Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

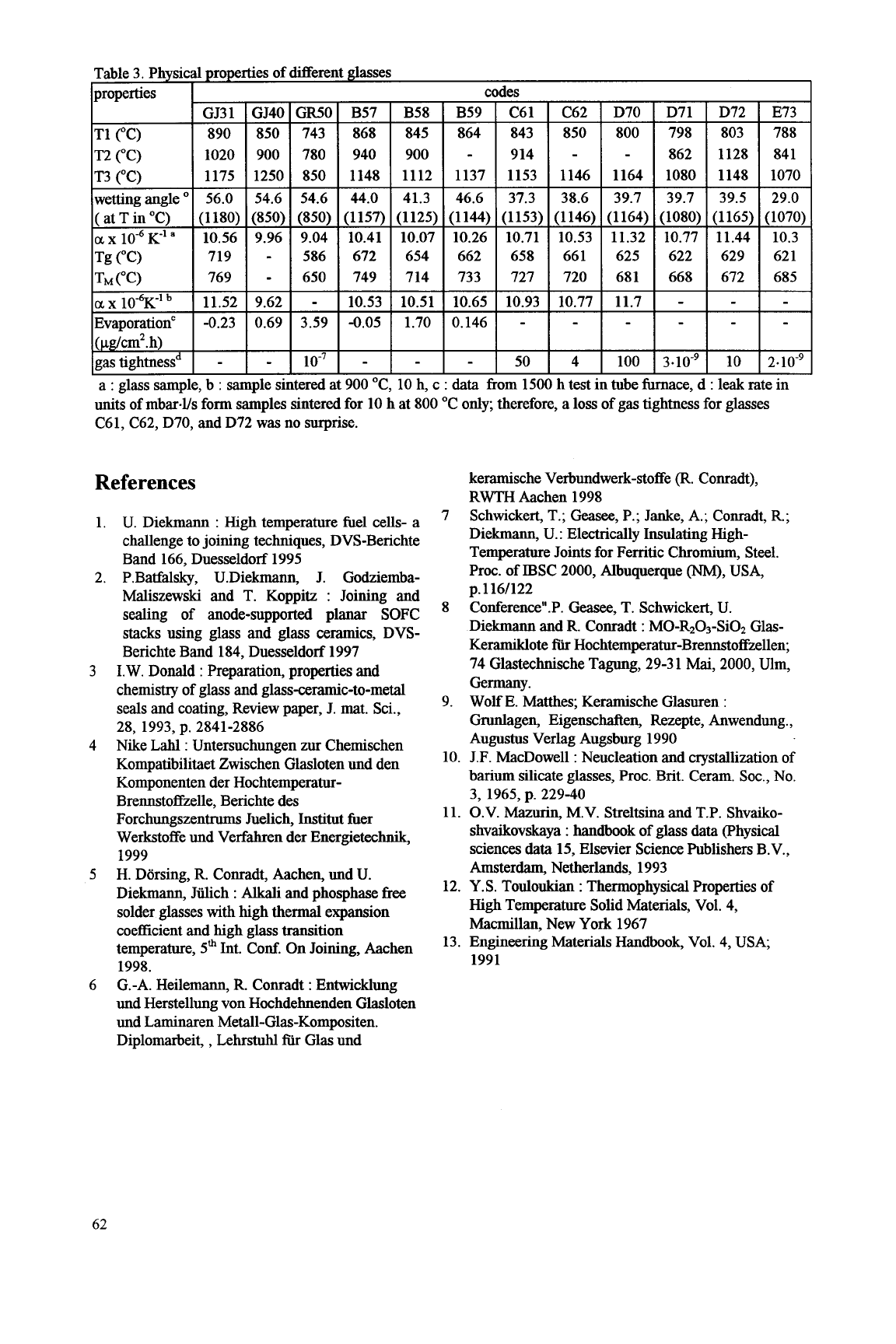
Table 3. Physical properties of merent glasses
10.51
1.70
7
properties
4
I
loo
I
3.10-~
I
10
I
2.10-~
1
h test in tube furnace, d
:
leak rate in
T1 ("C)
T2 ("C)
T3 ("C)
wetting angle
"
(
at T in "C)
a
x
K-'
a
Tg ("C)
TM ("c)
(1146)
10.53
a
x
10-6K-'
(P&n2.h)
Evaporation"
gas tightness
a
:
glass sampl
units of mbml
(1164) (1080) (1165) (1070)
11.32 10.77 11.44 10.3
GJ3
1
890
1020
1175
56.0
10.56
719
769
(1180)
11.52
-0.23
:,b:sa
i
form
s
900
I
780
I
Pp408
1250 850
54.6 54.6 44.0
0.69 3.59 -0.05
7-Y
-
I
lo9
I
-
iple sintered at 900
"C
mples sintered for 10
C61, C62, D70, and D72 was no surprise.
References
1.
2.
3
4
5
6
B58
845
900
1112
41.3
(1125)
10.07
654
714
10 h,
c
i
at 800
U. Diekmann
:
High temperature
fuel
cells-
a
challenge to joining techniques, DVS-Berichte
Band 166, Duesseldorf 1995
P.Batfalsky, U.Diekmann, J. Godziemba-
Maliszewski and T. Koppitz
:
Joining
and
sealing of anode-supported planar SOFC
stacks using glass and glass ceramics, DVS-
Berichte Band 184, Duesseldorf 1997
I.W.
Donald
:
Preparation, properties and
chemistry of glass and glass-ceramic-to-metal
seals and coating, Review paper, J. mat. Sci.,
Nike Lahl
:
Untersuchungen
zur
Chemischen
Kompatibilitaet Zwischen Glasloten und den
Komponenten der Hochtemperatur-
Brennstoffzelle, Berichte des
Forchungszentrums Juelich, Institut her
Werkstoffe
und
Verfabren der Energietechnik,
1999
H.
Dorsing, R. Conradt, Aachen, und
U.
Diekmann, Jiilich
:
Alkali
and phosphase
free
solder glasses with high thermal expansion
coefficient and high
glass
transition
temperature, 5* Int. Cod. On Joining, Aachen
1998.
G.-A. Heilemann, R. Conradt
:
Enimicklung
und Herstellung von Hochdehnenden Glasloten
und Laminaren Metall-Glas-Kompositen.
Diplomarbeit,
,
Lehrstuhl
fiir
Glas und
28, 1993, p. 2841-2886
codes
*
1137
-
I
1153
914
46.6
1
37.3
+
10.26 10.71
733
662
I
727
658
10.65
I
10.93
0.146
I
-
-
I
50
:
data from 150
'C only; therefoi
-
I
-
I
862
I
1128
I
841
1146 1164 1080 1148 1070
I
I
1
38.6
I
39.7
I
39.7
I
39.5
I
29.0
661 625 622 629 621
720
I
681
I
668
I
672
I
685
10.77
I
11.7
I
-
I
-
I
-
keramische Verbundwerk-stoffe
(R.
Conradt),
RWTH Aachen 1998
Schwickert, T.;
Geasee,
P.; Janke, A.; Conradt, R.;
Diekmann, U.
:
Electrically Insulating High-
Temperature Joints for Ferritic Chromium, Steel.
Proc. of
IBSC
2000, Albuquerque
(NM),
USA,
p.116/122
Conference".P.
Geasee,
T.
Schwickert, U.
Diekmann and R. Conradt
:
MO-R203-Si02 Glas-
Keramiklote
fiir
Hochtemperatur-Brennstoffiellen;
74 Glastechnische Tagung, 29-3
1
Mai,
2000, Ulm,
Wolf
E. Matthes; Keramische Glasuren
:
Grunlagen, Eigenschaften, Rezepte, Anwendung.,
Augustus Verlag Augsburg 1990
Germany.
10. J.F. MacDowell
:
Neucleation and crystallization of
barium
silicate glasses, Proc. Brit. Ceram. SOC., No.
3,1965, p. 229-40
11.
O.V.
Mazurin,
M.V. Streltsina and T.P. Shvaiko-
shvaikovskaya
:
handbook
of
glass
data (Physical
sciences data 15, Elsevier Science Publishers B.V.,
Amsterdam, Netherlands, 1993
12. Y.S. Touloukian
:
Thermophysical Properties of
High Temperature Solid Materials, Vol. 4,
Macmillan,
New York 1967
13. Engineering Materials Handbook, Vol. 4, USA;
1991
62
LIGHTWEIGHT AND WEAR RESISTANT CMC
BRAKES
Abstract
W.
Krenkel, R. Renz,
B.
Heidenreich
German Aerospace Center (DLR), Institute
of
Structures and Design
70569
Stuttgart, Germany
Ceramic matrix composites offer great
advantages for new lightweight and wear resistant
brakes. C/C-Sic materials with additional surface
coatings show in combination with modified pads high
and stable coefficients of fiiction and extremely low
wear rates, predestining them as lifetime brake disks
e.g. for automotive vehicles, motor bikes and for
weight-reduced bogies of new trains. To overcome the
discrepancy between high material's costs and an
acceptable price for the fmal CMC product, new design
and manufacture concepts are objectives of the current
research.
Introduction
Within the national space research programme
the DLR started in 1990 first tribological investigations
with C/C-Sic composites, manufactured via the Liquid
Silicon Infiltration Process
(LSI),
which have been
originally developed as heat shield materials for new
thermal protection systems of future space transporters
[
11.
First attempts to adapt the mainly carbon fibres and
silicon carbide containing material to tribological
applications suceeded and showed the high potential
of
C/C-Sic as a new brake disk material
[2].
In com-
parison to carbodcarbon (C/C) composites
[3,4,5],
which are the actual braking materials for aircraft and
racing cars, the insufficient stability of the coefficient
of friction caused by humidity and temperature could
be improved essentially.
As
the substitution of
conventional materials results in higher costs in
general, CMC brakes will only be accepted, if an
economic benefit for customers can be achieved beside
all technical advantages like lower unsprung mass,
shorter brake distance and higher thermal as well as
corrosive stability.
Therefore, high wear resistant ceramic brake
disks are currently under development which allow an
use over the whole life of the vehicle without any
exchange or refurbishment. The very promising test
results in combination with new developed pad
materials lead to actual marketing campaigns of
the automotive car producers (e.g. DaimlerChrysler,
Porsche), prognosticating new cars in the near future
equipped with lifetime CMC brake disks.
Wear improvement
of
C/C-Sic
brake disks
CMC braking materials mainly consist of
carbon fibres and matrices of silicon carbide, carbon
and silicon. The carbon fibres improve strength,
thermal shock resistance and damage tolerance and can
vary in type and length, ranging from continuous to
short fibres with dimensions of only some few
millimeters. Braking against pads of the same material
result in surface temperatures which considerably can
exceed 1000 "C. This high thermal stability coincides
with nearly identical wear rates in both components,
i.e. brake disks as well as pads. For example, high
energy brakings
of
150 kJ lead to wear rates of
approximately 170 mm3/MJ of the total brake system
[6].
This wear rate may be acceptable in emergency
braking systems but is essentially too high for service
brakes as used in vehicles.
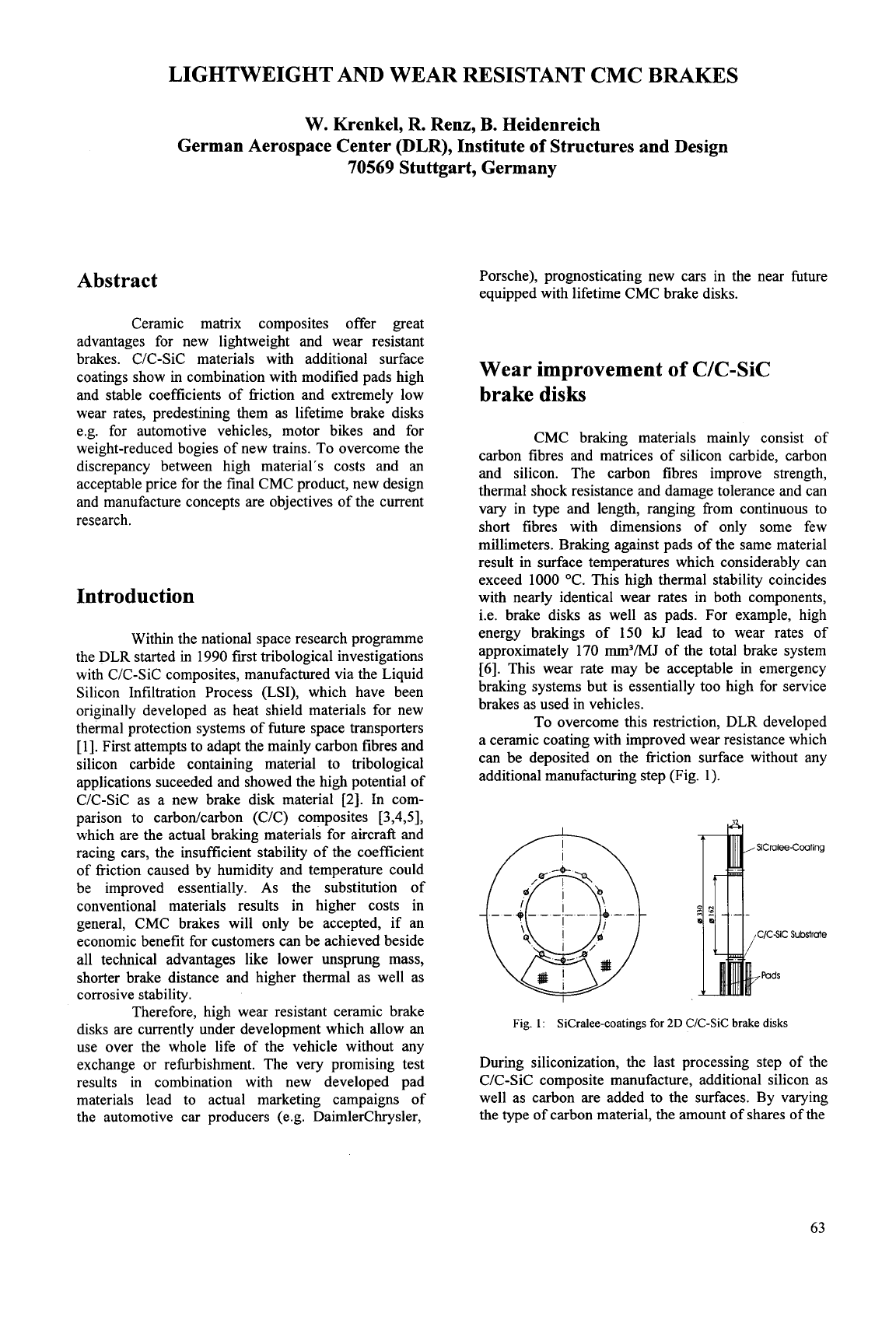
To overcome this restriction, DLR developed
a ceramic coating with improved wear resistance which
can be deposited on the fiiction surface without any
additional manufacturing step (Fig.
1).
CICSIC
Substrate
Fig.
1
:
SiCralee-coatings
for
2D
C/C-Sic
brake
disks
During siliconization, the last processing step of the
C/C-Sic composite manufacture, additional silicon as
well as carbon are added to the surfaces. By varying
the type
of
carbon material, the amount
of
shares
of
the
63

two components and the processing conditions, a layer
containing silicon and silicon carbide, permanently and
strongly fixed with the C/C-Sic substrate has been
achieved by the chemical reaction of carbon and silicon
to Sic. The thickness of this SiSiC coating can be
adapted to the requirements of the brake and amounts
usually between
0.2
to
2 mm.
To improve the surface
finish and in order to achieve the brake disk’s end
contour, the ceramic coating is ground with diamond
tools in a concluding step.
The coefficient of thermal expansion (CTE)
for the ceramic coating is in the range of
3
to
4*104
1/K
while the fibre ceramic substrates show
normally lower values. Depending on this CTE
mismatch, a more or less microcracked surface occurs
as a result of the higher contraction of the SiSiC
coating during cooling after processing (Fig.
2).
Fig.
2:
Top
view
of
the microcracked SiCralee-coating consisting
of
silicon (white) and silicon carbide (dark)
The most pronounced microcrack pattern in this
so-
called SiCralee-coating can be observed for
two-
dimensional reinforced substrates whereas isotropic
reinforcements lead to nearly crack-free surfaces.
Additionally, the width of the microcracks on the outer
surface depends on the thickness of the SiCralee-
coating. In general, the thicker the coating, the wider
the surface cracks. During braking, when the coating
is
heated up, the cracks get closer as the coating expands
more than the substrate.
Although microcracked, these SiCralee-
coatings show an extremely good adhesion on the
substrate’s surface even under thermal shock
conditions. The cracks normally run through the total
thickness of the coating, but stop at the surface of the
C/C-Sic composite and no breakage of the fibres can
be observed (Fig.
3).
As the braking procedure is complex to simu-
Fig.
3:
Cross
section
of
a SiCralee-coated C/C-Sic laminate
(coating thickness
approx.
0.7
mm)
late, original sized brake disks have been fabricated to
prove the feasibility of the SiCralee-coating under real
tribological conditions. Therefore, brake disks with
differing dimensions have been assessed through trials
and service tests by the brake system manufacturers
(Fig.
4).
As a result, SiCralee-coatings increase the
wear stability for pads and disks essentially. Using
sintermetallic instead of C/C-Sic pads, the wear
stability of the SiCralee coated C/C-Sic disk increased
considerably. Only
2
mm’/MJ
occurred while the pads
lost
21
mm3/MJ
[6].
As a consequence, these tribological tests
demonstrate the high improvements in wear resistance
which are achieved by the ceramic coating. Almost
wear-flee brake disks in combination with acceptable
wear rates for the sintermetallic pads offer a high
potential for lifetime brake disks.
Fig.
4:
Automotive brake disks with SiCralee-coatings
(diameter
from
280-320
mm,
mass
1
to
3
kg)
64
Increase
of
the transverse thermal
conductivity
Tribological tests showed the influence of the
surface temperature on the tribological behaviour [7].
Extremely high temperatures on the friction surface
reduce the coefficient of friction (COF) and increase
the wear. One efficient method to limit the temperature
and to protect the brake's periphery from high heat
radiation is the increase of the C/C-Sic material's
transverse thermal conductivity. This can be realized
exemplarily by the
0
use of high heat conductive carbon fibres
0
increase of the angle between the fibres and the
friction surface
0
increase of the ceramic content in the C/C-Sic
material
While the technical and economical efforts grow
considerably for the first two methods, resulting in
higher costs for the ceramic brake material, the
increase of the silicon and the silicon carbide content
within the composite is a more cost-efficient way.
Higher ceramic contents can be achieved
easily by reducing the fibre content resulting in a
higher silicon uptake and Sic formation and
consequently a higher density of the C/C-Sic compo-
site material. Therefore, the lower the fibre volume
content and the higher the density, the higher the
transverse thermal conductivity of the CMC material.
Nevertheless, higher densities coincide with a
decrease in strength and fiacture toughness. The
resulting CMC composites have therefore to be
designed according to the individual requirements of
the brake system as a compromise between sufficient
thermal and mechanical properties.
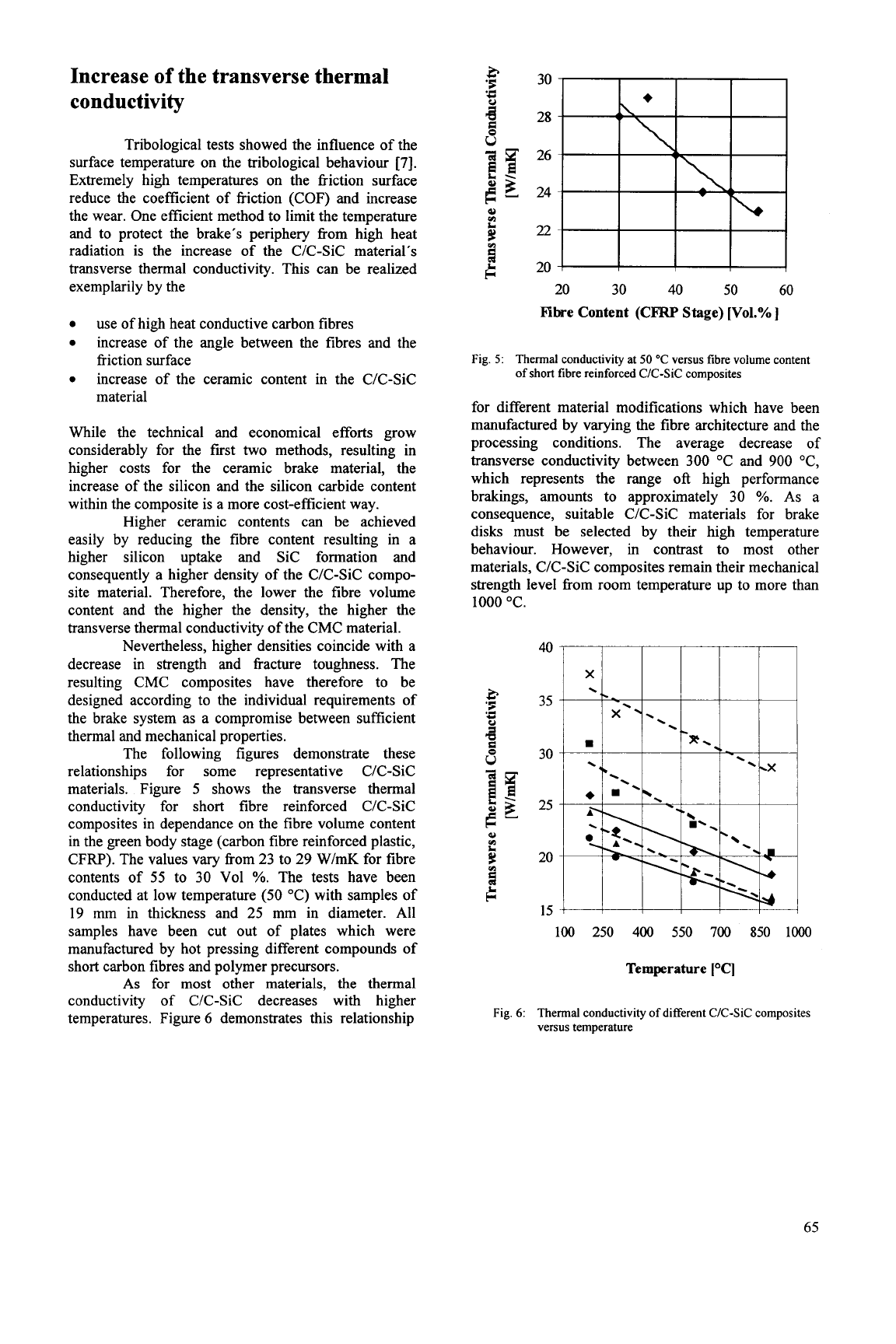
The following figures demonstrate these
relationships for some representative C/C-Sic
materials. Figure
5
shows the transverse thermal
conductivity for short fibre reinforced C/C-Sic
composites in dependance on the fibre volume content
in the green body stage (carbon fibre reinforced plastic,
CFRP). The values vary fiom 23 to 29
W/mK
for fibre
contents of
55
to 30 Vol
%.
The tests have been
conducted at low temperature
(50
"C) with samples
of
19
mm in thickness and 25
mm
in diameter. All
samples have been cut out of plates which were
manufactured by hot pressing different compounds of
short carbon fibres and polymer precursors.
As
for
most other materials, the thermal
conductivity of C/C-Sic decreases with higher
temperatures. Figure
6
demonstrates this relationship
30
28
26
24
22
20
20
30
40
50
60
fibre Content (CFRP Stage)
[Vol.%
]
Fig.
5:
Thermal conductivity at
50
"C
versus fibre volume content
of short fibre reinforced C/C-Sic composites
for different material modifications which have been
manufactured by varying the fibre architecture and the
processing conditions. The average decrease of
transverse conductivity between 300 "C and 900 "C,
which represents the range
oft
high performance
brakings, amounts to approximately 30
%.
As a
consequence, suitable C/C-Sic materials for brake
disks must be selected by their high temperature
behaviour. However, in contrast to most other
materials, C/C-Sic composites remain their mechanical
strength level from room temperature up to more than
1000
"C.
35
30
25
20
15
100
250
400 550 700
850
lo00
Temperature
["C]
Fig.
6:
Thermal conductivity of different C/C-Sic composites
versus temperature
65
Figure
7
summarizes the correlationship
between the material's density and the transverse
thermal conductivity of C/C-Sic. Generally, the lower
values correspond with continuous fibre reinforcements
(fabrics), whereas the highest densities have been
measured particularly with short fibre architectures.
JJ
30
25
20
15
10
5
0
1,so
2,oo 2,20
2940
Density [g/cm']
Fig.
7:
Thermal conductivity (at
50
"C)
as
a hnction
of
the
density
of
C/C-SIC composites
In tribological tests, C/C-Sic qualities with different
thermal conductivities were tested to compare the
coefficient of friction. Basis was a standard C/C-Sic
composite (C/C-Sic Type I), which was manufactured
by stacking up woven fabrics of carbon fibres in the
axial direction to a thickness of
8
mm, resulting in high
mechanical properties in the radial as well as
circumferential direction and in a very regular
temperature distribution
on
the friction surface.
Nevertheless, the
0/90°
fibre orientation leads to an
orthotropic behaviour of the disks, i.e. the thermal
conductivity perpendicular to the fricton surface is
rather low. To increase the transverse thermal
conductivity, improved C/C-Sic qualities have been
manufactured:
Type 11:
Type 111:
Type IV:
Orthotropic C/C-Sic with high heat-con-
ductive carbon fibres
C/C-Sic with a relevant fibre content in
axial direction
Orthotropic C/C-Sic with adapted micro-
structure and higher Sic content
A
set of one rotating brake disk pressed against two
stationary disks of the same C/C-Sic quality with an
outer diameter of 110
mm
was tested in a high energy
flywheel mass test facility under real conditions
[8].
As
shown in Figure
8
the coefficient of
friction of the C/C-Sic Type I increases with
decreasing velocity, reaching the highest frictional
values of
0.5
to
0.6
just before braking ends. The
braking begins at a sliding velocity of
15
m/s
and ends
with standstill. High contact temperatures caused by
the high energy input are responsible for lower COF
especially at the beginning of braking. Due to the
orthotropic structure and the low transverse thermal
conductivity
h
of about
8
W/mK,
the fiction surface
overheat and the coefficient of fiiction decreases to an
unacceptable low level of about
0.2
at
W,
=
145
kl.
The decrease of the COF is explained by the
creation of friction layers at high temperatures with
low COF. Different chemical reactions of the C/C-Sic
components (Sic, C and Si) and the sintering of wear
particles are responsible for these layers. To obtain a
more stable fiiction behaviour it is necessary to reduce
the surface temperatures by increasing the transverse
heat flux inside the braking disks to use the total heat
capacity.
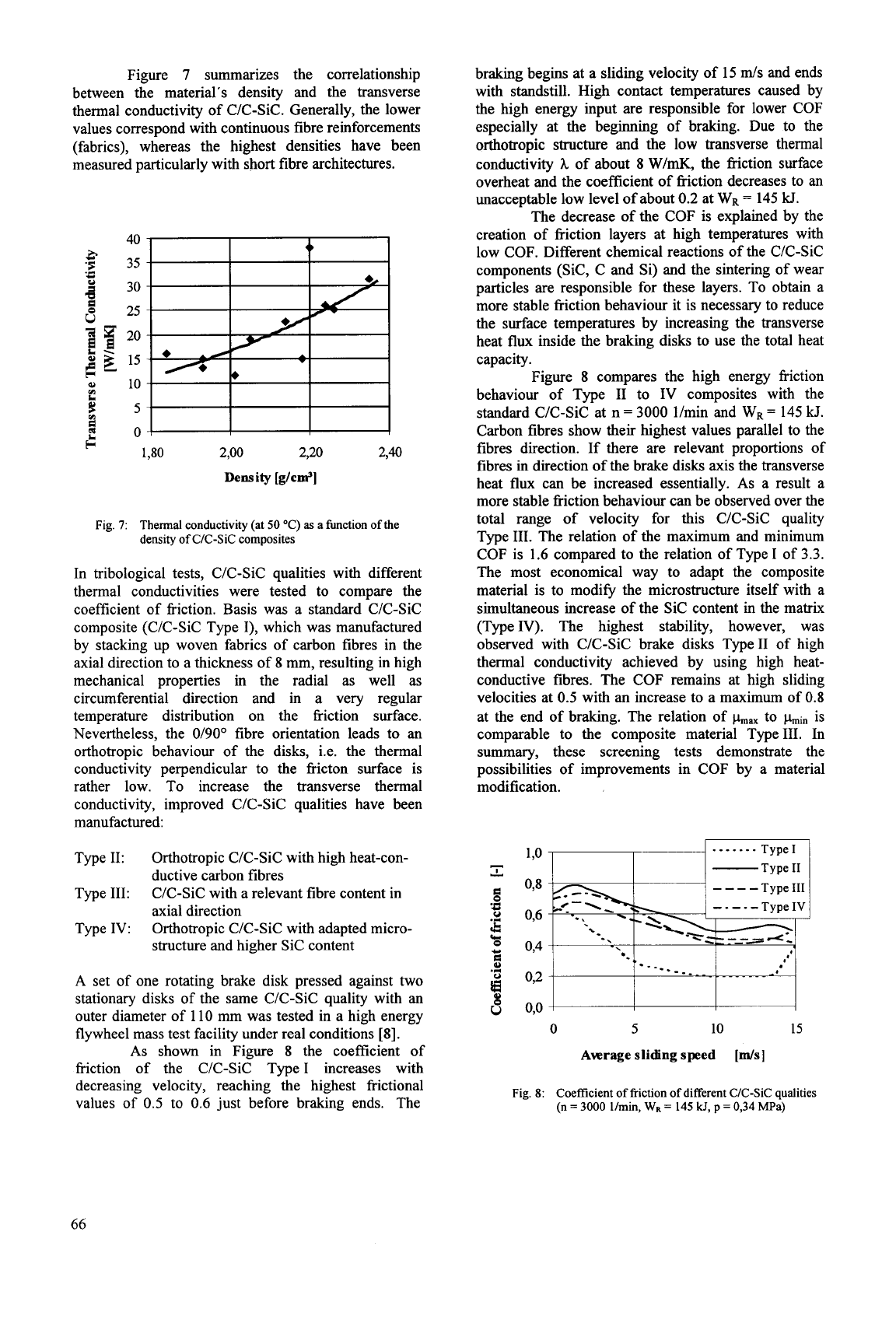
Figure
8
compares the high energy friction
behaviour of Type I1 to IV composites with the
standard C/C-Sic at
n
=
3000
l/min and
WR
=
145
kJ.
Carbon fibres show their highest values parallel to the
fibres direction. If there are relevant proportions of
fibres in direction of the brake disks axis the transverse
heat flux can be increased essentially.
As
a result a
more stable fiction behaviour can be observed over the
total range of velocity for this C/C-Sic quality
Type 111. The relation of the maximum and minimum
COF is
1.6
compared to the relation of Type I of
3.3.
The most economical way to adapt the composite
material is to modify the microstructure itself with a
simultaneous increase of the Sic content
in
the matrix
(Type IV). The highest stability, however, was
observed with C/C-Sic brake disks Type11 of high
thermal conductivity achieved by using high heat-
conductive fibres. The COF remains at high sliding
velocities at
0.5
with an increase to a maximum of
0.8
at the end of braking. The relation of
hmax
to
bin
is
comparable to the composite material Type 111. In
summary, these screening tests demonstrate the
possibilities of improvements in COF by a material
modification.
Type I11
-----Type IV
0
5
10 15
Awrage sliding speed
Ids]
Fig.
8:
Coefficient
of
friction
of
different C/C-SIC qualities
(n
=
3000
Vmin,
WR
=
145
kJ,
p
=
0,34
MPa)
66
Low
cost manufacture of C/C-Sic
brake disks
The main drawback of C/C-Sic brake disks
lies in their current costs which are at least one order of
magnitude higher than for grey cast iron disks. In order
to reach the optimistic goals of the car manufacturers to
introduce CMC brake disks in the near future, cost
efficient manufacture routes have to be developed.
DLR
investigates different designs for solid as well as
internally ventilated disks taken benefit of the main
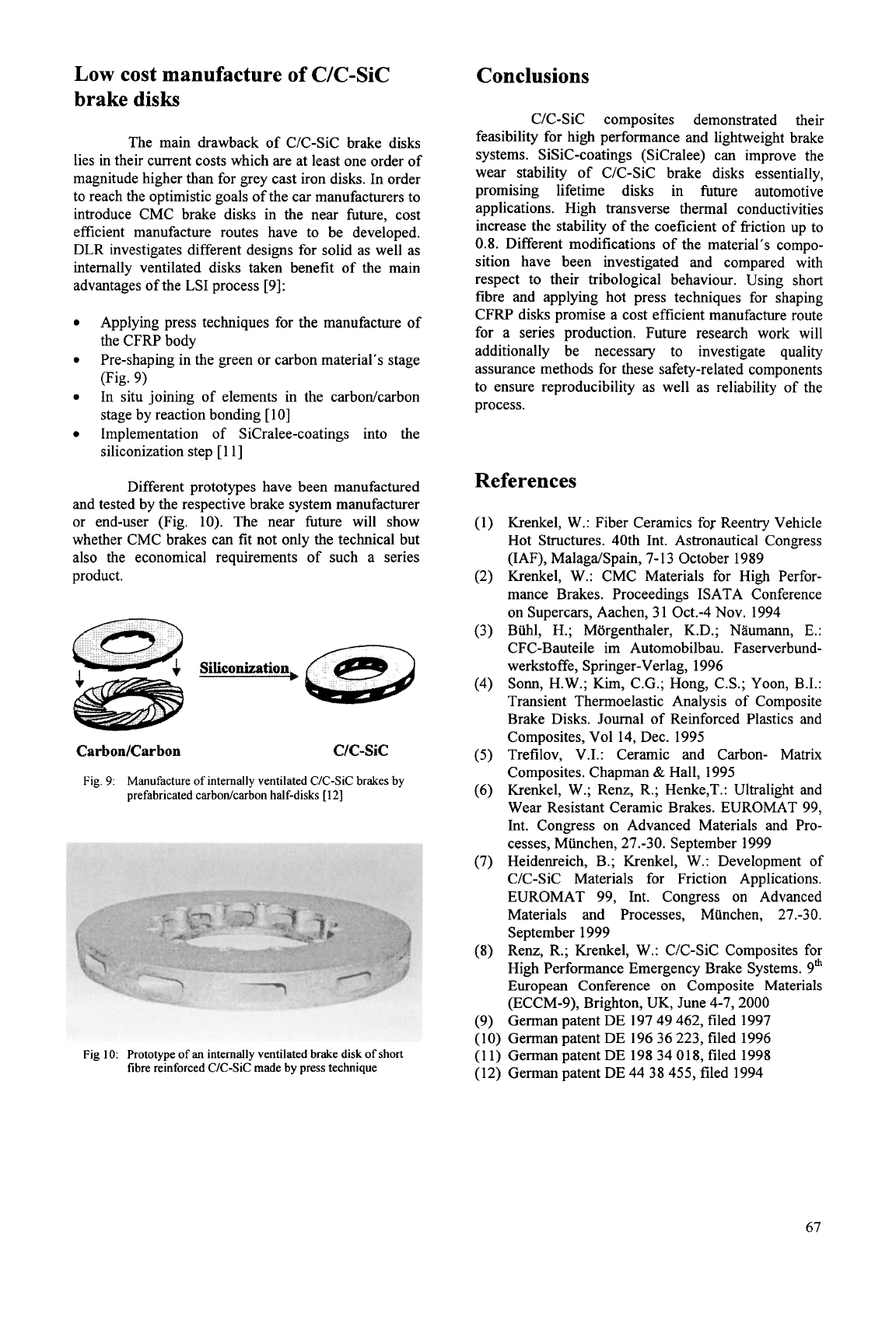
advantages of the LSI process [9]:
0
Applying press techniques for the manufacture of
the
CFRP
body
0
Pre-shaping in the green or carbon material's stage
(Fig. 9)
0
In situ joining of elements in the carbodcarbon
stage by reaction bonding
[
101
Implementation of SiCralee-coatings into the
siliconization step
[
1 11
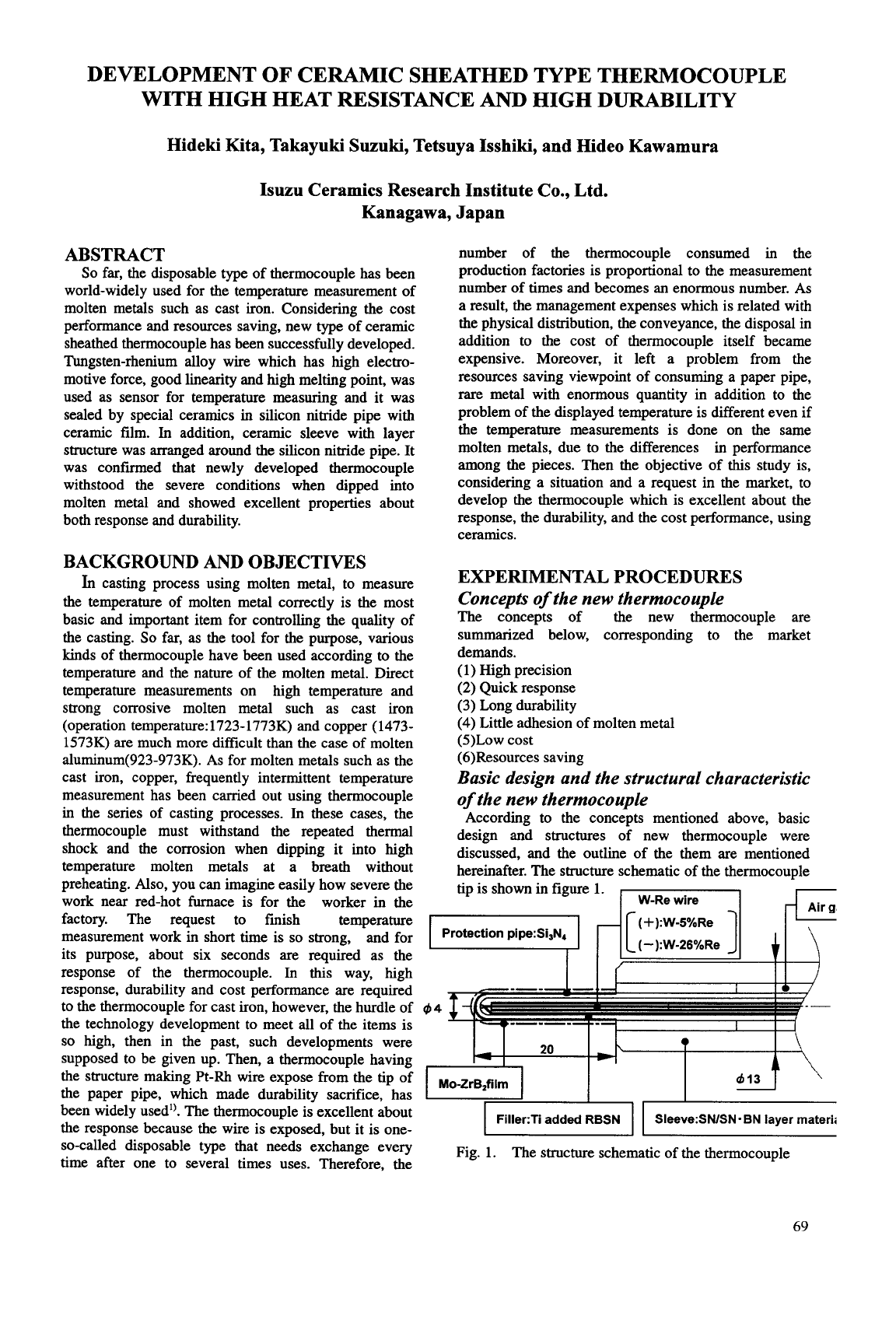
Different prototypes have been manufactured
and tested by the respective brake system manufacturer
or end-user (Fig. 10). The near future will show
whether CMC brakes can fit not only the technical but
also the economical requirements of such a series
product.
CwlrbonfCarbon
CfC-SIC
Fig.
9:
Manufacture of internally ventilated C/C-Sic brakes by
prefabricated carbodcarbon half-disks
[
121
Fig
10:
Prototype
of
an internally ventilated brake disk
of
short
fibre reinforced
C/C-SIC
made by press technique
Conclusions
C/C-Sic composites demonstrated their
feasibility for high performance and lightweight brake
systems. SiSiC-coatings (SiCralee) can improve the
wear stability of C/C-Sic brake disks essentially,
promising lifetime disks in future automotive
applications. High transverse thermal conductivities
increase the stability of the coeficient of fiiction up to
0.8. Different modifications of the material's compo-
sition have been investigated and compared with
respect to their tribological behaviour. Using short
fibre and applying hot press techniques for shaping
CFRP disks promise a cost efficient manufacture route
for
a
series production. Future research work will
additionally be necessary to investigate quality
assurance methods for these safety-related components
to ensure reproducibility as well as reliability of the
process.
References
Krenkel, W.: Fiber Ceramics for Reentry Vehicle
Hot Structures. 40th Int. Astronautical Congress
(IAF), Malaga/Spain, 7-13 October 1989
Krenkel, W.: CMC Materials for High Perfor-
mance Brakes. Proceedings ISATA Conference
on Supercars, Aachen, 31 0ct.-4 Nov. 1994
Biihl,
H.;
Morgenthaler, K.D.; Naumann, E.:
CFC-Bauteile im Automobilbau. Faserverbund-
werkstoffe, Springer-Verlag, 1996
Sonn,
H.W.; Kim, C.G.; Hong, C.S.; Yoon, B.I.:
Transient Thermoelastic Analysis of Composite
Brake Disks. Journal of Reinforced Plastics and
Composites, Vol 14, Dec. 1995
Trefilov, V.I.: Ceramic and Carbon- Matrix
Composites. Chapman
&
Hall, 1995
Krenkel, W.; Renz, R.; Henke,T.: Ultralight and
Wear Resistant Ceramic Brakes. EUROMAT 99,
Int. Congress on Advanced Materials and Pro-
cesses, Munchen, 27.-30. September 1999
Heidenreich,
B.;
Krenkel, W.: Development of
C/C-Sic Materials for Friction Applications.
EUROMAT 99, Int. Congress on Advanced
Materials and Processes, Munchen, 27.-30.
September 1999
Renz, R.; Krenkel, W.: C/C-Sic Composites for
High Performance Emergency Brake Systems. 9*
European Conference on Composite Materials
(ECCM-9), Brighton, UK, June 4-7,2000
German patent DE 197 49 462, filed 1997
(10) German patent DE 196 36 223, filed 1996
(11) German patent DE 198 34 018, filed 1998
(12) German patent
DE
44 38 455, filed 1994
67

This Page Intentionally Left Blank
DEVELOPMENT
OF
CERAMIC SHEATHED TYPE THERMOCOUPLE
WITH HIGH HEAT RESISTANCE
AND
HIGH DURABILITY
Hideki Kita, Takayuki Suzuki, Tetsuya Isshiki, and Hideo Kawamura
Isuzu Ceramics Research Institute Co., Ltd.
Kanagawa, Japan
ABSTRACT
So
far, the disposable type of thermocouple has been
world-widely used for the temperature measurement of
molten metals such as cast iron. Considering the cost
performance and resources saving, new type of ceramic
sheathed thermocouple has been successfully developed.
Tungsten-rhenium alloy wire which has
high
electro-
motive force, good linearity and
high
melting point, was
used as sensor for temperature measuring and it was
sealed by special ceramics in silicon nitride pipe with
ceramic film.
In
addition, ceramic sleeve with layer
structure was arranged around the silicon nitride pipe. It
was confirmed that newly developed thermocouple
withstood the severe conditions when dipped into
molten metal and showed excellent properties about
both response and durability.
number of the thermocouple consumed in the
production factories is proportional to the measurement
number of times and becomes an enormous number.
As
a result, the management expenses which is related with
the physical distribution, the conveyance, the disposal in
addition to the cost of thermocouple itself became
expensive. Moreover, it left a problem from the
resources saving viewpoint of consuming a paper pipe,
rare
metal with enormous quantity in addition to the
problem of the displayed temperature is different even if
the temperature measurements is done on the same
molten metals, due to the differences in performance
among the pieces. Then the objective of
this
study is,
considering a situation and a request in the market, to
develop the thermocouple which is excellent about the
response, the durability, and the cost performance, using
ceramics.
BACKGROUND AND OBJECTIVES
In
casting process using molten metal, to measure
the temperature of molten metal correctly is the most
basic and important item for controlling the quality of The
Of
the
new
thermocouP1e
are
the casting.
SO
far, as the tool for the purpose, various summarized below, corresponding to the market
kinds of thermocouple have been used according to the d~mands.
temperature and the nature of the molten metal. Direct (l) High Precision
temperature measurements on high temperature and
(2)
Quick response
strong corrosive molten metal such as cast iron (3) Long durability
(operation temperature: 1723-1773K) and copper (1473-
(4)
Little adhesion of molten metal
1573K) are much more difficult than the case of molten (5)Low cost
aluminum(923-973K).
As
for molten metals such as the (6)Resources saving
cast iron, copper, frequently intermittent temperature
Basic design and the structural characteristic
measurement has been carried out using thermocouple
of
the new thermocouple
in the series of casting processes.
In
these cases, the According to the concepts mentioned above, basic
thermocouple must withstand the repeated thermal design and structures of new thermocouple were
shock and the corrosion when dipping it into
high
discussed, and the outline of the them are mentioned
temperature molten metals at a breath without hereinafter. The structure schematic of the thermocouple
preheating.
Also,
YOU
can imagine easily how severe the tip is shown in figure 1.
work near red-hot furnace is for the worker in the
factory. The request to finish temperature
measurement work in short time is
so
strong, and for
its purpose, about six seconds
are
required as the
response of the thermocouple.
In
this
way, high
response, durability and cost performance are required
to the thermocouple for cast iron, however, the hurdle of
4
4
the technology development to meet all
of
the
items is
so
high, then in the past, such developments were
supposed to be given up. Then, a thermocouple having
the structure making Pt-Rh wire expose from the tip of
the paper pipe, which made durability sacrifice, has
been widely used'). The thermocouple is excellent about
the
response because the wire is exposed, but it is one-
time after one to several times uses. Therefore, the
EXPERIMENTAL PROCEDURES
Concepts
of
the new thermocou~le
so-ca11ed
type
that
needs exchange every
Fig.
1.
The structure schematic of the thermocouple
69
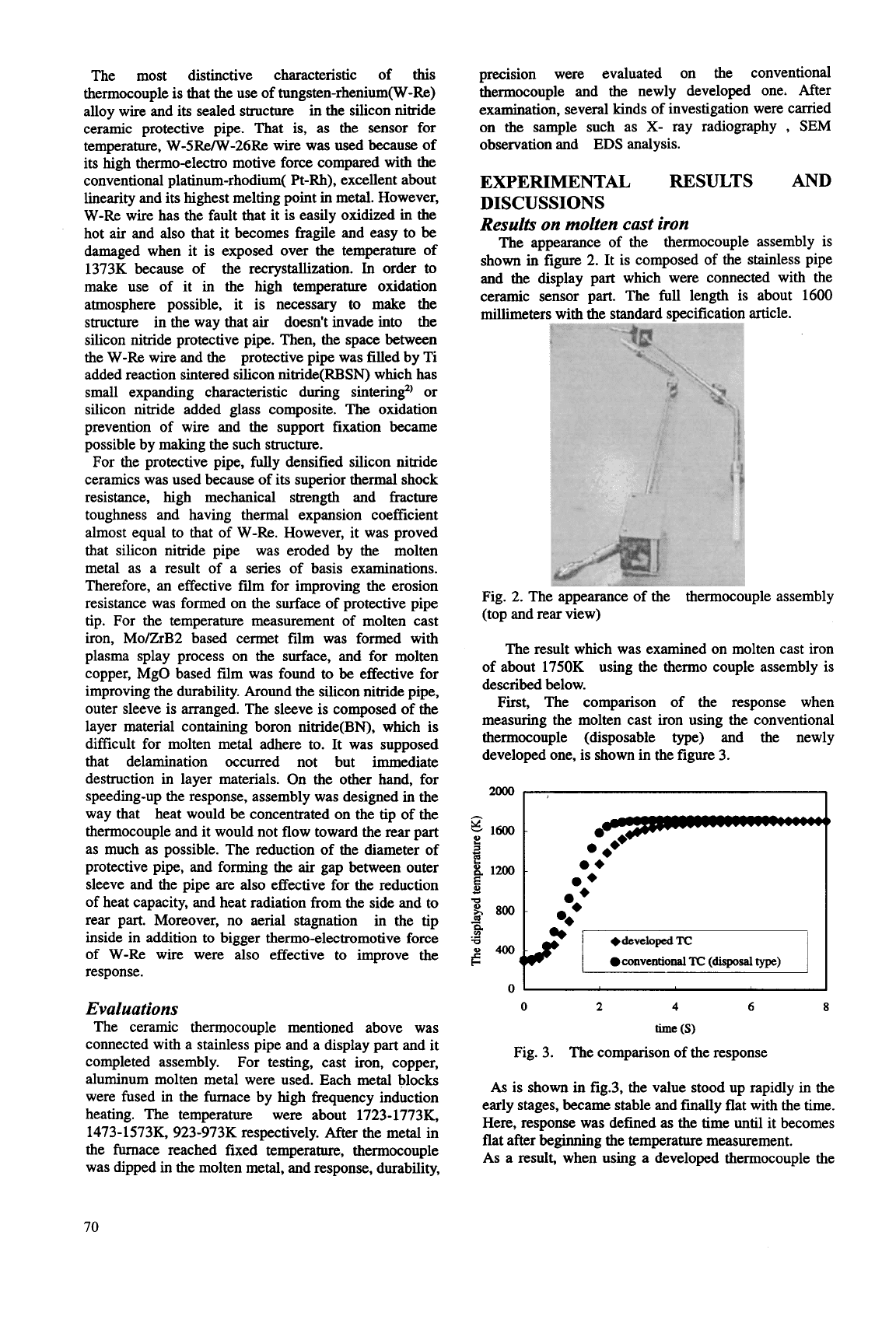
The most distinctive characteristic of
this
thermocouple is that the use of tungsten-rhenium(W-Re)
alloy wire and its sealed structure in the silicon nitride
ceramic protective pipe. That is, as the sensor for
temperature,
W-5Rem-26Re
wire was used because of
its high thermoelectro motive force compared with the
conventional platinum-rhodium( Pt-Rh), excellent about
linearity and its highest melting point in metal. However,
W-Re
wire has the fault that it is easily oxidized in the
hot air and also that it becomes fragile and easy to
be
damaged when it is exposed over the temperature of
1373K
because
of
the recrystallization.
In
order to
make use of it in the high temperature oxidation
atmosphere possible, it is necessary to make the
structure in the way that air doesn't invade into the
silicon nitride protective pipe. Then, the space between
the
W-Re
wire and the protective pipe was filled by Ti
added reaction sintered silicon nitride(RBSN) which has
small expanding characteristic during sintering2) or
silicon nitride added glass composite. The oxidation
prevention of wire and the support fixation became
possible by making the such structure.
For the protective pipe, fully densified silicon nitride
ceramics was used because of its superior thermal shock
resistance, high mechanical strength and fracture
toughness and having thermal expansion coefficient
almost equal to that of
W-Re.
However, it was proved
that silicon nitride pipe was eroded by the molten
metal as a result of a series of basis examinations.
Therefore, an effective film for improving the erosion
resistance was formed on the surface of protective pipe
tip. For the temperature measurement of molten cast
iron, Mo/ZrB2 based cermet film was formed with
plasma splay process on the surface, and for molten
copper, MgO based film was found to
be
effective for
improving the durability. Around the silicon nitride pipe,
outer sleeve is arranged. The sleeve is composed of the
layer material containing boron nitride(BN), which is
difficult for molten metal adhere to. It was supposed
that delamination occurred not but immediate
destruction in layer materials. On the other hand, for
speeding-up the response, assembly was designed
in the
way that heat would be concentrated on the tip of the
thermocouple and it would not flow toward the rear part
as much as possible. The reduction of the diameter of
protective pipe, and forming the
air
gap between outer
sleeve and the pipe are also effective for the reduction
of heat capacity, and heat radiation from the side and to
rear part. Moreover,
no
aerial stagnation
in
the tip
inside in addition to bigger thermo-electromotive force
of W-Re wire were also effective to improve
the
response.
Evaluations
The ceramic thermocouple mentioned above was
connected with a stainless pipe and a display part and it
completed assembly. For testing, cast iron, copper,
aluminum molten metal were used. Each metal blocks
were fused in the furnace by high frequency induction
heating. The temperature were about
1723-1773K,
1473-1573K, 923-973K
respectively. After the metal in
the furnace reached fixed temperature, thermocouple
was dipped
in
the molten metal, and response, durability,
precision were evaluated on the conventional
thermocouple and the newly developed one, After
examination, several kinds of investigation were carried
on the sample such as
X-
ray radiography
,
SEM
observation and
EDS
analysis.
EXPERIMENTAL RESULTS AND
DISCUSSIONS
Results on molten cast iron
The appearance of the thermocouple assembly is
shown in
figure
2. It is composed of the stainless pipe
and the display part which were connected with the
ceramic sensor part. The
full
length is about
1600
millimeters with the standard specification article.
Fig.
2.
The appearance of the thermocouple assembly
(top and rear view)
The result which was examined on molten cast iron
of about
1750K
using the thermo couple assembly is
described below.
First, The comparison of the response when
measuring the molten cast iron using the conventional
thermocouple (disposable type) and the newly
developed one, is shown in the figure
3.
I
0+
t
.+
I
+developed
TC
conventiod
TC
(disposal
type)
1
I
1
1
0
2
4
6
8
time
(S)
Fig.
3.
The comparison of the response
As
is shown in fig.3, the value stood up rapidly
in
the
early stages, became stable and finally flat with the time.
Here, response was defined as the time until it becomes
flat after beginning the temperature measurement.
As
a result, when using a developed thermocouple the
70
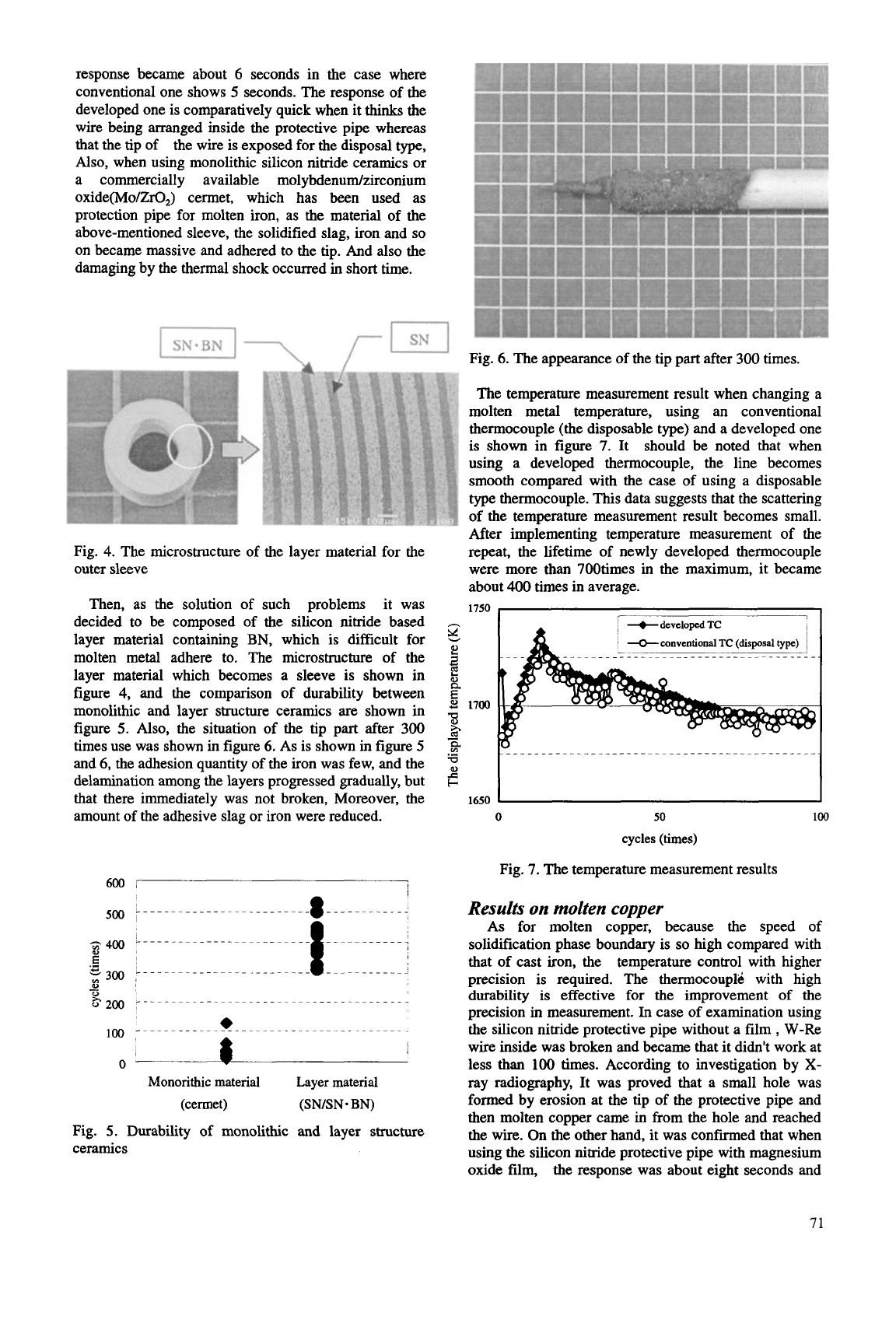
response became about
6
seconds in the case where
conventional one shows
5
seconds. The response of the
developed one is comparatively quick when it thinks the
wire being arranged inside
the
protective pipe whereas
that the tip of the wire is exposed for the disposal type,
Also,
when using monolithic silicon nitride ceramics or
a commercially available molybdenudzirconium
oxide(MoIZr0,) cermet, which has been used as
protection pipe
for
molten iron, as the material of the
above-mentioned sleeve, the solidified slag, iron and
so
on became massive and adhered to the tip. And also the
damaging by the thermal shock occurred in short time.
I
I
Fig.
4.
The microstructure of the layer material for the
outer sleeve
Then, as the solution
of
such problems it was
decided to be composed of the silicon nitride based
layer material containing
BN,
which is difficult for
molten metal adhere to. The microstructure of the
layer material which becomes a sleeve is shown in
figure
4,
and the comparison of durability between
monolithic and layer structure ceramics
are
shown in
figure
5.
Also,
the situation
of
the tip part after
300
times use was shown in figure
6.
As
is shown in figure
5
and
6,
the adhesion quantity of the iron was few, and the
delamination among the layers progressed gradually, but
that there immediately was not broken, Moreover, the
amount of the adhesive slag or iron were reduced.
600
;
,
0
----
Monorithic material Layer material
(cermet)
(SN/SN
*
BN)
Fig.
5.
Durability
of
monolithic and layer structure
ceramics
Fig.
6.
The appearance of the tip part after
300
times.
The temperature measurement result when changing a
molten metal temperature, using an conventional
thermocouple (the disposable type) and a developed one
is shown in figure
7.
It should be noted that when
using a developed thermocouple, the line becomes
smooth compared with the case of using a disposable
type thermocouple.
This
data suggests that the scattering
of the temperature measurement result becomes small.
After implementing temperature measurement of the
repeat,
the
lifetime of newly developed thermocouple
were more than 7OOtimes in the maximum, it became
about
400
times in average.
1650
I
0
50
100
cycles (times)
Fig.
7.
The temperature measurement results
Results on molten copper
As
for molten copper, because the speed of
solidification phase boundary is
so
high compared with
that of cast iron, the temperature control with higher
precision is required. The thermocouple with high
durability
is
effective for the improvement
of
the
precision in measurement.
In
case of examination using
the silicon nitride protective pipe without a film, W-Re
wire inside was broken and became that it didn't work at
less than
100
times. According to investigation by
X-
ray radiography,
It
was proved that a small hole was
formed by erosion at the tip
of
the protective pipe and
then molten copper came in from the hole and reached
the wire. On
the
other hand, it was confirmed that when
using the silicon nitride protective pipe with magnesium
oxide film, the response was about eight seconds and
71