Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.


This Page Intentionally Left Blank
CERAMIC MATRIX COMPOSITES FOR DISK BRAKES AND THEIR
MANUFACTURING TECHNOLOGIES
R.
Gadow
University of Stuttgart
Institute for Manufacturing Technologies
of
Ceramic Components and Composites
Allmandring
5b
GERMANY
D-70569
Stuttgart
ABSTRACT
Thermally stable and corrosion resistant light
weight components are a central challenge in modem
automotive engineering. The competition in the
automotive industry, especially for heavy, high
performance, luxury and sports cars, demands retardation
performance, comfort and all weather braking ability for
new disk brake systems. The required mass reduction
with simultaneously improved performance and
durability in modem trucks and high speed trains
requires disk materials with life time corrosion and wear
resistance. The reinforcement by short, chopped and
endless carbon fibers results in fracture toughened
ceramic matrix composite (CMC) properties with
appropriate friction and reliable mechanical properties in
comparison with conventional materials. Reaction
bonding is a competitive technology for manufacturing
of near net shape formed components like brake disks.
A
review is given on chemical processing, manufacturing
and design as well as first application results of these
new refractory CMC components in brake technology
are shown.
TECHNICAL AND ECONOMIC
REQUIREMENTS FOR CMC
BRAKE SYSTEM COMPONENTS
Due to their limited corrosion resistance CFC
materials are not suitable for long term operation
temperatures above
500
"C in atmosphere('.*',
so
that
their application will
be
limited to aircrafts and racing
cars, where pure performance overcomes cost. Low
melting and softening temperatures limit the application
of coated light metal alloy components and MMCs to
temperatures below
loo0
OC. Only CMC provide
sufficient strength and corrosion resistance up
to
higher
temperatures. The application of CMC materials, e.g. as
friction materials in brake systems of passenger cars and
trucks, depends on the fulfillment of the following
industrial system requirements
(3):
0
low cost raw materials and additives
fast, reliable and reproducible compound
manufacturing methods
fast forming process with serial manufacturing
capacity
net shape sinteringkhemical transformation to
CMC
minimized grinding and finishing effort
short production cycles
high temperature and corrosion resistance combined
with CMC fracture toughness
steady friction coefficient for antilocking brake
system under severe road vehicle conditions.
Different types of chemical processing and
manufacturing of components for brake disks can be
used. With a background in aircraft systems chemical
vapour impregnated carbodcarbon composites (CFC)
were the first successful materials, followed by pitch and
precursor impregnated cheaper CFC disks and rotors.
As
they cannot fulfil the main requirements for low cost
passenger car application, the recent development is
focussed on silicon ceramic composite with SiSiC or
other reaction bonded matrices.
Xomal
hnnc
1
PCS!PLI"
Fiber
Preform.,
c
GrcmCompoct
I
clcansurface,
to
Final
Statc
CMC,
nur
ncr
shop
II
RRSC
RB-S6
ZC-Lonp
Fih
Shon
Fiber
Tecbnksl
Process
Variant
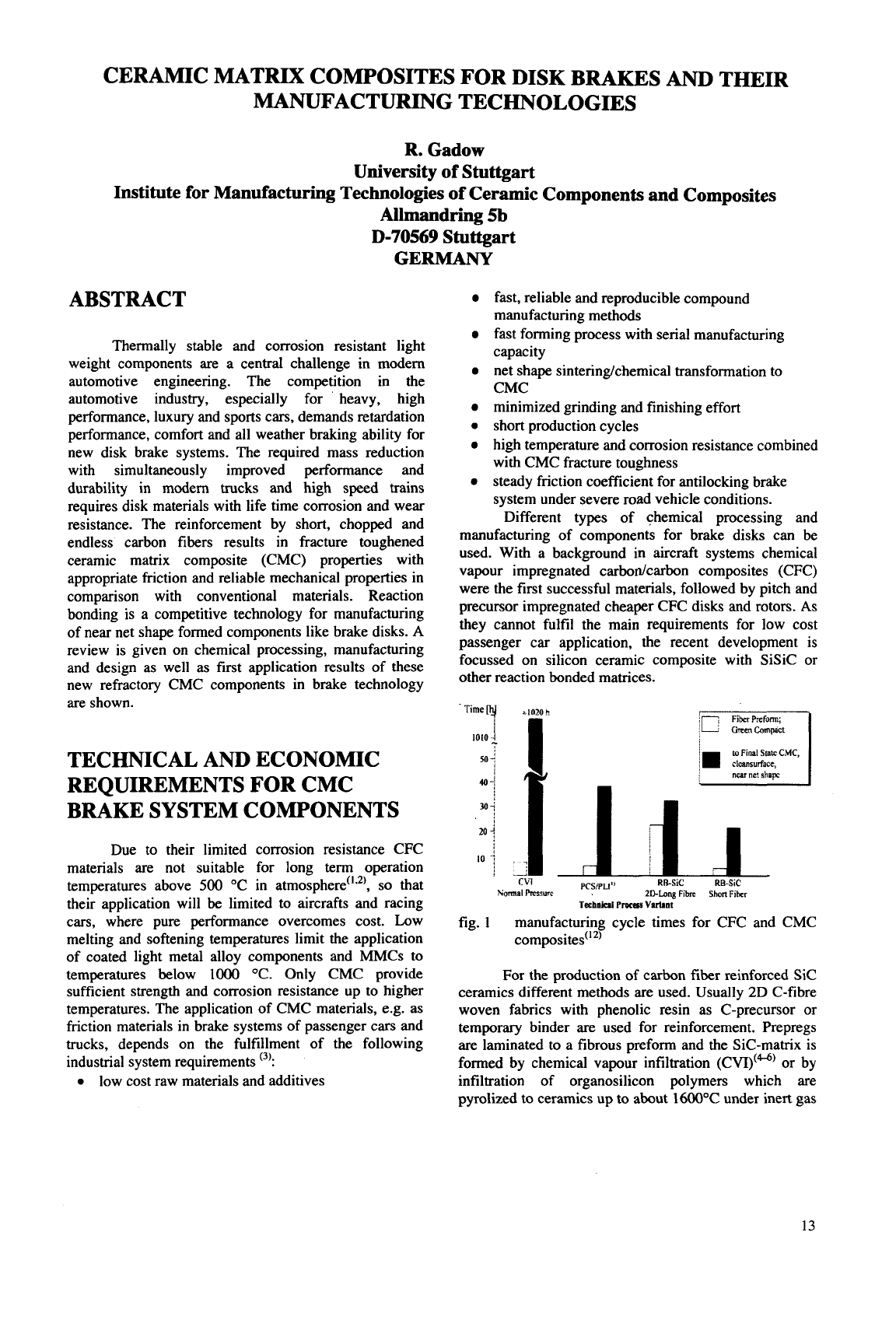
fig.
1
manufacturing cycle times for CFC and CMC
composites('
2,
For
the production of carbon fiber reinforced Sic
ceramics different methods are used. Usually
2D
C-fibre
woven fabrics with phenolic resin as C-precursor or
temporary binder are used for reinforcement. Prepregs
are laminated to a fibrous preform and the Sic-matrix is
formed by chemical vapour infiltration
(CVI)(u6'
or by
infiltration of organosilicon polymers which are
pyrolized to ceramics up to about 1600°C under inert gas
13
atmosphere (LPI)(4*7*8'. Due to its relatively short
production cycles (fig.
1)
and consequently cost
effectiveness the reaction bonding by silicon melt
impregnation (LSI) and reaction in porous carbonaceous
preforms is a promising technology for industrial
applications
(%I2).
PHYSICOCHEMICAL BASICS FOR
REACTION BONDED SILICON
CERAMIC COMPOSITES
Reaction bonding is a process where a strong
ceramic body is formed from a porous compact or
prepreg by an in-situ chemical rea~tion"~'. For the
fabrication of Sic-composites the liquid metal
impregnation method is used for reaction bonding of
fiber skeletons in originally porous carbon containing
matrices. The use of the heterogeneous chemical reaction
between silicon powder containing compacts and
nitrogen spender phases results in a fine porous or nearly
dense reaction bonded silicon nitride matrix composite.
Reaction bonding is a cost effective and technically
advantageous method to obtain dimensionally stable and
precise CMC components in manufacturing of serial
products as they are used in the automotive industry. The
advantages of the Sic route are fast impregnation and
chemical transformation, but a quite sophisticated metal
melt technology is needed. The Si3N4 route allows
convenient reacting with gaseous species but is more
time consuming and leads to less dense products.
The silicon penetration rate in carbonaceous
preforms is high due to the strong capillary flow effect
and the low wetting angle of liquid silicon on solid
carbon(I4'. The initial wetting angle is changed to values
in the range of
30
"...40"
during melt infiltration with
excess silicon mainly by two processes: The dissolution
of solid carbon in liquid metal and the formation of a
continuous solid Sic-layer at the interface.
The capillary flow effect of silicon is given by
Hagen-Poiseuille's equation. For more complex models
used by Fitzer and Gadow the pore utilization is taken
In pore systems and networks there are various
pore radii and a pore shrinkage effect is observed due to
the chemical reaction between carbon and silicon during
melt infiltration. The combined effect of mass transfer
from the liquid reactant Si to the solid surface, its
diffusion through the primary formed solid Sic layer and
its chemical reaction (first order) with the solid reactant
carbon was studied by Fitzer and Gadow using reaction
models for non catalyzed heterogeneous chemical
reactions between fluid metal and a shrinking core of
carbon containing ~olid"~'.
It was shown that the process is controlled by
silicon diffusion through the Sic-layer resulting in the
known parabolic correlation between reaction time and
layer thickness. In any case of infiltration by silicon in
carbon-carbon preforms the open porosity content and
into
account.(4.1
2.15.I6.I7)
consequently the pore radii distribution of the preform
are
the critical value'"' to control and optimize the
reaction.
A
non optimized porosity and non optimized
carbon filler/fiber/SiC powder ratio cause problems like
incomplete infiltration or inhibition of reaction, e.g.
in
the presence of non desired byproducts like SiO which
effect the wetting properties.
For RBSN-matrices the fiber damage by
mechanical degradation in contact with sharpedged Si
powders and the drawback of mandatory post
impregnation by metals or liquid precursors must be
mentioned.
FUNDAMENTALS FOR CERAMIC
COMPOSITES
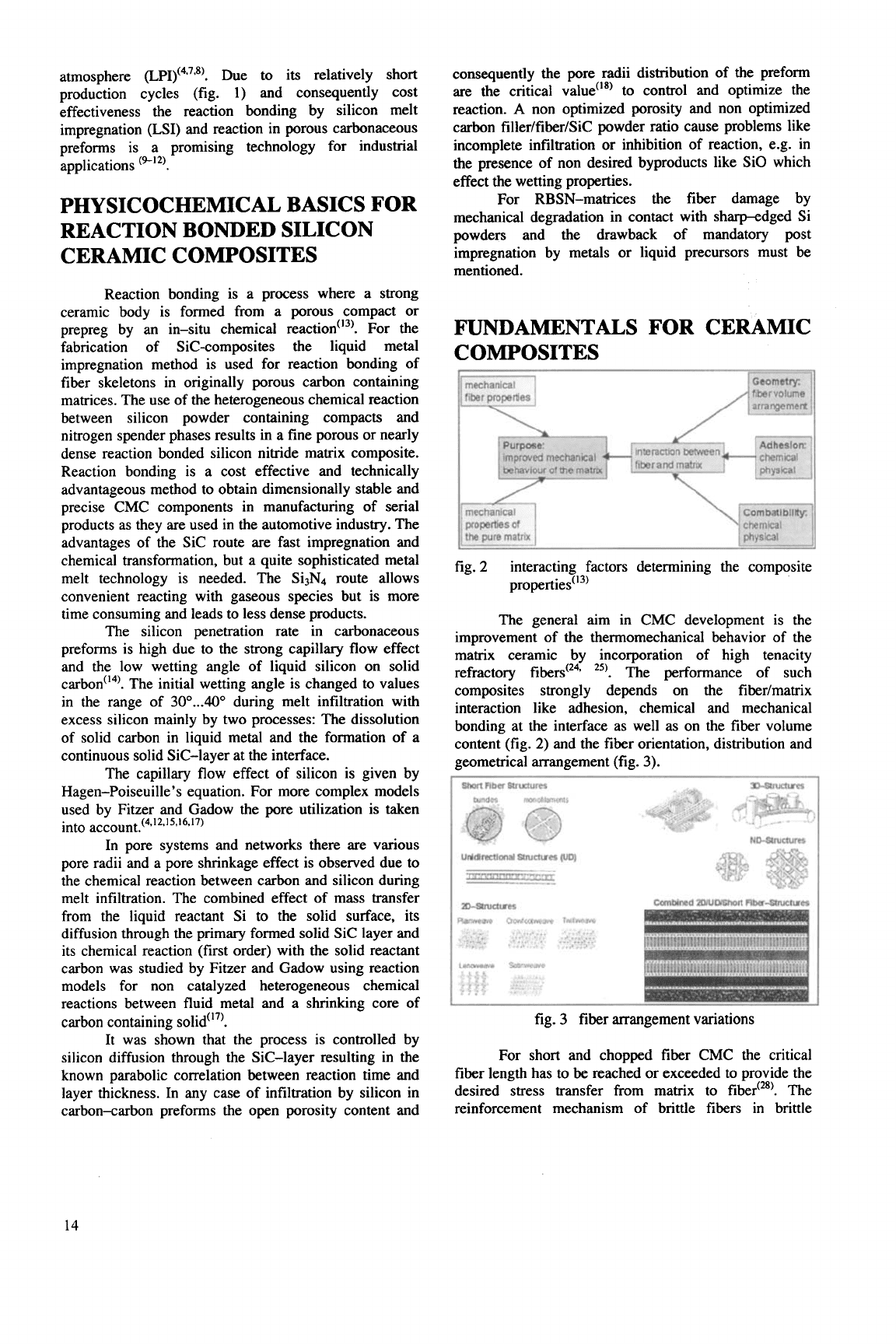
fig.
2
interacting factors determining the composite
proper tie^"^'
The general aim in CMC development is the
improvement of the thermomechanical behavior of the
matrix ceramic by incorporation of high tenacity
refractory fibers'24*
25'.
The performance of such
composites strongly depends on the fibedmatrix
interaction like adhesion, chemical and mechanical
bonding at the interface as well as on the fiber volume
content (fig.
2)
and the fiber orientation, distribution and
geometrical arrangement (fig.
3).
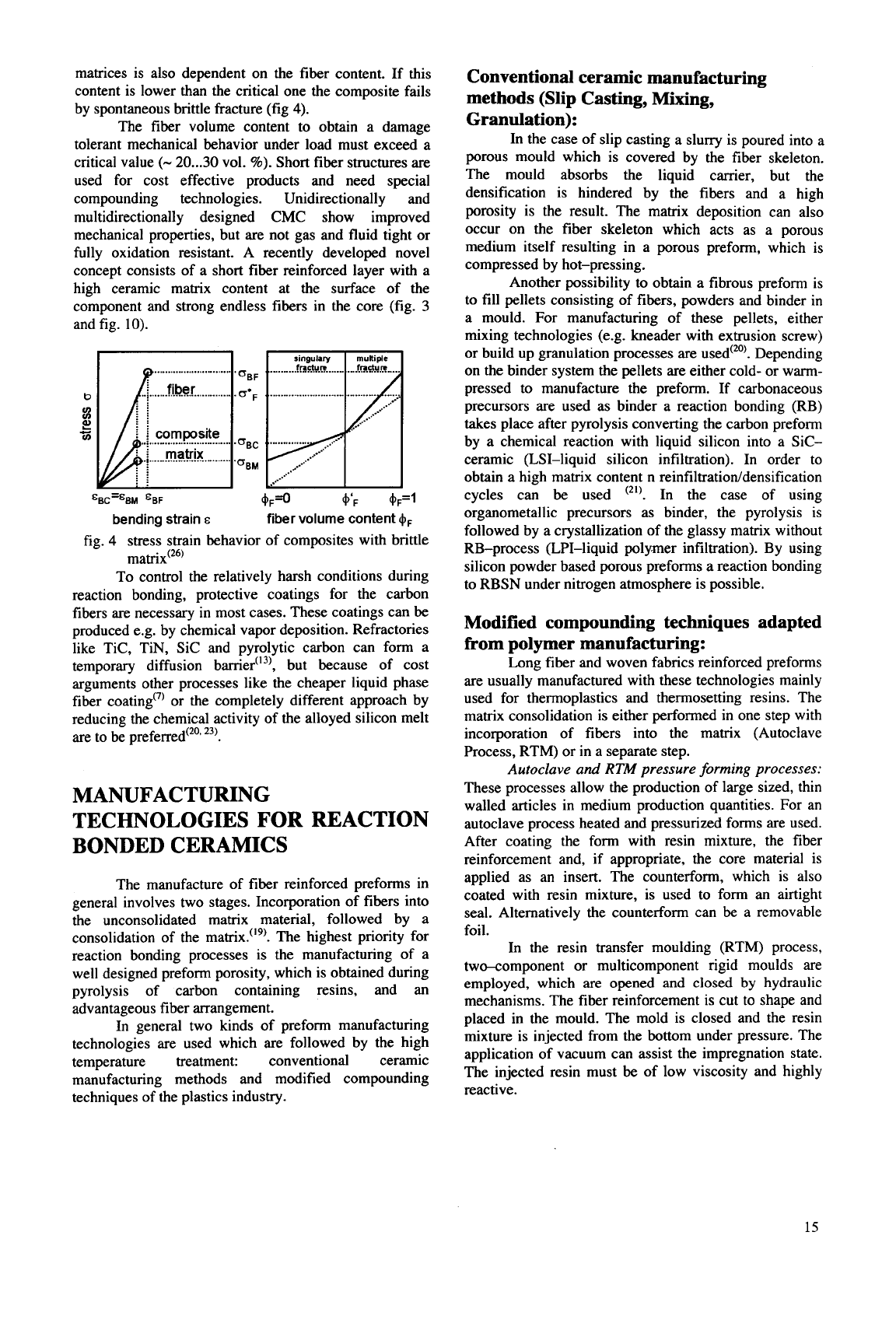
fig.
3
fiber arrangement variations
For
short
and chopped fiber CMC the critical
fiber length has to
be
reached or exceeded to provide the
desired stress transfer from matrix to fiber'**'. The
reinforcement mechanism of brittle fibers
in
brittle
14
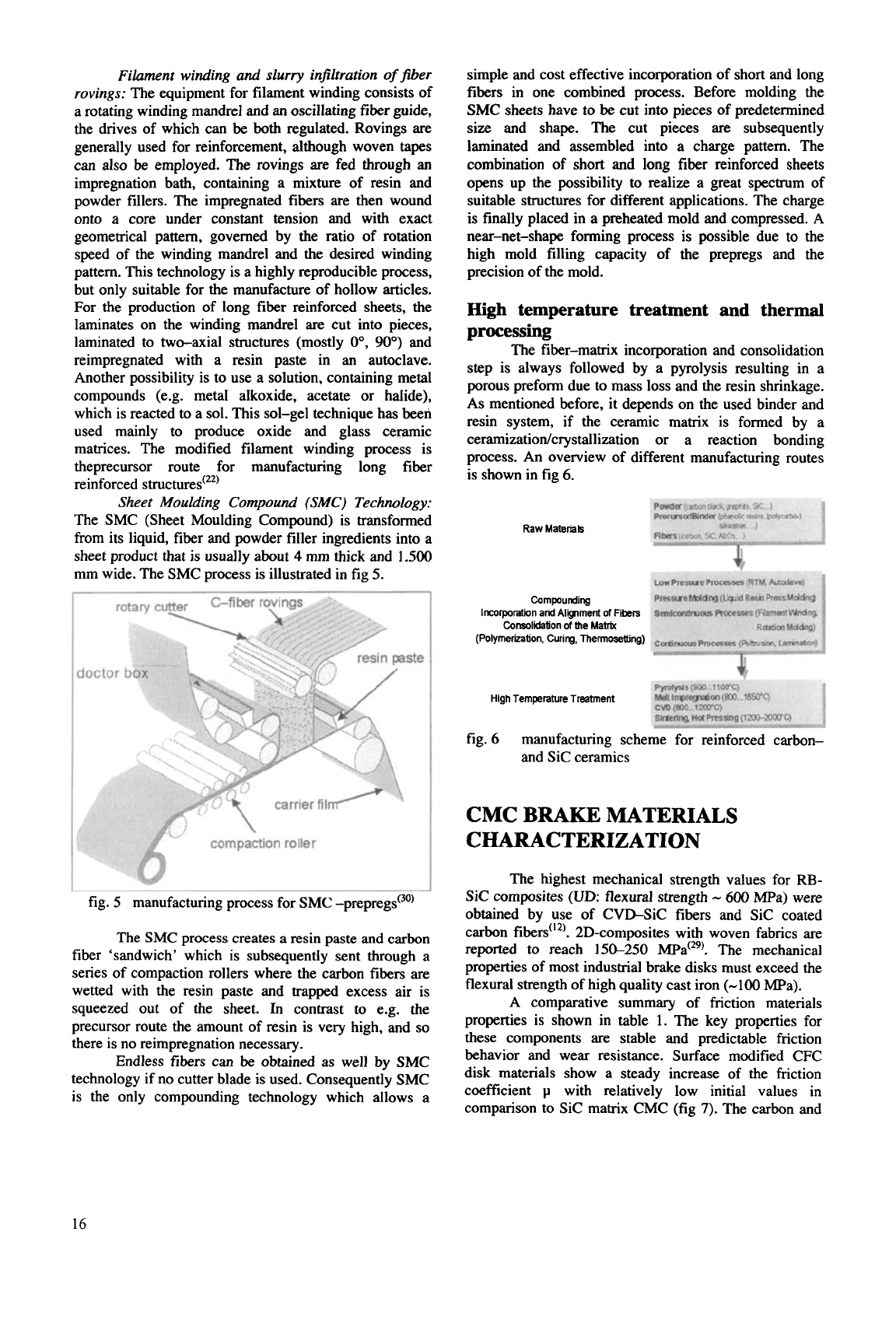
matrices is also dependent on the fiber content. If this
content is lower than the critical one the composite fails
by spontaneous brittle fracture (fig
4).
The fiber volume content to obtain a damage
tolerant mechanical behavior under load must exceed a
critical value
(-
20 ...
30
vol.
%).
Short fiber structures are
used for cost effective products and need special
compounding technologies. Unidirectionally and
multidirectionally designed CMC show improved
mechanical properties, but are not gas and fluid tight or
fully oxidation resistant. A recently developed novel
concept consists of a short fiber reinforced layer with a
high ceramic matrix content at the surface of the
component and strong endless fibers in the core (fig.
3
and fig.
10).
singulary
multiple
oBF
fnctun
fnctun
....................
............................................
b
.......
8
s!
.....
-
u)
...................
.......
....
,.-”’
........
‘BC=‘BM
‘BF
4F=o
4‘F
+F=l
bending strain
E
fiber volume content
c$F
fig.
4
stress strain behavior of composites with brittle
matrix(26’
To control the relatively harsh conditions during
reaction bonding, protective coatings for the carbon
fibers are necessary in most cases. These coatings can be
produced e.g. by chemical vapor deposition. Refractories
like TIC, TiN, Sic and pyrolytic carbon can form a
temporary diffusion barrier“3’, but because of cost
arguments other processes like the cheaper liquid phase
fiber coating”’ or the completely different approach by
reducing the chemical activity of the alloyed silicon melt
are to be preferred(”,
23’.
MANUFACTURING
TECHNOLOGIES FOR REACTION
BONDED CERAMICS
The manufacture of fiber reinforced preforms in
general involves two stages. Incorporation of fibers into
the unconsolidated matrix material, followed by a
consolidation of the matrix.(”’. The highest priority for
reaction bonding processes is the manufacturing of a
well designed preform porosity, which is obtained during
pyrolysis of carbon containing resins, and an
advantageous fiber arrangement.
In general two kinds of preform manufacturing
technologies are used which
are
followed by the high
temperature treatment: conventional ceramic
manufacturing methods and modified compounding
techniques of the plastics industry.
Conventional ceramic manufacturing
methods (Slip Casting, Mixing,
Granulation):
In the case of slip casting a slurry is poured into a
porous mould which is covered by the fiber skeleton.
The mould absorbs the liquid carrier, but the
densification is hindered by the fibers and a high
porosity is the result. The matrix deposition can also
occur on the fiber skeleton which acts as a porous
medium itself resulting in a porous preform, which is
compressed by hot-pressing.
Another possibility to obtain a fibrous preform
is
to fill pellets consisting of fibers, powders and binder in
a mould. For manufacturing of these pellets, either
mixing technologies (e.g. kneader with extrusion screw)
or build up granulation processes
are
used(20’. Depending
on the binder system
the
pellets are either cold- or warm-
pressed to manufacture the preform. If carbonaceous
precursors are used as binder a reaction bonding (RB)
takes place after pyrolysis converting the carbon preform
by a chemical reaction with liquid silicon into a SiC-
ceramic (LSI-liquid silicon infiltration). In order to
obtain a high matrix content n
reinfiltratioddensification
cycles can
be
used
(21).
In the case of using
organometallic precursors as binder, the pyrolysis is
followed by a crystallization of the glassy matrix without
RB-process (LPI-liquid polymer infiltration). By using
silicon powder based porous preforms a reaction bonding
to RBSN under nitrogen atmosphere is possible.
Modified compounding techniques adapted
from polymer manufacturing:
Long fiber and woven fabrics reinforced preforms
are usually manufactured with these technologies mainly
used for thermoplastics and thermosetting resins. The
matrix consolidation is either performed in one step with
incorporation of fibers into the matrix (Autoclave
Process, RTM) or in a separate step.
Autoclave and
RTM
pressure
forming
processes:
These processes allow the production of large sized, thin
walled articles in medium production quantities. For an
autoclave process heated and pressurized forms are used.
After coating the form with resin mixture, the fiber
reinforcement and, if appropriate, the core material is
applied as an insert. The counterform, which is also
coated with resin mixture, is used to form an airtight
seal. Alternatively the counterform can be a removable
foil.
In the resin transfer moulding (RTM) process,
two-component or multicomponent rigid moulds are
employed, which are opened and closed by hydraulic
mechanisms. The fiber reinforcement is cut
to
shape and
placed in the mould. The mold is closed and the resin
mixture is injected from the bottom under pressure. The
application of vacuum can assist the impregnation state.
The injected resin must
be
of low viscosity and highly
reactive.
15
Filament winding
and
slurry infiltration
of
fiber
rovings:
The equipment for filament winding consists of
a rotating winding mandrel and an oscillating
fiber
guide,
the
drives of which can
be
both regulated. Rovings
are
generally used for reinforcement, although woven tapes
can also be employed.
The
rovings
are
fed through
an
impregnation bath, containing a mixture of resin and
powder fillers. The impregnated fibers are then wound
onto a core under constant tension and with exact
geometrical pattern, governed by the ratio of rotation
speed of the winding mandrel and the desired winding
pattern. This technology is a highly reproducible process,
but only suitable for the manufacture of hollow articles.
For the production of long fiber reinforced sheets, the
laminates on the winding mandrel are cut into pieces,
laminated to two-axial structures (mostly
O',
90')
and
reimpregnated with a resin paste in an autoclave.
Another possibility is to use a solution, containing metal
compounds
(eg
metal alkoxide, acetate or halide),
which is reacted to a sol. This sol-gel technique has been
used mainly to produce oxide and glass ceramic
matrices. The modified filament winding process is
theprecursor route for manufacturing long fiber
reinforced structures'22'
Sheet
Moulding
Compound
(SMC)
Technology:
The SMC (Sheet Moulding Compound) is transformed
from its liquid, fiber and powder filler ingredients into a
sheet product that is usually about
4
mm thick and
1
SO0
mm wide. The SMC process is illustrated in fig
5.
.V
compaction
roller
fig.
5
manufacturing process for SMC -prepregs"O'
The SMC process creates a resin paste and carbon
fiber 'sandwich' which is subsequently sent through a
series of compaction rollers where the carbon fibers are
wetted with the resin paste and trapped excess air
is
squeezed out
of
the sheet. In contrast to e.g. the
precursor route the amount of resin is very high, and
so
there is no reimpregnation necessary.
Endless fibers can
be
obtained as well by SMC
technology if
no
cutter blade is used. Consequently SMC
is the only compounding technology which allows a
simple and cost effective incorporation of short and long
fibers in one combined process. Before molding the
SMC sheets have to
be
cut into pieces of predetermined
size and shape. The cut pieces are subsequently
laminated and assembled into a charge pattern. The
combination of short and long fiber reinforced sheets
opens up the possibility to realize a great spectrum of
suitable structures for different applications. The charge
is finally placed in a preheated mold and compressed. A
near-net-shape forming process is possible due to the
high mold filling capacity of the prepregs and the
precision of
the
mold.
High temperature treatment
and
thermal
processing
The fiber-matrix incorporation and consolidation
step is always followed by a pyrolysis resulting in a
porous preform due to mass loss and the resin shrinkage.
As
mentioned before, it depends on the used binder and
resin system, if the ceramic matrix is formed by a
ceramizatiodcrystallization
or a reaction bonding
process. An overview of different manufacturing routes
is shown in fig 6.
Raw
Materials
Compoundirg
lncorporahon
and
Alament
of
Fibers
Consolnlabon
of
the Matm
(Polymemabon,
Curing,
Thermosethng)
High
Temperature
Treatment
fig.
6
manufacturing scheme for reinforced carbon-
and Sic ceramics
CMC
BRAKE
MATERIALS
CHARACTERIZATION
The highest mechanical strength values for
RB-
Sic
composites (UD: flexural strength
-
600
MPa) were
obtained by use of CVBSiC fibers and Sic coated
carbon fibers(''). 2D-composites with woven fabrics are
reported to reach
150-250
The mechanical
properties of most industrial brake disks must exceed the
flexural strength of high quality cast iron (-100 MPa).
A
comparative summary of friction materials
properties is shown in table
1.
The key properties for
these components
are
stable and predictable friction
behavior and wear resistance. Surface modified CFC
disk materials show a steady increase of the friction
coefficient
p
with relatively low initial values in
comparison to Sic matrix CMC (fig
7).
The carbon and
16
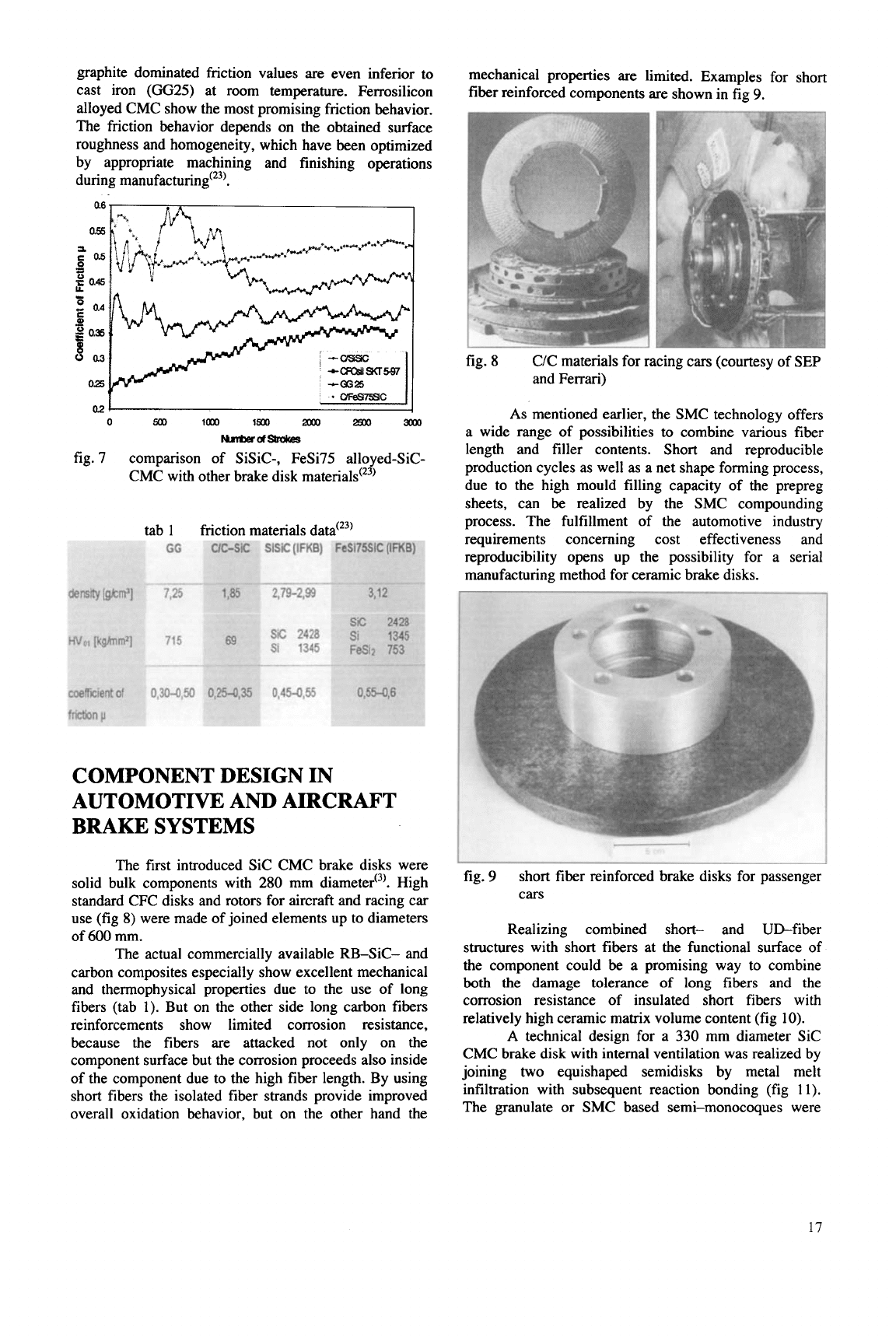
graphite dominated friction values are even inferior to
cast iron
(GG25)
at room temperature. Ferrosilicon
alloyed CMC show the most promising friction behavior.
The friction behavior depends on the obtained surface
roughness and homogeneity, which have been optimized
by appropriate machining and finishing operations
during manufact~ring‘~~’.
0
5m
law)I~2[m25033m)
Mmerelstmkes
fig. 7 comparison of SiSiC-, FeSi75 alloyed-Sic-
CMC with other brake disk materials(23’
tab
1
friction materials data(23’
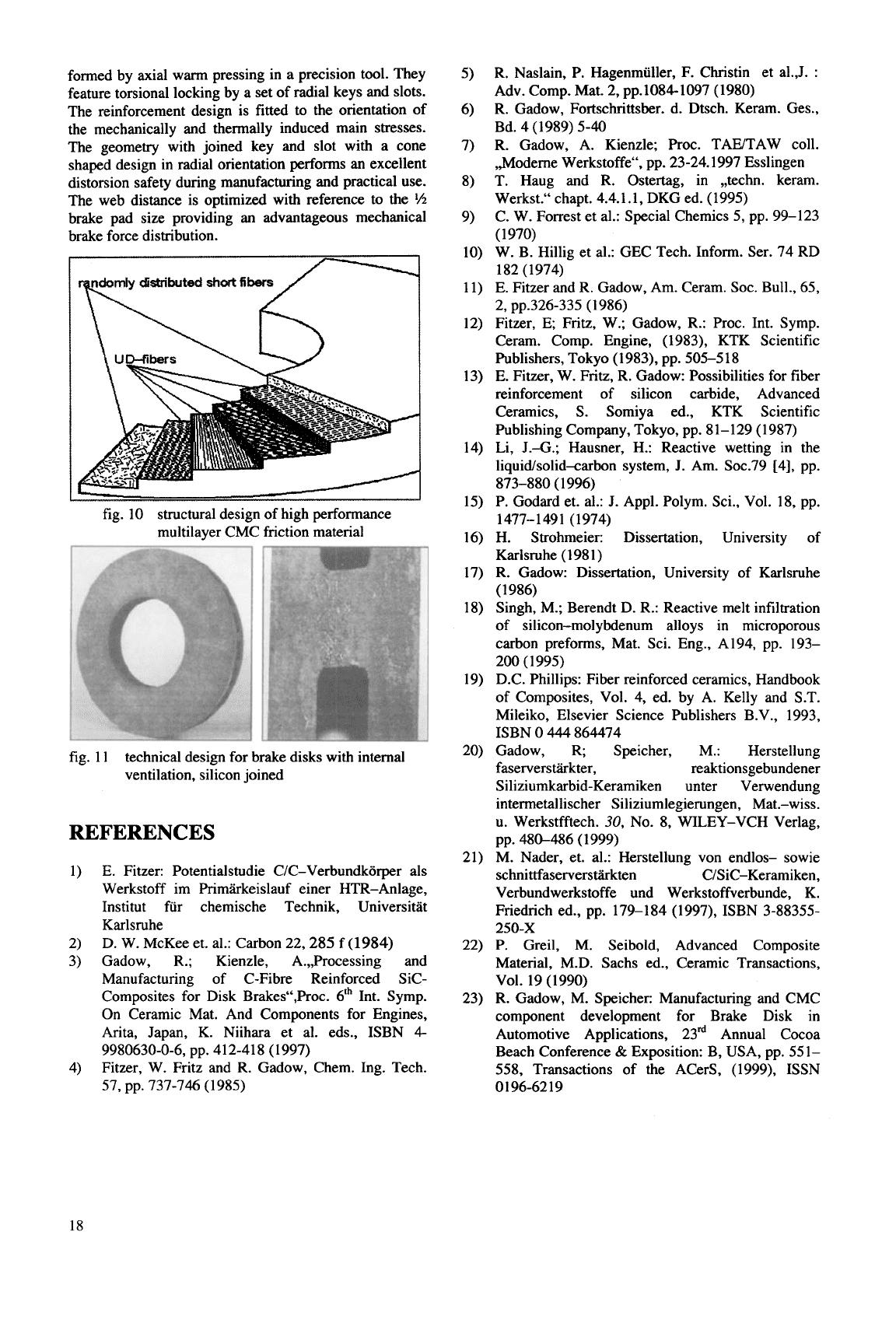
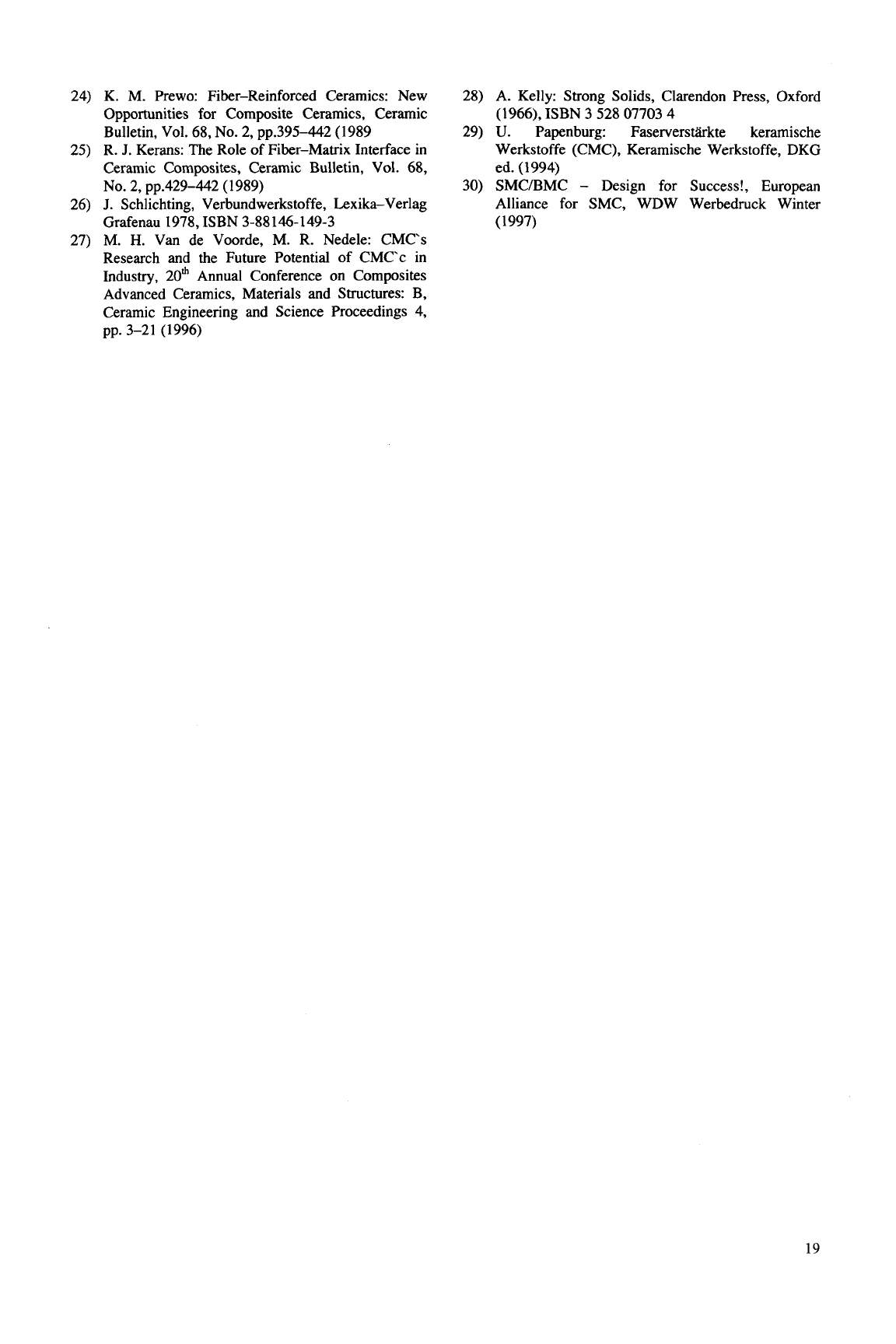
mechanical properties are limited. Examples for short
fiber reinforced components are shown in fig
9.
fig.
8
C/C materials for racing cars (courtesy of
SEP
and Ferrari)
As mentioned earlier, the SMC technology offers
a wide range
of
possibilities to combine various fiber
length and filler contents. Short and reproducible
production cycles as well as a net shape forming process,
due to the high mould filling capacity of the prepreg
sheets, can be realized by the SMC compounding
process. The fulfillment of the automotive industry
requirements concerning cost effectiveness and
reproducibility opens up the possibility for a serial
manufacturing method for ceramic brake disks.
COMPONENT DESIGN IN
AUTOMOTIVE AND AIRCRAFT
BRAKE SYSTEMS
I
I
The first introduced Sic CMC brake disks were
solid bulk components with
280
mm diameter‘3’. High
standard CFC disks and rotors for aircraft and racing car
use (fig
8)
were made
of
joined elements up to diameters
of
600
mm.
The actual commercially available RB-Sic- and
carbon composites especially show excellent mechanical
and thermophysical properties due to the use of long
fibers (tab
1).
But on the other side long carbon fibers
reinforcements show limited corrosion resistance,
because the fibers are attacked not only
on
the
component surface but the corrosion proceeds also inside
of the component due to the high fiber length. By using
short fibers the isolated fiber strands provide improved
overall oxidation behavior, but on the other hand the
fig.
9
short fiber reinforced brake disks for passenger
cars
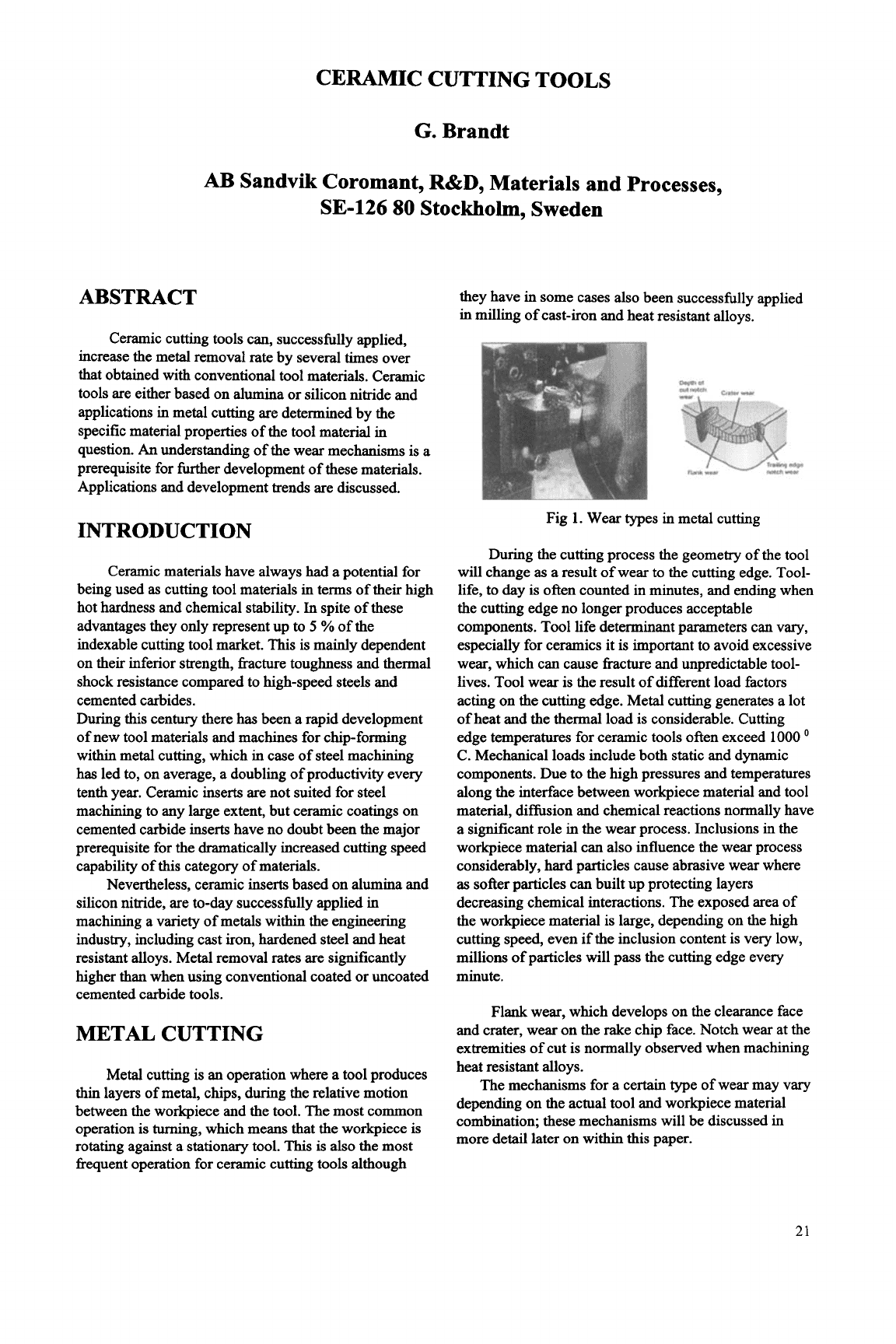
Realizing combined short- and UD-fiber
structures with short fibers at the functional surface of
the component could be a promising way to combine
both the damage tolerance of long fibers and the
corrosion resistance
of
insulated short fibers with
relatively high ceramic matrix volume content (fig
10).
A
technical design for a
330
mm diameter SIC
CMC brake disk with internal ventilation was realized by
joining two equishaped semidisks by metal melt
infiltration with subsequent reaction bonding (fig
11).
The granulate or SMC based semi-monocoques were
17
formed by axial warm pressing in a precision tool. They
feature torsional locking by a set of radial keys and slots.
The reinforcement design is fitted to the orientation of
the mechanically and thermally induced main stresses.
The geometry with joined key and slot with a cone
shaped design in radial orientation performs an excellent
distorsion safety during manufacturing and practical use.
The web distance is optimized with reference to the
'/z
brake pad size providing an advantageous mechanical
brake force distribution.
ndomly
distributed
short
fibers
~~
fig. 10 structural design of high performance
multilayer CMC friction material
fig. 11 technical design for brake disks with internal
ventilation, silicon joined
REFERENCES
E. Fitzer: Potentialstudie C/C-Verbundkorper als
Werkstoff im Primkkeislauf einer HTR-Anlage,
Institut fur chemische Technik, Universitat
Karlsruhe
D.
W. McKee et. al.: Carbon
22,285
f
(1984)
Gadow, R.; Kienzle, A.,,Processing and
Manufacturing of C-Fibre Reinforced SiC-
Composites for Disk Brakes",Proc. 61h Int. Symp.
On
Ceramic Mat. And Components for Engines,
Arita, Japan, K. Niihara et al. eds., ISBN
4-
Fitzer, W. Fritz and R. Gadow, Chem. Ing. Tech.
9980630-0-6, pp. 41 2-41
8
(1997)
57, pp. 737-746 (1 985)
5)
R. Naslain,
P.
Hagenmuller, F. Christin et al.,J.
:
Adv. Comp. Mat. 2, pp.1084-1097 (1980)
6) R. Gadow, Fortschrittsber. d. Dtsch. Keram. Ges.,
7) R. Gadow, A. Kienzle; Proc. TAE/TAW coll.
,,Modeme Werkstoffe". pp. 23-24.1997 Esslingen
8) T. Haug and R. Ostertag, in ,,techn. keram.
Werkst." chapt. 4.4.1.1, DKG ed. (1995)
9) C. W. Forrest et al.: Special Chemics
5,
pp. 99-123
(1 970)
10) W. B. Hillig et al.: GEC Tech. Inform. Ser. 74 RD
182 (1974)
11) E. Fitzer and R. Gadow, Am. Ceram. SOC. Bull., 65,
12) Fitzer,
E
Fritz, W.; Gadow, R.: Proc. Int. Symp.
Ceram. Comp. Engine, (1983), KTK Scientific
Publishers, Tokyo (1983), pp.
505-5
18
13) E. Fitzer, W. Fritz, R. Gadow: Possibilities for fiber
reinforcement of silicon carbide, Advanced
Ceramics,
S.
Somiya ed., KTK Scientific
Publishing Company, Tokyo, pp. 81-129 (1987)
14) Li, J.-G.; Hausner, H.: Reactive wetting in the
liquidkolid-carbon system,
J.
Am. Soc.79 [4], pp.
15) P. Godard et. al.: J. Appl. Polym. Sci., Vol. 18, pp.
16) H. Strohmeier: Dissertation, University of
Karlsruhe
(1
98 1)
17) R. Gadow: Dissertation, University of Karlsruhe
(1
986)
18) Singh, M.; Berendt D. R.: Reactive melt infiltration
of silicon-molybdenum alloys in microporous
carbon preforms, Mat. Sci. Eng., A194, pp. 193-
200 (1 995)
19) D.C. Phillips: Fiber reinforced ceramics, Handbook
of Composites, Vol. 4, ed. by A. Kelly and
S.T.
Mileiko, Elsevier Science Publishers B.V., 1993,
ISBN
0
444
864474
20) Gadow, R; Speicher, M.: Herstellung
faserverstiirkter, reaktionsgebundener
Siliziumkarbid-Keramiken
unter Verwendung
intermetallischer Siliziumlegierungen, Mat.-wiss.
u. Werkstfftech.
30,
No. 8, WILEY-VCH Verlag,
pp.
480-486
(1 999)
21) M. Nader, et. al.: Herstellung von endlos- sowie
schni ttfaserverstiirkten C/SiC-Keramiken,
Verbundwerkstoffe und Werkstoffverbunde, K.
Friedrich ed., pp. 179-184 (1997), ISBN 3-88355-
22)
P.
Greil,
M.
Seibold, Advanced Composite
Material, M.D. Sachs ed., Ceramic Transactions,
Vol. 19 (1990)
23) R. Gadow, M. Speicher: Manufacturing and CMC
component development for Brake Disk in
Automotive Applications, 23d Annual Cocoa
Beach Conference
&
Exposition: B, USA, pp.
55
1-
558, Transactions of the ACerS, (1999), ISSN
Bd. 4 (1989)
5-40
2,
pp.326-335 (1986)
873-880
(
1996)
1477-1491 (1974)
250-X
0
196-62 19
18
24) K. M. Prewo: Fiber-Reinforced Ceramics: New
Opportunities for Composite Ceramics, Ceramic
Bulletin, Vol. 68,
No.
2,
pp.395-442 (1989
25) R.
J.
Kerans: The Role of Fiber-Matrix Interface in
Ceramic Composites, Ceramic Bulletin, Vol.
68,
26)
J.
Schlichting, Verbundwerkstoffe, Lexika-Verlag
Grafenau 1978,
ISBN
3-88146-149-3
27)
M.
H.
Van de Voorde, M. R. Nedele: CMCs
Research and the Future Potential of CMCc in
Industry, 20th Annual Conference on Composites
Advanced Ceramics, Materials and Structures: B,
Ceramic Engineering and Science Proceedings
4,
NO.
2,
pp.429-442 (1989)
pp. 3-21 (1996)
28) A. Kelly: Strong Solids, Clarendon Press, Oxford
(1966), ISBN 3 528 07703
4
29)
U.
Papenburg: Faserversmkte keramische
Werkstoffe (CMC), Keramische Werkstoffe, DKG
ed. (1994)
30) SMC/BMC
-
Design for Success!, European
Alliance for SMC, WDW Werbedruck Winter
(1997)
19

This Page Intentionally Left Blank
CERAMIC CUTTING TOOLS
G. Brandt
ABSTRACT
AB
Sandvik Coromant,
R&D,
Materials and Processes,
SE-126
80
Stockholm, Sweden
Ceramic cutting tools can, successhlly applied,
increase the metal removal rate by several times over
that obtained with conventional tool materials. Ceramic
tools are either based on alumina or silicon nitride and
applications in metal cutting are determined by the
specific material properties of the tool material in
question.
An
understanding of the wear mechanisms
is
a
prerequisite for further development of these materials.
Applications and development trends are discussed.
INTRODUCTION
Ceramic materials have always
had
a potential for
being used
as
cutting tool materials in terms of their high
hot hardness and chemical stability.
In
spite of these
advantages they only represent up to
5
%
of the
indexable cutting tool market. This is mainly dependent
on their inferior strength, fracture toughness and thermal
shock resistance compared to high-speed steels and
cemented carbides.
During this century there has been a rapid development
of new tool materials and machines for chip-forming
within metal cutting, which in case of steel machining
has led to, on average, a doubling of productivity every
tenth year. Ceramic inserts are not suited for steel
machining to any large extent, but ceramic coatings on
cemented carbide inserts have no doubt been the major
prerequisite for the dramatically increased cutting speed
capability of
this
category of materials.
Nevertheless, ceramic inserts based on alumina and
silicon nitride, are to-day successfully applied in
machining a variety of metals within the engineering
industry, including cast iron, hardened steel and heat
resistant alloys. Metal removal rates
are
significantly
higher than when using conventional coated or uncoated
cemented carbide tools.
METAL CUTTING
Metal cutting is an operation where a tool produces
thin layers
of
metal, chips, during the relative motion
between the workpiece and the tool. The most common
operation is turning, which means that the workpiece is
rotating against a stationary tool.
This
is
also the most
frequent operation for ceramic cutting tools although
they have in some cases also been successfully applied
in milling of cast-iron and heat resistant alloys.
Fig 1. Wear types in metal cutting
During the cutting process the geometry of the tool
will change
as
a result of wear to the cutting edge. Tool-
life, to day is often counted in minutes, and ending when
the cutting edge no longer produces acceptable
components. Tool life determinant parameters can vary,
especially for ceramics it is important to avoid excessive
wear, which can cause fracture and unpredictable tool-
lives. Tool wear is the result of different load factors
acting on
the
cutting edge. Metal cutting generates a lot
of heat and the thermal load is considerable. Cutting
edge temperatures for ceramic tools often exceed
1000
C. Mechanical loads include both static and dynamic
components. Due to the high pressures and temperatures
along the interface between workpiece material and tool
material, diffusion and chemical reactions normally have
a significant role in the wear process. Inclusions in the
workpiece material can also influence the wear process
considerably, hard particles cause abrasive wear where
as
softer particles can built up protecting layers
decreasing chemical interactions. The exposed area of
the workpiece material is large, depending on the high
cutting speed, even if the inclusion content is very low,
millions of particles will pass the cutting edge every
minute.
Flank wear, which develops on the clearance face
and crater, wear on the rake chip face. Notch wear at the
extremities of cut is normally observed when machining
heat resistant alloys.
The mechanisms for a certain type of wear may vary
depending on the actual tool and workpiece material
combination; these mechanisms will be discussed
in
more detail later on within this paper.
21