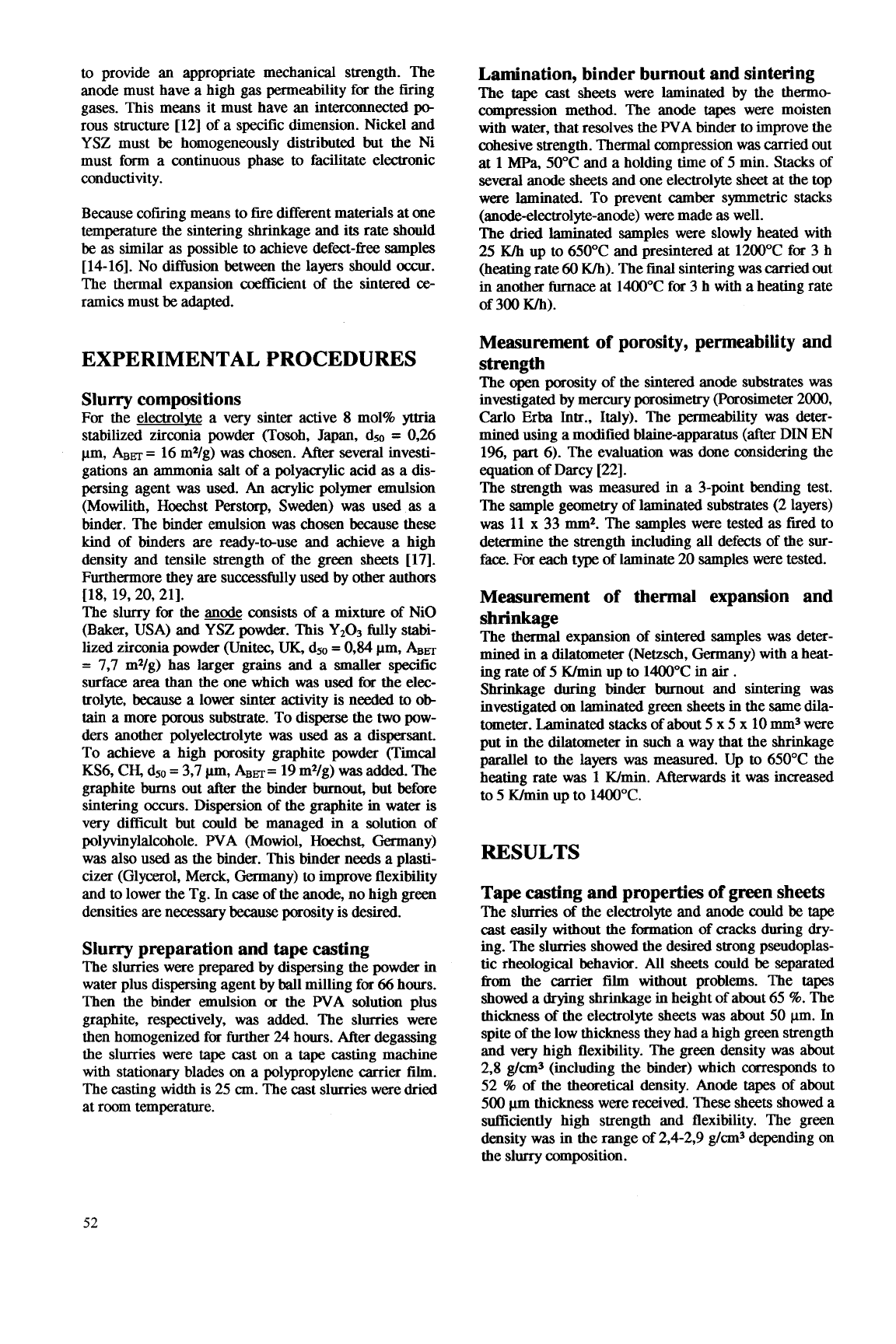
Properties
of
sintered
sheets
After sintering the electrolytes had a thickness of
30
to
35
pm. The samples were transparent due to their high
density of more than
97
%
of theoretical density. The
measurements after archimedes' principle were difficult
to carry out because of the low mass of the samples due
to their small thickness. The microstructure showed
only a small quantity of closed porosity (Fig.
2).
120-
100-
p"
5
80-
5
F
60-
t
40-
Fig.
2:
Fracture surface of a sintered electrolyte.
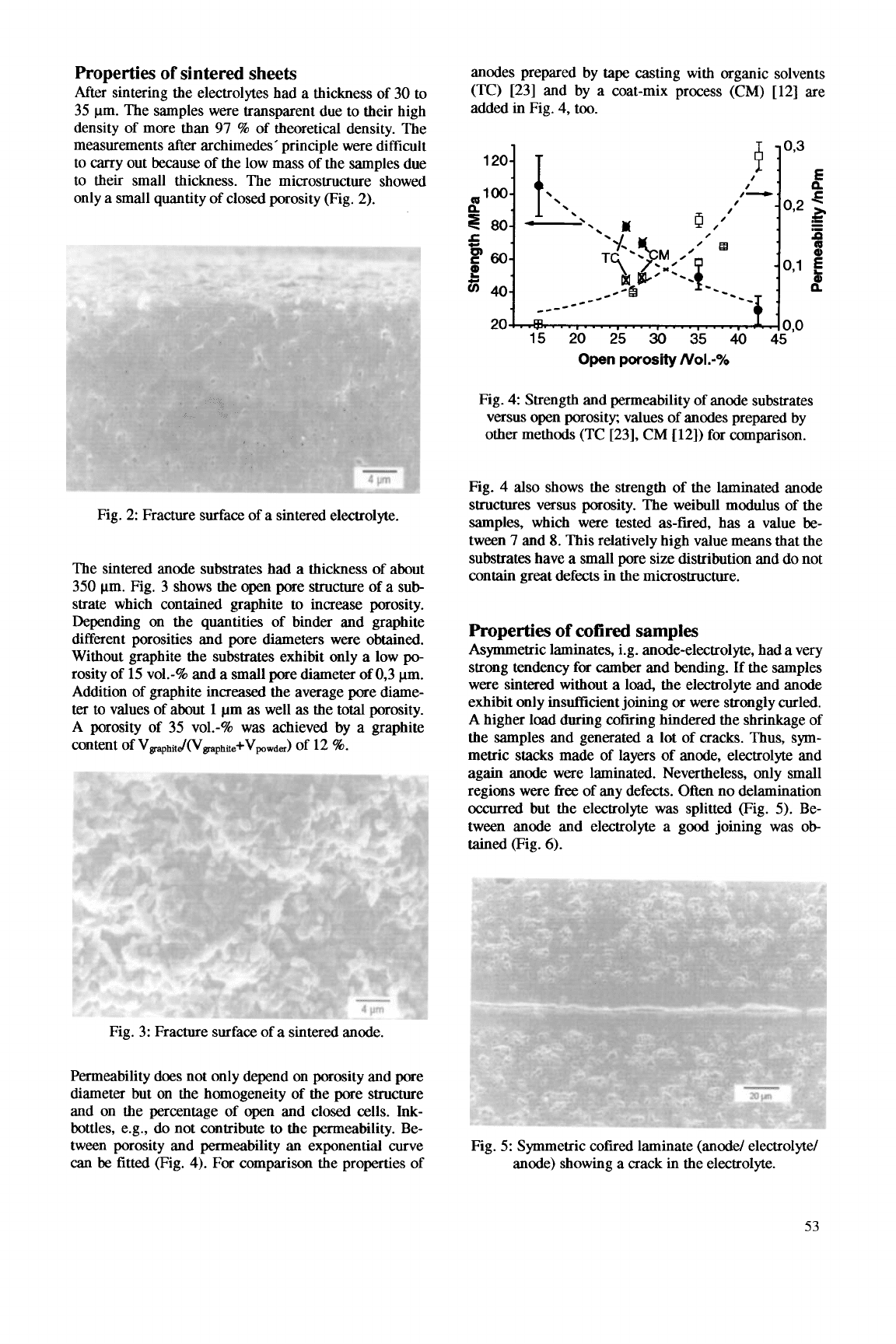
anodes prepared by tape casting with organic solvents
(TC)
[23]
and by a coat-mix process (CM)
[12]
are
added in Fig.
4,
too.
20a
0,o
15 20
25
30
35
40
45
Open
porosity
Nol.-%
Fig.
4:
Strength and permeability of anode substrates
versus open porosity; values of anodes prepared
by
other methods (TC
[23],
CM
[
121)
for comparison.
Fig.
4
also shows the strength of the laminated anode
structures versus porosity. The weibull modulus of the
samples, which were tested
as-fired,
has a value be-
tween
7
and
8.
This relatively high value means that the
substrates have
a
small pore size distribution and do not
contain
great
defects
in
the
microstructure.
The sintered anode substrates had
a
thickness of about
350
pm. Fig.
3
shows the open pore structure
of
a sub-
strate which contained graphite to increase porosity.
Depending on the quantities of binder and graphite
different porosities and pore diameters were obtained.
Without graphite the substrates exhibit only a low
po-
rosity of
15
v01.-% and a small pore diameter of
0,3
pm.
Addition of graphite
increased
the average pore diame-
ter to values of about
1
pm
as well
as
the total porosity.
A
porosity of
35
v01.-% was achieved by a graphite
content of
v~phi*$(v~phi~~+v,,,)
of
12
%.
Properties
of
cofired
samples
Asymmetric laminates, i.g. anode-electrolyte, had a very
strong tendency for
camber
and bending. If the samples
were sinkred without a load, the electrolyte and anode
exhibit only insufficient joining or were strongly curled.
A higher load during cofiring hindered the shrinkage of
the samples and generated a lot of cracks. Thus,
sym-
metric stacks made of layers of anode, electrolyte and
tween porosity and permeability an exponential-curve
can
be
fitted
(Fig.
4).
For
comparison the properties of
Fig.
5:
Symmetric cofired laminate (anode/ electrolyte/
anode) showing a crack in the electrolyte.
53
DISCUSSION
0-
-5
-
.
-10-
aJ
WJ
a
Y
-15-
e
2
v)
-20:
:
-25:
$!
.-
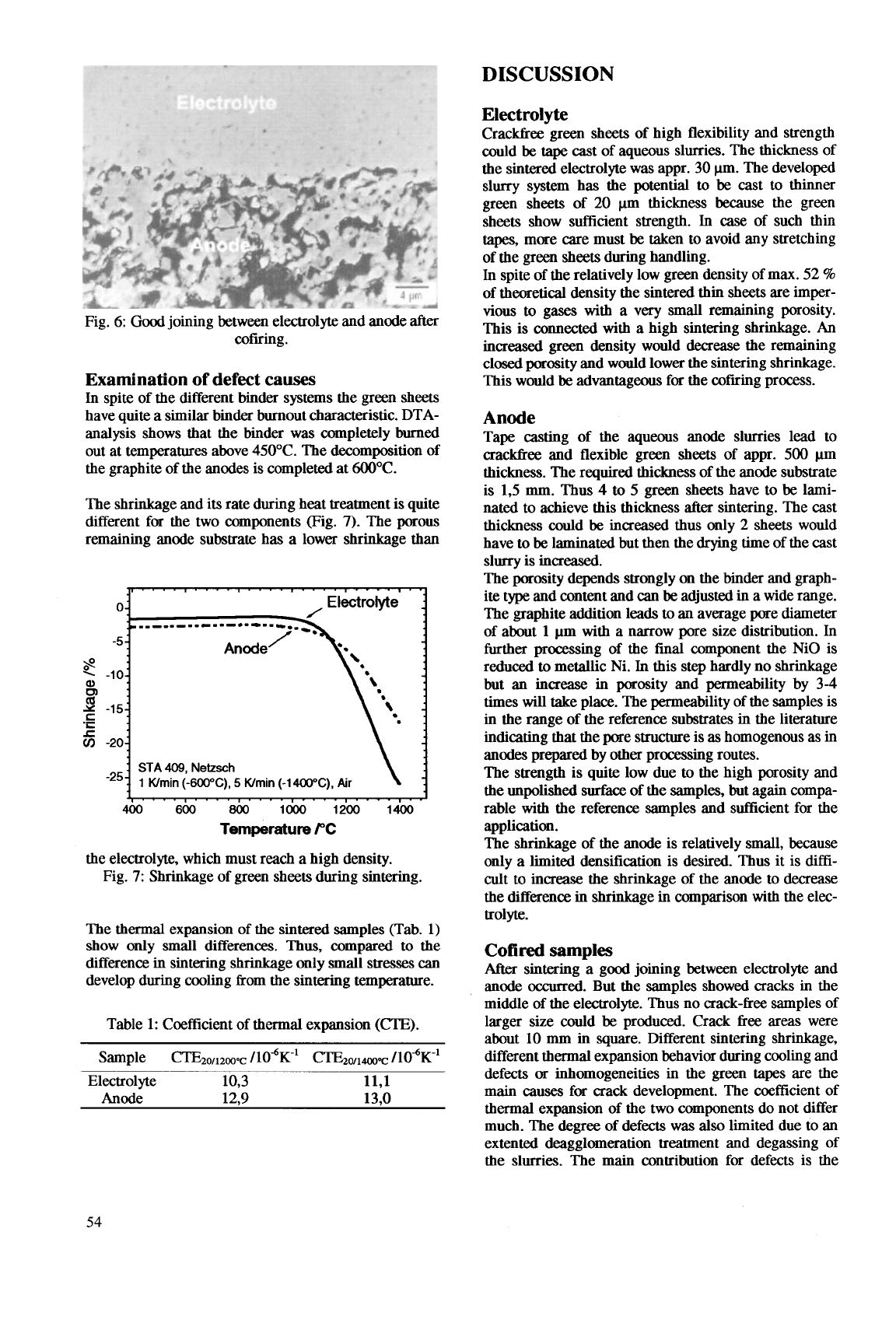
Fig.
6:
Good
joining between electrolyte and anode
after
cofiring.
~....,....,....
,....I......,.-
--1.1.--.---
Anode
STA
409,
Netzsch
I
K/min
(-~oooc),
5
K/min
(-14000~),
Air
Examination
of defect
causes
In spite of the different binder systems the green sheets
have quite a similar
binder
burnout characteristic. DTA-
analysis shows that the binder was completely burned
out at temperatures above 450°C. The decomposition of
the graphite of the anodes is completed at 600°C.
The shrinkage and its rate during heat treatment is quite
different for the two components (Fig.
7).
The
porous
remaining anode substrate
has
a lower shrinkage than
The thermal expansion of the sintered samples (Tab.
1)
show only small differences. Thus, compared to the
difference in sintering shrinkage only small stresses
can
develop during cooling from the sintering temperature.
Table
1:
Coefficient of thermal expansion (CTE).
Sample
CTE20/1200"c
/104K' CTE20~1400T
/104R'
Electrolyte 10,3
11,l
Anode
12,9 13,O
Electrolyte
Crackfree green sheets of high flexibility and strength
could
be
tape cast of aqueous slurries. The thickness of
the sintered electrolyte was appr. 30 pm. The developed
slurry system
has
the potential to
be
cast to thinner
green sheets of
20
pm thickness because the green
sheets
show sufficient strength.
In
case
of such thin
tapes, more care must be taken to avoid
any
stretching
of the green sheets during handling.
In
spite
of
the relatively low green density of max.
52
%
of
theoretical density the sintered thin sheets are imper-
vious
to gases with a very small remaining porosity.
This is connected with a high sintering shrinkage.
An
increased green density would
decrease
the remaining
closed porosity and would lower the sintering shrinkage.
This would be advantageous for the cofring process.
Anode
Tape casting of the aqueous anode slurries lead to
crackfree and flexible green sheets of appr.
500
pm
thickness. The required thickness of the anode substrate
is 1,5
mm.
Thus
4
to
5
green sheets have to
be
lami-
nated to achieve this thickness
after
sintering. The cast
thickness could
be
increased thus only 2 sheets would
have to
be
laminated but then the drying time of the cast
slurry is increased.
The porosity depends strongly on the binder and graph-
ite
type and content and
can
be
adjusted in a wide range.
The graphite addition leads to an average pore diameter
of about
1
pm with a narrow pore size distribution.
In
further processing of the final component the NiO is
reduced
to
metallic Ni. In this step hardly no shrinkage
but an
increase
in porosity and permeability by 3-4
times
will
take place. The permeability of the samples is
in the range of the reference substrates in the literature
indicating that the pore structure is
as
homogenous as in
anodes prepared by other processing routes.
The strength is quite low due to the high
porosity
and
the unpolished
surEace
of the samples, but again compa-
rable with the reference samples and sufficient for the
application.
The shrinkage of the anode is relatively small, because
only a limited densification is desired. Thus it is diffi-
cult to increase the shrinkage of the anode to decrease
the difference in shrinkage in comparison with the elec-
trolyte.
Cofired
samples
After
sintering a good joining between electrolyte and
anode
OcCuITed.
But the samples showed cracks in the
middle of the electrolyte. Thus no crack-free samples of
larger size could be produced. Crack
free
areas were
about
10
mm
in square. Different sintering shrinkage,
different thermal expansion behavior during cooling and
defects
or
inhomogeneities in the green tapes are the
main causes for crack development. The coefficient of
thermal expansion of the two components do not differ
much. The degree of defects was also limited due
to
an
extented deagglomeration treatment and degassing of
the slurries. The main contribution for defects is the
54
sintering shrinkage. Due to the high sintering activity of
the fine YSZ powder the electrolyte shrinks much more
than the porous remaining anode.
-
<
Q)
.
-
5-100:
2
c
Y
-2001
t
-mj-
Q)
S
.-
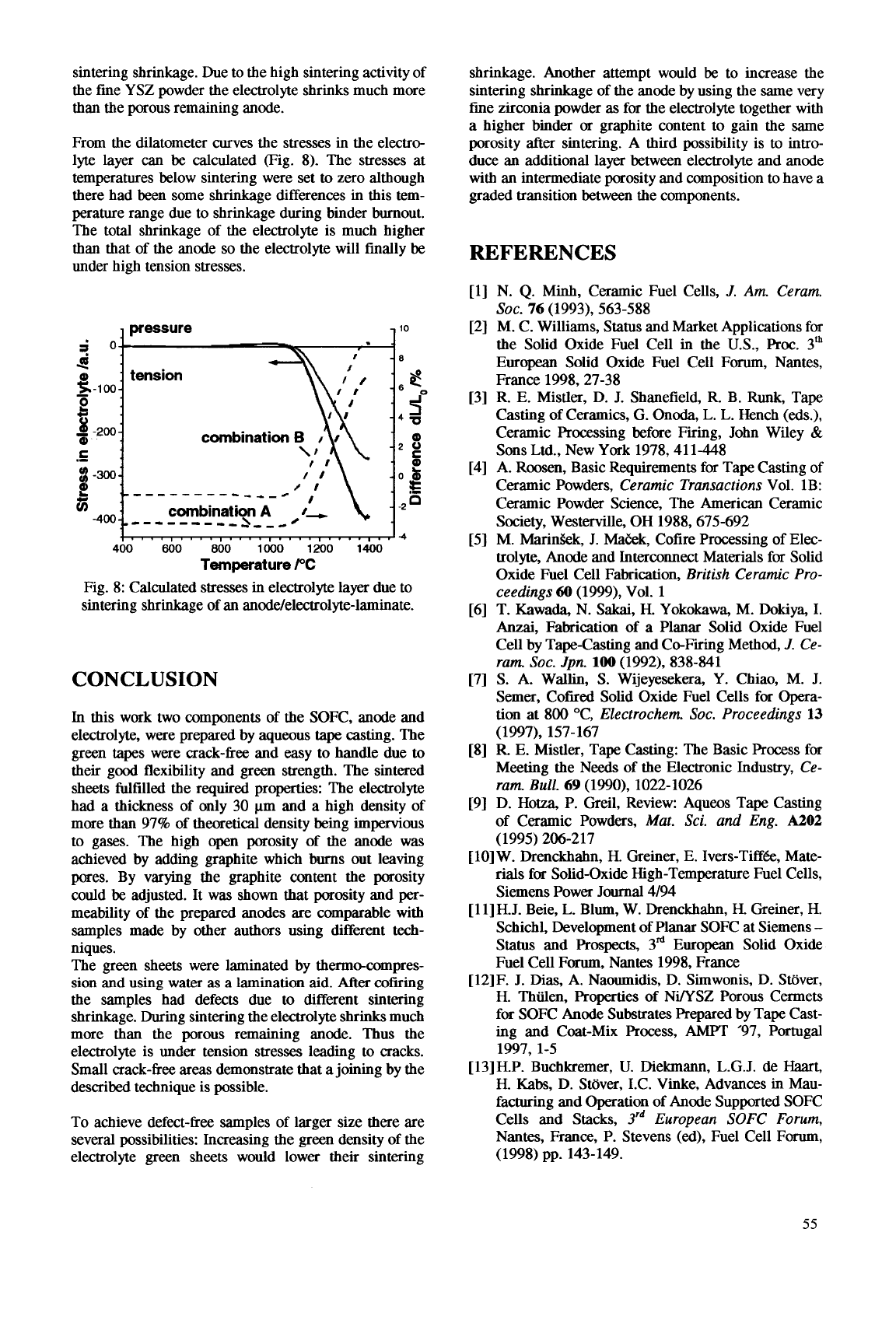
From the dilatometer curves the stresses in the electro-
lyte layer
can
be calculated (Fig.
8).
The stresses
at
temperatures below sintering were set to zero although
there had been some shrinkage differences in this tem-
perature range due to shrinkage during binder burnout.
The total shrinkage of the electrolyte is much higher
than that of the anode
so
the electrolyte will finally
be
under high tension stresses.
pressure
-
10
tension
$O--
-
8
-*so
1°4!
-4w
-a,
-2
0
S
-Q)
-
B
-2
---------___*
CONCLUSION
In this work two components of the SOFC, anode and
electrolyte, were prepared by aqueous
tape
casting. The
green tapes were crack-free and
easy
to handle due to
their
good
flexibility and green strength. The sintered
sheets fulfilled the required properties: The electrolyte
had a thickness of only
30
pm and a high density of
more than
97%
of theoretical density being impervious
to gases. The high open porosity of the anode was
achieved by adding graphite which burns out leaving
pores.
By
varying the graphite content the porosity
could be adjusted. It was
shown
that porosity and per-
meability of the prepared anodes are comparable with
samples made by other authors using different
tech-
niques.
The green sheets were laminated by thenno-compres-
sion
and
using water
as
a lamination
aid.
After
cofiring
the samples had defects due to different sintering
shrinkage. During sintering the electrolyte
shrinks
much
more than the porous remaining anode. Thus the
electrolyte is under tension stresses leading to cracks.
Small crack-free areas demonstrate that a joining by the
described technique is possible.
To achieve defect-free samples
of
larger size there are
several possibilities: Increasing the green density of the
electrolyte green sheets would lower their sintering
shrinkage. Another attempt would
be
to increase the
sintering shrinkage of the anode by using the same very
fine zirconia powder
as
for the electrolyte together with
a higher binder
or
graphite content to gain the same
porosity after sintering. A third possibility is to intro-
duce an additional layer between electrolyte and anode
with an intermediate porosity and composition to have a
graded transition between the components.
REFERENCES
[l]
N.
Q.
Minh, Ceramic Fuel Cells,
J.
Am. Ceram.
[2]
M. C. Williams, Status and Market Applications for
the Solid Oxide Fuel Cell in the
U.S.,
Proc.
3'h
European Solid Oxide Fuel Cell Forum, Nantes,
France
1998,27-38
[3]
R.
E.
Mistler,
D.
J. Shanefield, R. B. Runk, Tape
Casting of Ceramics, G.
Onoda,
L.
L.
Hench (eds.),
Ceramic Processing before Firing, John Wiley
&
Sons
Ltd.,
New York
1978,411-448
[4]
A. Roosen, Basic Requirements for Tape Casting of
Ceramic Powders,
Ceramic Transactions
Vol.
1B:
Ceramic Powder Science, The American Ceramic
Society, Westerville, OH
1988,675-692
[5]
M.
Maridek,
J.
Maikk,
Cofire Processing
of
Elec-
trolyte, Anode and Interconnect Materials for Solid
Oxide Fuel Cell Fabrication,
British Ceramic
Pro-
ceedings
60
(1999),
Vol.
1
[6]
T.
Kawada,
N.
Sakai,
H.
Yokokawa, M.
Dokiya,
I.
Anzai, Fabrication of
a
Planar Solid Oxide Fuel
Cell by Tape-Casting and Co-Firing Method,
J.
Ce-
rum.
SOC.
Jpn.
100
(1992), 838-841
[7]
S.
A. Wallin,
S.
Wijeyesekera,
Y.
Chiao, M. J.
Semer, Cofired Solid Oxide Fuel Cells for Opera-
tion at
800
"C,
Electrochem.
SOC.
Proceedings
13
[8]
R
E. Mistler, Tape Casting: The Basic Process for
Meeting the
Needs
of the Electronic Industry,
Ce-
ram. Bull.
69
(1990), 1022-1026
[9]
D.
Hotza,
P. Greil, Review: Aqueos Tape Casting
of Ceramic Powders,
Mat.
Sci.
and Eng.
A202
[lo]
W. Drenckhahn,
H.
Greiner, E. Ivers-Tiff&, Mate-
rials for Solid-Oxide High-Temperature Fuel Cells,
Siemens Power Journal
4/94
[11]H.J.
Beie,
L.
Blum, W. Drenckhahn,
H.
Greiner,
H.
Schichl, Development of Planar SOFC at Siemens
-
Status and Prospects,
3d
European Solid Oxide
Fuel Cell Forum, Nantes
1998,
France
[12]F.
J.
Dias,
A. Naoumidis,
D.
Simwonis,
D.
Stover,
H.
Thiilen, Properties of NirYSZ Porous Cermets
for SOFC Anode Substrates Prepared by Tape Cast-
ing and Coat-Mix Process,
AMPT
'97,
Portugal
[13]H.P.
Buchkremer,
U.
Diekmann, L.G.J. de Haart,
H.
Kabs,
D.
Stover, I.C. Vinke, Advances in Mau-
facturing and Operation of Anode Supported SOFC
Cells and Stacks,
3'd
European
SOFC
Forum,
Nantes, France,
P.
Stevens (ed), Fuel Cell Forum,
SOC.
76
(1993), 563-588
(1997), 157-167
(1995) 206-217
1997, 1-5
(1998)
pp.
143-149.
55
[14]C. Hillman,
Z.
Suo, F.F. Lange, Cracking
of
Lami-
nates Subjected
to
Biaxii Tensile Stresses,
J.
Am.
Ceram.
SOC.
79
(1996), 2127-2133
[
151
R.
Natarajan, J.P. Dougherty, Material Compatibil-
ity and Dielectric Properties
of
Cefired High and
Low Dielectric Constant Ceramic Packages, Elec-
tronic Components and Technology Conference
[16]P.Z. Cai, D.J. Green, G.L. Messing, Constrained
Densification
of
AluminaEirconia Hybrid Lami-
nates,
I:
Experimental Observations
of
Processing
Defects,
J.
Am.
Ceram.
SOC.
80
(1997), 1929-1939
[
171
N.
R.
Gurak,
P. L. Josty,
R
J.
Thompson, Proper-
ties and Uses
of
Synthetic Emulsion Polymers
as
Binders in Advand Ceramics Processing,
Am. Ce-
ram.
SOC.
Bull.
66
(1987), 1495-1497
[18]T. Ueyama,
N.
Kaneko, Effect
of
Agglomerated
Particles on
Properties
of
Ceramic Green Sheets,
High
Tech Ceramics, P. Vincenzini
(ed.),
Elsevier
Science Publishers B.V.,
Amsterdam
1987
[19]N. Ushifusa,
M.
J. Cima, Aqueous Processing of
Mullite-Containing Green Sheets,
J.
Am. Ceram.
[20]A. Kristoffersson, E. Carlstrom, Tape Casting
of
Alumina
in
Water
with
an
Acrylic
Latex
Binder,
J.
Eur.
Ceram.
SOC.
17
(1997), 289-297
[21]C. Pagnoux, T.
Chartier,
M.
de
F. Granja, F.
Doreau,
J.
M.
Ferreira, J. F. Baumard, Aqueous
Suspensions
for
Tape-casting Based
on
Acrylic
Binders,
J.
Eur.
Ceram.
SOC.
18
(1998), 241-247
[22]H. Heuschkel. G. Heuschkel,
K.
Muche, ABC
Keramik,
VEB Dt. Verlag
fiir
GrundstolTindustrie,
2. Auflage, Leipzig
1990
[23]
Ch.
Lutz, A. Roosen, D. Simwonis, A. Naoumidis,
H.
P. Buchkremer, Foliengiekn eines
por6sen
A-
nodensubstrats
fiir
die Hochtemperatur-Brenn-
stoflkelle, Werkstoffwoche (Materialica), Miinchen
1998
1997,750-754
SOC.
74
(1991), 2443-2447
56
GLASSES FROM THE SYSTEM RO-R203-Si02
AS
SEALANTS
OF
HIGH CHROMIUM STEEL COMPONENTS IN THE PLANAR
SOFC
P.
Geasee'
,
T.
Schwickert"",
U.
Diekmann'*,
R
Conradt'
(*)
Institute
of
Minerals Engineering, Chair
of
Glass and Ceramic Composites,
Mauerstr.5, D-52064,
RWTH,
Aachen, Germany
(**)
Forschungszentrum Juelich GmbH, Central Department
of
Technology,
D-52425, Juelich, Germany
Abstract
Introduction
Planar solid oxide fuel cells (SOFCs) are a
promising approach for cost effective
electrochemical energy conversion at an
operation temperature
of
800
"C. They require
glass ceramic sealants which have a high thermal
expansion coefficient (11.0-12.0 x lo-%-'), high
electrical resistance and good thermochemical
compatibility and stability with the gases and the
fuel cell materials.
Different
glass
types based on
the RO-R203-SiOz system were melted, crystallized
and investigated for thermal expansion, wetting
behavior, thermal analysis, long term evaporation
stability, and joining properties. Experimental
results showed a good adhesion of barium rich
glass ceramics to both high chromium steel (18
YO
Crz03) and ceramic substrates.
SEMEDX
was
used to investigate the interfaces.
Long
term
evaporation stability
of
barium rich glass under H2
and
HzO
atmosphere was observed as a 0.2-0.4
pg/cm2.h mass increase after 2000 h.
Glass or glass ceramics are well known for
ceramic, glass or steel joining [1,2,3]. Many of
these products are available as commercial
products. Their applications depend on sealing
temperature, thermal expansion, viscosity and
joining ability (wetting and surface tension). Most
of the sealing products are produced for low
temperature joining and for room temperature
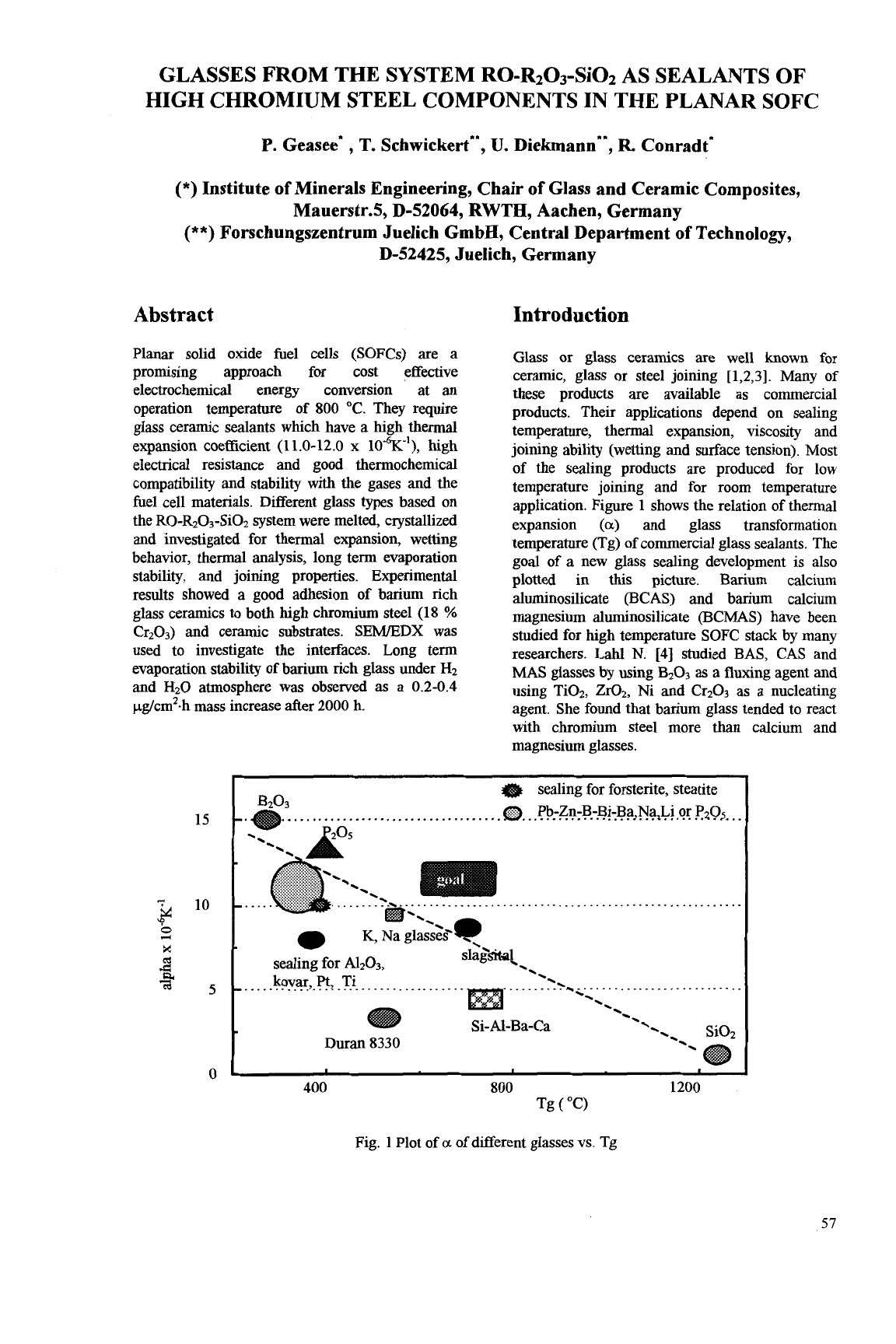
application. Figure 1 shows the relation of thermal
expansion
(a)
and glass transformation
temperature (Tg) of commercial glass sealants. The
goal of a new glass sealing development is also
plotted in
this
picture. Barium calcium
aluminosilicate (BCAS) and barium calcium
magnesium aluminosilicate
(BCMAS)
have been
studied for high temperature SOFC stack by many
researchers.
Lahl
N.
[4]
studied BAS, CAS and
MAS
glasses by using
BzO3
as
a
fluxing agent and
using TiOz,
ZrOz,
Ni and Crz03 as a nucleating
agent. She found that barium glass tended to react
with chromium steel more than calcium and
magnesium glasses.
15
10
5
0
sealing for forsterite, steatite
....................................
0
..................
Pb-Zn-B-Bi-Ba,Na2Ljo!
Pz05.
.
.
400 800 1200
Tg
(
"C)
Fig. 1 Plot of
a
of d~erent glasses
vs.
Tg
57
Most of her studies relied on
MAS
glass with low
thermal expansion coefficient
(a
=
7-9.10%').
Only one BAS glass composition
had
rather
high
a
(13-14 x lo%-'). Doersing and Conradt [5]
developed BCAS glasses for high
sealing
temperatures (1-4
wt.
%
Al203) by Using Nd24,
La203 and Y2O3
as
additives.
They
found
that
La203 increases
a,
Tg and TM (according to the
ionic radius) more
than
Nd203 and Y203
respectively. Heilemann and Conradt [6] studied
BCAS glasses by using La203, B203,
MnO
and
Zr02
as
additives. From their studies, high
a
glasses but poor joining was found. Schwickert,
Geasee et al. [7,8] investigated BCMAS, BS and
BCAS glasses
The aim of
this
paper is an adjustment of barium
calcium silicate glasses from [7, 81 yielding better
joining properties (good sticking, and
gas
tightness), high thermal expansion, stability under
H2 and
H20
atmosphere and chemical
compatibility between the joining partners.
Experimental
Table
1
shows the glass compositions investigated,
based on a calculation of constitutional
compounds. From the calculation, C2BS3, BS,
BAS2 and B2S3 were found
as
major phases.
Additives of ZnO lowered viscosity
(q)
with less
effect on thermal expansion
than
B2O3 [9] while
SrO
acted as a controlling agent for crystallization
[lo].
An
effect of these minor oxides was
compared to the other barium glasses
[
1
11.
Nine glass compositions (table 1) were melted from
chemical grade raw materials at 1480 "C for 2 h in
a
Pt
crucible in an induction
furnace.
During
soaking at 1480 "C, the
glasses
were
stirred
to
enhance homogeneity. Glasses were
fritted,
or cast
into bar forms for different investigation purpose.
A
dilatometer was used for
a,
Tg and TM
determination of both glasses and partially
crystallized glasses. The crystallization process
was
performed by sintering glass powder samples at
900
"C for
10
h.
The melting behavior and wetting angle were
studied by heating microscope at a heating rate of
2
Wmin
up to complete melting temperature in air.
For this purpose, glass powder was pressed in
pellet form and placed on steel (no. 1.4740)
substrate.
Start
of sintering temperature
el),
ball
point temperature (T2), complete melting
temperature (T3) and the contact angle at T3 were
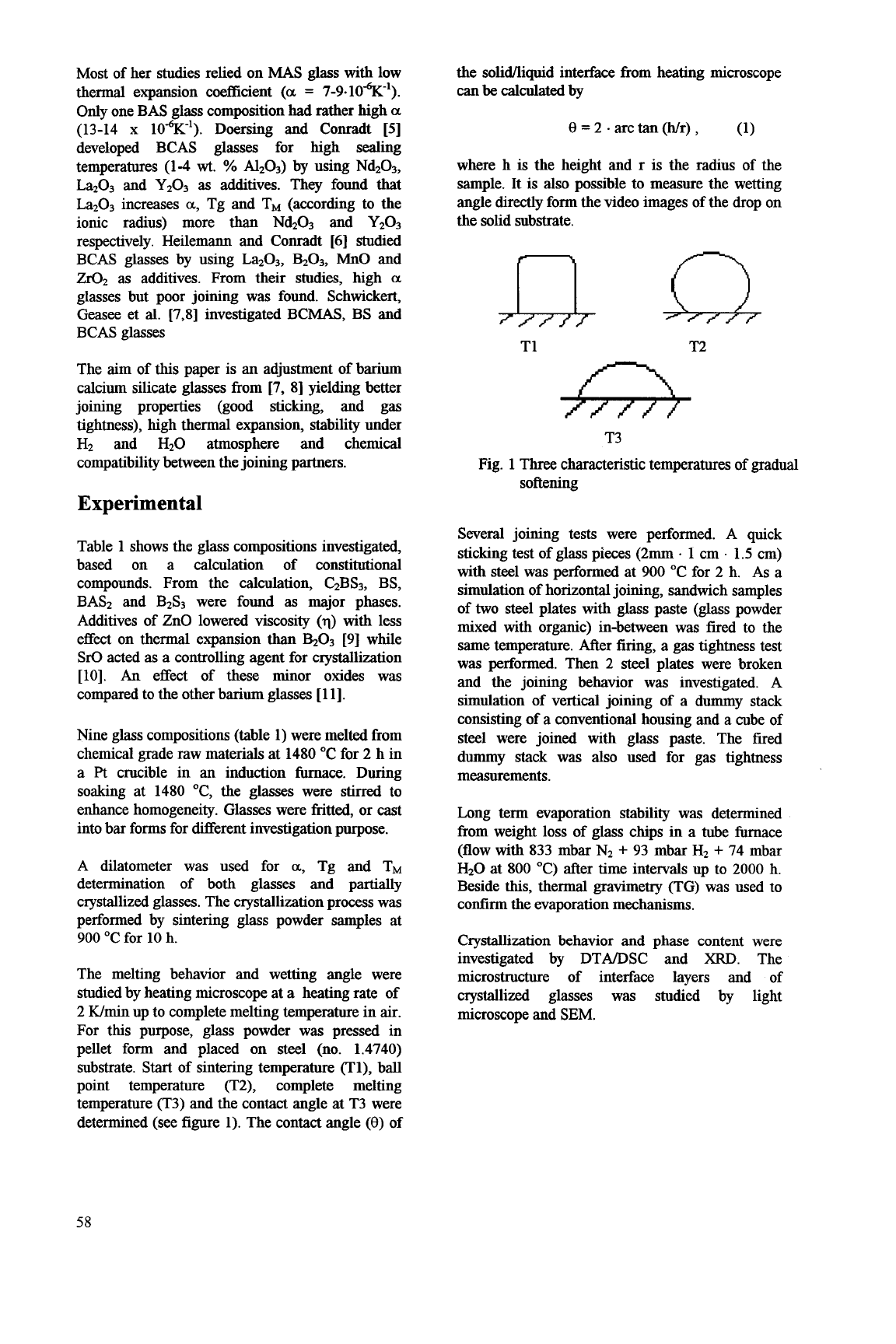
determined (see figure 1). The contact angle
(0)
of
the solid/liquid interface from heating microscope
can
be
calculated
by
where h is the height and r is the radius
of
the
sample. It is also possible to measure the wetting
angle directly form the video images of the drop on
the solid substrate.
T1 T2
T3
Fig.
1
Three characteristic temperatures of gradual
softening
Several joining tests were performed. A quick
sticking test of
glass
pieces (2mm
.
1
cm
.
1.5
cm)
with steel was performed at 900 "C for 2 h. As a
simulation of horizontal joining, sandwich samples
of two steel plates with glass paste (glass powder
mixed with organic) in-between was fired to the
same temperature. After firing, a
gas
tightness test
was performed. Then 2 steel plates were broken
and the joining behavior was investigated. A
simulation of vertical joining of a dummy stack
consisting of a conventional housing and a cube of
steel were joined with glass paste. The fired
dummy stack was also used for
gas
tightness
measurements.
Long term evaporation stability was determined
from weight loss of
glass
chips in a tube furnace
(flow with 833 mbar
N2
+
93 mbar H2
+
74 mbar
H20
at 800 "C) after time intervals up to
2000
h.
Beside
this,
thermal gravimetq (TG) was used to
confirm the evaporation mechanisms.
Crystallization behavior and phase content were
investigated
by
DTA/DSC and
XRD.
The
microstructure of interface layers and of
crystallized glasses was studied
by
light
microscope and SEM.
58
Results and discussion
1400
1300-
-
1200-
o*
;
1100-
2
2
1000-
2
900
+
al
P)
800
-
.
700-
Table 1. Chemic;
codes
GR50
GJ40
GJ3
1
B57
B58
B59
C6 1
C62
D70
D7
1
D72
E73
0
ballpoint(T2)
GMo
*
**
*******
%
$69
GJ3
1
0
0
....
..Q
..............
0.0
....
o
...........
C,
..........................
.*o
.......
0
0
.............................
W'
...................................*...........
gGR50
-
I. I.
I. I.
I.
I.
I
composition of investigated glasses
SO2
25
44
35
34
32
33
32
33
31
34
30
34
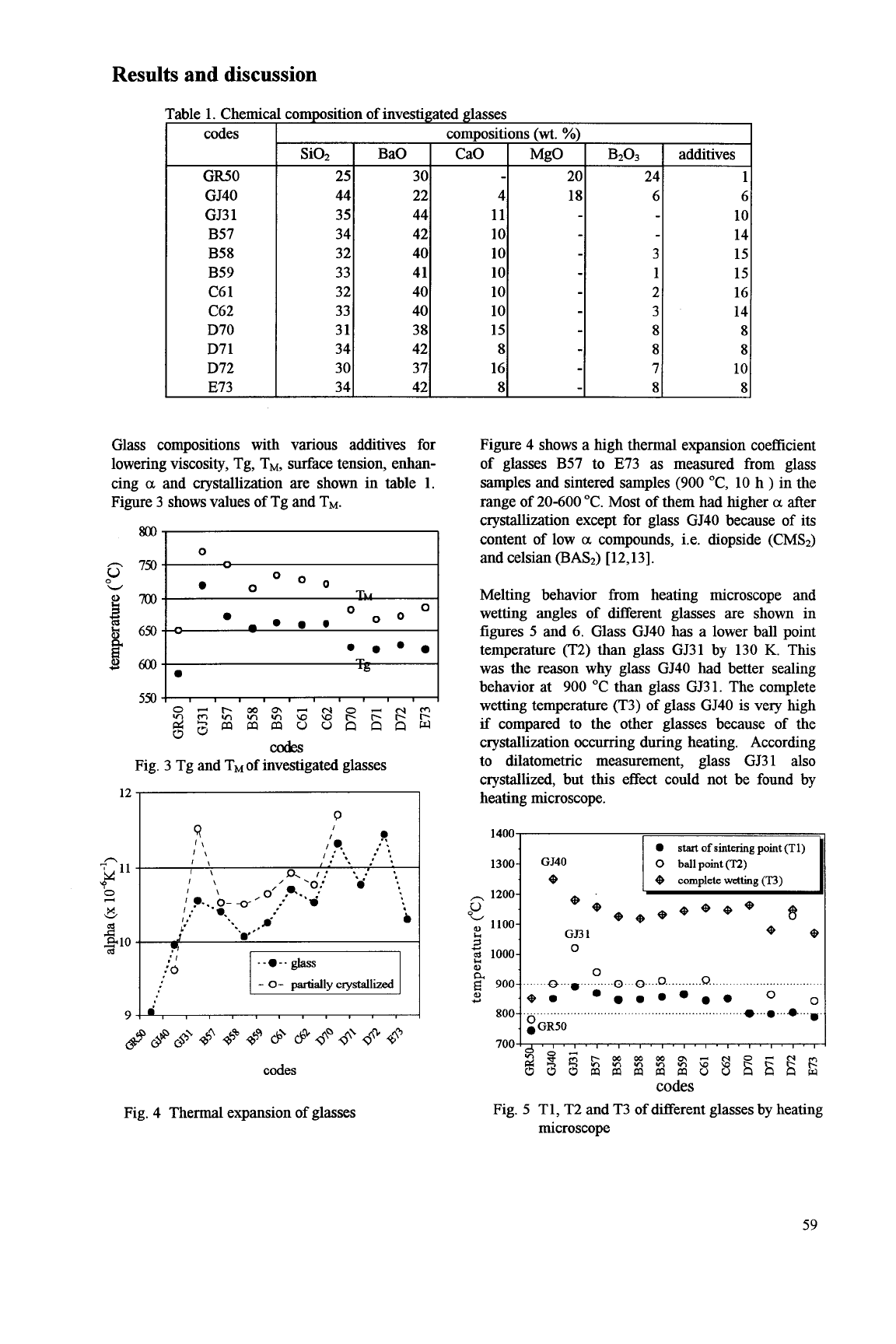
Glass compositions
with
various additives for
lowering viscosity, Tg, TM, surface tension, enhan-
cing
a
and crystallization are shown in table 1.
Figure
3
shows values of Tg and TM.
0
0
0
0
OrJ
-
0
0
....
0
00
#.
....
-
T-
'6
0
..........
o*Fmm-mo*mg
8g2228uaaaw
QFFF
codes
Fig. 3 Tg and TM of investigated glasses
12
P
Fig. 4 Thermal expansion of glasses
Figure 4 shows a high thermal expansion coefficient
of glasses
B57
to E73 as measured from glass
samples and sintered samples
(900
"C, 10 h
)
in the
range of
20-600
"C. Most of them had hgher
a
after
crystallization except for glass GJ40 because of its
content of low
a
compounds, i.e. diopside (CMS2)
and celsian (BAS*) [12,13].
Melting behavior from heating microscope and
wetting angles of Werent glasses are shown in
figures
5
and
6.
Glass GJ40 has a lower ball point
temperature (T2) than glass GJ31 by 130
K.
This
was the reason why glass GJ40 had better sealing
behavior at
900
"C than glass GJ3 1. The complete
wetting temperature (T3) of glass GJ40 is very high
if
compared to the other glasses because of the
crystallization occurring during heating. According
to dilatometric measurement, glass GJ31 also
crystallized, but
this
effect could not be found by
heating microscope.
59
Glass GJ31 had a lower crystallization rate than
glass GJ40, which cannot be detected at 2 Wmin in a
heating microscope. Glass GFUO had very low ball
point temperature ("2) because of
its
high B2O3
content. This glass started to melt at 743 "C. The
wetting angle was detected
as
54.6" at 850 "C, which
was rather high
if
compared to the other glasses
(25-45"). The effect of its high contact angle may
stem from
MgO.
60
55
-n
%
50
!
I
'
30
'
25
codes
Fig. 6 Wetting angle of different glasses at (T3)
Glasses B57, B58 and B59 were adjusted from
glass GJ31 by small addition
of
alkali
and fluxing
oxides. T1, T2, T3, and the wetting angle strongly
decreased and yielded better joining. Further
development of glass C61 and C62 result in a
decrease of T1 and increase of T2 and T3. Glass
D70,71 and 72 were adjusted from glass B58.
All
three glasses had a lower T1. However, glass D72
presented very high T2. This is because of strong
crystallization
as
detected by DTA
(see
figure 7).
The relation of T1, T2 and T3 was found to have a
significant effect on the joining properties. Very
good joining properties with a good
gas
tightness
was found for glass D7 1.
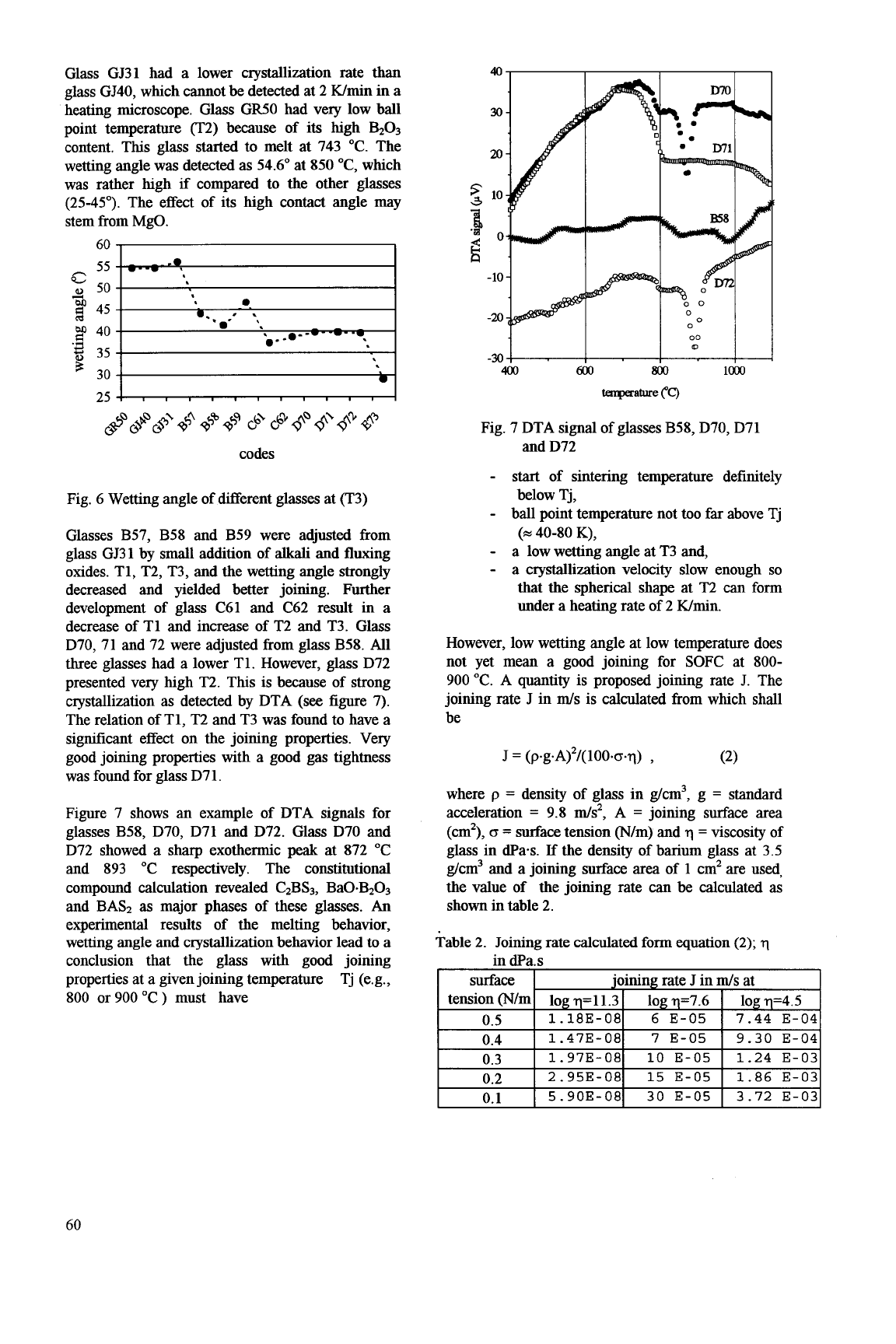
Figure 7 shows an example of DTA signals for
glasses B58, D70, D71 and D72. Glass
D70
and
D72 showed a sharp exothermic peak at 872 "C
and 893 "C respectively. The constitutional
compound calculation revealed C2BS3, BaO.BZO3
and BASz
as
major phases of these glasses.
An
experimental results of the melting behavior,
wetting angle and crystallization behavior lead to a
conclusion that the glass with good joining
properties at a given joining temperature Tj (e.g.,
800 or 900
"C
)
must have
40.
Fig. 7 DTA signal of glasses B58, D70, D71
and D72
start of sintering temperature definitely
below Tj,
ball point temperature not too far above Tj
a low wetting angle at T3 and,
a crystallization velocity slow enough
so
that the spherical shape at T2 can
form
under a heating rate of 2 Wmin.
(m
40-80
K),
However, low wetting angle at low temperature does
not yet mean a good joining for SOFC at 800-
900
"C.
A quantity is proposed joining rate J. The
joining rate J in
m/s
is calculated from whch shall
be
where
p
=
density of glass in
g/cm3,
g
=
standard
acceleration
=
9.8
m/sz,
A
=
joining surface area
(cm'),
=
surface
tension (N/m) and
q
=
viscosity of
glass in
@as.
If
the density of barium glass at 3.5
g/cm3 and a joining surface area of
1
cmz
are used,
the value of the joining rate can be calculated
as
shown in table 2.
Table
2.
Joining rate calculated
form
equation
(2);
q
in @as
surface
I
joining rate
J
in
m/s
at
1
tension
(N/ml
log q=11.3
I
log q=7.6
I
log q=4.5
0.5
I
1.18E-081
6
E-05
I
7.44 E-04
60
The change of viscosity
has
a much stronger effect
on the joining factor
than
the change of surface
tension.
Thermal expansion
(a)
of
ceramic substrate, steel,
glass and partially crystal glass are plotted in figure
8.
The
a
of partially crystallized glass is closer to the
steel and ceramic substrate than the
a
of
the glass.
14
12
5
x
10
d
8
I
I I
I
I
I
I I
200
400
600
800
1000
temperature
("c)
Fig. 8 Thermal expansion coefficients of glass,
partially crystallized glass (sintered at 900 "C,
10 h), ceramic substrate, and steel
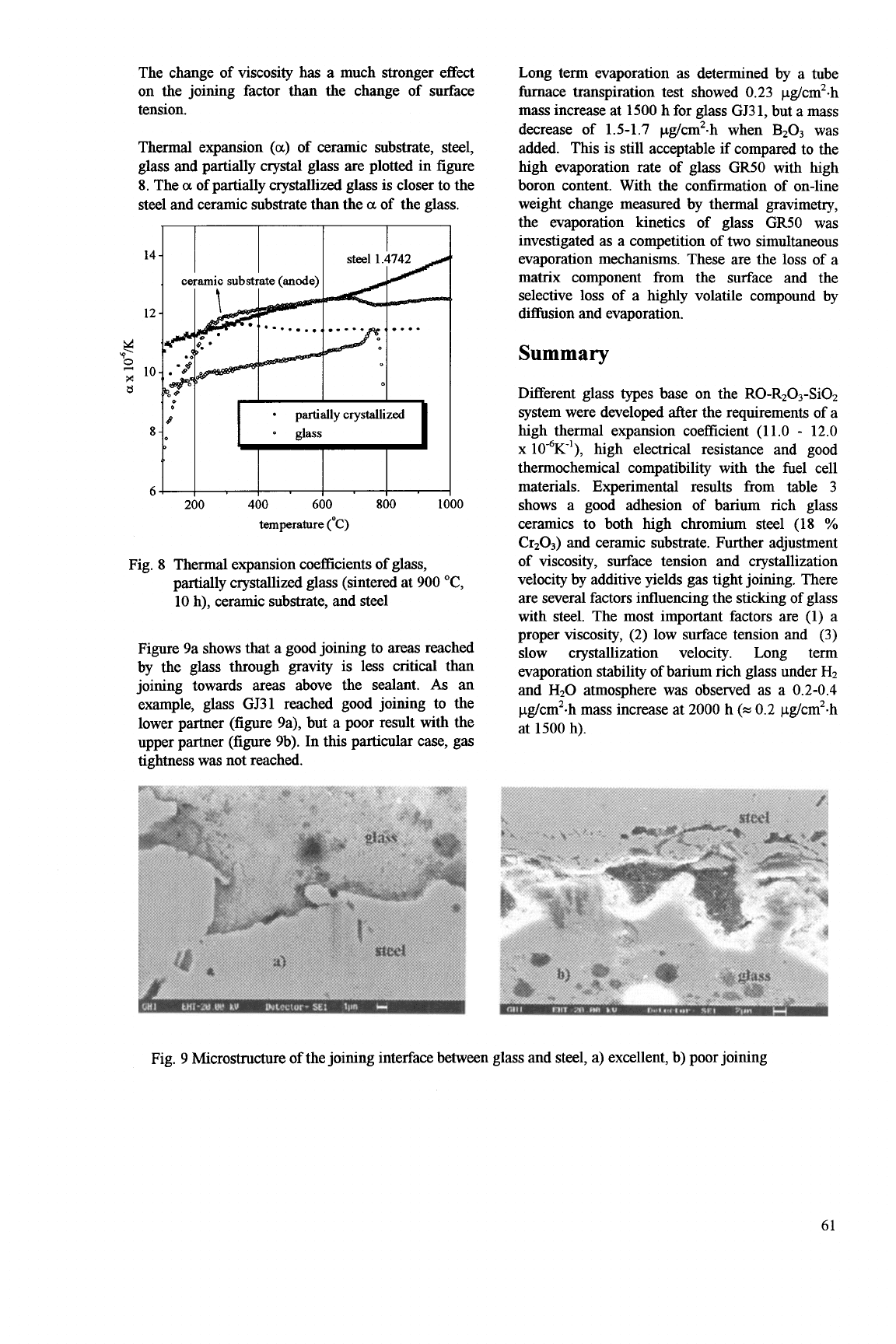
Figure 9a shows that a good joining to areas reached
by
the glass through gravity is less critical than
joining towards areas above the sealant.
As
an
example, glass GJ31 reached good joining to the
lower partner (figure 9a), but a poor result with the
upper partner (figure 9b). In
this
particular case, gas
tightness was not reached.
Long term evaporation as determined by a tube
furnace transpiration test showed 0.23 pg/cm2.h
mass increase at 1500 h for glass GJ3 1, but a mass
decrease of 1.5-1.7 pg/cm2-h when
B203
was
added.
This
is still acceptable if compared to the
high evaporation rate of glass GR50 with high
boron content. With the confirmation
of
on-line
weight change measured by thermal gravimetry,
the evaporation kinetics of glass GR50 was
investigated as a competition
of
two simultaneous
evaporation mechanisms. These are the loss
of
a
matrix component from the surface and the
selective loss
of
a highly volatile compound
by
diffusion
and evaporation.
Summary
Different glass types base on the RO-R203-Si02
system were developed after the requirements of a
high thermal expansion coefficient (11.0
-
12.0
x
lo-%-'),
high electrical resistance and good
thermochemical compatibility with the fuel cell
materials. Experimental results from table 3
shows a good adhesion
of
barium rich glass
ceramics to both high chromium steel (18
%
Cr2O3) and ceramic substrate. Further adjustment
of
viscosity, surface tension and crystallization
velocity by additive yields gas tight joining. There
are several factors influencing the sticking of glass
with steel. The most important factors are (1) a
proper viscosity,
(2)
low surface tension and (3)
slow crystallization velocity. Long term
evaporation stability
of
barium rich glass under
H2
and
H20
atmosphere was observed as a 0.2-0.4
pg/cm2.h mass increase at 2000 h
(.:
0.2
pg/cm2.h
at 1500 h).
Fig.
9
Microstructure of the joining interface between
glass and steel, a) excellent, b) poor joining
61