Ghodssi R., Lin P., MEMS Materials and Processes Handbook
Подождите немного. Документ загружается.

854 S.J. Cunningham a nd M. Kupnik
Fig. 11.21b. This process produced low-loss feedthroughs at <0.1 dB at 10 GHz.
Finally, the polyimide encapsulated, Kapton substrate passed an 85% RH, 85
◦
C,
10,000 h test with air bridges.
11.4 Direct Comparison of Wafer Bonding Techniques
The type of bonding that is used will be determined by many factors: materials,
surface roughness and topography, temperature or pressure limitations, and product
requirements. In Table 11.3, a summary of wafer bonding techniques is presented.
11.5 Bonding of Heterogeneous Compounds
The bonding of heterogeneous materials includes wafer bonding of lattice mis-
matched materials, which is important because these heterogeneous devices cannot
be formed by other methods. Wafer bonding enables the integration of GaAs/InP,
InP/Si [51], GaAs/Si, and GaAs/GaN. Eom et al. [52] have described the forma-
tion of YBa
2
Cu
3
. The integration of these heterogeneous structures has allowed the
production of light-emitting diodes, vertical cavity lasers, avalanche photodiodes,
vertical couplers, and heterojunction bipolar transistors (HBTs). It is possible to
wafer-bond GaAs to another GaAs wafer or other material [53–55], which increases
the technological opportunities. This provides the flexibility to design enhanced
optoelectronic systems. The bonding of wafers to sapphire has been described by
Kopperschmidt et al. [56] and the construction of strained layers is described by
Taraschi et al. [57–59].
The bonding of GaAs wafers has been described by Akatsu et al. [60], who have
pursued more moderate direct bonding conditions to improve the bonding process
for GaAs. In a typical direct bonding process, high anneal temperatures are used to
increase the bond strength between two wafers. But this approach with GaAs can
compromise the integrity of the interface such that gallium or arsenic oxides may
be enclosed by bubbles that form as part of the decomposition of absorbates. The
high temperatures have been between 400 and 975
◦
C for a few hours to 20 h in an
inert or reducing atmosphere. Another issue with the high anneal temperatures is
the thermal mismatch between dissimilar materials such as GaAs and silicon. The
high mechanical load will cause structural damage and make it difficult to scale the
process to whole wafers. Typical mechanical loads of up to 40 kg/cm
2
have been
used.
A major challenge for GaAs bonding is cleaning the surfaces because of the
complexity of removing the oxides of Ga and As at the same time. The native oxides
of Ga and As exist on the wafer surface when exposed to air and coexist with carbon
contaminants and absorbed water. The water can be removed by low-temperature
heating and the oxides can be desorbed above 580
◦
C. The carbon contaminants are
not removed by thermal cleaning but can be removed by atomic hydrogen in an ECR
(electron cyclotron resonance) plasma.

11 Wafer Bonding 855
Table 11.3 Wafer bonding methods, conditions and applications
Wafer bonding
method Bonding conditions
Advantages
disadvantages Applications
Direct bonding RT-1200
◦
C
No-small pressure
+ High bond strength
+ Hermetic
+Hightemperature
compatibility
– High surface flatness
requirements
–Hightemperature
incompatible with
integrated CMOS
process
SOI wafer fabrication
Heterogeneous
structures
Anodic bonding 150–500
◦
C
200–1500 V
Electrostatic pressure
No mechanical
pressure
+ High bondstrength
+ Hermetic
+ Resistant to high
temperature
– Bond temperature and
high voltage are not
compatible with CMOS
wafers
Sensor packaging and
fabrication
Solder bonding 150 – 450
◦
C
Low bond pressure
+ High bond strength
+ Hermetic
+ Compatible with CMOS
wafers
– Solder flux
Flip-chip bumping
Hermetic sealing
Eutectic bonding 200–400
◦
C
Low to moderate
bonding pressure
+ High bond strength
+ Hermetic
+ CMOS c ompatible
– Native oxide sensitivity
Hermetic sealing
Thermocompression
bonding and
metal–metal
bonding
350–600
◦
C
100–850 MPa (high
bond pressure)
+ Hermetic
+ CMOS c ompatible
– High bonding pressure
– High surface flatness
Hermetic sealing
Wire bonding
Flip-chip bumping
3-D ICs
Ultrasonic bonding RT – 250
◦
C
High bond pressure
+ CMOS compatibility
– Only small bond area
demonstrated
Wire bonding
Low temperature
melting glass
bonding
400–1100
◦
C
Low–moderate
bonding pressure
+ High bond strength
+ Hermetic
– CMOS compatibility
Hermetic sealing
Adhesive bonding RT–400
◦
C + High bond strength
+ Low bond temperature
+ Substrate material
diversity
+ CMOS c ompatible
– Not hermetic
– Temperature stability
3-D ICs
Temporary bonding
MEMS packaging
856 S.J. Cunningham a nd M. Kupnik
The cleaning of GaAs wafers begins with the desorption of arsenic oxides by
heating to produce a Ga-rich surface. The arsenic oxide can be removed by the heat-
ing but also by the hydrogen cleaning. The hydrogen cleaning follows the process
As
2
Ox + 2xH·→xH
2
O ↑+As
2
(1/2As
4
) ↑, where x = 1, 3, or 5 representing
the various arsenic oxides. The Ga oxide is decomposed in the following process
Ga
2
+4H·→Ga
2
O(↑) +2H
2
O ↑. The remaining Ga
2
O is volatile at temperatures
above 200
◦
C but temperatures above 350–400
◦
C are preferred so the Ga
2
O is reli-
ably desorbed. In Table 11.4, a preferred direct bonding process is provided. The
preferred process of Table 11.4 includes the thermal cleaning with atomic hydrogen
and a low bonding temperature of 150
◦
C. When the wafers were thermally cleaned
(400
◦
C for 30 min) in a H
2
or UHV (ultrahigh vacuum) process, the wafers had low
bond strength or formed no bond with a bonding temperature of 350
◦
C.
Table 11.4 GaAs direct bonding process
Process step Process parameters
Wafer cleaning Thermal and hydrogen clean >350
◦
C
Cleaning time 30 min
Bonding temperature 150
◦
C
Bonding force 0 N/m
2
Bond energy 0.7–1.0 J/m
2
11.6 Wafer Bonding Process Integration
11.6.1 Localized Wafer Bonding
A key requirement of the bonding process to achieve a strong and hermetic bond
is the temperature. In a conventional bonding process the entire wafers (substrate,
lid, and interface) are raised to a uniform temperature. The temperature depends
on the process: 1000
◦
C for silicon-to-silicon fusion bonding, 300
◦
C for silicon-to-
glass anodic bonding, 363
◦
C for Au–Si eutectic bonding, or 450
◦
C for glass frit
bonding. These temperatures are too high for many MEMS material systems or
when the MEMS process includes integrated electronics. The integration of MEMS
and CMOS using wafer bonding has been described by Farrens et al. [61], Lin et al.
[62], Parameswaran et al. [63], Sedkey et al. [64], Van der Groen et al. [65], Frazier
[66], and Ghodssi et al. [67]. This means the global temperature of the bonding
process needs to be lowered or that the high temperature needed for bonding should
remain localized to the bonding interface so that temperature-sensitive structures are
not heated to a high temperature. In this section, we discuss the processes that have
been developed with localized heating and bonding to encapsulate MEMS devices.
Cheng et al. [68–70] describe both direct and indirect localized heating and bonding.
In direct bonding, the heater material also acts as the bonding and sealing material
[71–74]. In indirect bonding, the heating element is preserved during the heating
11 Wafer Bonding 857
and bonding process because a separate material is used as the bonding and sealing
material [75].
Cheng et al. [68, 70] have demonstrated localized silicon fusion bonding between
an insulated silicon substrate and a glass wafer (7740 Pyrex). The insulated silicon
substrate will contain the MEMS devices and could contain integrated electronics.
Electrical and thermal isolation are provided on the silicon substrate by a nominal
0.8 μm silicon dioxide layer. For fusion bonding, polysilicon is used as the micro-
heater and seal material. It is nominally 1.0 μm thick, 5 μm wide, and forms a closed
ring that defines the bond region. Two electrical taps are made from the microheater
to provide connection to the current source. The microheater is provided an input
current of 31 mA to develop a local temperature of about 1300
◦
C, which is above
the Pyrex softening point of 820
◦
C and close to the polysilicon melting point. This
process takes about 5 min and is performed witha1MPapressureapplied to the
parts. In a conventional fusion bonding process, where t he entire substrate is heated,
the bonding temperature is typically over 1000
◦
C for approximately 2 h. In a sec-
ond experiment Cheng et al. [68] found that raising the local temperature to 1000
◦
C
for 30 min, when the current was 29 mA resulted in a bond of lower strength and
quality.
In addition, Cheng et al. [68, 70] demonstrated a localized Au–Si eutectic bond-
ing process between the insulated silicon device substrate and a silicon lid. In this
case, the microheater material was Au, and 5 μm wide and 0.5 μm thick. It is
provided a current of 0.27 A for 5 min, which raised the local temperature to an esti-
mated 800
◦
C. During the bonding process, the Au diffused into the silicon to form
the bond and seal. The diffusion and solubility of Au in Si increase with increasing
temperature. The local heating process provides a higher temperature (800
◦
C) than
a more conventional Au–Si eutectic process performed at about 410
◦
C for 20 min.
The local heating process was shown to provide a more uniform, higher strength,
and higher quality bond than the conventional process.
11.6.2 Through Wafer via Technology
Why are we discussing through wafer via technology in this chapter on wafer bond-
ing? The answer depends on the reason for using the wafer bonding process. If the
wafer bonding process is being utilized to fabricate a heterogeneous wafer stack,
such as SOI or InGaAs/Si, or to transfer one thin-film to another wafer or hetero-
geneous wafer stack then the through wafer via technology does not need to be
considered, which is not to say that the through wafer via technology does not apply
to these heterogeneous wafers. The through wafer via technology should be consid-
ered whenever electrical connections are required for a multitude of active electrical
devices. We discuss the important considerations when integrating wafer bonding
and through wafer vias (TWV), which have been referred to as TSV (through silicon
via, which is rather limiting) and TWI (through wafer interconnects).
Why are we developing through wafer interconnect technologies? One reason is
to increase the density of devices on the MEMS substrate. One of the reasons for
858 S.J. Cunningham a nd M. Kupnik
developing through wafer interconnects is to achieve high-density interconnections
with a smaller footprint. This is because the dies rapidly become bond pad limited
or wire bond limited, if all of the bond pads are placed at the perimeter of the die.
With the through wafer interconnects, the electrical connection can be made directly
to the bottom of the MEMS device for the purpose of actuation or to the RF ports of
the RF MEMS component. The die can now be directly bonded to a substrate using
a solder reflow or thermo-compression process.
Another case for through wafer interconnects was described in the Ford
Microelectronics process, which describes perimeter bond pads that are exposed
by wafer dicing following the wafer-level encapsulation process. The wafer saw
exposure of the bond pads is eliminated by using the through wafer interconnect
technology. A second reason is reliability. The through wafer interconnect process
is associated typically with a wafer-level encapsulated MEMS device. Because of
the through wafer interconnect process, the MEMS device is protected during any
and all backend processes, such as wafer saw, wafer grinding, plastic encapsulation,
flip-chip mounting and underfill, solder reflow, shipping, and handling. This means
fewer opportunities to introduce contaminants (e.g., photoresist protect films and
other particles).
As discussed previously, the electrical interconnects or transmission lines can be
fabricated across the wafer and pass through a space defined as the bond/seal region
between the substrate and the lid or can be fabricated through the wafer as described
in this section. The through wafer interconnects take on two basic configurations.
The first configuration fabricates the TWI through the substrate upon which the
MEMS devices are built. This process in theory can be implemented by fabricating
the TWI before or after the MEMS fabrication. The second configuration fabricates
the TWI through the lid wafer. In this latter case, the TWI can be fabricated before or
after the lid is bonded to the device wafer. Whether the TWIs are fabricated through
the lid or the substrate, there are many different ways to implement the various
processes.
Surface interconnects/transmission lines pose many challenges beyond the sim-
plicity of their deposition and patterning. The first challenge is topography created
by the interconnect that may have a thickness of 0.5 μm for a standard CMOS AlCu
layer. The topography poses greater challenges for the direct bonding methodologies
because these require low topography and low surface roughness. The topogra-
phy will need to be addressed by the deposition of a dielectric film to encapsulate
the electrical interconnect. In a subsequent step, a chemical-mechanical polish-
ing is performed to eliminate the topography of the interconnect. The next step
is the preparation of the polished surfaces and finally direct bonding of the wafers.
Because the interconnect will be encapsulated in a dielectric material for electri-
cal isolation from the bonded wafers, this will determine the selection of dielectric
materials and the selection of the direct bonding technique. The surface topogra-
phy is more easily addressed by wafer bonding with intermediate layers, which will
eliminate the need for planarization by CMP. If the intermediate layer is a dielectric,
such as a glass frit, polymer (BCB), or adhesive, the intermediate layer will provide
the dielectric isolation between the interconnect and the bonded wafer.
11 Wafer Bonding 859
If the intermediate layer bonding is based on a metal eutectic or a solder, the
topography will need to be addressed in a similar manner. Solder bonding will
accommodate the surface topography easily, but the solder will form an electri-
cal contact to the interconnect unless it is encapsulated in an insulating layer. In
some cases it may be desirable to form an electrical contact to the seal ring such as
grounding the seal ring for some RF applications. If electrical isolation is required,
the interconnects can be encapsulated in an insulating film that is planarized as we
described for the direct bonding process. This process sequence will be required for
intermediate bonding by eutectic formation, because the eutectics (e.g., Si–Au) do
not accommodate the surface topography. If the interconnect is encapsulated in the
dielectric it is still possible to form an electrical connection of the conductive seal
ring by forming a short via through the thin dielectric to the interconnect.
The second challenge for surface interconnects is the electrical isolation or con-
tact, which has been described in the previous paragraph as part of the solution to
bond over the surface topography.
The third challenge is the formation of an hermetic seal because it is possible the
interconnect will provide a leakage path, moisture, or gas. It is important that the
dielectric i solation layer, solder, or glass frit form a conformal coverage of the inter-
connect topography, which means an absence of voids parallel to the interconnect
sidewall between the sidewall and the intermediate layer.
The fourth challenge is the exposure of the electrical contact pads for wirebond-
ing or solder bumping. This process has been described earlier as part of the Ford
Microelectronics process. This involves providing a cavity on the bonded wafer that
aligns to the electrical pad on the base wafer. Once the bond is formed the pads can
be exposed by the use of a wet chemical etch, a plasma etch, or DRIE, or by saw
exposure. These have all been used successfully, but the DRIE and sawing enable a
well-controlled high-aspect-ratio exposure. The wet etch is usually isotropic which
leads to very large pad openings and therefore die.
We have described electrical interconnects that are patterned on the surface of
the wafer and through the bonded area and that are fabricated through the wafer. We
next describe the similar challenges that relate to TWIs that are fabricated through
the device wafer or through an encapsulation wafer. The first challenge of surface
interconnects is the surface topography, which is not a typical challenge for the
TWIs. The second challenge is the electrical isolation of the TWIs. The isolation
of the TWI from the bonded wafer or seal ring is easily accomplished by blanket
dielectric films that may not require CMP. If it is necessary to connect a TWI to a
conductive seal ring, this can be fabricated with a short damascene via described
above. The isolation of the TWI from the via sidewalls is often accomplished by
deposited dielectric that provides the best isolation for a greater thickness. Because
the dielectric constant (4 for silicon oxide) is relatively large, the coupling can
be high depending on the thickness. Air isolated TWIs have been developed, that
replace the silicon oxide with air that has a dielectric constant of approximately 1.
The air isolated TWIs will reduce parasitic capacitance coupling by a factor of 4.
A through wafer interconnect process was developed at Stanford so that they
could create a high density array of cantilevers as demonstrated by Chow et al. [76].
860 S.J. Cunningham a nd M. Kupnik
Without the through wafer interconnects, the cantilever density is limited because of
the need for area t o place bond pads and route electrical interconnects. Additional
goals included flip-chip integration of MEMS device die and integrated circuit die,
low parasitic capacitance using reverse-biased PN junctions, and low resistance
achieved with high-conductivity polysilicon.
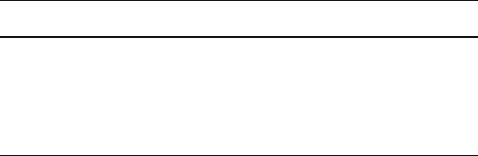
This process was demonstrated on 400 μm thick n-type, <100> silicon wafers.
A2μm thick thermal oxide is used as a mask on both s ides of the wafer for etch-
ing the through wafer vias (Fig. 11.22a). The deep silicon etch is performed by
etching halfway through the wafer from both sides. In this manner, it is possible to
achieve a via with a 20:1 aspect ratio (Fig. 11.22b). With the oxide mask remaining
in place, the silicon is boron doped to fabricate a pn-junction (Fig. 11.22c). Next,
the vias are filled with polysilicon (Fig. 11.22d) that is etched back to clear the
oxide via mask and the vias (Fig. 11.22e). The oxide is repatterned to form boron
doped junctions on the front and back surfaces of the wafer. After the oxide mask is
etched, a mask pattern is used to form isolated ohmic contacts by implanting phos-
phorus (Fig. 11.22f). The fabrication process is completed by liftoff patterning of
Au contacts on the doped junctions (Fig. 11.22g).
In this process, they were able to achieve a 0.05 pF parasitic capacitance with a
reverse-biased (10 V) pn-junction. This compares to 0.28 pF for a metal-insulator-
semiconductor (MIS) isolation system. The series resistance was 900 and the
leakage current was measured to be 7 nA.
Fig. 11.22 Through wafer interconnect fabrication process using isolated polysilicon vias
11 Wafer Bonding 861
A second through via process used a high-density low pressure (HDLP)
SF
6
/C
4
F
8
plasma to create via holes through a p-type, 4 in., 525 μm thick, 10
cm, double-side polished silicon wafer. The via holes were square with dimensions
of 30 μm/side, which resulted in an aspect ratio of 17.5:1. A 1 μm thick thermal
oxide was grown at 1100
◦
C for an isolation layer. A 1.5 μm thick low pressure
chemical vapor deposited (LPCVD) polysilicon was deposited as an adhesion layer
for a subsequent copper layer that had poor adhesion to the thermal oxide. Next a
250 nm CVD copper layer was deposited as a seed layer for the 6 μm thick electro-
plated copper. The through wafer interconnect resistance was further reduced by the
6 μm thick electroplated copper with a sheet resistance of 2.8 m/cm. This process
resulted in vias with ultralow resistance of 50 m/via.
Following the thick Cu deposition, a 7 μm thick photoresist (Shipley PEPR 2400)
was electroplated for the subsequent patterning of the Cu and polysilicon. The Cu
and polysilicon were wet etched and dry etched in SF
6
plasma, respectively. Finally
the electroplated photoresist was removed to expose the isolated vias.
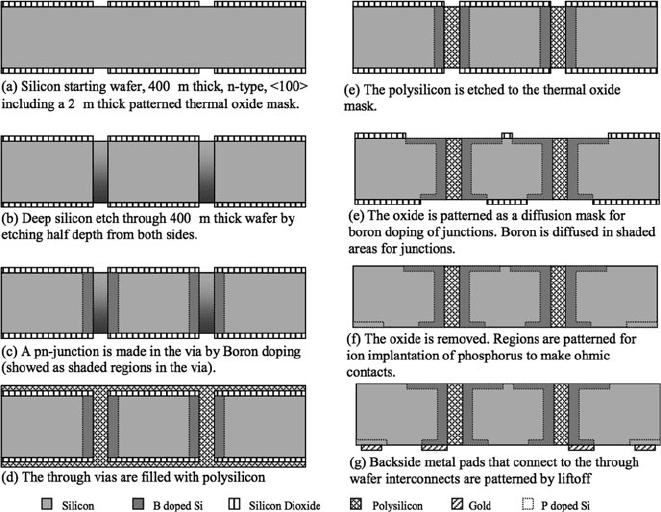
The process used to develop through wafer interconnects for MEMS applications
is based on etching high-aspect-ratio holes through the silicon wafer, depositing an
insulation layer, and depositing a conductive layer. The insulation layer will provide
electrical isolation of the conductive vias from the silicon wafer.
It was demonstrated in a process with 50, 75, 100, and 200 μm diameter vias
through a 525 μm thick 4 in. p-type, <100> silicon wafer. The vias were pat-
terned with a thick photoresist (AZ 4620 at 20 μm thick, and AZ 400 K developer)
(Fig. 11.23) and etched with a deep inductively coupled plasma etcher (Fig. 11.23b).
Then PECVD silicon dioxide was selected for the isolation layer (Fig. 11.23c). It
was deposited by sputtering because of the improved step coverage. The silicon
Fig. 11.23 Through wafer via process
862 S.J. Cunningham a nd M. Kupnik
dioxide was deposited to approximately 7000 Å, which is difficult to measure on
the sidewalls because of the surface roughness.
The conductive layer was demonstrated by two approaches. In the first approach,
a thin aluminum was sputtered from both sides of the wafer to achieve 1 μmon
the surface and approximately 2000 Å on the sidewall (Fig. 11.23d). In the sec-
ond approach, copper was electroplated as the conductor. This required 1500 Å
of titanium to be deposited first as an adhesion layer between the copper and the
silicon dioxide. The copper and titanium patterning was completed by etching in
H
2
O(80%) +H
2
SO
4
(10%) +H
2
O
2
(10%) and in H
2
O(90%) +HF(10%) to remove
the copper and titanium, respectively (Fig. 11.23e).
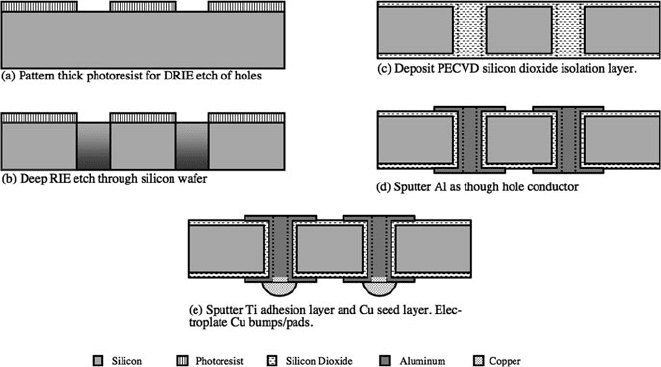
The primary goal of the next process (Fig. 11.24) was to improve the resistance
and parasitic capacitance of through wafer interconnects. The improvements are
in direct comparison to the dielectric isolated metal or polysilicon and to the pn-
junction, reverse-biased through wafer interconnects. The improvements will come
from air gap isolated interconnects.
The process begins in a typical fashion for etching deep high-aspect-ratio vias
through a silicon wafer. First, a 1.2 μm thermal oxide is grown and patterned to
be used as deep silicon etch mask (Fig. 11.24a). Also, the thermal oxide provides
isolation between the metallized via and the silicon substrate. In addition, a thick
Fig. 11.24 AirisolationTWIprocess
11 Wafer Bonding 863
photoresist (16 μm AZ9260) is deposited and patterned as the deep silicon etch
mask (Fig. 11.24b). Similar to other processes, the deep RIE is performed from the
topside and backside to define a high-aspect-ratio through wafer via (Fig. 11.24c,d).
The topside and backside etches were both targeted for 150 min to etch 250 μm
deep. Following the via etch, the thick photoresist is stripped.
The via interconnects are fabricated by doping the via silicon with boron during
a 6 h diffusion process that produces a 12–15 μm p++ region (Fig. 11.24e). The
next steps are associated with fabricating metal electrical contacts to the p++ inter-
connect (Fig. 11.24f). First, a Cr–Au seed layer is deposited for electroplating an
8–10 μm thick Ni contact layer. An alternate DRIE is performed to create isolation
between the p++-doped interconnect and the substrate (Fig. 11.24g). The isolation
is enhanced by an anisotropic wet silicon etch (EDP, TMAH, or KOH) to complete
the air gap isolation (Fig. 11.24h).
The University of Michigan design/process achieved a 27 series resistance
(this compared to calculated 4. series resistance that was attributed to necking of
the doped interconnect) and a 10 fF parasitic capacitance. The parasitic capacitance
is dominated by the Ni contact frames that couple to the silicon substrate through
the 1.2 μm thick oxide.
11.7 Characterization Techniques for Wafer Bonding
The characterization of the wafer bond is either destructive or nondestructive.
Nondestructive techniques include imaging techniques to examine the bond inter-
face or to evaluate voids in the bond interface that are distributed across the wafer.
Destructive techniques include cross-section analysis and bond strength evalua-
tion. The nondestructive techniques can be used as an in-process or end-of-line
evaluation. The destructive techniques are used at end-of-line. The assessment of
bond quality includes defect rate, bond strength, stresses [77], bond energies [78],
hermeticity (if used for packaging), materials, and harsh environments [79].
The nondestructive imaging techniques include optical microscopy, infrared
microscopy, acoustic microscopy [80], white light interferometry, secondary ion
mass spectroscopy (SIMS), transmission electron spectroscopy (TEM), multiple
internal reflection spectroscopy [81], and X-ray topography. Optical microscopy
will require one of the wafers to be optically transparent so that defects, voids
[82, 83], and contaminations can be identified through one wafer to the interface.
Optical microscopy is an efficient and inexpensive means of inspection. The infrared
imaging mounts the bonded wafers (transparent to IR such as silicon) above an IR
source and in the path of an IR-sensitive camera. Interfacial bond defects will show
up as changes in contrast in the IR image and appear to have a “Newton’s rings”
pattern. The resolution of this technique is limited to about
1
/
4
of the wavelength of
the I R source. For the typical source this resolution is several mm. This technique
will not identify voids that are identified by other techniques. IR imaging resolution
is further limited by high doping levels, IR absorbing films, and by rough surfaces.