Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

MODEL-DUST
'CaO
%
26.70
lCaO
%
I
14.68
-
-
A1203
%
14.00
IA1203
%
I
0.20
Fig.
5:
SEM-micrograph of the nano-scaled filter mem-
brane (Apau.
=
700
Pa,
Ts
=
1200 "C, ts
=
4
h).
ZnO
%I
2.42
Po3
%I
2.36
The sintering behaviour of the produced membranes
reflects a low sintering activity in the investigated tem-
perature range, in spite of their small particle size. Thus
may
be
related to the
y-
and GA1203-powder used.
In
general, sintering of
y-
and 6A1203 is characterized by a
phase transformation of the unstable
y-
and 6-A1203 into
the stable a-A1203, followed by an accelerated sintering
neck formation and grain coarsening
[3].
The phase
transformation is shifted to lower temperatures with
increasing densification of the powder. Investigations
concerning the sintering behaviour and the phase trans-
formation of
y-
and 6A1203
[4]
revealed, that phase
transformation in powders required a temperature of
1300 "C, whilst in compacted bodies a complete trans-
formation was already achieved at 1055 "C. Investiga-
tions of the author to the sintering behaviour of loose
powder exhibited significant sintering neck formation
and grain coarsening at sintering temperatures of
1200 "C for a dwell time of minimum 1 hour. However,
the agglomerates of the loose powder were denser than
the produced membrane.
So,
due to the structure of the
membrane (high porosity, few contact points) phase
transformation and subsequently sintering is hindered in
the limited temperature range.
On
the one hand, this
behaviour is favourable in that it results
in
a minimal
additional pressure drop increase of the sintered mem-
branes and in a minimal grain coarsening. But
on
the
other hand, the obtained structure also leads to a low
mechanical stability of the membranes. For all chosen
sintering parameters the produced nano-scaled mem-
branes could be damaged mechanically.
Nevertheless, filtration and recleaning tests turned
out, that the stability of the sintered membranes over-
comes the appearing flow forces, more than sufficient
for the relevant operating range. Therefore, it was de-
cided to continue the filter performance tests with mem-
branes sintered at
Ts
=
1200 "C for a dwell time of
4
hours.
Further optimisation relating to the mechanical
stability is part of actual work.
ZnO
%
0-11.94
In
thermal waste treatment processes, e.g. combus-
tion, gasification or pyrolysis of bio mass and waste, the
high number of input substances and possible inter-
actions results in a wide variety of compounds in the
fly
ashes.
In
general, these particulates are characterized by
a high amount of hazardous components. Moreover,
they exhibit low softening temperatures, a high fraction
of fine particles and
-
in combination with the flue
gases
-
a high corrosion potential. The strongly fluctu-
ating and heterogeneous waste composition additionally
causes these properties to vary considerably.
In order to exclude unknown toxic effects and to fa-
cilitate handling, a model dust was developed for the
simulation of dusts from thermal waste treatment proc-
esses. Its composition is based on investigations of
fly
ashes and dusts from waste incineration plants
[5-81.
For real dusts, the airborne particle characteristics play a
significant role in filter cake formation. The morphol-
ogy of these particles
can
be
classified in
[5,6]:
-
Fused
Spheres
(Spheroids of various colours)
-
Crystals
(irregular shaped particles similar to calcite)
-
Polycrystullines
(Dense agglomerates)
-
Opuques
(Single, large irregular shaped particles)
-
Char
(unburned, black fibrous particles)
By mass, more than the half consists of large ir-
regular shaped particles, which exists as single particles
or as agglomerates. Critical to the hot gas filtration with
ceramic filters are the micronhubmicron size particu-
lates, mainly fUsed spheres and crystals. This fraction
dominates the fiequency distribution with
64
to
80
%,
whereas the mass is almost negligible. The better the
operation of the incinerator the more the total particle
size distribution will shift to smaller particle sizes and
filter clogging due to the fine dust content becomes
more stringent. The total dust loading in waste incinera-
tion ranges typically from 2 to 10 am3
[8,9]
Table
2:
Typical components of the fly ash from waste
incinerators in comparison to the model-dust.
SO3
%
1
7.25
IS03
%
1
13.95
0.10
Fed-
%I
5.20
IFeO*
%
I
GO
%I
3.72
IkO
%
10.05-11.56
CI
%
I
2.51
lCl
%
I
9.51
-
10.41
Cr203
%
I
0.64
I
I
others
%
1
7.10
INa20
%
1
6.85
I
lMg0
%
I
1.65
82
As for the model-dust a composition of
50
wt.-%
soda-lime glass spheres (A-glass), 30
wt.-%
columnar
gypsum (CaSO,
2H20), and
20
wt.-%
KCI
or
ZnCI2
particles was chosen.
In
Table
2
this composition is
compared to those of typical fly ash fiom waste incin-
erators.
To
promote the pollutant-forming and corrosive
properties, the sulphate and chloride
fractions
in the
model dust were increased. The chloride mixture also
served to
set
various softening temperatures. Thermal
properties of single and mixed dust components
are
shown in
Table
3.
16000
150OO
-
14000
-
13000
-
12000
-
11000-
10000
-I
Table
3:
Selected thermal properties of single salts,
binary eutectic mixtures
[
101 and of A-glass.
pL
=
100
kPa
1
14001
I
I
I
432
(mix.C\
1
I
Softening Point
of
A-Glass
=
600
"C
I
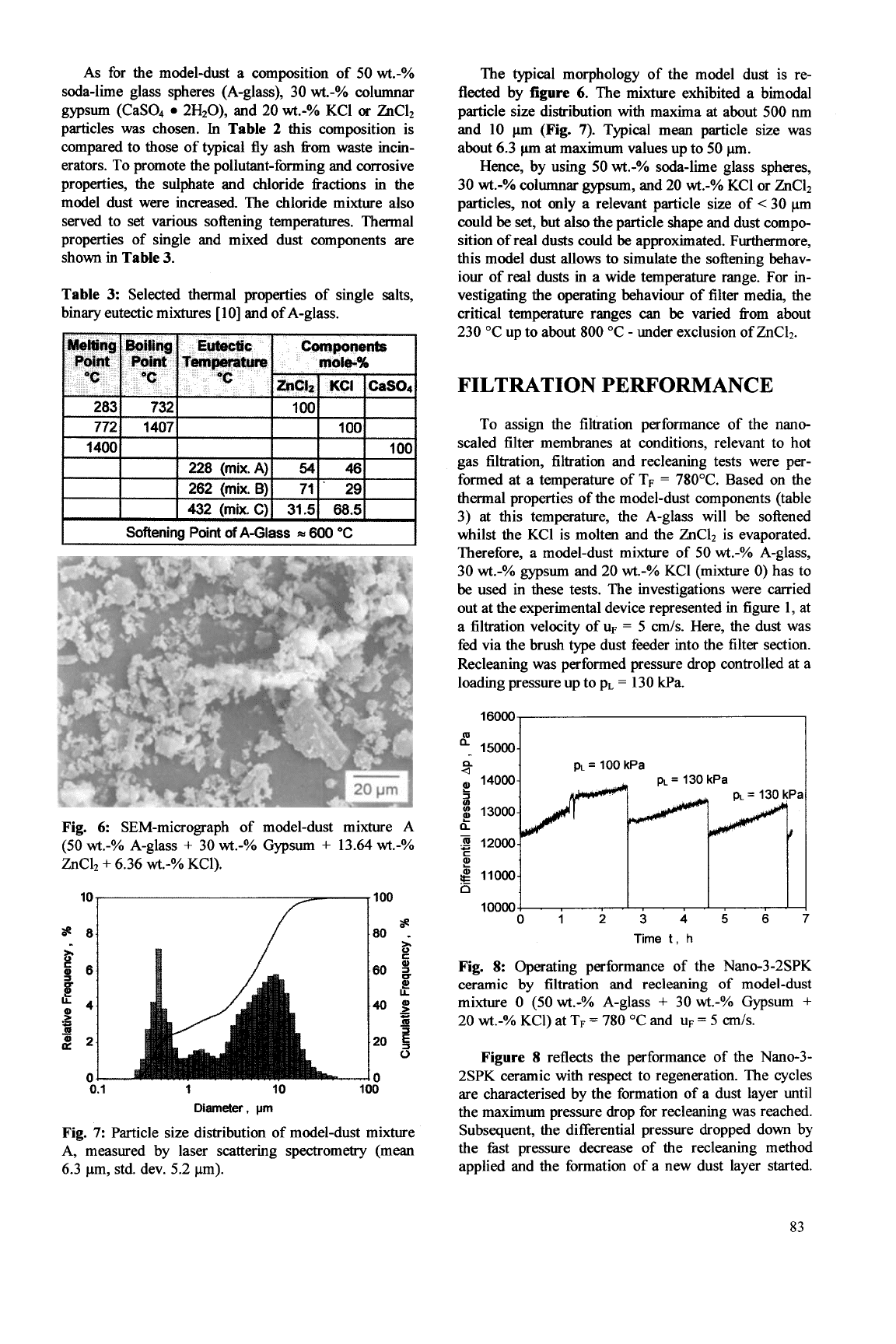
Fig.
6:
SEM-micrograph of model-dust mixture A
(50
wt.-%
A-glass
+
30
wt.-%
Gypsum
+
13.64
wt.-%
ZnCl2
+
6.36
wt.-%
KCI).
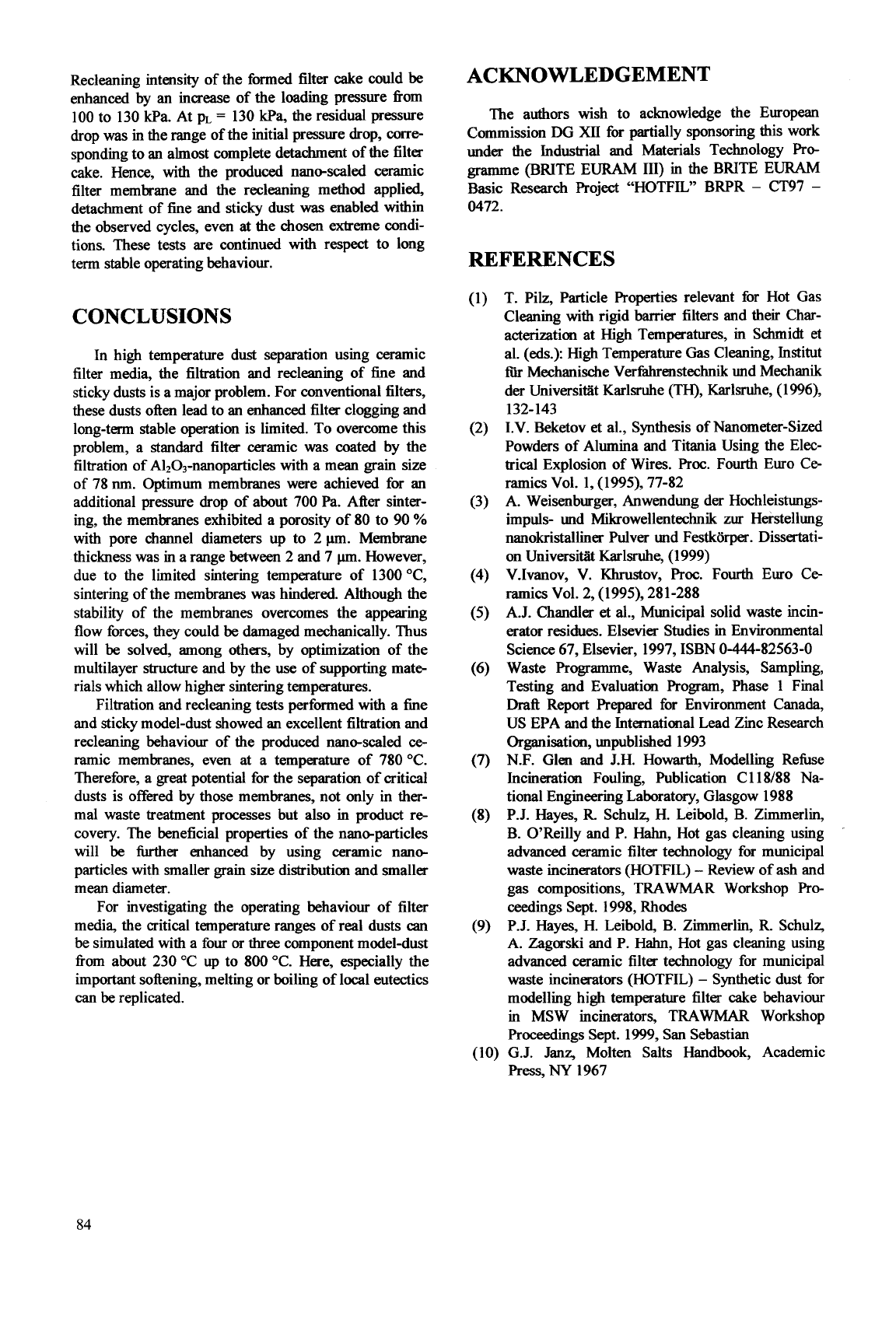
0.1 1 10 100
Diameter,
pm
Fig.
7:
Particle size distribution of model-dust mixture
A, measured by laser scattering spectrometry (mean
6.3 pm, std. dev. 5.2 pm).
The typical morphology
of
the model dust is re-
flected
by
figure
6.
The mixture exhibited a bimodal
particle size distribution with maxima at about
500
nm
and 10
pm
(Fig.
7).
Typical mean particle size was
about 6.3
pm
at maximum values up to
50
pm.
Hence, by using
50
wt.-%
soda-lime glass spheres,
30
wt.-%
columnar
gypsum,
and
20
wt.-%
KCI or ZnC12
particles, not only a relevant particle size of
<
30 pm
could
be
set,
but also the particle shape and dust compo-
sition of real dusts could
be
approximated. Furthermore,
this model dust allows to simulate the softening behav-
iour of real dusts in a wide temperature range. For
in-
vestigating the operating behaviour of filter media, the
critical temperature ranges
can
be
varied fiom about
230 "C up to about 800 "C
-
under exclusion of ZnCl?.
FILTRATION
PERFORMANCE
To
assign the filtration performance of the nano-
scaled filter membranes at conditions, relevant to hot
gas filtration, filtration and recleaning tests were per-
formed at a temperature of
TF
=
780°C. Based on the
thermal properties of the model-dust components (table
3) at this temperature, the A-glass will be softened
whilst the
KCI
is molten and the ZnC12 is evaporated.
Therefore, a model-dust mixture of
50
wt.-%
A-glass,
30
wt.-%
gypsum and 20
wt.-%
KCI (mixture
0)
has to
be used in these tests. The investigations were carried
out at the experimental device represented in figure 1, at
a filtration velocity of uF
=
5
cm/s. Here, the dust was
fed via
the
brush type dust feeder into the filter section.
Recleaning was performed pressure drop controlled at a
loading pressure up to pL
=
130 kPa.
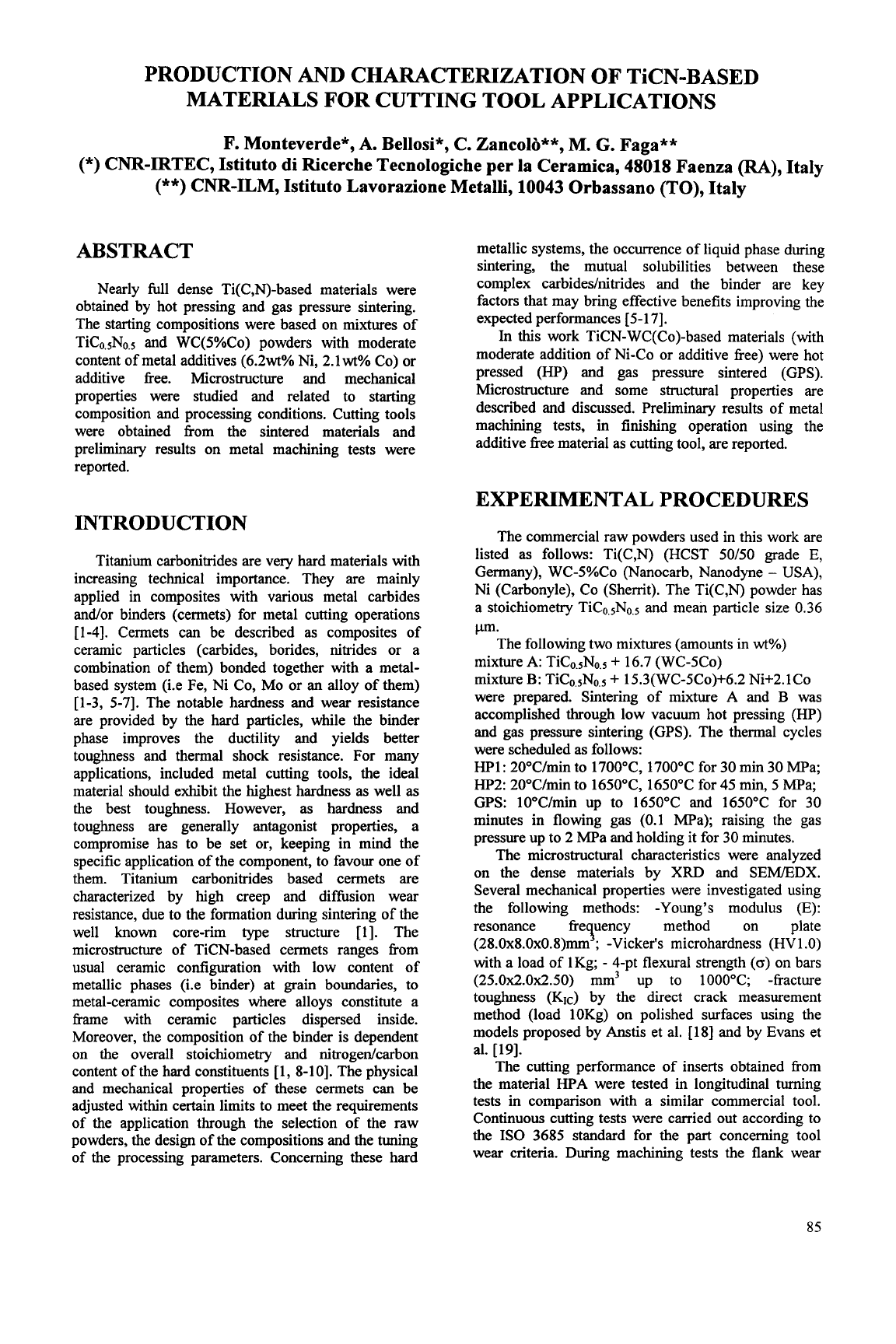
Fig.
8:
Operating performance of the Nano-3-2SPK
ceramic
by
filtration
and
recleaning of model-dust
mixture
0
(50wt.-%
A-glass
+
30
wt.-%
Gypsum
+
20
wt.-%
KCl) at TF
=
780 "C and
UF
=
5
c~/s.
Figure
8
reflects the performance of the Nano-3-
2SPK ceramic with respect to regeneration. The cycles
are characterised by the formation of a dust layer until
the maximum pressure drop for recleaning was reached.
Subsequent, the differential pressure dropped down by
the
fast pressure decrease of the recleaning method
applied and the formation of a new dust layer started.
83
Recleaning intensity of the formed filter cake could be
enhanced by an increase of the loading pressure fiom
100 to 130 kPa. At pL
=
130 kPa, the residual pressure
drop was in the range of the initial pressure drop,
corre-
sponding to an almost complete detachment of the filter
cake. Hence, with the produced nano-scaled ceramic
filter membrane and the recleaning method applied,
detachment of fine and sticky dust
was
enabled within
the observed cycles, even at the
chosen
extreme condi-
tions. These tests are continued with respect to long
term
stable operating behaviour.
CONCLUSIONS
In high temperature dust separation using ceramic
filter media, the filtration and recleaning of fine and
sticky dusts is a major problem. For conventional filters,
these dusts often lead to an enhanced filter clogging and
long-term stable operation is limited. To overcome
this
problem, a standard filter ceramic
was
coated by the
filtration of A1203-nanoparticles with a mean grain size
of 78
nm.
Optimum membranes were achieved for an
additional pressure drop of about 700
Pa.
After sinter-
ing, the membranes exhibited a porosity of 80 to 90
%
with pore channel diameters up to 2
pm.
Membrane
thickness was in a range
between
2 and 7 pm. However,
due to the limited sintering temperature of 1300"C,
sintering
of
the membranes was hindered. Although the
stability
of
the membranes overcomes the appearing
flow forces, they could be damaged mechanically. Thus
will
be
solved, among others, by optimization of the
multilayer structure and by the
use
of supporting mate-
rials which allow higher sintering temperatures.
Filtration and recleaning tests performed with a he
and sticky model-dust showed an excellent filtration and
recleaning behaviour
of
the produced nano-scaled
ce-
ramic membranes, even at a temperature
of
780°C.
Therefore, a great potential for the separation of critical
dusts is offered by those membranes, not only in ther-
mal waste treatment processes but also in product re-
covery. The beneficial properties of the nano-particles
will be further enhanced by using ceramic nano-
particles with smaller grain size distribution and smaller
mean diameter.
For investigating the operating behaviour of filter
media, the critical temperature ranges of real dusts
can
be simulated with a
four
or
three
component model-dust
fiom about 230
"C
up to 800 "C. Here, especially the
important softening, melting or boiling
of
local eutectics
can be replicated.
ACKNOWLEDGEMENT
The authors wish to acknowledge the European
Commission DG
XII
for partially sponsoring this work
under the Industrial and Materials Technology
Pro-
gramme (BRITE EURAM
111)
in the BRITE EURAM
Basic Research Project "HOTFIL" BRPR
-
CT97
-
0472.
REFERENCES
T. Pilz, Particle Properties relevant for Hot Gas
Cleaning with rigid barrier filters and their Char-
acterization at High Temperatures, in Schmidt et
al.
(eds.):
High Temperature
Gas
Cleaning, Institut
f3r
Mechanische Verhhrenstechnik und Mechanik
der Universitiit Karlsruhe (TH), Karlsruhe,
(
1996),
I.V. Beketov et al., Synthesis of Nanometer-Sized
Powders of Alumina and Titania Using the Elec-
trical Explosion of Wires. Roc. Fourth Euro Ce-
ramics Vol. 1, (1995), 77-82
A. Weisenburger, Anwendung der Hochleistungs-
impuls- und Mikrowellentechnik
zur
Herstellung
nanokristalliner pulver und Festkiirper. Dissertati-
on Universim Karlsruhe, (1 999)
V.Ivanov, V. Khrustov,
Proc.
Fourth Euro Ce-
ramics Vol. 2, (1995), 281-288
A.J. Chandler et al., Municipal solid waste incin-
erator residues. Elsevier Studies in Environmental
Science 67, Elsevier, 1997, ISBN 0-444-82563-0
Waste Programme, Waste Analysis, Sampling,
Testing and Evaluation Program, Phase 1 Final
Draft Report Prepared for Environment Canada,
US EPA and the International Lead Zinc Research
Organisation, unpublished 1993
N.F. Glen and J.H. Hod, Modelling Refhe
Incineration Fouling, Publication C 1 18/88 Na-
tional Engineering Laboratory, Glasgow 1988
P.J. Hayes,
R
Schulz, H. Leibold, B. Zimmerlin,
B. O'Reilly and P.
Hahn,
Hot gas cleaning using
advanced ceramic filter technology for municipal
waste incinerators (HOTFIL)
-
Review of ash and
gas compositions, TRAWMAR Workshop Pro-
ceedings Sept. 1998, Rhodes
P.J. Hayes, H. Leibold, B. Zimmerlin, R. Schulz,
A. Zagorski and
P.
Hahn,
Hot gas cleaning using
advanced ceramic filter technology for municipal
waste incinerators (HOTFIL)
-
Synthetic dust for
modelling high temperature filter cake behaviour
in MSW incinerators, TRAWMAR Workshop
Proceedings Sept. 1999, San Sebastian
132- 143
(10) G.J. Janz, Molten Salts Handbook, Academic
Press,
NY
1967
84
PRODUCTION AND CHARACTERIZATION OF TiCN-BASED
MATERIALS FOR CUTTING TOOL APPLICATIONS
F. Monteverde*,
A.
Bellosi*, C. Zancolij**, M.
G.
Faga**
(*)
CNR-IRTEC, Istituto di Ricerche Tecnologiche per la Cerarnica,
48018
Faenza
(RA),
Italy
(**)
CNR-ILM, Istituto Lavorazione Metalli, 10043 Orbassano
(TO),
Italy
ABSTRACT
Nearly full dense Ti(C,N)-based materials were
obtained by hot pressing and gas pressure sintering.
The starting compositions were based on mixtures of
TiCo.5No.5 and WC(S%Co) powders with moderate
content of metal additives (6.2wt% Ni, 2.lwt% Co) or
additive fiee. Microstructure and mechanical
properties were studied and related to starting
composition and processing conditions. Cutting tools
were obtained fiom the sintered materials and
preliminary results on metal machining tests were
reported.
INTRODUCTION
Titanium carbonitrides are very hard materials with
increasing technical importance. They are mainly
applied in composites with various metal carbides
and/or binders (cermets) for metal cutting operations
[I-41. Cermets can be described as composites
of
ceramic particles (carbides, borides, nitrides or a
combination of them) bonded together with a metal-
based system (i.e Fey Ni Co, Mo or an alloy
of them)
[l-3, 5-71. The notable hardness and wear resistance
are provided by the hard particles, while the binder
phase improves the ductility and yields better
toughness and thermal shock resistance. For many
applications, included metal cutting tools, the ideal
material should exhibit the highest hardness as well
as
the best toughness. However, as hardness and
toughness are generally antagonist properties, a
compromise has to be set or, keeping in mind the
specific application of the component, to favour one of
them. Titanium carbonitrides based cermets are
characterized by high creep and difhsion wear
resistance, due to the formation during sintering of the
well
known core-rim type structure
[l].
The
microstructure of TiCN-based cermets ranges fiom
usual ceramic configuration with low content of
metallic phases (i.e binder) at grain boundaries, to
metal-ceramic composites where alloys constitute a
frame with ceramic particles dispersed inside.
Moreover, the composition of the binder is dependent
on the overall stoichiometry and nitrogedcarbon
content of the hard constituents [l, 8-10]. The physical
and mechanical properties of these cermets can be
adjusted within certain limits to meet the requirements
of the application through the selection
of the raw
powders, the design of the compositions and the tuning
of the processing parameters. Concerning these hard
metallic systems, the occurrence of liquid phase during
sintering, the mutual solubilities between these
complex carbideslnitrides and the binder are key
factors that may bring effective benefits improving the
expected performances [5-171.
In
this
work TiCN-WC(Co)-based materials (with
moderate addition of Ni-Co or additive fiee) were hot
pressed
(HP) and gas pressure sintered (GPS).
Microstructure and some structural properties are
described and discussed. Preliminary results of metal
machining tests, in finishing operation using the
additive fiee material as cutting tool, are reported.
EXPERIMENTAL PROCEDURES
The commercial raw powders used in this work are
listed as follows: Ti(C,N) (HCST
50/50
grade E,
Germany), WC-S%Co (Nanocarb, Nanodyne
-
USA),
Ni (Carbonyle), Co (Sherrit). The Ti(C,N) powder has
a stoichiometry TiCo.sNo.5 and mean particle size 0.36
w*
The following two mixtures (amounts in
wt%)
mixture
A:
TiCo.5No.5
+
16.7 (WC-5Co)
mixture
B:
TiCo.5No.5
+
15.3(WC-5Co)+6.2 Ni+2.lCo
were prepared. Sintering of mixture A and
B was
accomplished through low vacuum hot pressing
(HP)
and gas pressure sintering (GPS). The thermal cycles
were scheduled as follows:
HP1: 20"C/min to 1700"C, 1700°C for 30 min 30 MPa;
HP2: 20"C/min to 1650"C, 1650°C for 45 min,
5
MPa;
GPS: 10"C/min up to 1650°C and 1650°C for 30
minutes in flowing gas (0.1
ma); raising the gas
pressure up to 2 MPa and holding it for 30 minutes.
The microstructural characteristics were analyzed
on the dense materials by XRD and SEM/EDX.
Several mechanical properties were investigated using
the following methods: -Young's modulus
(E):
resonance fie uency method on plate
(28.0x8.0x0.8)mm
;
-Vicker's microhardness (HV1
.O)
with a load of 1Kg;
-
4-pt flexural strength
(0)
on bars
(25.0~2.0~2.50)
mm3
up to 1000°C; -fracture
toughness
(Klc)
by the direct crack measurement
method (load 10Kg) on polished surfaces using the
models proposed by Anstis et al.
[
181 and by Evans et
al. [19].
The cutting performance
of
inserts obtained fiom
the material
HPA
were tested
in
longitudinal turning
tests in comparison with a similar commercial tool.
Continuous cutting tests were carried out according to
the
IS0
3685 standard for the part concerning tool
wear criteria. During machining tests the flank wear
9
85
evolution was monitored using an optical microscope.
SEM analyses were performed on the cutting tool
after
the tests.
Sample
#
HPA
HPB
GPSB1
RESULTS
AND
DISCUSSION
Thermal Atmosphere Density Mean Crystalline
cycle Grain size phases
HP1 Vacuum
5.75
100
0.55
(Ti,W)(C,N), TKN)
HP2 Vacuum 5.82 98
0.75
(Ti,WC,N), Ti(C,N)
binder (a=0.354
nm)
GPS N2 5.92 99.8
0.6
(Ti,W)(C,N), Ti(C,N)
gr/cm3
YO
Cun
Microstructure
GPSB2
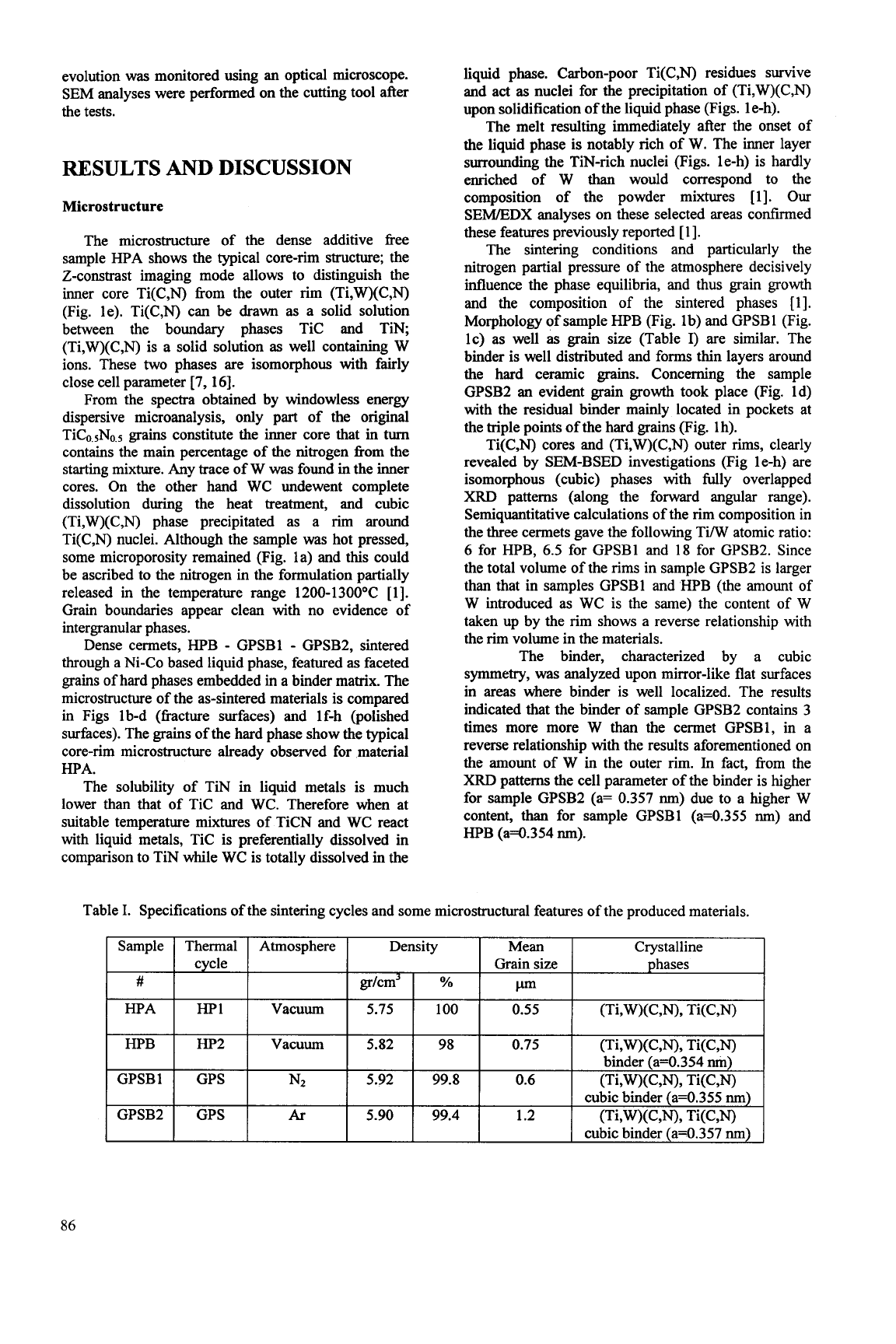
The microstructure of the dense additive fiee
sample HPA shows the typical core-rim structure; the
Z-constrast imaging mode allows to distinguish the
inner core Ti(C,N) fiom the outer rim (Ti,W)(C,N)
(Fig. le). Ti(C,N) can be drawn as a solid solution
between the boundary phases TIC and TiN,
(Ti,W)(C,N) is a solid solution
as
well containing W
ions. These two phases are isomorphous with fairly
close cell parameter
[7,
161.
From the spectra obtained by windowless energy
dispersive microanalysis, only part of the original
TiCo.sNo.5 grains constitute the inner core that in
turn
contains the main percentage of the nitrogen fiom the
starting mixture.
Any
trace of W was found in the inner
cores. On the other hand WC undewent complete
dissolution during the heat treatment, and cubic
(Ti,W)(C,N) phase precipitated as a
rim
around
Ti(C,N) nuclei. Although the sample was hot pressed,
some microporosity remained (Fig. la) and
this
could
be ascribed to the nitrogen in the formulation partially
released in the temperature range 1200-1300OC [l].
Grain boundaries appear clean with no evidence
of
intergranular phases.
Dense cermets, HPB
-
GPSB1
-
GPSB2, sintered
through a Ni-Co based liquid phase, featured
as
faceted
grains of hard phases embedded in a binder matrix. The
microstructure
of the as-sintered materials is compared
in Figs lb-d (fkacture surfaces) and lf-h (polished
surfaces). The grains of the hard phase show the typical
core-rim microstructure already observed for material
HPA.
The solubility of TiN in liquid metals is much
lower than that of Tic and WC. Therefore when at
suitable temperature mixtures of TiCN and WC react
with liquid metals, Tic is preferentially dissolved in
comparison to TiN while WC is totally dissolved in the
cubic binder (a=0.355
nm)
cubic binder (a=0.357
nm)
GPS
Ar
5.90 99.4 1.2 (TiW)(C,N), Ti(C,N)
liquid phase. Carbon-poor Ti(C,N) residues survive
and act
as
nuclei for the precipitation of (Ti,W)(C,N)
upon solidification of the liquid phase (Figs. le-h).
The melt resulting immediately after the onset of
the liquid phase
is
notably rich of W. The inner layer
surrounding the TiN-rich nuclei (Figs. le-h) is hardly
enriched of W than would correspond to the
composition of the powder mixtures [l]. Our
SEMEDX analyses on these selected areas confiied
these features previously reported
[
1
1.
The sintering conditions and particularly the
nitrogen partial pressure of the atmosphere decisively
influence the phase equilibria, and thus grain growth
and the composition of the sintered phases [l].
Morphology of sample HPB (Fig. lb) and GPSBl (Fig.
lc)
as well as grain size (Table I) are similar. The
binder is well distributed and forms thin layers around
the hard ceramic grains. Concerning the sample
GPSB2 an evident grain
growth took place (Fig. Id)
with the residual binder mainly located in pockets at
the triple points of the hard grains (Fig. 1 h).
Ti(C,N) cores and (Ti,W)(C,N) outer rims, clearly
revealed by SEM-BSED investigations (Fig le-h) are
isomorphous (cubic) phases with fully overlapped
XRD patterns (along the forward angular range).
Semiquantitative calculations of the rim composition in
the three cermets gave the following Tim atomic ratio:
6
for HPB,
6.5
for GPSB1 and 18 for GPSB2. Since
the total volume of the rims in sample GPSB2 is larger
than that in samples GPSBl and HPB (the amount of
W introduced as WC is the same) the content of W
taken up by the rim shows a reverse relationship with
the rim volume in the materials.
The binder, characterized by a cubic
symmetry,
was
analyzed upon mirror-like flat surfaces
in areas where binder is well localized. The results
indicated that the binder of sample GPSB2 contains 3
times more more W than the cermet GPSB1, in a
reverse relationship with the results aforementioned on
the amount of W in the outer rim. In fact, fiom the
XRD patterns the cell parameter of the binder is higher
for sample GPSB2 (a=
0.357
nm)
due to a higher W
content, than for sample GPSB1 (a=0.355
nm)
and
HPB (a4.354
nm).
Table I. Specifications of the sintering cycles and some microstructural features of the produced materials.
86
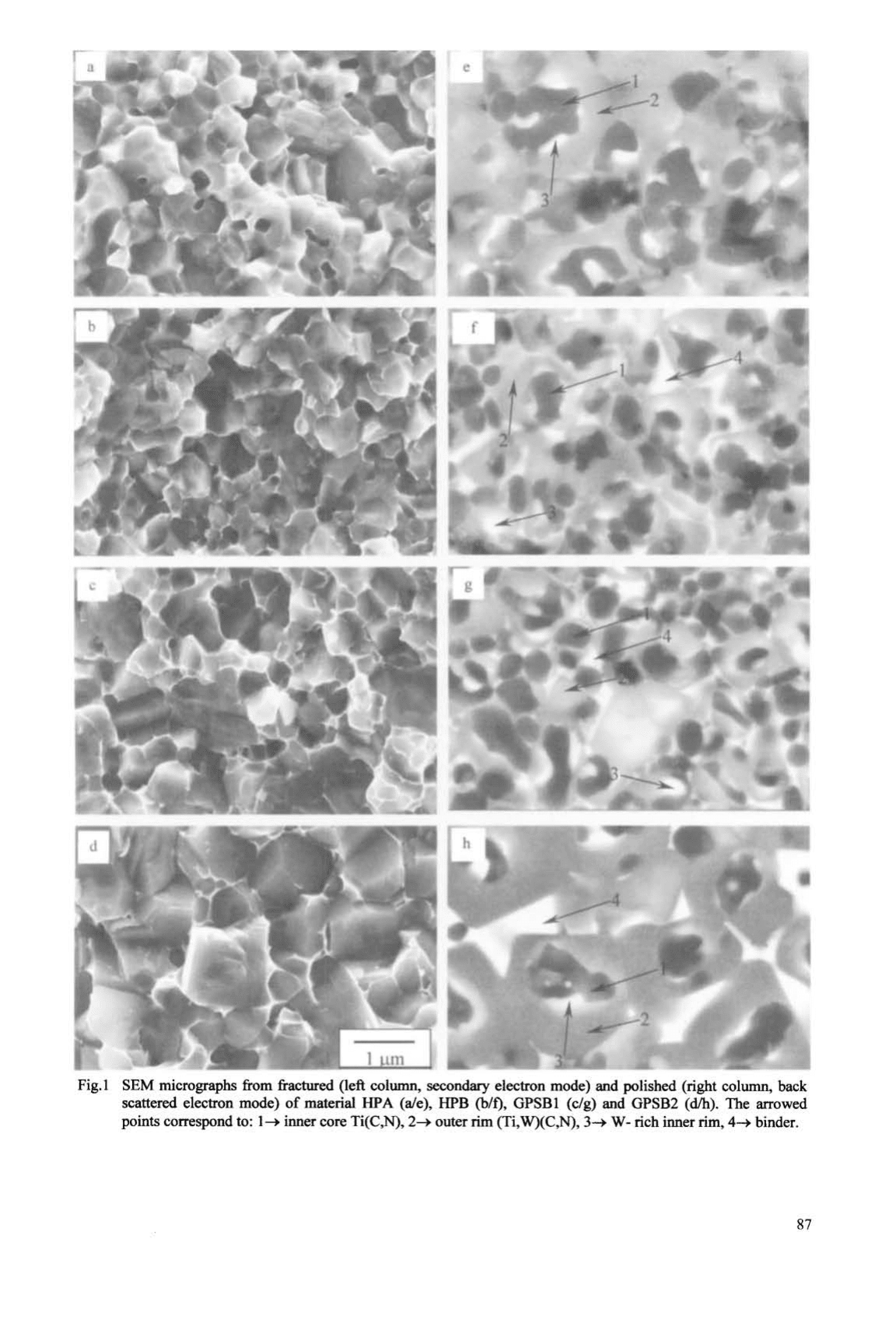
Fig.
SEM
micrographs from fractured (left column, seconury electron mode) and polished (right column, back
scattered electron mode)
of
material HPA (de). HPB
@If),
GPSB1 (c/g) and GPSB2
(a).
The arrowed
points correspond to:
1-
inner core Ti(C,N), 2+ outer rim (Ti,W)(C,N),
3-+
W-
rich inner rim,
4+
binder.
87
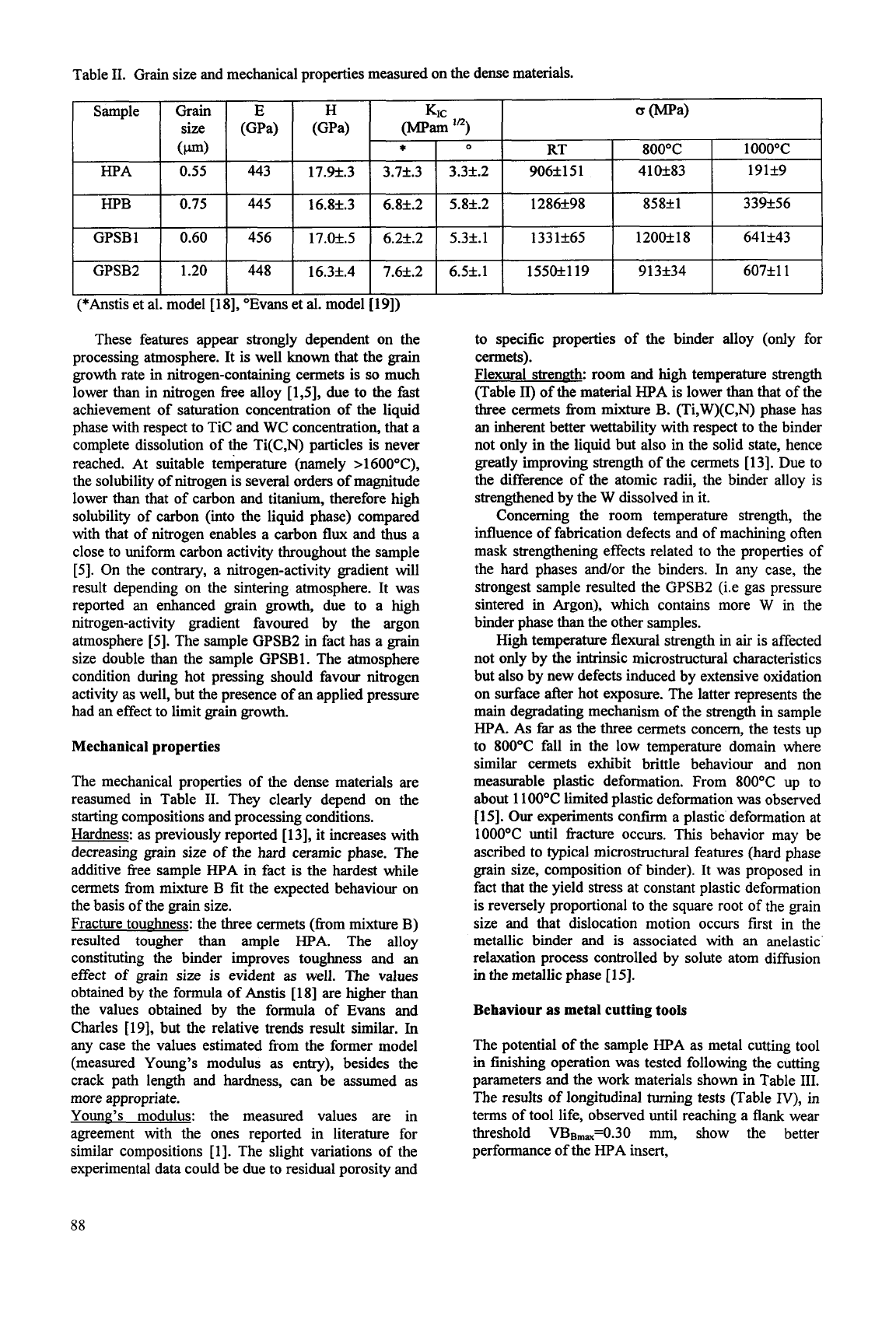
Table 11.
Grain
size and mechanical properties measured on the dense materials.
(*Anstis et al. model [18], "Evans et al. model [19])
These features appear strongly dependent on the
processing atmosphere. It is well
known
that the grain
growth rate in nitrogen-containing cermets is
so
much
lower than in nitrogen fiee alloy [1,5], due to
the
fast
achievement of saturation concentration of the liquid
phase with respect to Tic and WC concentration, that a
complete dissolution of the Ti(C,N) particles
is
never
reached. At suitable temperature (namely >1 600"C),
the solubility of nitrogen is several orders of magnitude
lower than that of carbon and titanium, therefore high
solubility of carbon (into the liquid phase) compared
with that of nitrogen enables a carbon
flux
and thus a
close to uniform carbon activity throughout the sample
[5]. On the contrary, a nitrogen-activity gradient will
result depending on the sintering atmosphere. It
was
reported an enhanced grain growth, due to a high
nitrogen-activity gradient favoured by the argon
atmosphere [5]. The sample GPSB2 in fact has a grain
size double than the sample GPSB1. The atmosphere
condition during hot pressing should favour nitrogen
activity as well, but the presence of
an
applied pressure
had an effect to limit grain growth.
Mechanical properties
The mechanical properties of
the
dense materials are
reasumed in Table 11. They clearly depend on the
starting compositions and processing conditions.
Hardness: as previously reported [13], it increases with
decreasing grain size
of
the hard ceramic phase. The
additive fiee sample HPA in fact is the hardest while
cermets fiom mixture B fit the expected behaviour on
the basis of the grain size.
Fracture toughness: the three cermets (fiom mixture B)
resulted tougher than ample
HPA.
The alloy
constituting the binder improves toughness and an
effect
of
grain size is evident
as
well. The values
obtained by the formula of Anstis
[
181
are higher than
the values obtained by the formula of Evans and
Charles
[19], but the relative trends result similar.
In
any case the values estimated fiom the former model
(measured Young's modulus as entry), besides the
crack path length and hardness, can be assumed as
more appropriate.
Young's modulus: the measured values are in
agreement with the ones reported in literature for
similar compositions [l]. The slight variations of the
experimental data could be due to residual porosity and
to specific properties of the binder alloy (only for
cermets).
Flexural strength room and high temperature strength
(Table
II)
of the material HPA is lower
than
that of the
three cermets from mixture
B. (Ti,W)(C,N) phase has
an inherent better wettability with respect to the binder
not only in the liquid but also in the solid state, hence
greatly improving strength
of the cermets [13]. Due to
the difference of the atomic radii, the binder alloy is
strengthened by the
W
dissolved in it.
Concerning the room temperature strength,
the
influence of fabrication defects and of machining often
mask strengthening effects related to the properties of
the hard phases andor the binders. In any case, the
strongest sample resulted the GPSB2 (i.e gas pressure
sintered in Argon), which contains more
W
in the
binder phase than the other samples.
High temperature flexural strength in air is affected
not only by the intrinsic microstructural characteristics
but also by new defects induced by extensive oxidation
on surface after hot exposure. The latter represents the
main degradating mechanism of the strength in sample
HPA. As far as the three cermets concern, the tests up
to 800°C fall in the low temperature domain where
similar cermets exhibit brittle behaviour and non
measurable plastic deformation. From
800°C up to
about 1 100°C limited plastic deformation was observed
[15]. Our experiments confii a plastic deformation at
1000°C until fiacture occurs. This behavior may be
ascribed to typical microstructural features (hard phase
grain size, composition
of binder). It was proposed in
fact that the yield stress at constant plastic deformation
is reversely proportional to the square root of the grain
size and that dislocation motion occurs first in the
metallic binder and is associated
with
an anelastic
relaxation process controlled by solute atom diffusion
in the metallic phase
[
151.
Behaviour
as
metal cutting tools
The potential of the sample HPA as metal cutting tool
in finishing operation was tested following the cutting
parameters and the work materials shown in Table 111.
The results
of
longitudinal turning tests (Table IV), in
terms of tool life, observed until reaching a flank wear
threshold VB~,,=0.30
mm,
show the better
performance of the HPA insert,
88
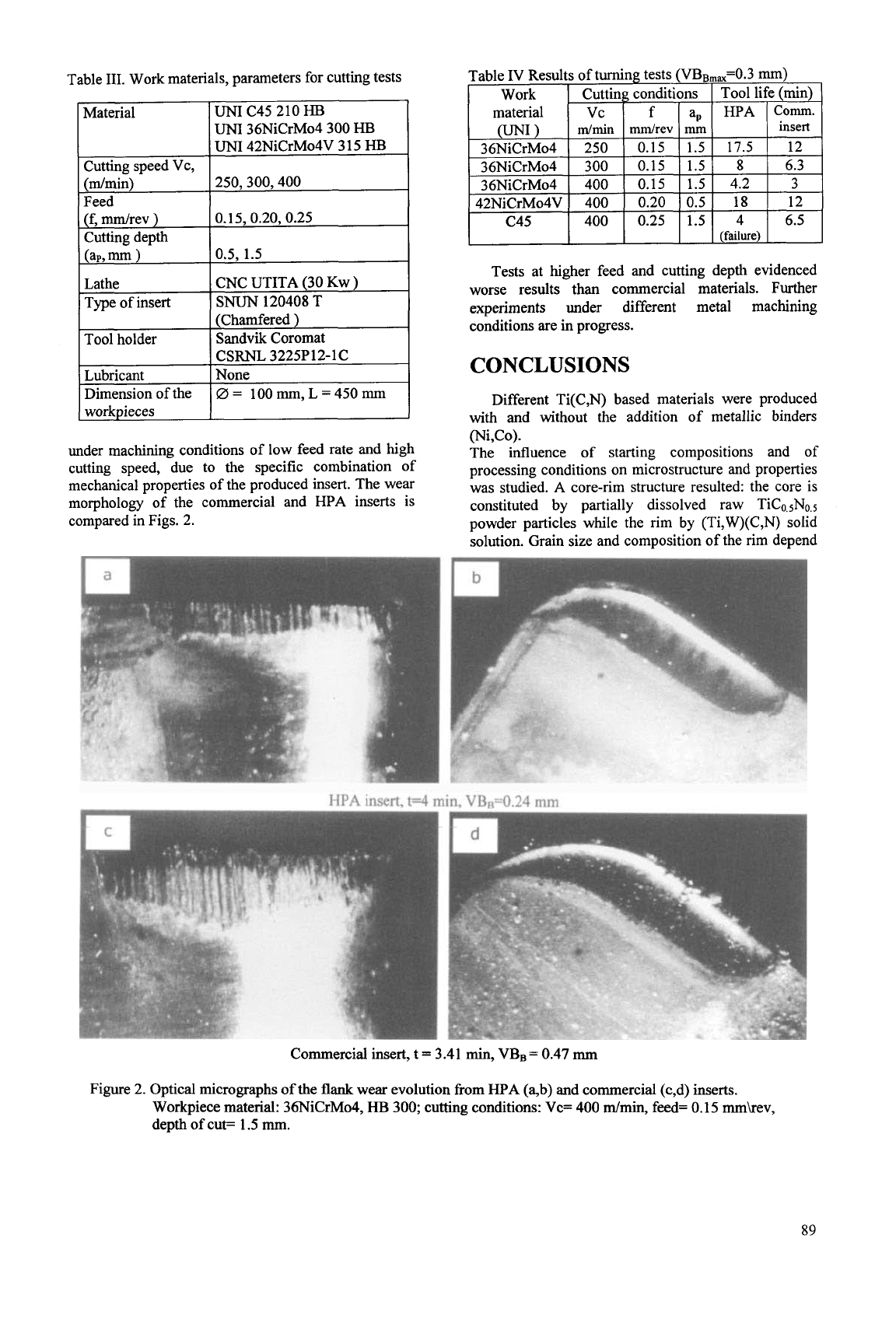
Table 111. Work materials, parameters for cutting tests
Material
Cutting speed Vc,
(dmin)
Feed
(f,
&rev
)
Cutting depth
(ap,
mm
1
UNI c45 210
HB
UNI
36NiCrMo4 300
HB
UNI
42NiCrMo4V 3 15
HB
250,300,400
0.15,0.20,0.25
0.5,
1.5
Lathe
Type of insert
Toolholder
CNC UTITA
(30
Kw
)
SNUN
120408 T
Lubricant
Dimension of the
workpieces
(Chamfered
)
Sandvik Coromat
None
0=
lOOmm,L=450mm
CSRNL 3225P12-1C
under machining conditions of low feed rate and high
cutting speed, due to the specific combination of
mechanical properties of the produced insert. The wear
morphology of the commercial and HPA inserts is
compared in Figs. 2.
Table IV Results of turning tests
(vB~,,,,=0.3
mm)
Work Cutting conditions
I
Tool life (min)
material f
I
a,,
I
HPA
[Corn.
Tests at higher feed and cutting depth evidenced
worse results than commercial materials. Further
experiments under different metal machining
conditions are in progress.
CONCLUSIONS
Different Ti(C,N) based materials were produced
with and without the addition of metallic binders
(Ni,Co).
The influence
of
starting compositions and of
processing conditions on microstructure and properties
was studied. A core-rim structure resulted: the core is
constituted by partially dissolved raw TiCo,5No.s
powder particles while the rim by (Ti,W)(C,N) solid
solution. Grain size and composition of the rim depend
HPA
insert.
t=4
min.
VBR=0.24
mm
Commercial insert, t
=
3.41
min,
VBB
=
0.47
mm
Figure 2. Optical micrographs of the
flank
wear evolution from HF'A (a,b) and commercial (c,d) inserts.
Workpiece material: 36NiCrMo4,
HB
300; cutting conditions: Vc= 400
dmin,
feed=
0.15
mmhev,
depth of cut=
1.5
mm.
89
mainly on the sintering atmosphere. Gas pressure
sintering under argon favours grain growth, less
amount of W in the rim of the hard grains and more W
in the binder phase, in comparison to cermet gas
pressure sintered under nitrogen or hot pressed in
vacuum.
These features influence mechanical properties. Gas
pressure sintered cermets exhibited the highest strength
in comparison to the hot pressed one. The presence of a
binder effectively strengthened and toughened these
carbonitrides.
Preliminary tests on material
HPA
as metal machining
tool evidenced better performance
than
commercial
inserts under finishing operations at low feed rate and
cutting depth.
c
a
0
p
Ti
1
1
-
As-sintered
0
1 2
3
4
5
KeV
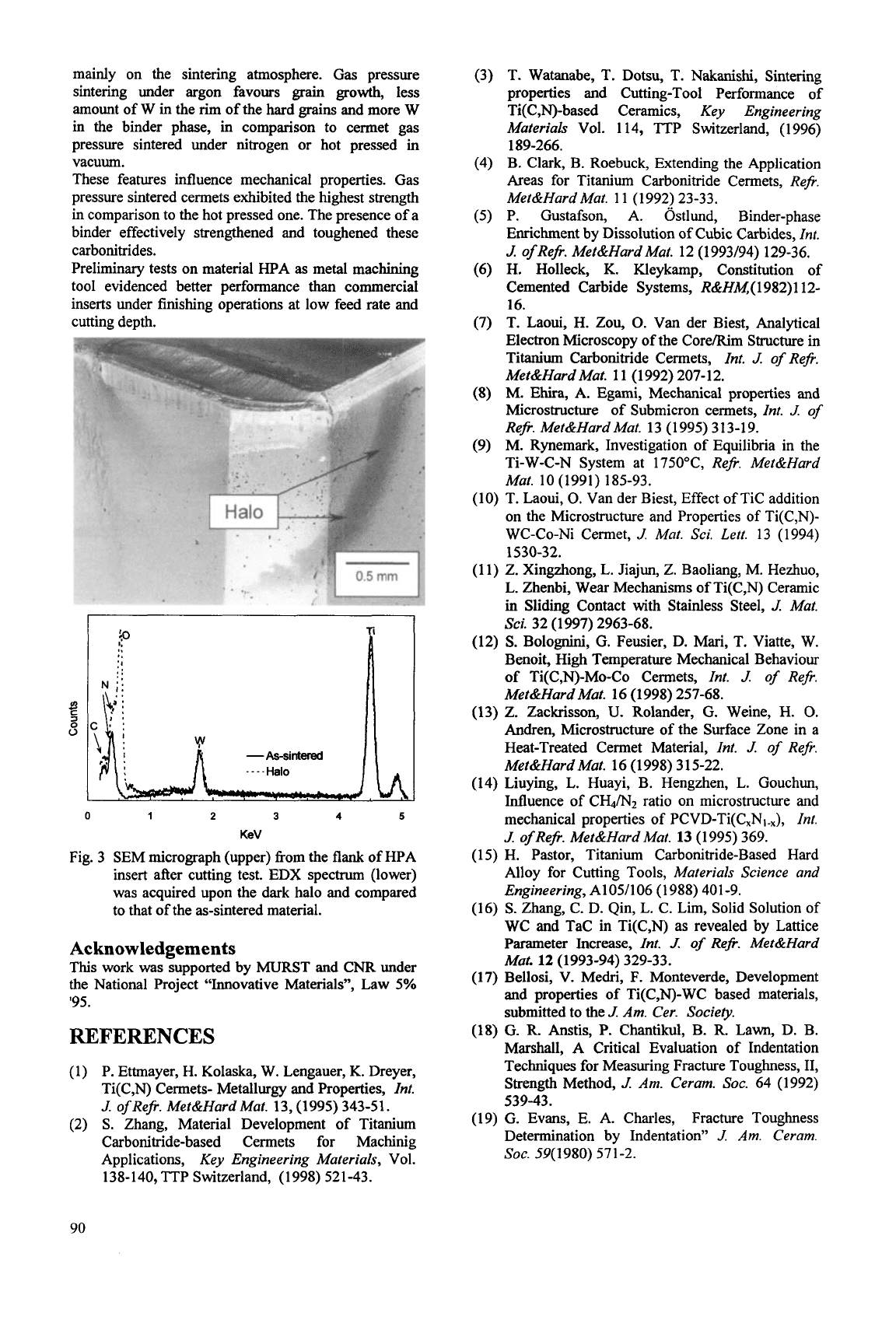
Fig.
3
SEM micrograph (upper) fiom the flank of HPA
insert after cutting test. EDX spectrum (lower)
was acquired upon the dark halo and compared
to that of the as-sintered material.
Acknowledgements
This work
was
supported by MURST and
CNR
under
the National Project “Innovative Materials”, Law
5%
‘95.
REFERENCES
(1)
P. Ettmayer, H. Kolaska, W. Lengauer,
K.
Dreyer,
Ti(C,N) Cermets- Metallurgy and Properties,
Int.
J.
ofRefi. Met&Hard Mat,
13,
(1995) 343-51.
(2)
S.
Zhang, Material Development of Titanium
Carbonitride-based Cermets for Machinig
Applications,
Key Engineering Materials,
Vol.
138-140,
TTP Switzerland,
(1998) 521-43.
T. Watanabe, T. Dotsu, T. Nakanishi, Sintering
properties and Cutting-Tool Performance
of
Ti(C,N)-based Ceramics,
Key Engineering
Materials
Vol.
114,
TTP Switzerland,
(1996)
B. Clark, B. Roebuck, Extending the Application
Areas for Titanium Carbonitride Cermets,
Refi.
Met&HardMat.
11
(1992) 23-33.
P. Gustafson, A. Ostlund, Binder-phase
Enrichment by Dissolution of Cubic Carbides,
Int.
J
of
Rep. Met&Hard
Mat.
12 (1 993194) 129-36.
H. Holleck,
K.
Kleykamp, Constitution of
Cemented Carbide Systems,
R&HM,(
1982)112-
16.
T. Laoui, H. Zou,
0.
Van der Biest, Analytical
Electron Microscopy of the CoreRim Structure in
Titanium Carbonitride Cermets,
Int.
J.
of Refi.
Met&Hard Mat.
1
1
(1 992) 207- 12.
M.
Ehira,
A.
Egami, Mechanical properties and
Microstructure
of Submicron cermets,
Znt.
J.
of
Ref?, Met&HardMaf.
13
(1995) 313-19.
M. Rynemark, Investigation of Equilibria in the
Ti-W-C-N System at
175OoC,
Refi. MefhHard
Mat.
10 (1991) 185-93.
189-266.
(10)
T. Laoui,
0.
Van der Biest, Effect of Tic addition
on the Microstructure and Properties
of
Ti(C,N)-
WC-Co-Ni Cermet,
J.
Mof.
Sci.
Left.
13
(1994)
(1 1)
Z. Xingzhong, L. Jiajun, Z. Baoliang, M. Hezhuo,
L. Zhenbi, Wear Mechanisms of Ti(C,N) Ceramic
in
Sliding Contact with Stainless Steel,
J.
Mat.
Sci.
32 (1997) 2963-68.
(12)
S.
Bolognini, G. Feusier, D. Mari, T. Viatte, W.
Benoit, High Temperature Mechanical Behaviour
of Ti(C,N)-Mo-Co Cermets,
Int.
J.
of
Re$-.
Met&Hard Mat.
16 (1 998) 257-68.
(13)
Z. Zackrisson,
U.
Rolander, G. Weine,
H.
0.
Andren, Microstructure of the Surface Zone in a
Heat-Treated Cermet Material,
Int.
J.
of
Refi.
Met&Hard Mat.
16 (1 998)
3
15-22.
(14)
Liuying, L. Huayi, B. Hengzhen, L. Gouchun,
Influence
of
CH4/N2 ratio on microstructure and
mechanical properties
of
PCVD-Ti(C,N,-,),
Znt.
J.
of
Refi. Met&Hard
Mat.
13
(1
995) 369.
(1
5)
H. Pastor, Titanium Carbonitride-Based Hard
Alloy for Cutting Tools,
Materials Science and
Engineering,
A105/106 (1988) 401-9.
(16)
S.
Zhang, C. D. Qin,
L.
C. Limy Solid Solution of
WC and TaC in Ti(C,N) as revealed by Lattice
Parameter Increase,
Int.
J.
of
Refi.
Met&Hard
Mat.
12
(1993-94) 329-33.
(1
7)
Bellosi,
V.
Medri, F. Monteverde, Development
and properties of Ti(C,N)-WC based materials,
submitted to the
J.
Am. Cer. Society.
(18)
G.
R.
Anstis, P. Chantikul, B.
R.
Lawn,
D. B.
Marshall,
A
Critical Evaluation of Indentation
Techniques for Measuring Fracture Toughness, 11,
Strength Method,
J.
Am. Ceram.
SOC.
64 (1992)
539-43.
Fracture Toughness
Determination by Indentation”
J.
Am. Ceram.
1530-32.
(19)
G.
Evans, E.
A.
Charles,
SOC.
59(1980) 571-2.
90
SENSITIVITY CHARACTERIZATION TO FLAMMABLE
GAS
Precursor
Deposition
Seong -Eun Sim, Sung-Churl Choi
a-Fe203 Sn02
Fe(C0)s SnCL
175
"
C 350 "C
Department
of
Ceramic Engineering Hanyang University
Seoul 133-791, South Korea
Temperature
Deposition
Ti
me
ABSTRACT
3,s minute l,2,5,8,10 minute
There has been considerable interest in recent
years in thin film
gas
sensing materials. In comparison
with conventional sintered bulk gas sensor, thin film
gas
sensor materials have
good
sensitivity, optimum
temperature and selectivity. The use of tin oxide based
materials
as
gas sensing elements for a wide range of
reducing gases has been extensively studied. Since the
electrical conductivity of tin oxide (Sn02) thin film
is
changed by adsorbing gases, such as
H:,
C&,
LPG,
it
has been applied for
gas
sensors. The SnOz is a n-hpe
semiconductor in which excess electrons produced by
o.xygen deficiency act
as
donors and therefore
electrical conductivity depends on the changes of its
lattice defects. The femc oxide (a-Fe203) has
attracted interest of investigators
as
a material for
semiconductor
gas
sensors.
This
interest is connected
with the properties of a-Fe203 which
has
a good gas
sensitivity, a good long term stability and a lorn
humid-effect without the application of noble metal
doping.
EXPERIMENTAL
In
this
study, the gas sensing device was fabricated
by CVD. The fabrication process
was
as
follows: first,
washing the polished alumina substrate for the
improved bonding effect. Second, sputtering the
Pt
electrode
as
0,300
nm
on
the front. Third, coating
a-
Fe203 at 175 "C and
Sn02
at 350 "C.
Fourth,
heat
treatment at various conditions.
Fifth,
bonding
the
Ni-
Cr wire on the back. Si'uth, sensitivity measurement
and analysis.
Fifth,
bonding the Ni-Cr vire on the
back. Sixth, sensitibity measurement and analysis.
Following the reaction to a-Fe2031Sn02 of
deposing device.
4Fe(CO)s+1302
+
2Fe203
+
20C02
SnC14
+
O2
+
SnO-,
+
2 Ci
A
reaction ratio of the Ar and
O2
was
controlled by
MFC
(Mass
Flow
Controller, MKS.Co.,)
F,
:
Flon7 of Reactant
F,
:
Flow of Carrier
Po
:
Output Pressure
P,
:
Vapor Pressure of Reactant
Pressure
I
1
ton
I
1
ton
Flow Rate
I
106:
26sccm
I
197
:
17 sccm
Ar
:
02
I
I
I
Table 1: Deposition conditions of variable factors
Table 1 is shoning deposition conditions. The
gas
sensikity to flammable gases (C&,
H2,
LPG)
was
measured. The sensitivity
"S"
to
gases
is defined here
as
S
=
&
-
b)
<7
k,,
where
R,
and
RgaJ
are the
sample resistance in clear air and in air containing
testing
gases
respectively.
This
device was heat
treated at
400
"C,
450
"C,
500
"C,
550
"C,
600 "C for
2hr
to
enhance the gas sensitivity. The heat treated
deh-ice at
500
"C
for
2hr
had the best properties and
especially shows high sensitivity to
H2
gas.
The
figures 1 and 2 are showing the
SEM
morphology.
The sensitivity to gases
was
studied in the temperature
range from
100
"C
to
300
"C in order to find the
optimum detection temperature. The optimum
temperature was 175
"C.
Fig
.
1
.
No
heat treatment
Fig.
2.
Heat treatment at
500
"C
91