Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

TOOL MATERIALS
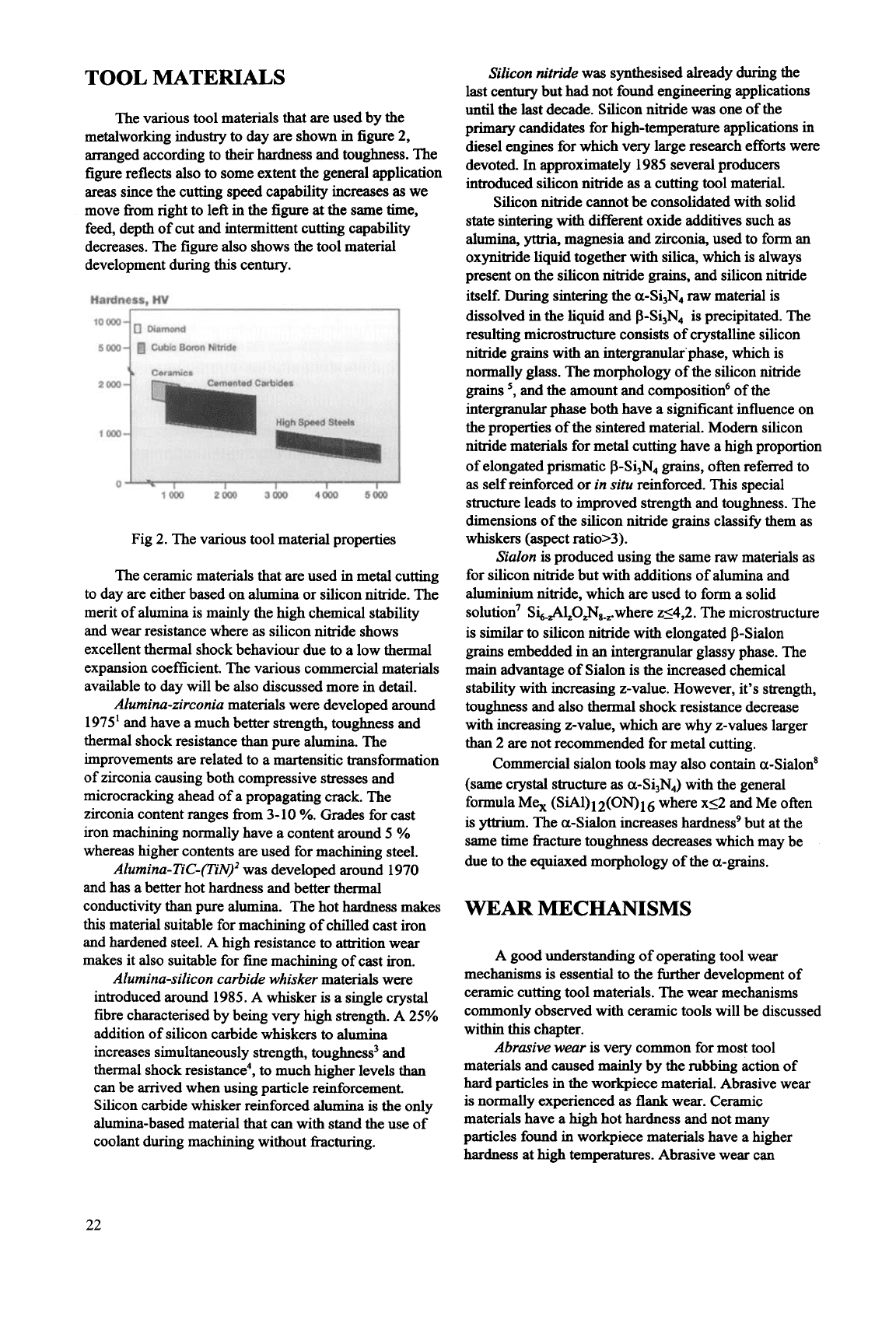
The various tool materials that are used by the
metalworking industry to day are shown in figure
2,
arranged according to their hardness and toughness. The
figure reflects also to some extent the general application
areas since the cutting speed capability increases
as
we
move fiom right to left in the figure at the same time,
feed, depth of cut and intermittent cutting capability
decreases. The figure also shows the tool material
development during
this
century.
.,-
ftennrerse
Rupture
Stre-
Wmm*
Fig
2.
The various tool material properties
The ceramic materials that are used in metal cutting
to day are either based
on
alumina or silicon nitride. The
merit of alumina is mainly the high chemical stability
and wear resistance where
as
silicon nitride shows
excellent thermal shock behaviour due
to
a low thermal
expansion coefficient. The various commercial materials
available to day will be also discussed more in detail.
Alumina-zirconia
materials were developed around
1975' and have a much better strength, toughness and
thermal shock resistance than pure alumina. The
improvements are related to a martensitic transformation
of zirconia causing both compressive stresses and
microcracking ahead of a propagating crack. The
zirconia content ranges from 3-10
YO.
Grades for cast
iron machining normally have a content around
5
%
whereas higher contents are used for machining steel.
Alumina-TiC-(TiN)'
was developed around 1970
and has a better hot hardness and better thermal
conductivity than pure alumina. The hot hardness makes
this material suitable for machining of chilled cast iron
and hardened steel. A high resistance to
attrition
wear
makes it also suitable for fine machining of cast iron.
Alumina-silicon carbide whisker
materials were
introduced around 1985. A whisker is a single crystal
fibre characterised by being very high strength. A 25%
addition of silicon carbide whiskers
to
alumina
increases simultaneously strength, toughness3 and
thermal shock resistance4, to much higher levels
than
can be arrived when using particle reinforcement.
Silicon carbide whisker reinforced alumina is the only
alumina-based material that can with stand the use of
coolant during machining without fi-acturing.
Silicon nitride
was synthesised already during the
last century but
had
not found engineering applications
until the last decade. Silicon nitride was one of the
primary candidates for high-temperature applications in
diesel engines for which very large research efforts were
devoted.
In
approximately 1985 several producers
introduced silicon nitride
as
a cutting tool material.
Silicon nitride cannot be consolidated with solid
state sintering with different oxide additives such
as
alumina,
yttria,
magnesia and zirconia, used to form an
oxynitride liquid together with silica, which
is
always
present
on
the silicon nitride
grains,
and silicon nitride
itself. During sintering the a-Si3N4 raw material is
dissolved in the liquid and p-Si3N4 is precipitated. The
resulting microstructure consists of crystalline silicon
nitride
grains
with an intergranular'phase, which is
normally glass. The morphology of the silicon nitride
grains
5,
and the amount and composition6 of the
intergranular phase both have a significant influence
on
the properties of the sintered material. Modem silicon
nitride materials for metal cutting have a high proportion
of elongated prismatic p-Si3N4
grains,
often
referred to
as
self reinforced or
in situ
reinforced.
This
special
structure leads to improved strength and toughness. The
dimensions of the silicon nitride
grains
classify them
as
whiskers (aspect ratio>3).
Sialon
is produced using the same raw materials
as
for silicon nitride but with additions of alumina and
aluminium nitride, which are used to form a solid
solution' S&Al,ON,-,.where z54,2. The microstructure
is similar to silicon nitride with elongated p-Sialon
grains
embedded
in
an intergranular glassy phase. The
main advantage of Sialon is the increased chemical
stability with increasing z-value. However, it's strength,
toughness and also thermal shock resistance decrease
with increasing z-value, which are why z-values larger
than
2 are not recommended for metal cutting.
Commercial sialon tools may also contain a-sialon'
(same crystal structure
as
a-Si3N4) with the general
formula Me, (SiAl)12(ON)16 where x52 and Me often
is yttrium. The a-Sialon increases hardness' but at the
same time fracture toughness decreases which may be
due
to
the equiaxed morphology of the a-grains.
WEAR
MECHANISMS
A
good understanding of operating tool wear
mechanisms
is
essential to the further development of
ceramic cutting tool materials. The wear mechanisms
commonly observed with ceramic tools will be discussed
within
this
chapter.
Abrasive wear
is
very common for most tool
materials and caused mainly by the rubbing action of
hard particles in the workpiece material. Abrasive wear
is normally experienced
as
flank
wear. Ceramic
materials have a high hot hardness and not many
particles found in workpiece materials have a higher
hardness at high temperatures. Abrasive wear can
22
anyhow occur due
to
the lower temperature in the
workpiece, compared
to
the flank face of the tool. Often
abrasive wear is caused by the tool material itself, since
pulled-out hard
grains
can cause abrasion on the tool
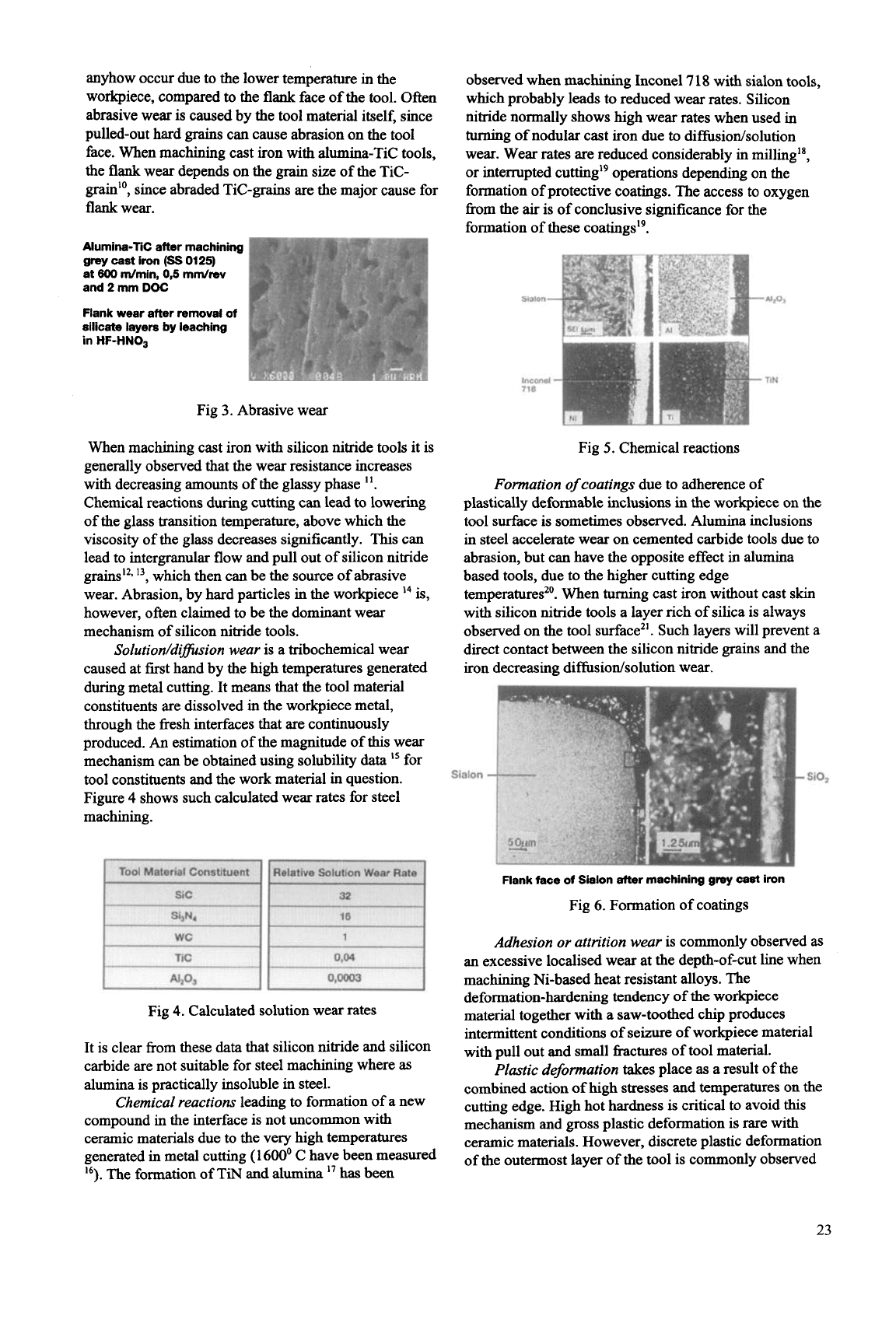
face. When machining cast iron with alumina-Tic tools,
the flank wear depends
on
the
grain
sue of the TiC-
grain", since abraded Tic-grains are the major cause for
flank wear.
observed when machining Inconel
7
18 with sialon tools,
which probably leads to reduced wear rates. Silicon
nitride normally shows high wear rates when used in
turning of nodular cast iron due to diffisiodsolution
wear. Wear rates are reduced considerably in milling'*,
or interrupted c~tting'~ operations depending on the
formation of protective coatings. The access to oxygen
fkom the
air
is of conclusive significance for the
formation of these
coating^'^.
Fig
3.
Abrasive wear
When machining cast iron with silicon nitride tools it is
generally observed that the wear resistance increases
with decreasing amounts of the glassy phase
'I.
Chemical reactions during cutting can lead to lowering
of the glass transition temperature, above which the
viscosity of the glass decreases significantly.
This
can
lead to intergranular flow and pull out of silicon nitride
,,-12,13
,
which then can be the source of abrasive
wear. Abrasion, by hard particles in the workpiece
'4
is,
however, often claimed to be the dominant wear
mechanism of silicon nitride tools.
Solutioddifision wear
is a tribochemical wear
caused at first hand by the high temperatures generated
during metal cutting. It means that the tool material
constituents are dissolved in the workpiece metal,
through the fiesh interfaces that are continuously
produced.
An
estimation of the magnitude of this wear
mechanism can be obtained using solubility
data
''
for
tool constituents and the work material in question.
Figure
4
shows such calculated wear rates for steel
machining.
Fig
4.
Calculated solution wear rates
It is clear from these data that silicon nitride and silicon
carbide are not suitable for steel machining where
as
alumina is practically insoluble in steel.
compound in the interface is not uncommon with
ceramic materials due to the very high temperatures
generated in metal cutting
(
1600'
C have been measured
la).
The formation of TiN and alumina
Chemical reactions
leading to formation of a new
has been
Inconel
TiN
718
Fig
5.
Chemical reactions
Formation
of
coatings
due to adherence of
plastically defonnable inclusions
in
the workpiece
on
the
tool surface is sometimes observed. Alumina inclusions
in steel accelerate wear on cemented carbide tools due to
abrasion, but can have the opposite effect in alumina
based tools, due to the higher cutting edge
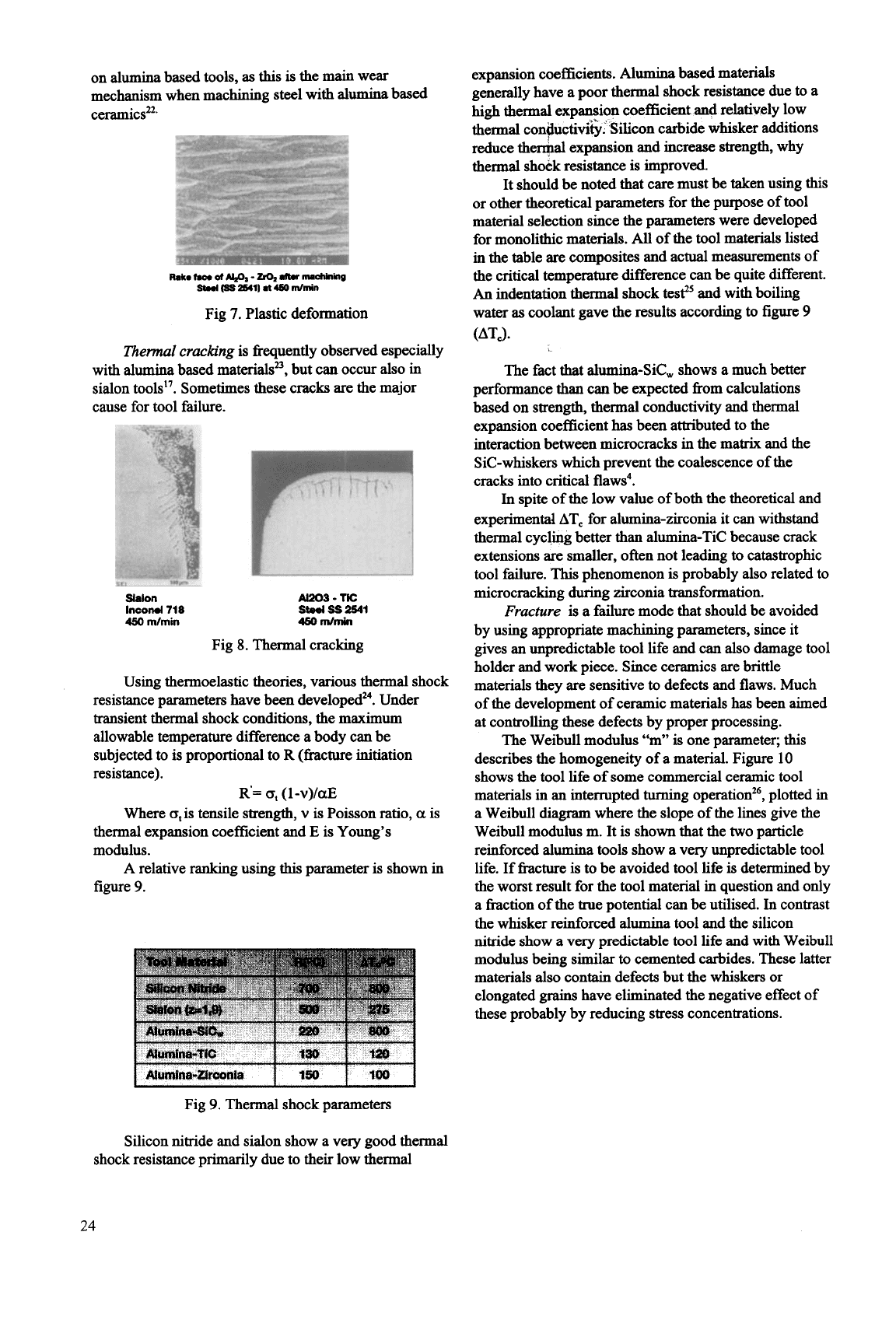
temperatures2'. When turning cast iron without cast
skin
with silicon nitride tools a layer rich of silica is always
observed on the tool surface2'. Such layers will prevent a
direct contact between the silicon nitride grains and the
iron
decreasing difhsiodsolution wear.
Flank
face
of
Sialon
after
machining grey
cast
iron
Fig
6.
Formation of coatings
Adhesion
or
attrition wear
is commonly observed
as
an excessive localised wear at the depth-of-cut line when
machining Ni-based heat resistant alloys. The
deformation-hardening tendency
of
the workpiece
material together with a saw-toothed chip produces
intermittent conditions of seizure of workpiece material
with pull out and small fiwtures of tool material.
Plastic deformation
takes place
as
a result of the
combined action of high stresses and temperatures
on
the
cutting edge. High hot hardness is critical to avoid this
mechanism and gross plastic deformation is rare with
ceramic materials. However, discrete plastic deformation
of the outermost layer of the tool is commonly observed
23
on
me
cei
alumina
zhanism
mics”.
based tools,
as
this
is the main
when machining steel with
alu
wear
snina
based
R8k.W
Of-
-
-*
MchhhS
s1..I
(8s
2641)
a450
dmin
Fig
7.
Plastic deformation
Thermal cracking
is
frequently observed especially
with alumina based materialsz3, but can occur also in
sialon Sometimes these cracks are the major
cause for tool failure.
Won
lncod
718
4M)
mhin
At203
-
TK:
steel
ss
2541
46omlmin
Fig
8.
Thermal cracking
Using thermoelastic theories, various thermal shock
resistance parameters have been developed2*. Under
transient thermal shock conditions, the maximum
allowable temperature difference a body can be
subjected to is proportional to
R
(fracture initiation
resistance).
R’=
a,
(1
-v)/aE
Where
6,
is tensile strength,
v
is Poisson ratio,
a
is
thermal expansion coefficient and
E
is Young’s
modulus.
figure
9.
A relative ranking using
this
parameter is shown in
expansion coefficients. Alumina based materials
generally have a poor thermal shock resistance due
to
a
high thermal expansion coefficient
and
relatively low
thermal conductiv&. Silicon carbide whisker additions
reduce thermal expansion and increase strength, why
thermal shock resistance is improved.
or other theoretical parameters for the purpose of tool
material selection since the parameters were developed
for monolithic materials.
All
of the tool materials listed
in the table
are
composites and actual measurements of
the critical temperature difference can be quite different.
An
indentation thermal shock test? and with boiling
water
as
coolant gave the results according
to
figure
9
(ATJ
It should be noted that care must be
taken
using
this
The fact that alumina-Sic, shows a much better
performance
than
can be expected from calculations
based
on
strength, thermal conductivity and thermal
expansion coefficient
has
been attributed to the
interaction between microcracks in the matrix and the
SiC-whiskers which prevent the coalescence of the
cracks into critical flaws4.
In
spite of the low value of both the theoretical and
experimental ATc for alumina-zirconia it can withstand
thermal cycling better
than
alumina-Tic because crack
extensions are smaller,
often
not leading to catastrophic
tool failure.
This
phenomenon
is
probably also related
to
microcracking during zirconia transformation.
by using appropriate machining parameters, since it
gives an unpredictable tool life and can also damage tool
holder and work piece. Since ceramics are brittle
materials they are sensitive
to
defects and flaws. Much
of the development of ceramic materials has been aimed
at controlling these defects by proper processing.
The Weibull modulus “m” is one parameter;
this
describes the homogeneity of a material. Figure 10
shows the tool life of some commercial ceramic tool
materials in an interrupted turning operation26, plotted in
a Weibull diagram where the slope of the lines give the
Weibull modulus m. It is shown that the two particle
reinforced alumina tools show a very unpredictable tool
life. If fracture is to be avoided tool life
is
determined by
the worst result for the tool material in question and only
a hction
of
the true potential can be utilised.
In
contrast
the whisker reinforced alumina tool and the silicon
nitride
show
a very predictable tool life and with Weibull
modulus being similar
to
cemented carbides. These latter
materials also contain defects but the whiskers or
elongated grains have eliminated the negative effect of
these probably by reducing stress concentrations.
Fracture
is a failure mode that should be avoided
Fig
9.
Thermal shock parameters
Silicon nitride and sialon show a very good thermal
shock resistance primarily due to their low thermal
24
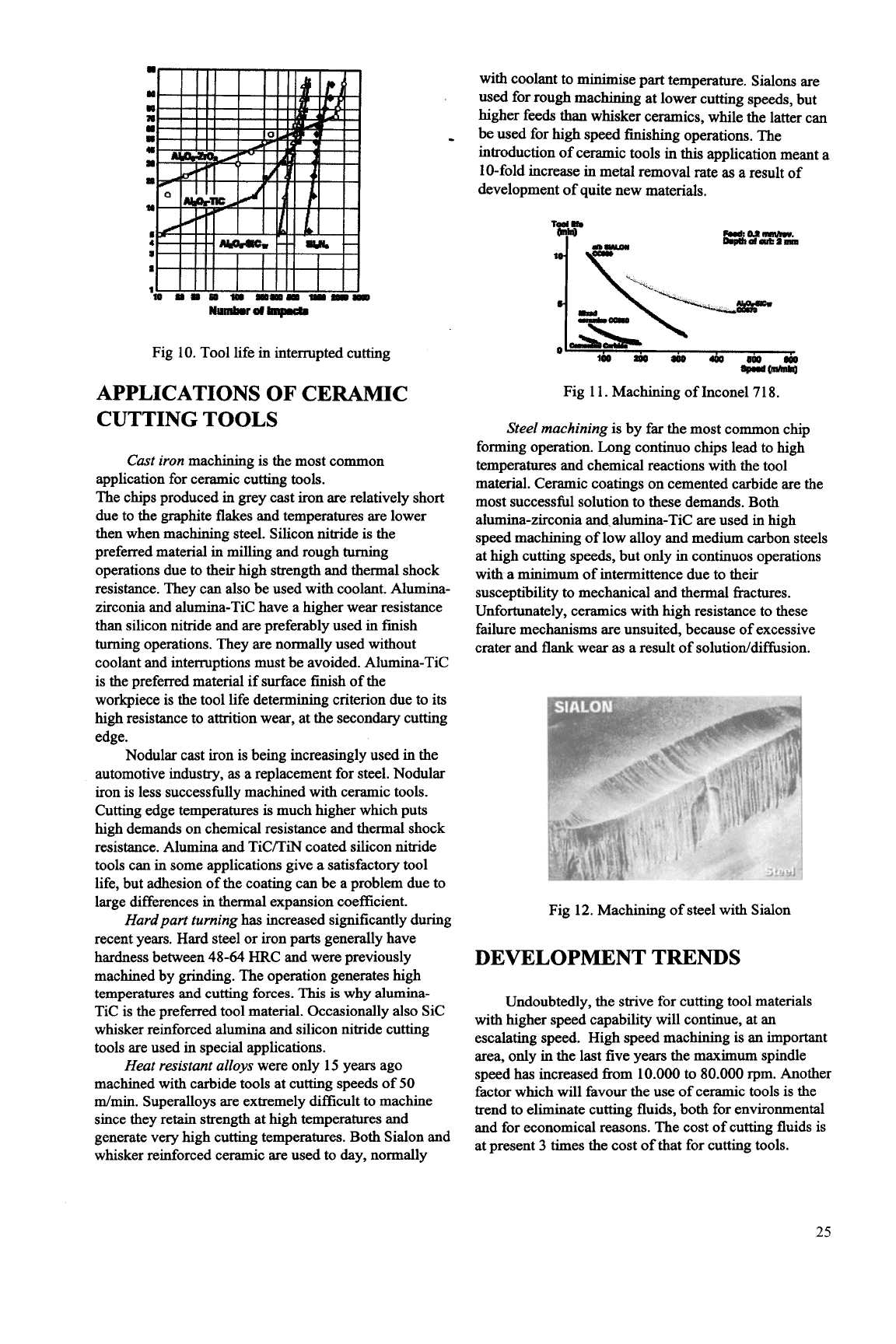
Fig 10. Tool life in interrupted cutting
APPLICATIONS
OF
CERAMIC
CUTTING TOOLS
Cast iron
machining is the most common
application for ceramic cutting
tools.
The chips produced in grey cast iron
are
relatively short
due to the graphite flakes and temperatures are lower
then when machining steel. Silicon nitride is the
preferred material in milling and rough turning
operations due to their high strength and thermal shock
resistance. They can
also
be used with coolant. Alumina-
zirconia and alumina-Tic have a higher wear resistance
than silicon nitride and
are
preferably used in finish
turning operations. They are normally used without
coolant and interruptions must be avoided. Alumina-Tic
is the preferred material if surface finish of the
workpiece is the tool life determining criterion due to its
high resistance to attrition wear, at the secondary cutting
edge.
automotive industry,
as
a replacement for steel. Nodular
iron is less successfully machined with ceramic tools.
Cutting edge temperatures is much higher which puts
high demands on chemical resistance and thermal shock
resistance. Alumina and Tic/" coated silicon nitride
tools can in some applications give a satisfactory tool
life, but adhesion of the coating can be a problem due to
large differences in thermal expansion coefficient.
recent years. Hard steel or iron parts generally have
hardness between
48-64
HRC and were previously
machined by grinding. The operation generates high
temperatures and cutting forces.
This
is
why alumina-
Tic is the preferred tool material. Occasionally also SIC
whisker reinforced alumina and silicon nitride cutting
tools are used in special applications.
Heat resistant
alloys
were only 15 years ago
machined with carbide tools
at
cutting speeds of
50
dmin. Superalloys are extremely difficult to machine
since they retain strength at high temperatures and
generate very high cutting temperatures. Both Sialon and
whisker reinforced ceramic
are
used to day, normally
Nodular cast iron is being increasingly used in the
Hardpart turning
has increased significantly during
with coolant to minimise part temperature. Sialons are
used for rough machining at lower cutting speeds, but
higher feeds
than
whisker ceramics, while the latter can
be used for high speed finishing operations. The
introduction of ceramic tools in
this
application meant a
10-fold increase in metal removal rate
as
a result of
development of quite new materials.
Tlb
M.M!nmh*.
apa;almrw
su
li.d
13%-
0
rooroo*&&&
U(nrlk*q
Fig 1 1. Machining of Inconel
7
18.
Steel machining
is by far the most common chip
forming operation. Long continuo chips lead to high
temperatures and chemical reactions with the tool
material. Ceramic coatings on cemented carbide are the
most successful solution to these demands. Both
alumina-zirconia and. alumina-Tic are used in high
speed machining of low alloy and medium carbon steels
at high cutting speeds, but only in continuos operations
with a minimum of intermittence due to their
susceptibility to mechanical and thermal hctures.
Unfortunately, ceramics with high resistance to these
failure mechanisms
are
unsuited, because of excessive
crater and flank wear
as
a result of solutioddifhsion.
Fig 12. Machining of steel with Sialon
DEVELOPMENT TRENDS
Undoubtedly, the strive for cutting tool materials
with higher speed capability will continue, at an
escalating speed. High speed machining is an important
area, only in the last five years the maximum spindle
speed has increased f?om 10.000 to
80.000
rpm. Another
factor which will favour the use of ceramic tools is the
trend to eliminate cutting fluids, both for environmental
and for economical reasons. The cost of cutting fluids is
at present
3
times the cost of that for cutting tools.
25
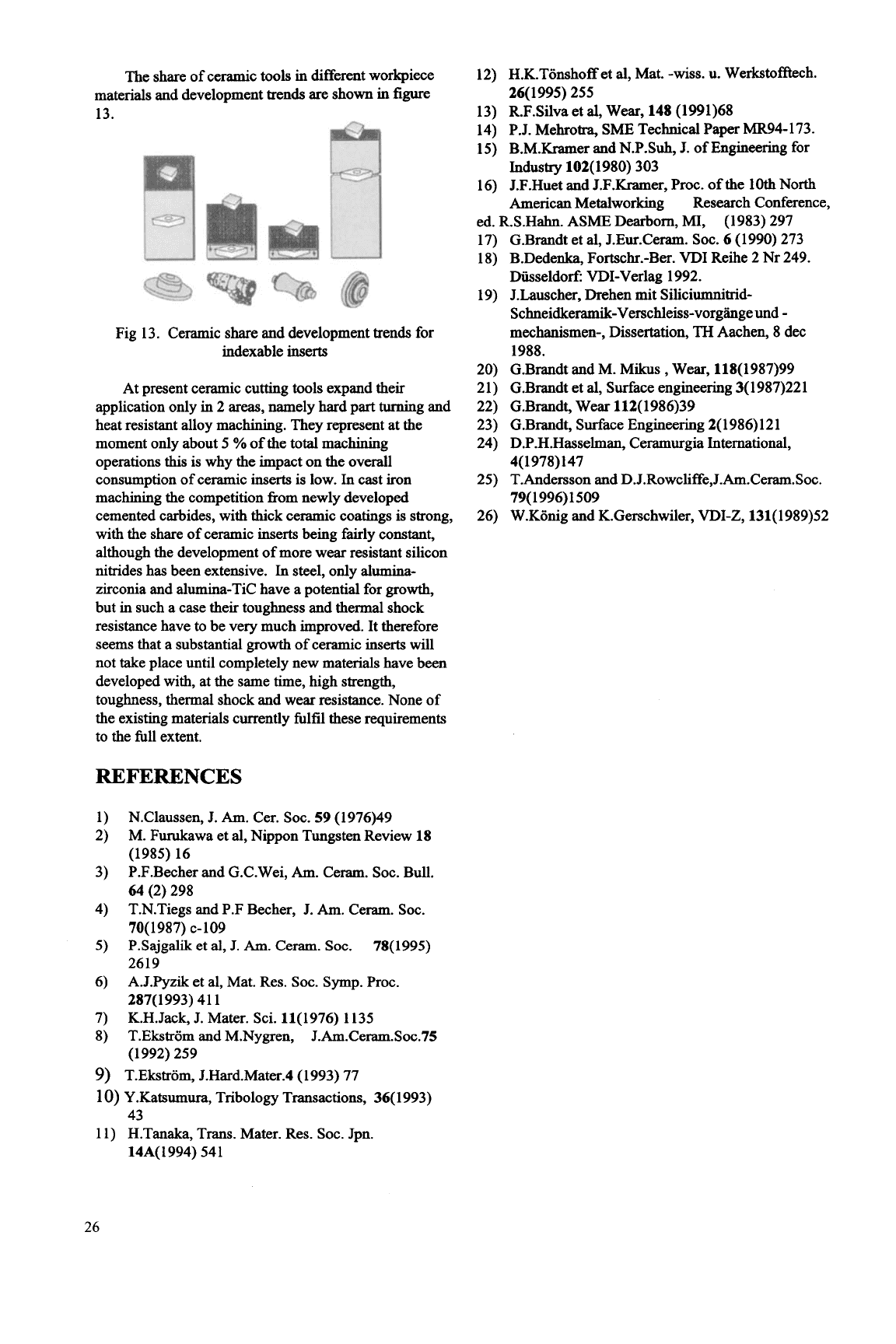
The share of ceramic
tools
in different workpiece
materials and development trends are shown in figure
13.
Fig 13. Ceramic share and development trends for
indexable inserts
At present ceramic cutting tools expand their
application only in 2 areas, namely hard part turning and
heat resistant alloy machining. They represent at the
moment only about
5
YO
of the total machining
operations
this
is why the impact
on
the overall
consumption of ceramic inserts is low.
In
cast iron
machining the competition from newly developed
cemented carbides, with thick ceramic coatings is strong,
with the share of ceramic inserts being fairly constant,
although the development of more wear resistant silicon
nitrides has been extensive.
In
steel, only
alumina-
zirconia and alumina-Tic have a potential for growth,
but in such a case their toughness and thermal shock
resistance have to be very much improved. It therefore
seems that a substantial growth of ceramic inserts will
not take place until completely new materials have been
developed with, at the same time,
high
strength,
toughness, thermal shock and wear resistance. None of
the existing materials currently fulfil these requirements
to the full extent.
REFERENCES
N.Claussen, J.
Am.
Cer. SOC. 59 (1976)49
M. Furukawa et
al,
Nippon Tungsten Review
18
(1985) 16
P.F.Becher and G.C.Wei,
Am.
Ceram. SOC. Bull.
64 (2) 298
T.N.Tiegs and P.F Becher, J.
Am.
Ceram. SOC.
P.Sajgalik
et
al,
J.
Am.
Ceram. SOC.
2619
A.J.Pyzik et al, Mat. Res. SOC. Symp. Proc.
287(
1993) 4 1 1
K.H.Jack, J. Mater. Sci. ll(1976) 1135
T.Ekstrom
and
M.Nygren, J.Am.Ceram.Soc.75
(1992) 259
T.Ekstrom, J.Hard.Mater.4 (1 993) 77
70(1987) C-109
78(1995)
12) H.K.Tonshoff et
al,
Mat.
-wiss.
u. Werkstofftech.
26(1995) 255
13) R.F.Silva et
al,
Wear, 148 (1991)68
14) P.J. Mehrotra,
SME
Technical Paper MR94-173.
15) B.M.Kramer and N.P.Suh, J. of Engineering for
Industry 102(1980) 303
16) J.F.Huet and J.F.Kramer, Proc. of the loth
North
American Metalworking Research Conference,
ed. R.S.Hahn.
ASME
Dearborn, MI,
17) G.Brandt et
al,
J.Eur.Ceram. SOC. 6 (1990) 273
18) B.Dedenka, Fortschr.-Ber. VDI Reihe 2 Nr 249.
Diisseldorf: VDI-Verlag 1992.
19) J.Lauscher, Drehen mit Siliciumnitrid-
Schneidkeramik-Verschleiss-vorgiinge
und
-
mechanismen-, Dissertation,
TH
Aachen,
8
dec
1988.
20) G.Brandt and M. Mhs
,
Wear, 118(1987)99
2 1) G.Brandt et
al,
She engineering 3( 1987)22 1
22) G.Brandt, Wear 112(1986)39
23) G.Brandt, Surface Engineering 2(1986)121
24) D.P.H.Hasselman, Ceramurgia International,
4(
1978) 147
25)
T.Andemson and
D.J.Rowcliffe,J.Am.Ceram.Soc.
79(1996)1509
26) W.Konig and KGerschwiler, VDI-Z, 131( 1989)52
(1983) 297
10)
Y.Katsumura, Tribology Transactions, 36(1993)
43
1 1) H.Tanaka, Trans. Mater. Res. SOC. Jpn.
14A( 1994) 54 1
26
PRACTICAL USE
OF
CERAMIC COMPONENTS
AND
CERAMIC ENGINES
Hide0
Kawamura
Ism
Ceramics
Research
Institute Co.,
Ltd.
Japan
Abstract
In
opder
to
improve
the
air
pollution
m
the
Tokyo
metropolitan
aty,
DPF
which
was
developed
by
Isuzu
ceramics
Research
hhte
Co.,
Ltd.
are
tnstalled
on
vehicles
using
in
Tokyo,
Yokohama
and
Kawasaki
Cities.
This
DPF
is
collsisted
of
laminated
Ceramics(SiC)
fiber
for
fihxationandmetalnetheaters
fcrqenemtionby
burning
down
mated
PM.
The
system
is
very
tough
m
the
markets
using light
oil
contained
sulfur
above
SOOPPM,
because
Sic
fiber
has
hlgh
silxqthand~mthe~~
exhaust
gas.
To
keeping
nice
enviromnd
on
the
earth
by
reductngco2,ceramicsturbocompoundenginesaresilldied.
The
tfiamos
shzture
coI1sis&d
of
cgdmics(Si3N.,)
parts
is
very eWve
to
reduce
heat
rejection
hm
combdon
chambers
and
the
recovering
turbine
produce
shaft
work
hmthe
exhaust
gas
enhancsdthe
enblpymthe
cadmics
bcompolnndenghaes.
However,
as
very
big
exhaust
gas
eneqg
is
retnaining
still
after
the
turbine,
we
studied
to
use
the
chemical
system
As
the
resuh
of
fimshmg
the
study,
we
will
be
realized
the
engine
with
the
high
hnnal
efficiency
of
about
65%
or
above
whichis
the
dream
value
for
engine
engineers.
recovaingtheenerpyhmtheexhaustgastoshaftwork
Introduction
In
order
to
improve
en.
~11prOblemsOnthe
earth,
we
should
make
effints
m
pur&-mg
the
air
which
has
been
polluted
by
Nitrogen
Oxidati~Ox),
Particulate
Matea(pM)andmUchCadmdeOxidation(C03e~
hm
vehlcles
as
soon
as
possiile.
Althougk
It’s
seem
hat
this
prcblems
has
big
scale
and
it
can’t
solve
except
using
very
big
deal
and
political
powers
between
ahnost
Countries,
sud.1
powd
person
as
the
Governor
of
T&yo
meiropolitan
aty
Mr.
Ishibara
appealed
to
the
dizm
of
Tokyo
to
he diesel vehlcles
out
of
the
city
last
ya,
ihenxpn
the
ripple
exteded
all
of
Japan
m
an
instant
and
particulate
fikx(DPF)
which
we
have
beenpursuingto
public opinion
will
make
the
policy
realize.
The
diesel
develop
by
using
cedamics
fibeas
with
the
Bureau
of
lib-
ProQctiOn
m
Tokyo
Metropolitan
Government
has
been
dmm
into
the
limelight
and
components
made
of
ceramics
is
just
about
chngmg
the
en-
of big
cities.
On
the
other
hand,
Japan
Government
must
give
up
to
promote
the
development
of
nuclear
genaating
systems
plant
m
Japan.
Resuhmg
m
the
decisio~
CNG
(compressed
natd
*)has
been
mthe
spotlight
due
to
a
snail
quantity
engine,
as
well
as
the
Ceramics
turbo
ampound
engine
which
we have developed
with
Japan MlTI
d
Japan
&as
aSSOciation
has
became
a
promising
engine
system
in
the
fhue.
l-ecedy
blxaLKe
of
the
accident
happened
in
an
atomic
file1
ofexhaust
pollution
when
it
is
used
for
llltanal
combustion
Air
Pollution
and
DPF
relation
between
lung
diseases
and
died
partiailate
matter
We
can
see
may
medical
papers
studied
on
the
&om
4-5
years
ago.
bfm,
DPF
having
honey
comb
shape
made
of
cmdiright
was
mvdgated
on
the
pehmmmanddudnhtytouseitpmhcally.
Asthedts,
we
could
know
that
this
type
ofDPF
were
broken
Sometimes
by
thermal
stress
when
PM
is
Mout
onthe
&rafter
PM
is
W-ated
and
collected
on
the
filter
adce,
as
well
as
the
same
type
of
DPF
made
of
Sic
was
conctucted~w
materials,
Sic
DPF
also
were
brokenbythethend
siress
at
the
#on
times
because
of
the
micro
size
ofholes
jnducedmthewallsto~PMarereduclngthe~
AmmhgIy,
we
started
to
develq
the
DPF
laminated
Sic
tibe€S.”
Fig
1
shows
the
outer
view
of DPF
developed
by
us.
The
DPF
is
COrlSiSted
of
lmmatmg
seats
like
blanket
sandwiched
bymetal~~andthemerseatis~Ceramics
tibe€S
at
I.andom
and
dmse
seats
are
bent
like
bellows.
The
filterislaminatedaseatwithsnalldiametertibe€Sandaseat
~.~tothetestrasult,mspiteofthehi~~
27
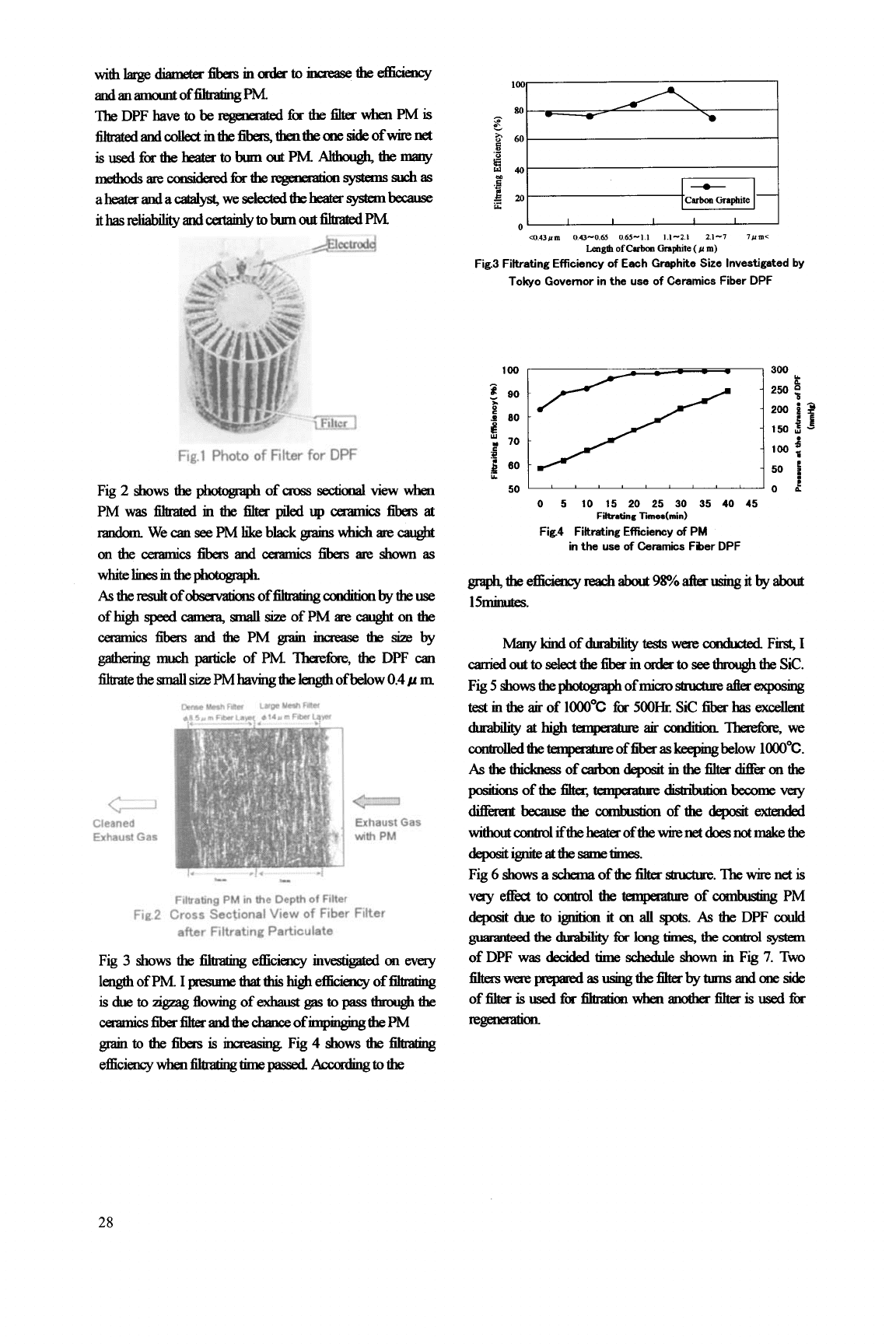
Fig.1
Photo
of
Filter
for
DPF
Fig
2
shows
the
photoscaph
of
('xoss
sectional
view
when
PM
was
fihmted
in
the
filter
pded
up
&a
fibas
at
random,
We
can
see
PM
like
black
gabs
which
are
caught
on
the
ceramics
Gbers
and
ceramics
fibas
are
shown
as
Whaeliraesmthephotograpk
Asthendtof~
.
offihmtmgdonbytheuse
ofhigh
speed
camera,
snail
size
of
PM
are
caught
on
the
Ceramics
iibm
and
the
PM
grain
inaease
the
Size
by
gahermg
much
particle
of
PM.
bfm,
the
DPF
can
&ate
the
small
size
PM
bavmgthe
l@ ofbelow
0.4
p
m
Dense
Mesh
Filter
Law
Mesh
Filter
Exhaust Gas
a
Cleaned
Exhaust Gas
h.
h.
Filtrating
PM
in the Depth
of
Filter
after Filtrating Particulate
Fig.2 Cross Sectional View
of
Fiber Filter
Fig
3 shows
the
iihtmg
efficiency mvdgated
on
every
length
of
PM.
I
pmume
that
his
highef6cienq
of
fihatmg
CetIlmicsfiberiilterandthechanCeofimpingingthePM
grain
to
the
fibas
is
incaeaSing.
Fig
4
shows
the
fihmng
efficiencywhenfiltmngtimepassed
Accmhngtothe
is
due
to
7igZlg
flowing
of
exhaust
&as
topass
thKnlghthe
Ma
20
Carbon
Graphite
0
a43em
043-06
065-11
11-21
21-7
7rm<
Length
of
c.rbm
Graphite
(
II
m)
Fig3 Filtrating Efficiency
of
Each Graphite Size Investigated by
Tokyo
Governor in the
use
of
Ceramics Fiber DPF
100
---
-
250;
50
0
5
10
15
20 25
30
35 40
45
Fhating
limeshin)
Fig4 Filtrating Efficiency
of
PM
in the use
of
Ceramics Fiber DPF
Many
kdofdumbihy
tests
were
condllcted
First,
I
carried
out
to
select
the
fiber
mordeato
see
throughthe
Sic.
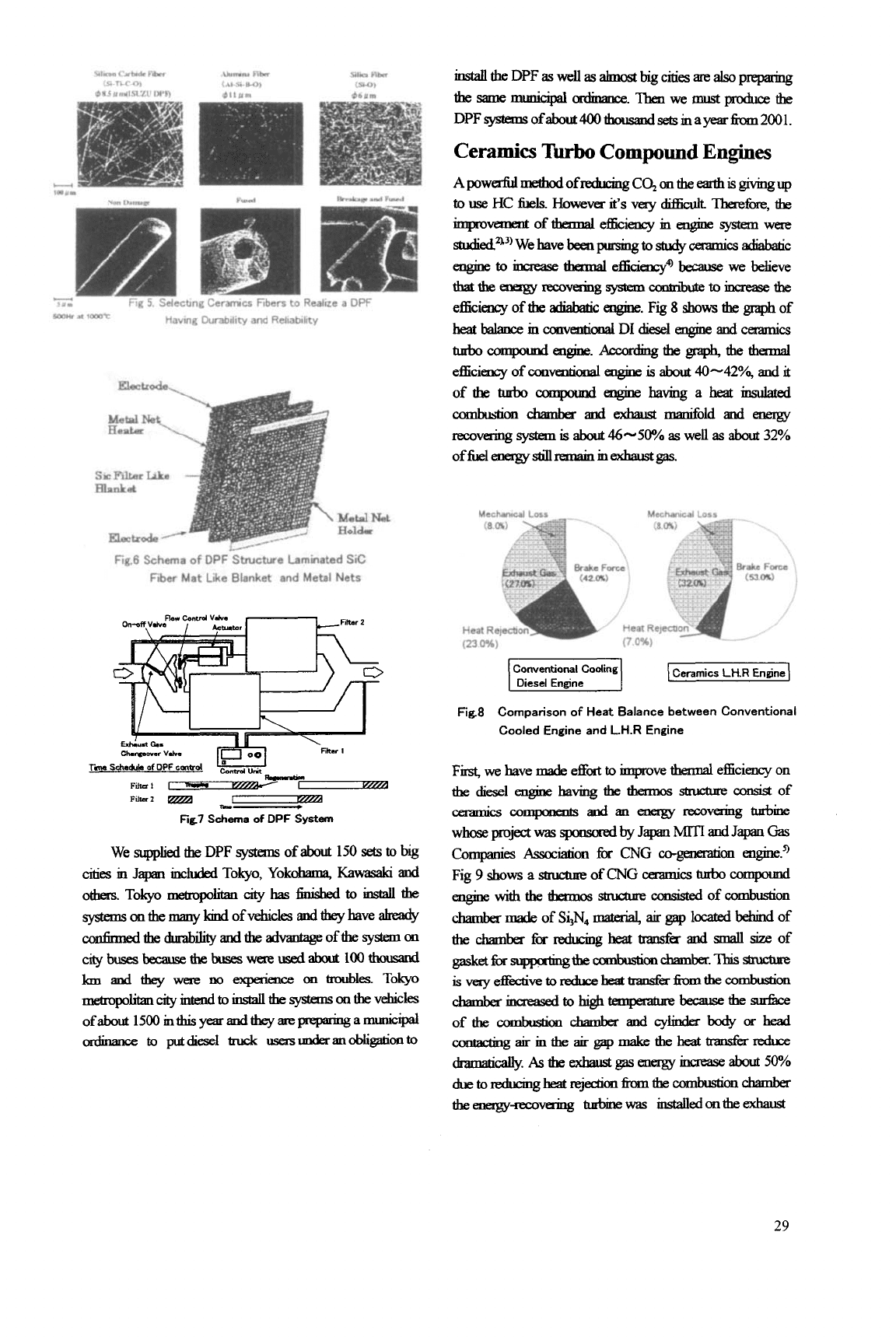
Fig
5
shows thephoQqph
ofmicro
slrudm
afkr
exposing
test
m
the
air
of
1OoO"C
fix
5WB.
Sic
fiber
has
excellent
dwatnhyathightemperahneairconditionIIherefore,we
cxmtrolledthe
tLmpame
of
fibmas
keeprngbelow
lOoo0C.
As
the
lhiclaless
Oflhdxnl
deposit
m
the
iilter
difkron
the
positions
of
the
iilter,
teqemme
clislrjMon
become
very
difkent
because
the
combustian
of
the
cleplt
exblded
witfiout~lifdleheate€ofthewirenetdoesnotmakethe
depcmtigniteatthesamethaes.
Fig6
shows
a
schema
ofthe
filtexshuctwe.
Thewire
net
is
very
efFed
to
control
the
&npemtm
of
combustrng
PM
depwt
clue
to
ignition
it
on
all
spots.
As
the
DPF
coukl
guambxithe
chaabilhy
fbr
long
thnes,
the
colltrol
system
of
DPF
was
decided
time
schedule
shown
m
Fig
7.
Two
~werepleparedasusingthe*bytumsaudaoesi&
ofiilterisused
fix
fihdionwhen
another
*is
used
fix
regenedm
28
Having
Durability
and
Reliability
YXlHr
at
lOOOt:
t
Fig&
Schema
of
DPF
Structure
Laminstad
SE
Fiber
Mat Like Blanket and Metal Nets
-
Ftlvrl
-
Flltcr2
-
b
Fig7
Schema
of
DPF
System
We
supplied
the
DPF
systems
of
about
150
sets
to
big
cities
m
Japan
included Tokyo,
Yokohama,
Kawasaki
and
othas.
Tokyo
metropolitan
city
has
jhished
to
install
the
systems
on
the
many
kind
of
&cles
and
they
have
already
c20dinddle
dlddltyandthe
advantage
ofthe
system
on
cicybuses
becausetfiebuseswere
usedabout
100
thwsand
metropolhan
city
intend
to
install
the
syslans
on
the
vehicles
opdinance
to
putdiesel
truck
usas&anobli&ationto
km
and
they
were
no
experb~
on
troubles.
Tokyo
ofabout
1500mthisyearandtheyarep~par&jamutllcIpal
dthe
DPF
as
well
as
almostbigcities
are
also
preparing
DPF
systems
ofabout400
thousand
sets
m
a
year
h
2001.
the
same
lllllolcIpal
ordinance.
b
we
must
produce
the
Ceramics
Turbo
Compound Engines
Apowdmethodofre<hrmgCqonthedisgivingup
to
use
HC
ids.
However
it‘s
vay
difEuk
hh,
th
impl-0-
0fd.lermal
efficiency
m
engine
system
wae
studied213)We have
been
pursmgto
study
cemmia
adiatmc
engine
to
increase
tbamal
&ciency+
because
we believe
that
the
emrrgy
recovering
system
c4mllibuteto
illcmse
the
efficiency
of
the
adiabatic
engine.
Fig
8
shows
the
gmph
of
heat
balance
m
conventional
DI
diesel
engine
aud
ceramics
efficiency
of
conwntional
engine
is
about
40-42%,
and
h
of
the
turbo
compoud
engine
haviog
a
heat
insulated
recovering
system
is
about
46-50’??
as
well
as
about
32%
turbocOmpollodengine.
Accordrngthe
graph,
thedwmal
combus;tion
chamber
and
exhaust
manifold
d
eIlel?g
offuel
enagy
StiIl
remain
m
exhamt
gas.
Mechmcal
Loss
Mechanical
Loss
Heat
Reji
(23.0%)
Ceramics
LH.R
Endne
Fig8
Comparison
of
Heat Balance between Conventional
Cooled Engine and
LH.R
Engine
29
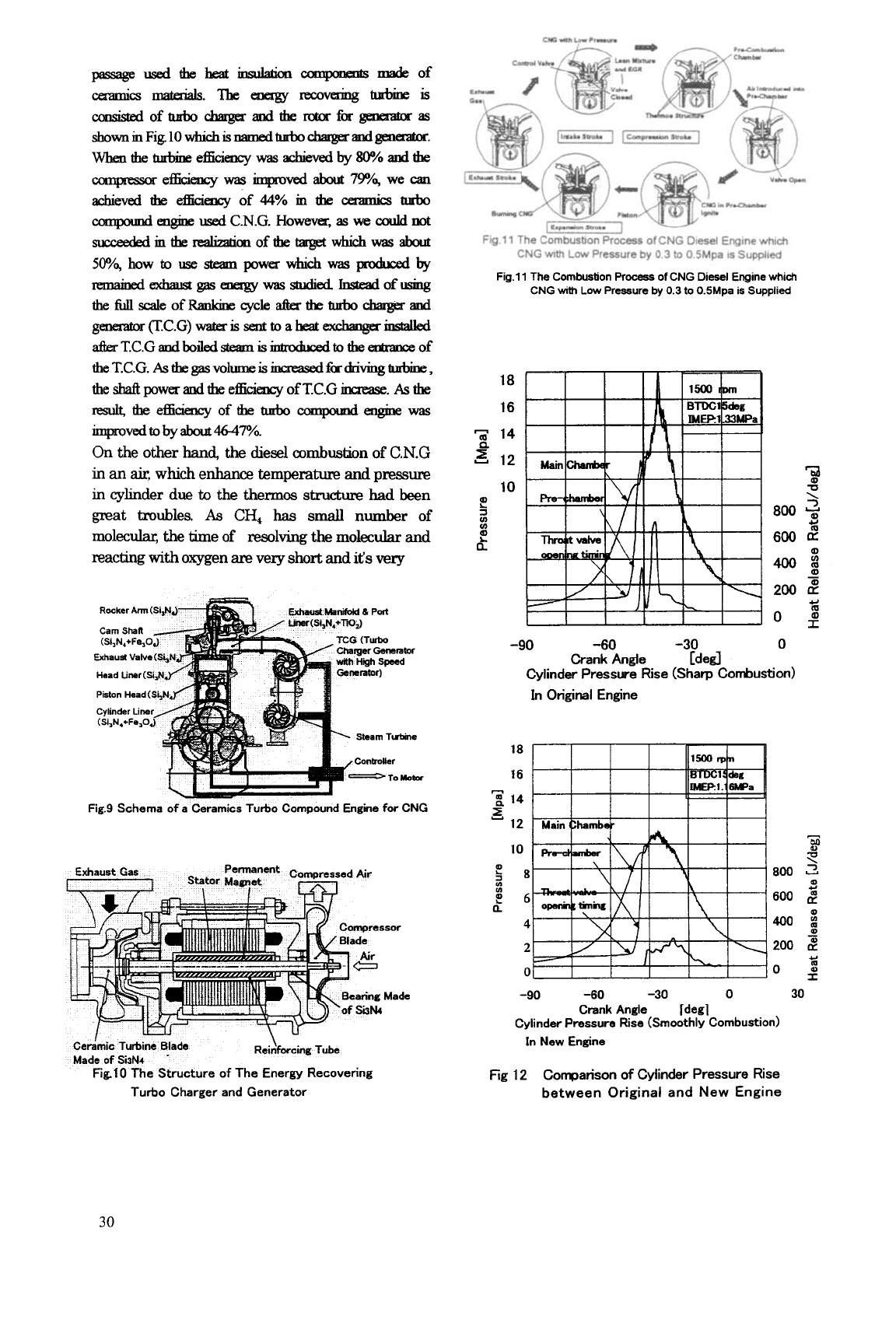
passage
used
tlae
beat
insulation
WLIqmIEm
made
of
&a
lnateds.
The
aleqgy
recovaing
ttnbk
is
laested
of
turbo
c.&ager
and
the
rotor
fix
genemtm
as
shown
m
Fig
10
which
is
namedbdo
chaqjerandpemb~.
Whenthe
turbine
efiiciemy
was
dievedby
80%
and
the
caqmsor
efficiency
was
improved
about
79!%
we
can
achieved
the
e5ciency
of
44%
m
the
d
turbo
compod
engiue
used
C.N.G. However,
as
we
could
not
succeeded
m
dle
ldizallm
of
the
talge
which
was
atlout
5004
how
to
US
steam
power
which
was
produced
by
ranainedsrhaustgas
enaKywas
.studied
Insteadofusing
the
fidl
scale
of
Ranloine
cycle
after
the
bdo
cbarger
and
genemmr
(T.C.G)
water
is
sent
to
a
beat
exchangerindled
atta
T.C.G
and
boiled
steam
is
imwhxi
totheeidlaxxof
the
T.C.G.
As
the
gas
volume
is
incnrlsed
fordriving
hntrine,
the
shaft
power
d
the
e&iency
of
T.C.G
imrease.
As
the
result,
the
efficiency
of
the
turbo
campcxmd
engiee
was
improvedto
by
about46-47%.
On
the other
hand,
the
diesel
combustion
of
C.N.G
in
an
&,
which
enhance
temperature
and
pressure
in
cylmder due
to
the
thermos
structure
had
been
great
troubles.
As
CH,
has
small
number
of
moleculaq
the time
of
resolving
the
molecular
and
reacting
with
oxygen
are
very
short
and
its
very
Exhaust
Valve
Steam
Tubnc
~~~~~
Fig.9
Schema
of
a Ceramics Turbo Compound
Engine
for
CNG
\.
Cedtnic
Turbine Blade Reinforcing
Tube
Made
of
Si3N4
.
Fig10
The Structure
of
The Energy Recovering
Turbo Charger and Generator
I
Fig
11
The Combusbon Process
of
CNG
Diesel Engine which
CNG
Wm,
Low
Pressure by
0.3
to
0.5Mpa is Supplied
18
16
14
u
12
r"
e
E
a
1
In
v)
10
I
I
I I
I
I
U
m
02
-90
-60
-30
0
Crank Angle [ded
Cylinder Pressure Rise (Sharp Combustion)
In Original Engine
18
16
a
14
I
-
-
-
12
10
P
T
%8
800
2
UI
0
Y
?6
600
n
0
4
400
:
0
200
B
Y
2
0 0:
-90
-60
-30
0
30
Crank Angle [degl
Cylinder Pressure Rise (Smoothly Combustion)
In
New
Engine
Fig
12
Conparison
of
Cylinder Pressure Rise
between Original and New Engine
30
easy
to
0cc1.1~
knoclnng
in
the
hgh temperature
and
pressure
air
condition
Therefore,
we
have
developed new combustion
chamber
system which
is
consisted
by pre-combustion chamber with
control
valve,
the
lugh
rate
of
exhaust
gas
re-
Circulation
(E.G.R)
and
learn
air
fuel
mixture
system
as
the
gas
fuel
of
80%
is
introduced
to
the
cylinder
for
homogeneous
mixture
and compred
C.N.G
of
about
20%
is
injected
to
the
pre-
chamber
Fig
11
shows the schema
of
combustion
progress
in
the
C.N.G
engine.
The combustion
has
been
improved
very smmthly
by the
use
of
the new combustion chamber systems.
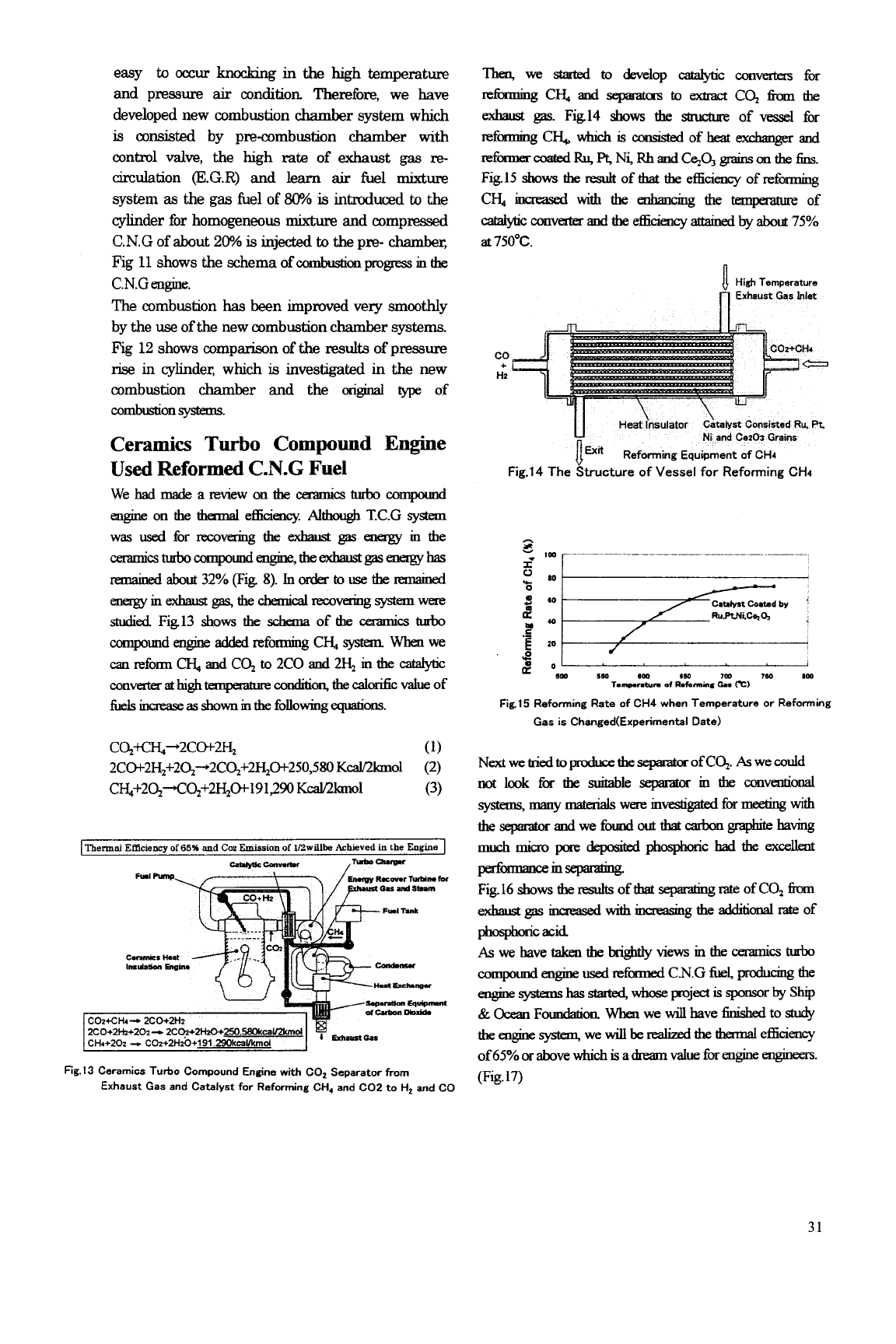
E'lg
12
shows comparison
of
the
results
of pressure
rise
in
cylinder, which
is
investgated
in
the new
combustion chamber
and
the
oxi&
type
of
couhmonsystem.
Ceramics
Turbo
Compound Engine
Used Reformed
C.N.G
Fuel
We
had
made
areview
on
the
cerinnics
turbo
compomd
engine
on
the
thermal
efficienq
Although
T.C.G
system
was
used
for
recovering
the
exhaust
gas
awgy
m
the
ceramics
turbocompoundengille,theexhaustgasawgyhas
enagyinexhaustgas,dlechanicalrecoveringsystemwae
remainedabout32%(Fig.
8).
Inordertou~etheranareed
studied.
Fig13
shows
the
schema
of
the
&cs
turbo
cmpounclengiae
addedrefv
CH,
system.
When
we
can
refom
and
cq
to
2co
and
2H,
m
the
atalytlc
convatgathigh~d~thecaldcvalueof
~lsm~asshownmthefollowingequations.
Ca+CI-&-+2CO+2H2
(1)
CH,+2q+CQ+2HzO+191
,290
KcavZlanol
(3)
2CO+2H,+20z-+2CQ+2H,0+250,580 KcalDkmoI
(2)
I
Thermal Efficiency
of
65%
and
Coz
Emission
of
1/2willbe
Achieved in
the Engine
~Cavrhr
Fig.
13
Ceramics Turbo Compound Engine with
COz
Separator
from
Exhaust Gas and Catalyst for Reforming CH, and C02 to
Hz
and CO
Then,
we
stated
to
develop
wc
convertas
for
exhaust
gas.
Fig14
shows
the
shu~hae
of
vessel
for
refhmercoated
Ru,
PC
Ni
Rhand
CsO,
.gains
on
the
fins.
Fig.15
shows
the
result
of
that
the efficiency
of
ref-
re-
CH,
and
seplatm
to
extract
cq
fiom
tJle
refa
CH+
which
is
COIlSiStBd
of
heat
ex&mger
and
CH,
lIlBeased
with
the
enhancmg
the
tenpmwe
of
Cahlytlc
converter
and
the
efEciency~byabout
75%
at
750°C.
n
High
Temperature
n
Exhaust
Gas
Inlet
H4
co
Ht
4.
I
Fig.14 The
Structure
of
Vessel
for
Reforming
CH4
Catalyst
Co&d
by
@?
Osm
sso
am
850
700
Is0
100
Tmmpntum
of
R.fomns
0..
CC)
Fig15
Reforming Rate of CH4 when Temperature or Reforming
Gas
is
Changed(Experimenta1 Date)
Next
we
~edto
prochace
the
sepa~atar
of
Cq.
As
we
could
not
look
fbr
the
suitable
sepznator
m
the
conventional
the
separator
and
we
fd
out
hit
carbon
gt.aphae
haviug
system,
many
materials
were
mdgated
for
lm43lng
with
much
micro
pore
deposaed
ph-c
had
the
excellent
performancein-
Fig.16
shows
the
results
of
hit
separahg
mte
of
C02 fi-om
exhaust
gas
iuaeaxd
withinmasing
the
additional
mte
of
phosphoric
acid
As
we have
takenthe
brightly
views
m
the
cuamics
turbo
coIllpollDd
engine
used
reformed
C.N.G
&l,
producing
the
enginesystansh
started,
whosepj=t~
sponsor
by
shrp
&Ocean
Foundation.
When
we
will
have
finished
to
study
the
engine
system,
we
will
be
reali2ed
the
thermal
efficiency
of
65%
or
above
which
is
a
dream
value
for
engine
engineas.
(Fig. 17)
31