Дубровин И.А. Организация и планирование производства на предприятиях
Подождите немного. Документ загружается.

Т
пар
= t + t
гл
(n –1) =
22 + 9 (4 – 1) = 49 мин.
б.
1 9 τ
1
2 4 t
1
τ
2
3 6 τ
3
4 3 t
2
Т
пп
= Т
посл
- τ
i
= Т
посл
–
- t
кор
= 88 – (4 –1) (4 + 4 +3) =
55 мин.
с.
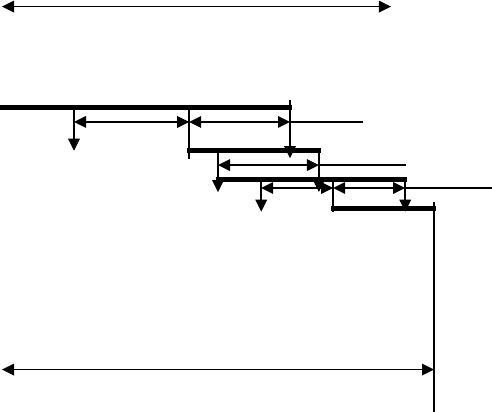
Рис. 2. Графики видов движения предметов труда:
А – последовательный; Б – параллельный;
В – параллельно-последовательный
Длительность цикла при параллельно-последовательном виде
движения меньше, чем при последовательном, на величину
продолжительности операций, выполняемых параллельно. Время цикла
рассчитывается по сумме продолжительности наименее коротких по
времени tкор из каждой К пар смежных i-тых операций (при К = m – 1)
Длительность цикла Т
п.п
определяется по формуле
Т
п.п
= Т
пл
- (n -1) t
кор
В графике параллельно-последовательного вида движения (см. рис. 2) из
смежных операций № 1 и № 2 короткой является № 2 (4 мин), № 2 и № 3 – также № 2
(4 мин), № 3 и № 4 – № 4 (3 мин). Продолжительность цикла составляет 55 мин 88 – (4
– 1) (4 + 4 + 3).
Продолжительность накапливания задела L рассчитывается по
формуле
L = (n – 1) (t
дл
– t
мал
),
где t
дл
и t
мал
– продолжительность длительной и малой из двух смежных операций
производственного цикла.
21
2
1
3
4
Из рис. 2 видно, что при передаче предметов труда с операции №1 на операцию
№2 задел L
1
накапливается в течение 15 мин [(4 – 1) (9 – 4)], а L
2
с операции №3 на
операцию №4 – 9 мин [(4 – 1) х (6 – 3)].
В конкретных условиях организации производства построение
графиков вида движения и расчет продолжительности цикла имеют
следующие особенности. Так, на графике общий размер партии изделий
нецелесообразно разбивать на штуки., а также при больших объемах
производства продукции и ее выпуске в мелкой фасовке. Предметы труда в
этом случае передаются массой (молоко, мясной фарш).
Продолжительность операции хранения и естественных процессов
включает весь период рабочего цикла с учетом загрузки и выгрузки
оборудования. Время начала смежной операции определяется
техническими характеристиками машин (часовой производительностью,
продолжительностью холостого хода, загрузки и выгрузки),
длительностью естественных процессов, вместимостью промежуточной
емкости, а не величиной партии (штуки). Время загрузки оборудования
рассчитывается по такту предыдущей операции, а выгрузки –
последующей.
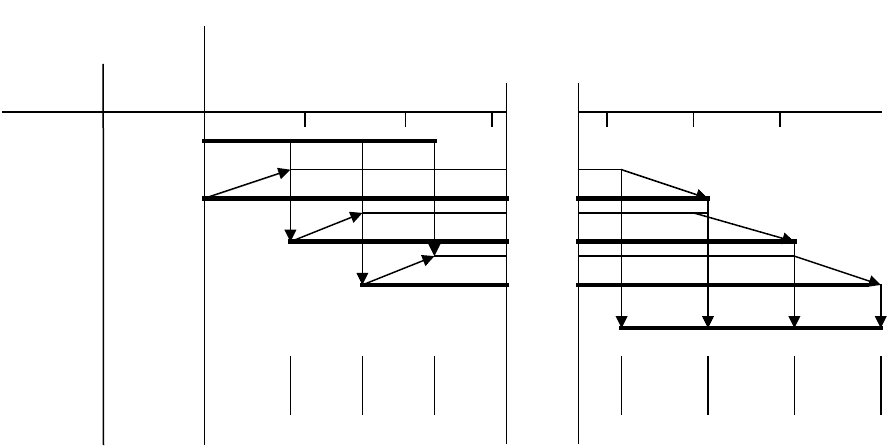
При производстве 12 т кефира молоко после охлаждения (такт операции t
1
=
0,72с) поступает в три резервуара вместимостью 4 т каждый для заквашивания
(сквашивания) и розлива (t
3
= 1,2 с). Длительность цикла образования сгустка в
резервуарах 18 20 ч. Продолжительность загрузки (рис. 3) каждого резервуара 48
мин (0,72 4000 / 60), выгрузки 80 мин (1,2 4000 / 60).
Производственные циклы разделяются на простые и сложные. Для
простых циклов характерна переработка одного предмета труда на
операциях (мясо, молоко). В сложных циклах, состоящих из нескольких
простых, изготовление продукта основано на использовании нескольких
видов сырья, которые на разных рабочих местах необходимо специально
подготовить перед смешиванием. Так, при производстве колбас требуется
подготовка свинины, говядины, шпика перед составлением фарша. В этом
случае аналитические расчеты и их графическое оформление производятся
в несколько этапов.
Календарное время
1 0,72
2
3 1,2
22
№
операц
ии
t,
мин.
2
1
3
4

48 48 48 80 80 80
мин. мин. мин. мин. мин. мин.
Загрузка резервуара, Выгрузка резервуара
-
Рис. 3. График производственного цикла выпуска кефира
Графики простых циклов увязываются по времени с основным
циклом производственного процесса. Для этого, учитывая параллельное
выполнение работ, выявляются определяющая компонента Т
ок
(один из
простых циклов, который имеет наибольшую продолжительность) и
постоянная компонента Т
пк
производственного цикла (графически она
изображает одновременную обработку предметов труда после их
смешивания). Затем по сумме длительности определяющей и постоянной
компоненты производственного цикла рассчитывается общая
продолжительность сложного цикла Т
сц
изготовления продукта:
Т
сц
= Т
ок
+ Т
пк
.
Длительность всех остальных простых циклов не учитывается, так
как перекрывается определяющей компонентой.
Расчеты длительности производственного цикла проводятся для
определения выпуска продукции в заданный календарный срок рабочего
времени (смена, сутки), начала и окончания проведения работ, размера
потерь рабочего времени, графика занятости рабочих и оборудования,
возможности совмещения работ, заделов рабочего времени и материалов,
последовательности запуска (начала работы) оборудования и продукта в
производство.
1.5. Организация поточного производства
Производство является поточным, если согласованность
выполнения всех операций по продолжительности на рабочих местах
сочетается с прямоточным и непрерывным перемещением предметов труда
с одной операции на другую. Для поточного производства характерно
наличие следующих особенностей. Это изготовление одного или
нескольких технологически сходных изделий. За каждым рабочим местом
закрепляется одна-две постоянно выполняемые операции с учетом
специализации оборудования, оснастки и транспортных средств. Рабочие
места располагаются в соответствии с последовательностью операций
технологического процесса. Предметы труда с одной операции на другую
передаются поштучно, без межоперационного (либо незначительного)
23
2
1
3
4
пролеживания. Обязательно соблюдается установленный ритм
изготовления изделий; транспортные операции механизированы.
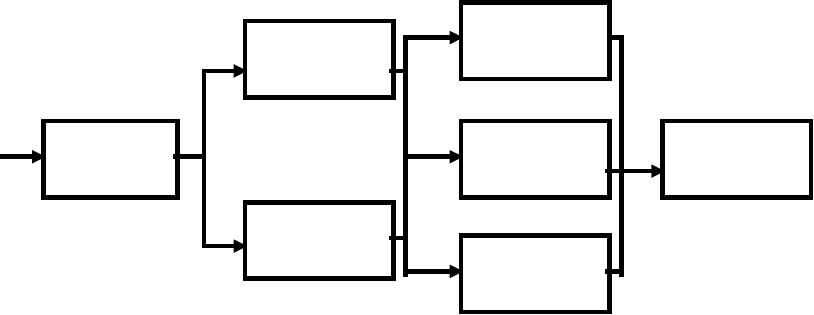
Например, оперативное время изготовления единицы продукции на
четырех операциях 3 мин, 6, 9 и 3 мин. Число рабочих мест на второй
операции по сравнению с первой необходимо увеличить в 2 раза, на
третьей – до трех, а на четвертой против третьей сократить до одного.
Этим достигается бесперебойная подача предметов труда на операцию и
одинаковый выпуск продукции через равные отрезки времени (рис. 4).
Рис. 4. Схема потока
Основным звеном поточного производства является поточная линия,
которая представляет собой группу взаимосвязанных рабочих мест
(машин), изготовляющих определенный вид продукции, ее часть либо
несколько однотипных по технологии изделий.
Поточные линии классифицируются по степени непрерывности,
номенклатуре изделий, охвату производства, уровню механизации и
автоматизации.
По степени непрерывности различают непрерывно- и прерывно-
поточные линии. Для непрерывно-поточных линий типичны равная
длительность и синхронность выполнения операций. Предметы труда в
ожидании обработки не пролеживают. В наибольшей степени это
реализуется при аппаратурных процессах (пастеризация, охлаждение,
сушка), где их непрерывное течение сочетается с постоянной подачей
новых предметов труда. Прерывно-поточные линии характеризуются
наличием перерывов в обработке, ввиду неполной сопряженности
выполнения операций.
По номенклатуре обрабатываемых изделий различают одно- и
многопредметные (номенклатурные) линии. Для однопредметных
поточных линий характерны обработка одного вида сырья или выпуск
изделия определенного вида, постоянные технологические процессы,
максимальная специализация рабочих мест, отсутствие переналадки
машин (специализированные конвейеры для убоя отдельных видов скота и
24
№1
3 мин
№ 2
6 мин.
№ 2
6 мин
№ 3
9 мин
№ 3
9 мин
№ 4
3 мин
2
1
3
4
№ 3
9 мин
птицы и разделки туш, линии переработки кишок, производства казеина).
На многопредметных поточных линиях последовательно изготовляется
несколько сходных по технологии изделий. При переходе от одного
изделия к другому нередко требуется переналадка оборудования.
По охвату производства поточными методами организации
различают участковые (линии разлива, обработки черев), цеховые
(конвейеры для переработки туш различных видов скота, линии
производства сметаны, творога) и сквозные линии (заводы по
производству регенерированного молока, белковой колбасной оболочки,
сычужного фермента).
По уровню механизации и автоматизации различают поточные
линии с применением ручного труда, частично и комплексно
механизированные, автоматизированные.
При организации поточного производства весь процесс разбивается
на специфические для каждого вида или родственные по технологии
операции при изготовлении нескольких видов изделий (обвалка, жиловка и
измельчение мяса, тепловая и механическая обработка молока). Операции
группируются по принципу технологического подобия, если
предусматривается изготовление нескольких видов изделий. Для
выполнения каждой из операций осуществляется подбор оборудования.
При этом если предусматривается изготовление нескольких однотипных
по технологии продуктов либо выполнение общих операций, то
выбирается более производительное оборудование, чем для осуществления
специализированных операций.
На следующем этапе осуществляют экономические расчеты (тактов
потока и операций, числа рабочих мест и рабочих, коэффициентов
загрузки, заделов), выбор транспортных средств и планировку поточных
линий.
Под тактом потока t
п
понимают расчетный интервал времени, через
который периодически производится единица продукции:
t
п
= T
э
/ N,
где Т
э
– полезный фонд времени потока (по ведущему участку) в плановом периоде без
продолжительности регламентированных перерывов; N – количество изделий за тот же
период.
Величину, обратную такту, называют ритмом потока.
Синхронизация рабочих мест представляет собой согласование
длительности операций с тактом потока, их приближение к равенству или
кратности целому числу тактов. Расчетное количество рабочих мест Р
р.мi
для выполнения каждой i–ой из числа операций с учетом оперативного
времени t
опi
ее выполнения определяется по формуле
25
2
1
3
4
Р
р.мi
= t
опi
/ t
п
(i = 1,m).
Если по расчету на всех операциях количество рабочих мест
выражается целым числом, то поток синхронизирован. Однако в практике
данное равновесие соблюдается редко. Обычно величина Р
р.мi
получается
дробной. При проектировании выбирается такое число рабочих мест Р
п.мi
по операциям, при котором недогрузка составляет не более 10%, а
коэффициент загрузки рабочих мест К
зрi
на каждой операции не ниже 0,9.
Рассчитывается величина К
зрi
по формуле
К
зрi
= Р
р.мi
/ Р
.
Одновременно определяется такт t
i
каждой операции:
t
i
= t
опi
/ Р
п.мi
Для машинных операций t
мi
определяется с учетом часовой
производительности оборудования П
i
и его количества N
обi
t
мi
= 60 / П
i
N
обi
Таким образом, такт потока регламентирует интервал времени
между выпуском двух изделий с учетом планового задания, а такт
операции – продолжительность обработки предметов труда на каждой
операции, количество рабочих мест и степень их загрузки.
Поток непрерывен, а рабочие места загружены при выполнении
следующих условий
t
п
t
1
t
2
… t
n
или К
зр1
К
зр2
… 1
Синхронизацию потока производят простым подбором либо
модернизацией оборудования, выравниванием производительности
рабочих мест на линии. Можно объединять смежные операции,
выполняемые вручную (труднее объединять, если применяется
оборудование, даже однотипное) либо операции расчленяют на несколько
новых, более простых. Процесс синхронизации повторяется до заданных
пределов.
Следует учитывать возможность вариантности синхронизации по
величине К
зрi
и t
i
. Поэтому рассчитывают себестоимость, прибыль и другие
показатели эффективности.
Общее количество рабочих мест Р равно
Р
п.мi
/ t
п
,
26
2
1
3
4
а явочная численность рабочих Ч
я
при отсутствии многоагрегатного
обслуживания и использования нескольких рабочих на одном рабочем
месте с учетом планируемого коэффициента сменности К
см
определяется
по формуле
Ч
я
= Р х К
см
.
Средний коэффициент загрузки рабочих мест К
зрс
находится из
выражения
К
зрс
= К
зрi
Р
п.мi
/ Р
Его величина должна отвечать условию: К
зрс
0,9.
Изделия от одного рабочего места к другому перемещаются с
помощью межоперационного транспорта. При организации потока
скорость передачи предметов труда устанавливается в соответствии с
величиной такта. Конструкция транспортных средств различна. Наиболее
распространенным является конвейер, относительно оси которого
выбирается одно- или двустороннее расположение рабочих мест. Скорость
перемещения предметов труда V
к
согласовывается с тактом процесса t
п
из
соотношения
V
к
= L
к
/ t
п
,
где L
к
– шаг конвейера.
Затем определяется тип транспортера (рабочий, распределительный,
пульсирующий конвейер и др.). Рабочий конвейер предназначен для
выполнения операций на его несущей основе. Он применяется в цехе убоя
скота и разделки туш. Распределительный конвейер подает предметы
труда на операцию, выполнение которой осуществляется на стационарных
рабочих местах (обвалка, жиловка). В пульсирующем конвейере предметы
труда перемещаются периодически на расстояние, равное шагу конвейера
L
к
через каждый такт, и все остальное время неподвижны. Его
рекомендуется применять при скорости V
к
0,1 м/мин. При большей
скорости (0,1 – 5 м/мин) предпочтительнее применять безостановочный
конвейер.
Работа на распределительном конвейере может осуществляться в
свободном и регламентированном ритме. При использовании свободного
ритма (обвалка мяса) предметы труда перемещаются на транспортере на
следующее рабочее место, после обработки на предыдущей операции.
При организации потока снижение скорости конвейера регулируется
увеличением такта t
п
путем роста величины партии либо уменьшением
шага L
к
при повышении числа шагов между двумя смежными рабочими
местами.
27
2
1
3
4

Длина несущего органа рабочей части конвейера L
р
рассчитывается,
исходя из общего числа рабочих мест P по формуле
L
р
= L
к
(P + 1),
а полная длина
L
п
= 2 L
р
+ L
м
,
где L
м
–часть конвейера на приводной и натяжной механизмы, L
м
=23 м.
Для выполнения операций вдоль конвейера организуется рабочая
зона L
р.зi
. Ее длина с учетом времени выполнения операций t
опi
определяется по формуле
L
р.зi
= L
к
t
опi
/ t
п
.
Распределительный конвейер при выполнении операций на
нескольких рабочих местах можно разметить на участки с длиной шага L
к
.
Каждому рабочему месту и участку конвейера присваивается
определенный знак (номер). Как только номер участка конвейера подходит
к закрепленному рабочему месту, начинается выполнение операций.
Число разметочных знаков конвейера должно быть равно величине
коэффициента оборотного цикла К
о.ц
, представляющего собой
наименьшее общее кратное числа рабочих мест на операциях.
На трех операциях оперативное время равно: t
оп1
= 4t
п
, t
оп2
= 2t
п
, t
опi
= t
п
.
Количество рабочих мест по операциям: 2, 1 и 3. Величина К
о.ц
равна 6.
При прямолинейном расположении конвейера разметку
осуществляют с помощью комбинаций двух цифр: первая определяет
номер рабочего места, вторая – номер операции (3.2 – рабочее место № 3,
операция №2). При К
о.
ц
= 6 участок ленты разбивается на участки с
номерами от 1 до 6 навстречу ее движению (рис. 5). Закрепление номеров
участков конвейера за рабочим местом приведено в табл. 1.
L
к
Конвейер Изделия
L
р.з
- рабочий, - рабочий стол
28
1 6 5 4 3 2 1 6
2
1
3
4

Рис. 5. Разметка конвейера и рабочих мест
При больших значениях коэффициента оборотного цикла
применяется многорядная разметка. В этом случае рабочие места
располагаются по обе стороны конвейера.
Непрерывность и ритмичность поточного производства
обеспечивают заделы, которые представляют собой незаконченные
обработкой предметы труда (незавершенное производство). Они создают
условия для беспрерывной работы предприятия, но замедляют обороты в
процессе производства материальных ценностей, размещаются на
специальных производственных площадках. Задел, находящийся в
обработке на линии, носит название линейный.
В практике различают технологический, транспортный, оборотный и
страховой заделы.
Таблица 1
Операция Разметка
Номер
рабочего места
Операция
Номер
рабочего места
Разметка
1
1
2
1,3,5
2,4, 6
1 - 6
1
2
3
3
3
3
4
5
6
1,4
2,5
3,6
Технологический задел Z
тех
определяет количество предметов
труда, обрабатываемых на рабочих местах Р
тi
Z
тех
= Р
тi
N
пт
,
где N
пт
– количество предметов труда на каждом рабочем месте.
Транспортный задел создается во время перемещения предметов
труда между операциями. Его размер зависит от расстояния, скорости
перемещения и других характеристик.
Оборотный задел образуется между двумя смежными рабочими
местами (линиями) при их неодинаковой производительности или разном
режиме работы в смену (сутки). Максимальный размер оборотного задела
Z
об
определяется по формуле
Z
об
= T
р
/ (t
i
- t
i+1
) ,
где T
р
– время работы более производительного рабочего места (линии), мин; t
i
и t
i+1
–
такты смежных операций, мин.
Страховые заделы необходимы для нормальной работы при
временной задержке подачи предметов труда. Их целесообразно создавать
29
2
1
3
4
там, где возможны появление брака, поломка, внеплановый ремонт,
снижение нормы выработки. Страховой задел Z
стр
из анализа потерь
рабочего времени определяется по статистическим данным и фотографии
рабочего дня, с учетом минимального времени на возобновление операций
Т
взмi
и такта процесса t
п
по формуле
Z
стр
= Т
взмi
/ t
п
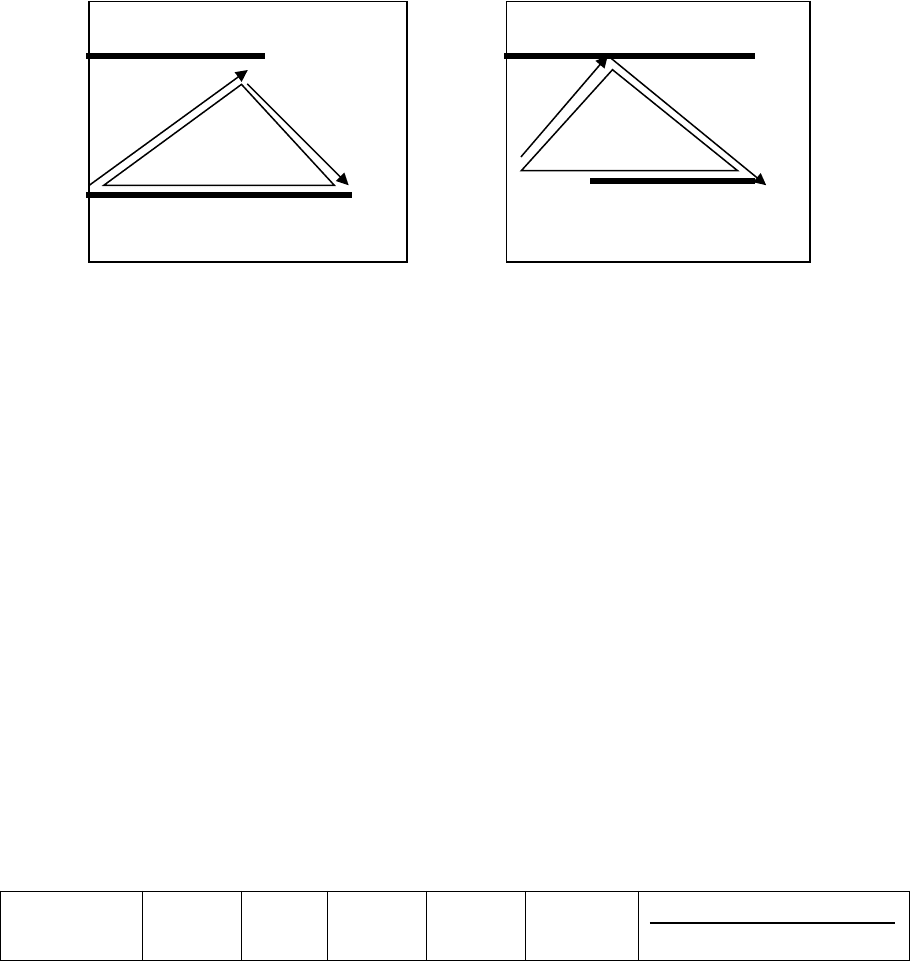
Из рис. 6 следует, что задел максимален, когда рабочий приступает к
выполнению операции, минимален – при завершении работ.
а. в.
Рис. 6. Схема накопления заделов
Поэтому для регулирования величины межоперационного задела
следует руководствоваться следующим правилом: если из двух смежных
операций (i, i+1) предыдущая производительнее последующей (t
i
t
i+1
), то
на операции i + 1 накапливается задел до окончания Т
i
периода
выполнения i-й операции (см. рис. 6, а). Необходимо совместить периоды
начала выполнения операций. При t
i
t
i+1
задел образуется до начала Т
i+1
периода выполнения последующей (i + 1) операции (см. рис. 6, б).
При организации поточного производства следует учитывать
особенности несинхронного и многопредметного производств.
В несинхронном производстве рабочие. Персонал, занятый
выполнением более коротких операций, работают с перерывами. Для
повышения их загрузки можно установить регламент совмещения
выполнения работ, в том числе за счет регламентированных переходов с
одного рабочего места на другое.
Таблица 2
Операция
t
i
Р
р.мi
Р
i
К
зр
Номер
рабочего
_График работы, мин__
0 10 20 30
30
2
1
3
4
t
i
t
i
t
i+1
t
i+1
t
i
t
i
t
i+1
t
i+1