Чехман Я.І., Сенкусь В.Т. та ін. Друкарське устаткування
Подождите немного. Документ загружается.

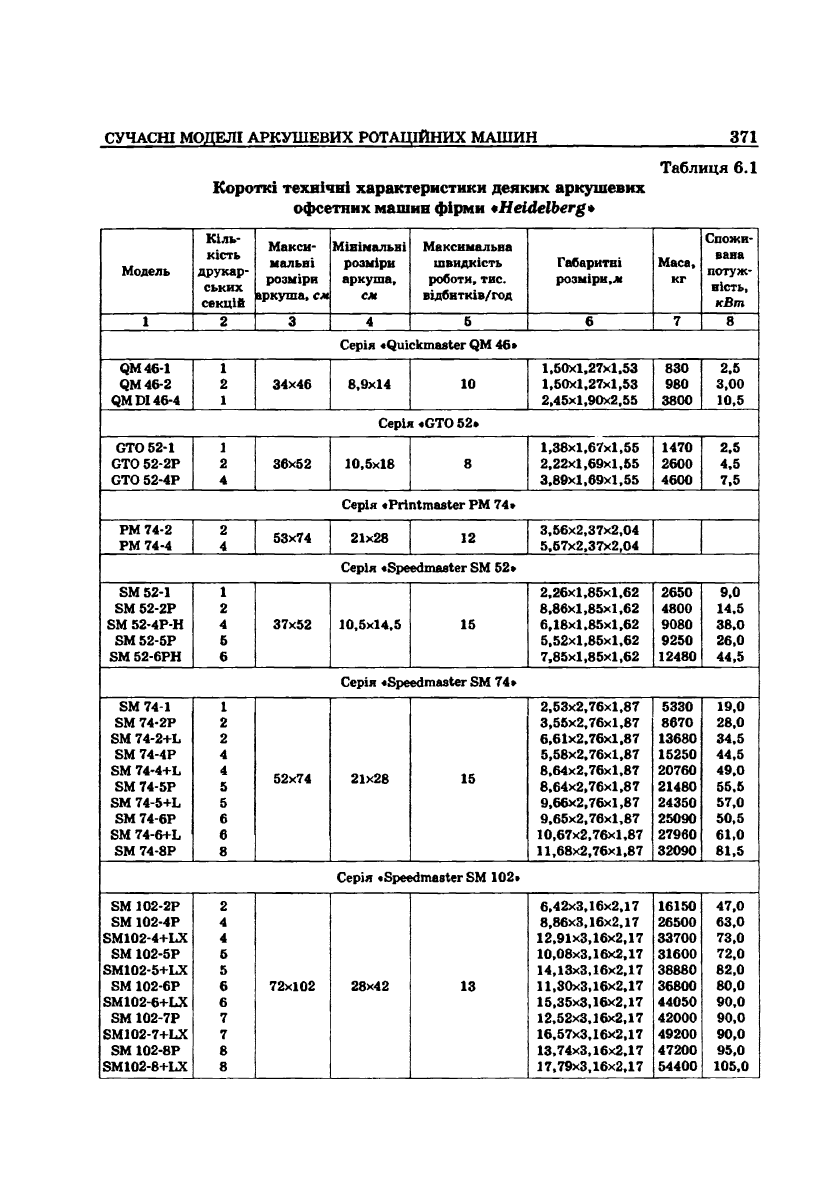
СУЧАСНІ МОДЕЛІ АРКУШЕВИХ РОТАЦІЙНИХ МАШИН
371
Таблиця
6.1
Короткі технічні характеристики деяких аркушевих
офсетних машин фірми
•Heidelberg*
Модель
Кіль-
кість
друкар-
ських
секцій
Макси-
мальні
розміри
аркуша, см
Мінімальні
розміри
аркуша,
см
Максимальна
швидкість
роботи, тис.
відбитків/год
Габаритні
розміри,*
Маса,
кг
Спожи-
вана
потуж-
ність,
кВт
1
2
3 4
б
6 7 8
Серія «Quickmaster
QM
46»
QM46-1
QM46-2
QMD146-4
1
2
1
34x46
8,9x14
10
1,50x1,27x1,53
1,50x1,27x1,53
2,45x1,90x2,55
830
980
3800
2,5
3,00
10,5
Серія
«GTO
52»
GTO
52-1
GTO
52-2Р
GTO
52-4Р
1
2
4
36x52 10,5x18
8
1,38x1,67x1,55
2,22x1,69x1,55
3,89x1,69x1,55
1470
2600
4600
2.5
4.5
7.5
Серія «
Print
master
РМ 74»
РМ
74-2
РМ
74-4
2
4
53x74 21x28
12
3,56x2,37x2,04
5,67x2,37x2,04
Серія «Speedmaeter
SM
52»
SM
52-1
SM
52-2P
SM
52-4P-H
SM52-5P
SM
52-6PH
1
2
4
6
6
37x52
10,5x14.5 15
2,26x1,85x1,62
8,86x1,85x1,62
6,18x1.85x1,62
5,52x1,85x1,62
7,85x1,85x1,62
2650
4800
9080
9250
12480
9,0
14.5
38.0
26,0
44,5
Серія «
Speed
master
SM
74»
SM
74-1
SM
74-2P
SM
74-2+L
SM
74-4P
SM
74-4+L
SM
74-5P
SM
74-5+L
SM
74-6P
SM
74-6+L
SM
74-8P
1
2
2
4
4
5
5
6
6
8
52x74
21x28
15
2,53x2,76x1,87
3,55x2,76x1,87
6,61x2,76x1,87
5,58x2,76x1,87
8,64x2,76x1,87
8,64x2,76x1,87
9,66x2,76x1,87
9,65x2,76x1,87
10,67x2,76x1,87
11,68x2,76x1.87
5330
8670
13680
15250
20760
21480
24350
25090
27960
32090
19,0
28.0
34.5
44.5
49,0
55.5
57,0
50,5
61,0
81,5
Серія
«Speedma8ter
SM
102»
SM
102-2P
SM
102-4P
SM102-4+LX
SM
102-5P
SM102-5+LX
SM
102-6P
SM102-6+LX
SM
102-7P
SM102-7+LX
SM
102-8P
SM102-8+LX
2
4
4
б
5
6
6
7
7
8
8
72x102 28x42
13
6,42x3,16x2,17
8,86x3,16x2,17
12,91x3,16x2,17
10,08x3,16x2,17
14,13x3,16x2,17
11,80x3,16x2,17
15,35x3,16x2.17
12,52x3,16x2,17
16.57x3,16x2.17
13,74x3,16x2.17
17,79x3,16x2,17
16150
26500
33700
31600
38880
36800
44050
42000
49200
47200
54400
47,0
63,0
73,0
72,0
82.0
80,0
90,0
90,0
90,0
95,0
105,0
372
Глава
6
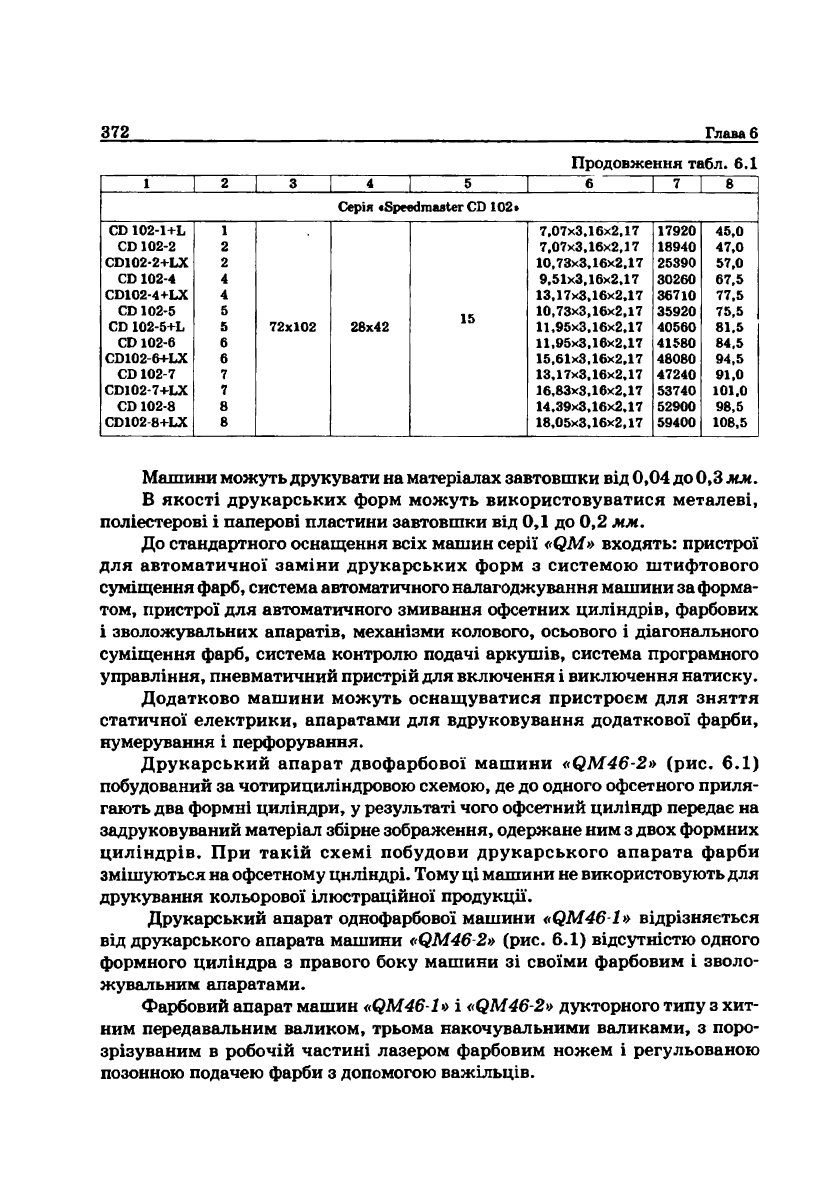
Продовження табл.
6.1
1
2
3
4 5 6
7
8
Серія «Speedniaeter
CD
102»
CD
102-1+L 1 7.07x3.16x2,17
17920
45,0
CD
102-2
2
7.07x3,16x2,17
18940
47,0
CD102-2+LX 2
10,73x3.16x2,17
25390
57,0
CD
102-4 4 9,51x3,16x2,17
30260
67,5
CD102-4+LX
4 13.17x3,16x2.17
36710
77.5
CD
102-5 5
1 K
10,73x3,16x2,17
35920
75,5
CD
102-5+L 5 72x102 28x42
Id
11,95x3,16x2,17
40560
81,5
CD
102-6 6 11,95x3.16x2,17
41580
84,5
CD102-6+LX
6 15,61x3,16x2,17
48080
94,5
CD
102-7 7 13,17x3.16x2,17
47240
91,0
CD102-7+LX
7 16,83x3,16x2,17
53740
101.0
CD
102-8 8 14,39x3,16x2,17
52900
98,5
CD102 8+LX
8 18,05x3,16x2,17
59400
108,5
Машини можуть друкувати
на
матеріалах завтовшки від
0,04
до
0,3 мм.
В якості друкарських форм можуть використовуватися металеві,
поліестерові
і
паперові пластини завтовшки
від 0,1 до 0,2 мм.
До стандартного оснащення всіх машин серії «QM» входять: пристрої
для автоматичної заміни друкарських форм
з
системою штифтового
суміщення фарб, система автоматичного налагоджування машини за форма-
том, пристрої
для
автоматичного змивання офсетних циліндрів, фарбових
і зволожувальних апаратів, механізми колового, осьового
і
діагонального
суміщення фарб, система контролю подачі аркушів, система програмного
управління, пневматичний пристрій для включення
і
виключення натиску.
Додатково машини можуть оснащуватися пристроєм
для
зняття
статичної електрики, апаратами
для
вдруковування додаткової фарби,
нумерування
і
перфорування.
Друкарський апарат двофарбової машини «QM46-2»
(рис. 6.1)
побудований
за
чотирициліндровою схемою,
де до
одного офсетного приля-
гають
два
формні циліндри,
у
результаті чого офсетний циліндр передає
на
задруковуваний матеріал збірне зображення, одержане ним
з
двох формних
циліндрів.
При
такій схемі побудови друкарського апарата фарби
змішуються
на
офсетному циліндрі. Тому
ці
машини
не
використовують для
друкування кольорової ілюстраційної продукції.
Друкарський апарат однофарбової машини «QM46
1»
відрізняється
від друкарського апарата машини «QM46-2»
(рис. 6.1)
відсутністю одного
формного циліндра
з
правого боку машини
зі
своїми фарбовим
і
зволо-
жувальним апаратами.
Фарбовий апарат машин «QM46~1»
і
«QM46-2» дукторного типу
з
хит-
ним передавальним валиком, трьома накочувальними валиками,
з
поро-
зрізуваним
в
робочій частині лазером фарбовим ножем
і
регульованою
позонною подачею фарби
з
допомогою важільців.
СУЧАСНІ МОДЕЛІ АРКУШЕВИХ РОТАЦІЙНИХ МАШИН
373
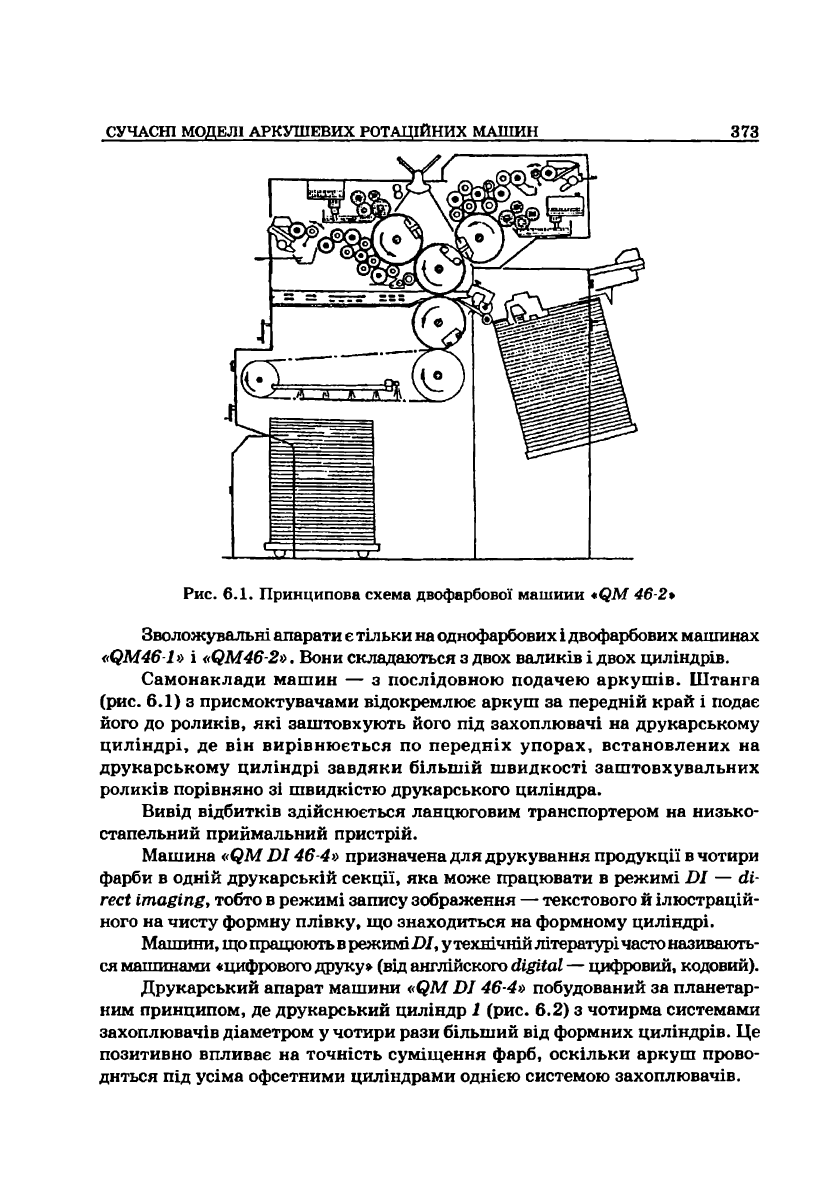
Рис.
6.1.
Принципова схема двофарбової машиии +QM
46
2*
Зволожувальні апарати є тільки на однофарбових і двофарбових машинах
«QM461»
і
«QM46-2». Вони складаються
з
двох валиків
і
двох циліндрів.
Самонаклади машин
— з
послідовною подачею аркушів. Штанга
(рис.
6.1) з
присмоктувачами відокремлює аркуш
за
передній край
і
подає
його
до
роликів,
які
заштовхують його
під
захоплювачі
на
друкарському
циліндрі,
де він
вирівнюється
по
передніх упорах, встановлених
на
друкарському циліндрі завдяки більшій швидкості заштовхувальних
роликів порівняно
зі
швидкістю друкарського циліндра.
Вивід відбитків здійснюється ланцюговим транспортером
на
низько-
стапельний приймальний пристрій.
Машина
«QM
DI46-4» призначена для друкування продукції
в
чотири
фарби
в
одній друкарській секції,
яка
може працювати
в
режимі
DI — di-
rect
imaging
у
тобто
в
режимі запису зображення — текстового
й
ілюстрацій-
ного
на
чисту формну плівку,
що
знаходиться
на
формному циліндрі.
Машини, що працюють в режимі
Z)/,
у технічній літературі часто називають-
ся машинами «цифрового друку» (від англійского
digital
— цифровий, кодовий).
Друкарський апарат машини «QMDI 464» побудований
за
планетар-
ним принципом,
де
друкарський циліндр
і (рис. 6.2) з
чотирма системами
захоплювачів діаметром
у
чотири рази більший
від
формних циліндрів.
Це
позитивно впливає
на
точність суміщення фарб, оскільки аркуш прово-
диться
під
усіма офсетними циліндрами однією системою захоплювачів.
374
Глава 6
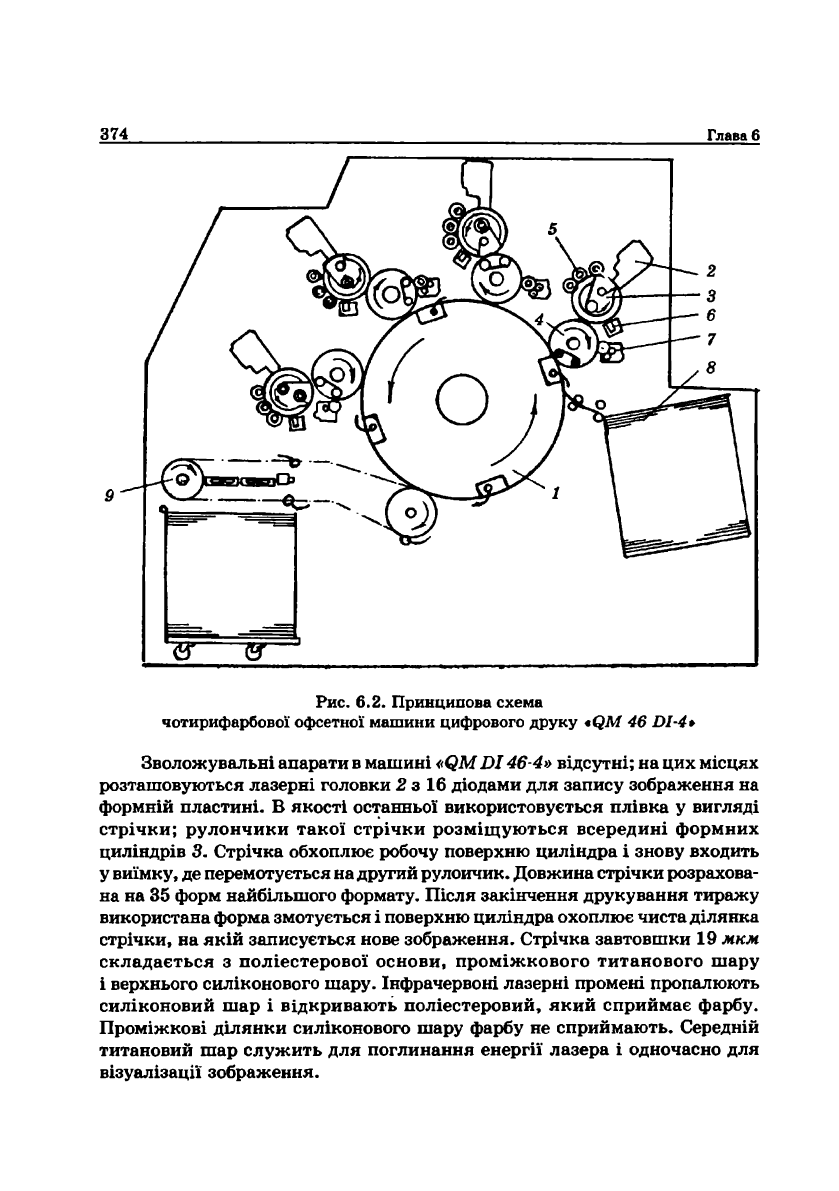
Рис.
6.2. Принципова схема
чотирифарбової офсетної машини цифрового друку *QM 46
DI-4*
Зволожувальні апарати в машині «QM DI46-4» відсутні; на цих місцях
розташовуються лазерні головки 2 з 16 діодами для запису зображення на
формній пластині. В якості останньої використовується плівка у вигляді
стрічки; рулончики такої стрічки розміщуються всередині формних
циліндрів 3. Стрічка обхоплює робочу поверхню циліндра і знову входить
у виїмку, де перемотується на другий рулончик. Довжина стрічки розрахова-
на на
35
форм найбільшого формату. Після закінчення друкування тиражу
використана форма змотується і поверхню циліндра охоплює чиста ділянка
стрічки, на якій записується нове зображення. Стрічка завтовшки 19 мкм
складається з поліестерової основи, проміжкового титанового шару
і верхнього силіконового шару. Інфрачервоні лазерні промені пропалюють
силіконовий шар і відкривають поліестеровий, який сприймає фарбу.
Проміжкові ділянки силіконового шару фарбу не сприймають. Середній
титановий шар служить для поглинання енергії лазера і одночасно для
візуалізації зображення.
СУЧАСНІ МОДЕЛІ АРКУШЕВИХ РОТАЦІЙНИХ МАШИН
375
Оскільки машина працює
за
технологією сухого офсету,
то
із-за
чутливості цього процесу до підвищення температури до фарбових апаратів
підведена система охолодження.
На рисунку
6.2
позначено:
1 —
друкарський циліндр;
2 —
лазерні
голівки;
З
— формні циліндри;
4
— офсетні циліндри;
5
— фарбовий апарат;
6
— пристрій
для
змивання формного циліндра;
7
— пристрій
для
змивання
офсетного циліндра;
8 —
самонаклад
з
послідовною подачею;
9 —
ланцюговий аркушевивідний
і
приймальний пристрої.
Машини цифрового друку економічно вигідні
для
друкування про-
дукції порівняно малими тиражами
(до
ЗО тис.)
при
частій
їх
зміні.
У машинах серії «GTO
52»
після числа
52, яке
вказує
на
довжину
більшої сторони аркуша формату
36x52 см
друкованої продукції, через
риску вказана кількість друкарських секцій; літера
Р
вказує
на
наявність
в машині пристрою
для
перевертання аркуша. Товщина задруковуваного
матеріалу становить
від 0,04 мм до 0,4 мм,
товщина друкарської форми
—
0,15 мм.
Машини можуть випускатися однофарбовими.
дво-,
чотири-
і п'тифарбовими.
В
усіх машинах друкарські секції побудовані
за
трици-
ліндровою схемою
з
циліндрами однакового діаметра.
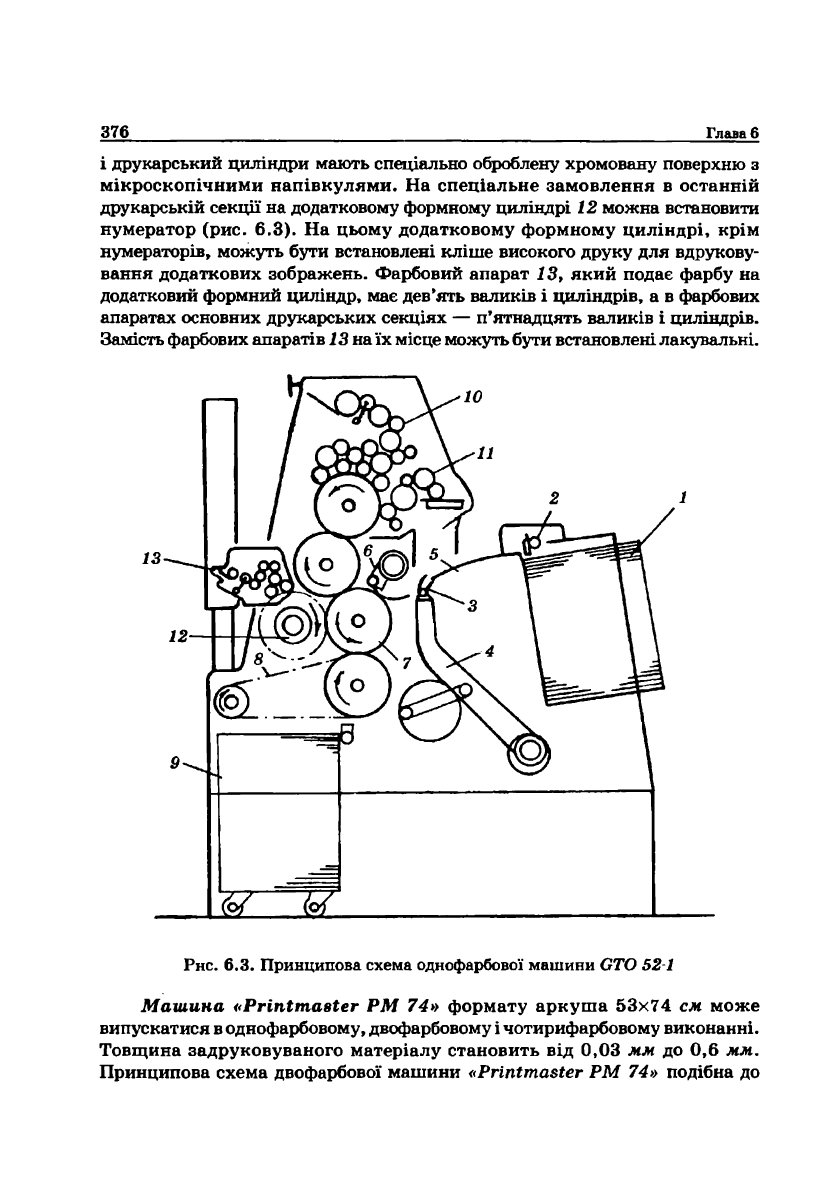
Усі машини мають низькостапельні самонаклади
/ з
послідовною
подачею аркушів. Аркуш відокремлюється штангою
з
присмоктувачами
2
за передній край
(рис. 6.3) і
передається захоплювачам каретки
З, що
приводиться
в рух
кривошипно-шатунним механізмом
4, і
транспортується
по вигнутому накладному столі
5 до
передніх упорів,
де
вирівнюється
по
передньому
і
боковому краях. Вирівняний аркуш беруть захоплювачі
верхнього форграйфера
6 і
передають його захоплювачам друкарського
циліндра
7.
Віддрукований аркуш виводиться ланцюговим транспортером
8 на
низькостапельний приймальний пристрій
0.
Фарбовий апарат
10
періодичної
дії з
чотирма накочувальними
валиками. Суцільний фарбовий ніж, розрізаний
на
робочій частині лазером
на окремі зони, виключає вплив сусідніх регулювань,
які
здійснюються
важільцями,
що
дозволяє візуально оцінювати величини фарбового шару
на дукторі залежно
від
положення важільців.
Водяний зволожувальний апарат 11 з безперервною подачею вологи перед
друкуванням з'єднується допоміжним валиком (на
рис.
не зображено)
з
фарбо-
вим апаратом для більш швидкого досягнення емульсії фарба-вода і одержання
якісних відбитків.
У
машинах може застосовуватися також водяний зволо-
жувальний апарат типу *Котрас III» (рис.
2.17, г)
безперервної
дії.
У багатофарбових машинах передавання аркуша
між
секціями здій-
снюється трьома циліндрами,
з
яких діаметр середнього
в два
рази більший.
Машини
за
окремим замовленням можуть поставлятися
з
системою
для
перевертання аркушів, схему якої розглянуто
у
попередній главі (рис.
5.45).
Для зменшення переходу на них свіжовіддрукованої фарби, малі передавальні
376
Глава 6
і друкарський циліндри мають спеціально оброблену хромовану поверхню з
мікроскопічними напівкулями. На спеціальне замовлення в останній
друкарській секції на додатковому формному циліндрі 12 можна встановити
нумератор (рис. 6.3). На цьому додатковому формному циліндрі, крім
нумераторів, можуть бути встановлені кліше високого друку для вдрукову-
вання додаткових зображень. Фарбовий апарат 23, який подає фарбу на
додатковий формний циліндр, має дев'ять валиків і циліндрів, а в фарбових
апаратах основних друкарських секціях — п'ятнадцять валиків і циліндрів.
Замість фарбових апаратів 13 на їх місце можуть бути встановлені лакувальні.
ш м І
Рис.
6.3. Принципова схема однофарбової машини GTO 52-1
Машина «Printmaster РМ 74» формату аркуша
53x74
см може
випускатися в однофарбовому, двофарбовому і чотирифарбовому виконанні.
Товщина задруковуваного матеріалу становить від 0,03 мм до 0,6 мм.
Принципова схема двофарбової машини «Printmaster РМ 74» подібна до
СУЧАСНІ МОДЕЛІ АРКУШЕВИХ РОТАЦІЙНИХ МАШИН
377
зображеної
на рис. 5.1
машини «Speedmaster
SM 52».
Друкарські апарати
машини трициліндрові,
з
циліндрами одинарного діаметра,
з
системою
для
швидкого кріплення форм
і
системою штифтового суміщення фарб.
Високостапельний самонаклад
зі
ступінчастою подачею подає аркуш
по
накладному столі
до
передніх упорів, звідки нижній форграйфер передає
його захоплювачам передавального циліндра. Фарбовий апарат
є
дукторного
типу
з
хитним передавальним валиком. Фарбовий
ніж,
порозрізуваний
лазером
у
робочій частині,
дає
можливість зонального регулювання подачі
фарбн
з
допомогою важільців. Регулювання коловим
і
осьовим суміщенням
фарб,
а
також загальною подачею фарби здійснюється дистанційно
з
пульта.
Зволожувальні спиртові апарати «Аісоїог»
(див. рис. 2.15, ж) з
безпе-
рервною подачею вологи з'єднані
з
фарбовими проміжковим валиком, який
може приставлятися
або
відставлятися
з
допомогою пневматики, завдяки
чому швидко досягається фарбо-водяиий баланс
і,
відповідно, якість
друкування.
Передавання аркуша
між
секціями здійснюється трьома циліндрами,
з яких середній циліндр виконаний діаметром вдвічі більшим, порівняно
з
крайніми.
У
машині передбачено можливість налагоджування
на
двобічний
друк.
Ланцюговий транспортер виводить відбитки
на
низькостапельний
приймальний пристрій. Машина може оснащуватися пристроєм для перфо-
рування, нумерування
і
вдруковування додаткової фарби.
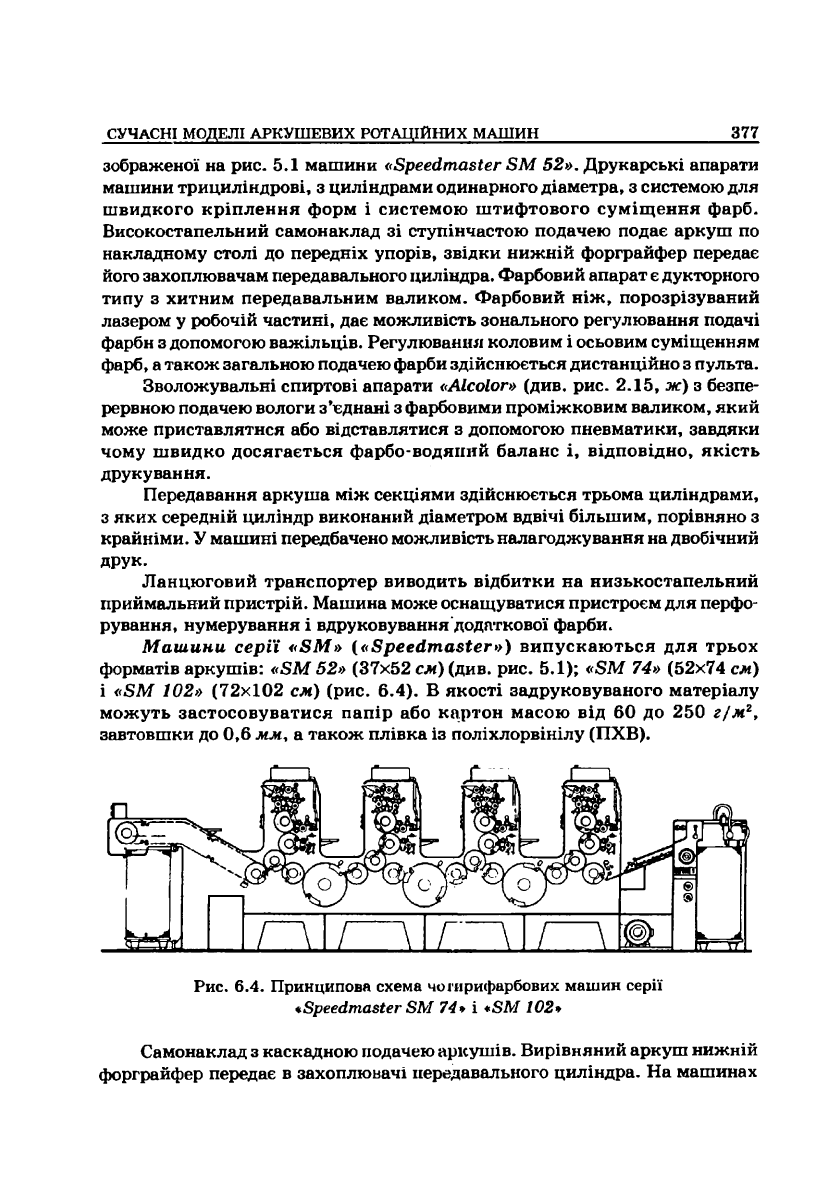
Машини серії «SM» («Speedmaster») випускаються
для
трьох
форматів аркушів:
«SM 52» (37x52 см)
(див.
рис. 5.1); «SM 74» (52x74 см)
і
«SM 102» (72x102 см) (рис. 6.4). В
якості задруковуваного матеріалу
можуть застосовуватися папір
або
картон масою
від 60 до 250 г/м
г
,
завтовшки
до 0,6 мм, а
також плівка
із
поліхлорвінілу (ПХВ).
©
®
п
tr4
Рис.
6.4. Принципова схема чогирифарбових машин серії
*Speedmaster
SM 74* і *SM 102*
Самонаклад
з
каскадною подачею аркушів. Вирівняний аркуш нижній
форграйфер передає
в
захоплювачі передавального циліндра.
На
машинах
378
Глава б
застосовані вакуумні стрічки для транспортування аркушів
на
накладному
столі, завдяки чому забезпечується зручний доступ
для
обслуговування.
В машинах усіх серій застосовано систему «Preset» для автоматичного
налагодження самонакладу
на
заданий формат
і
товщину паперу.
Машини серії
«SM 102»
можуть оснащуватися додатково рулонною
зарядкою (див. рис.
5.23). З
рулону розмотується стрічка, при необхідності
обрізається вздовж
по
краях
і
ріжеться
на
аркуші необхідного формату;
відрізані аркуші подаються
в
першу друкарську секцію самонакладом.
Оскільки рулонний папір значно дешевший аркушевого, застосування
подібного пристрою
дає
значний економічний ефект.
Друкарські апарати побудовані за трициліндровою схемою
з
циліндра-
ми рівного діаметра. Циліндри обертаються
в
точних дворядкових
гольчастих підшипниках; ряди голок
при
цьому зміщені
на
півдіаметра,
що забезпечує плавне, без вібрацій, обертання циліндрів протягом тривалого
часу. Формні
і
офсетні циліндри обкочуються по загартованих
і
шліфованих
опорних кільцях, завдяки чому забезпечується також рівномірне
і
плавне
обертання циліндрів.
Налагодження друкарського апарата здійснюється автоматично після
задання товщини задруковуваного матеріалу
на
центральному пульті
управління; включення натиску здійснюється пневмоциліндрами.
На друкарських циліндрах, розміщених після пристроїв перевертання
аркуша, закріплюються металеві аркуші
зі
спеціально обробленою
хромованою поверхнею,
що має
вигляд мікроскопічних півкуль,
які
протидіють переходу фарби
з
свіжовіддрукованих відбитків.
Заміна
і
кріплення формних пластин виконується системою
*Auto
plate» (див.
рис. 5.32).
При окремому замовленні
на
машинах можуть застосовуватися
пристрої для автоматичної заміни формних пластин
у
вигляді касети
з
відді-
ленням для відпрацьованих
і
нових форм. Формні пластини переміщуються
за допомогою спеціальних присмоктувачів
з
пневмоважільними системами
управління. Необхідною умовою
для
автоматичної
або
напівавтоматичної
заміни формних пластин
є
точне встановлення формного циліндра спочатку
в положення, зручне для знімання старої форми,
а
після цього —
в
положен-
ня,
зручне
для
встановлення нової форми.
Товщина форми для серій «SM 52»
і «SM
102» становить
0,10—0,15 мм;
для серії
«SM 74» — 0,25—0,3 мм.
Автоматична система *Autoregister»
контролює
і
забезпечує
з
точністю
до 0,01 мм
колове, осьове
і
діагональне
суміщення фарб.
Фарбові апарати
є
багатоваликовими,
з
періодичним живленням,
мають чотири накочувальні валики.
Фарбовий ніж у машинах серій
«SM
74»
і «SM 102» і в
чотири-,
і
п'яти-
фарбових машинах серій
«SM 52»
складається
з
окремих ексцентриків
СУЧАСНІ МОДЕЛІ АРКУШЕВИХ РОТАЦІЙНИХ МАШИН 379
(див.
рис. 2.3, б), які автоматично регулюють за допомогою системи СРС1-
04 подачу фарби по кожній зоні відповідно до площі друкарських елементів
на формі.
В одно- і двофарбових машинах серії «SM 52» фарбоживильна група
виконана аналогічно, як в машинах серії «GTO»
f
з фарбовим ножем у
робочій частині, розрізаним лазером, і зональне регулювання подачі фарби
здійснюється важільцями.
На замовлення фарбові апарати машин можуть оснащуватися системою
підтримування постійної температури, за рахунок підведення води до трьох
розкочувальних і дукторного циліндрів.
У машинах можуть застосовуватися п'ятиваликові зволожувальні
апарати типу «Лісоїог» або «Aguacolor» (див. рис. 2.15, ж) з автоматичним
регулюванням подачі вологи. Завдяки застосуванню проміжкового
циліндра, який пневматично приставляється або відставляється до
фарбового апарата, швидко досягається фарбо-водяний баланс і, відповідно
якість друкування. Загальне регулювання подачі фарби і вологи здійснюєть-
ся автоматично зміною швидкості обертання дукторних циліндрів залежно
від швидкості роботи машини, зональне регулювання подачі вологи —
шляхом обдування повітрям дукторного циліндра через регульовану планку
для випаровування надлишкової вологи на місцях друкарських елементів.
За рахунок відносної швидкості між формним циліндром і накочуваль-
ним валиком зволожувального апарата очищується поверхня формного
циліндра від окремих пилинок завдяки системі •Variosystem», яка може
включатися в друкарських секціях системою •СРТгопіс».
Передача аркуша між секціями здійснюється трьома передавальними
циліндрами, середній з яких діаметром у два рази більший порівняно з
крайніми.
Машини можуть виготовлятися з системою для перевертання аркуша,
схему якої роглянуто раніше (див. рис.
5.45).
Переналагоджуваний машини з однобічного друкування аркуша на
двобічне здійснюється автоматично за допомогою електроніки і гідрав-
лічних пристроїв, що спрацьовують при натискуванні кнопки на пульті
управління.
На спеціальне замовлення машини можуть оснащуватися однією (див.
рис.
5.53) або двома лакувальними секціями з проміжковою сушильною сек-
цією,
з керуванням системою *СРТгопіс». Після закінчення лакування апа-
рат автоматично переводиться з режиму лакування на режим промивання.
Вивід відбитків здійснюється ланцюговими транспортерами. У маши-
нах серії «SM 52» він може бути низькостапельним і високостапельним.
На машинах серій «SM 74» і «SM 102» вивід відбитків здійснюється на
високостапельний приймальний пристрій довгим (рис. 6.4) або видовже-
ним ланцюговим транспортером по металевих напрямних з повітродувними
380
Глава
6
соплами
6 (див. рис. 5.53).
Завдяки цьому
під
аркушем створюється
повітряна подушка,
яка
сприяє спокійному пересуванню аркуша.
Для запобігання скручування відбитка застосовується пристрій
для
розгладжування аркушів
при їх
виведенні (див. рис.
5.52).
Для сушіння відбитків використовуються
14
випромінювачі
(див.
рис.
5.53), які
розміщені перпендикулярно
до
напрямку руху аркуша.
У середині вставного блока містяться допоміжні сопла гарячого повітря.
Залежно
від
формату віддрукованого аркуша регулюють довжину
випромінювачів
і
кількість подачі повітря. Після останнього випромінювача
гаряче повітря відсмоктується.
Віддруковані аркуші вкладаються
в
стос
на
приймальному столі. Коли
машини мають пристрій «Рreset» централізованого налагоджування
на
формат,
то
регулювання відбувається
як на
самонакладі,
так і на
приймаль-
ному столі: автоматично встановлюються бокові
і
задні зіштовхувачі,
пристрої
для
гальмування аркушів. Машини можуть комплектуватися
допоміжним стапельним столом
у
вигляді гребінки
або
дошки
для
вивозу
стапеля
без
зупинення машини
і
порошковим апаратом
для
запобігання
перетискуванню фарби. Машини можуть оснащуватися додатковими
формними циліндрами
Ф
д
зі своїми фарбовими апаратами
ФА
д
(див. рис.
5.1)
для нумерування, вдруковування кодів, перфорування.
У машинах передбачено пристрої
для
змивання фарбового апарата,
друкарського циліндра
і
офсетного полотна.
Машини серій
iiSpeedmaster
CD74»
і «CD 102»
призначені
для
однобічного друкування
на
папері
і
картоні завтовшки
до 1 мм
форматом
аркуша
52x74 см і 72x102 см.
Друкарський апарат в них побудований за трициліндровою схемою з дру-
карським циліндром, виконаним діаметром вдвічі більшим порівняно з форм-
ним (див. рис.
5.43).
Передавання аркуша між друкарськими секціями здій-
снюється одним передавальним циліндром
1
діаметром втричі більшим порів-
няно з формним. Сам передавальний циліндр в поперечному розрізі фактично
має не циліндричну,
а
форму трикутника,
на
зрізаних вершинах якого розта-
шовані
три
системи захоплювачів.
Для
запобігання перетискування фарби
в нижніх напрямних
З
встановлено вентилятори
4
(див. рис.
5.43), які
підтри-
мують аркуш
у
радіальному напрямку. Завдяки збільшеним діаметрам
друкарських
і
передавальних циліндрів поліпшується проведення аркуша
через машину, особливо
це
стосується картону, який менше перегинається.
Машини серій
*CD
74»
і
*CD
102%
уніфіковані з машинами серії
*SM
74*,
і *SM
102* \
мають аналогічні аркушеживильні, аркушевивідні
і
приймальні
пристрої; можуть поставлятися
з
лакувальними
і
сушильними пристроями.
У машинах серій
*CD*
можна здійснювати штанцювання
на
останній
друкарській секції.
Для
цього
на
офсетному циліндрі цієї секції встанов-
люються спеціальні вирубні
і
бігувальні ножі.