Безпалько В.И. Технология конструкционных и трубопроводо-строительных материалов
Подождите немного. Документ загружается.

ными (рис. 4.2, в), разъемными (рис. 4.2, г) и вытряхными (см.
рис. 4.2, в). Ящики для изготовления стержней из смесей горячего
твердения имеют устройства для их подогрева.
Модель и стержневой ящик выполняют так, чтобы не было
резких переходов по толщине от одной части отливки к другой.
Сопряжения стенок в отливках должны быть плавными, без ост-
рых углов. Скругление внутренних углов отливки называют галте-
лью, наружных — закруглением.
Опоки — прочные металлические рамки различной конфи-
гурации, предназначенные для удержания формовочной смеси
как при изготовлении формы, так и при ее транспортировке,
заливке металлом и охлаждении. Опоки изготовляют из серого
чугуна, стали и алюминиевых сплавов. Опоки могут быть цель-
нолитыми, сварными или сборными из отдельных литых час-
тей. Иногда стальные опоки изготовляют сваркой из проката.
Стенки опок часто выполняют с отверстиями для снижения их
массы, облегчения удаления газов из формы при заливке и улуч-
шения сцепления формовочной смеси с опокой. Для удержания
уплотненной смеси в опоке применяют также внутренние ребра.
Центрируют опоки с помощью штырей, устанавливаемых в спе-
циальные отверстия. Для скрепления опок применяют скобы и
другие приспособления.
Для изготовления песчано-глинистых и некоторых других форм,
а также стержней применяют формовочный инструмент, который
условно подразделяется на две группы: инструмент для наполне-
ния опок и стержневых ящиков формовочной или стержневой
смесью и последующего ее уплотнения (лопаты, ручные и пнев-
матические трамбовки, линейки и др.); инструмент для извлече-
ния модели из полости формы, отделки поверхности формы и
стержней (крючки, подъемники, гладилки, ложечки, ланцеты,
пульверизаторы и т.д.).
4.1.3. Формовочные и стержневые материалы
Для изготовления разовых песчано-глинистых и некоторых
других форм и стержней используют смеси, приготовленные из
формовочных материалов. Основными исходными материалами
для этих смесей являются песок и глина. Вместе с ними исполь-
зуются вспомогательные вещества (связующие и добавки). Кро-
ме исходных материалов, для приготовления формовочных сме-
сей широко используют оборотные (бывшие в употреблении)
смеси.
Песок — основной исходный материал для формовочных и
стержневых смесей. Наиболее часто применяют кварцевый песок,
состоящий из кремнезема SiO
2
, обладающего высокой огнеупор-
ностью (t
пл
= 1713°С), прочностью, твердостью и термической
142
устойчивостью. В качестве примесей он может содержать глину,
слюду, полевой шпат, оксиды железа, магнезит и т.д.
формовочные пески в основном состоят из зерен кварца и
Примеси глины, их условно называют зерновой и глинистой со-
ставляющими.
Зерновой составляющей, независимо от химического состава,
называют ту часть песка, величина зерен которого более 22 мкм,
а глинистой составляющей — часть песка, расчетный диаметр зе-
рен которой менее 22 мкм.
К формовочным пескам условно относят материалы с содержани-
ем глинистой составляющей до 50 %, а к формовочным глинам —
материалы с содержанием глинистой составляющей свыше 50%.
Глина — второй исходный материал в песчано-глинистых фор-
мовочных смесях, является связующим веществом, обеспечиваю-
щим их прочность и пластичность. Глины представляют собой из-
мельченные горные породы, имеющие после увлажнения высо-
кую пластичность. В большинстве формовочных глин основным
материалом является каолинит А1
2
О
3
- 2SiO
2
• 2Н
2
О.
Формовочные глины классифицируют по минералогическому
составу, прочности, огнеупорности и пластичности. По минера-
логическому составу глины подразделяют на бентонитовые, као-
линовые и полиминеральные. Бентонитовые глины обладают более
высокой способностью к набуханию и более высокой прочностью
по сравнению с другими. Как связующий материал, глина облада-
ет рядом недостатков. Высокая прочность смеси может быть полу-
чена только в том случае, когда она содержит большое количе-
ство глины, что, однако, ведет к снижению газопроницаемости
формовочной смеси и способствует образованию пригара на по-
верхности отливок. В связи с этим содержание глины в смесях ог-
раничивается, а для обеспечения требуемых свойств в них вводят
специальные добавки.
Смеси. Качество отливок непосредственно связано со свойства-
ми смесей. Существует большое количество различных критериев
оценки смесей, основными среди них считают прочность, газо-
проницаемость, огнеупорность, пластичность, податливость, те-
кучесть и долговечность.
Прочность — способность смеси обеспечивать сохранность фор-
мы (стержня) без разрушения при ее изготовлении и использова-
нии. При низкой прочности смеси форма и стержни не выдержи-
вают динамического удара струи заливаемого в форму расплава
или статического давления столба расплавленного металла, в ре-
зультате чего происходит их разрушение, что приводит к появле-
нию брака в отливках, в основном в виде засоров.
Различают два способа оценки прочности смесей: на сжатие —
в сыром и сухом состояниях, на разрыв — в сухом состоянии.
Прочность на сжатие определяется в килопаскалях. После сушки
143

она повышается на порядок, что связано с упрочнением пленки
связующих веществ, обволакивающих песчинки смеси.
Прочность смесей зависит от содержания в них влаги, количе-
ства и типа связующего вещества, степени их уплотнения, от зер-
новой структуры смеси, качества ее перемешивания и т.д.
Газопроницаемость характеризует способность формы (вслед-
ствие пористости) пропускать газы, которые вытесняются из нее
при заливке расплавом, а также выделяются из самой формы и
расплава. При низкой газопроницаемости формы газы, образую-
щиеся при испарении влаги или в результате выгорания связую-
щих материалов, поступают в заливаемый металл и вызывают об-
разование в отливках газовых раковин. Газопроницаемость зави-
сит от влажности смеси, размеров и однородности зерен песка,
степени уплотнения смеси и содержания в ней глины.
Огнеупорность — способность смеси не плавиться и не спекаться
под воздействием залитого в форму металла, не образовывать с его
оксидами химические соединения, которые способствуют образо-
ванию на поверхности отливок пригара — трудноудаляемого метал-
локерамического слоя. Пригар ухудшает качество поверхности и
затрудняет последующую обработку отливки. При оплавлении фор-
мовочной смеси резко снижается ее газопроницаемость. Для борь-
бы с пригаром необходимо создавать в полости формы восстанови-
тельную атмосферу, для чего в состав смесей вводят различные
добавки. Для исключения механического проникновения расплава
в поры смеси поверхность стержней окрашивают, а рабочую по-
верхность формы припыливают огнеупорными материалами.
Пластичность — способность формовочной смеси четко вос-
производить отпечаток модели (стержневого ящика) и сохранять
определенное время полученную форму. При хорошей пластично-
сти смесь в процессе заплотнения перемещается не только в на-
правлении приложения силы, но и перпендикулярно ей, что обес-
печивает качественное заполнение углов формы. На пластичность
также влияет процентный состав влаги и глины в формовочной
смеси и ее зерновая структура.
Податливость — способность смеси сокращаться в объеме под
действием сжимающих усилий отливки при ее усадке в процессе
охлаждения. Низкая податливость приводит к возникновению в
отливке напряжений и, как следствие, трещин. Податливость свя-
зана с потерей смесью некоторой прочности при прогреве ее от-
ливкой, что связано с наличием в ней специально вводимых до-
бавок, например древесных опилок.
Текучесть — способность смеси обтекать модели при формов-
ке, заполнять полость стержневого ящика. Перемещение частиц
смеси должно происходить при возможно минимальном усилии в
процессе формовки и обеспечивать одинаковое уплотнение во всех
частях формы (стержня) без рыхлых мест и пустот.
144
Долговечность — сохранение формовочной смесью своих рабо-
чих свойств в случае повторного ее использования при изготовле-
нии форм и заливке их расплавом.
В литейном производстве применяют большое количество раз-
нообразных формовочных и стержневых смесей. Выбор состава
смеси обусловлен ее назначением. Наиболее распространенные
песчано-глинистые смеси классифицируют по применению при
формовке (облицовочные, наполнительные и единые); в зависи-
мости от состояния формы перед заливкой (для сырых, сухих,
подсушенных и самотвердеющих форм); по роду сплава (для чугу-
на, стали и сплавов цветных металлов).
Разновидности смеси. Облицовочной называют формовочную смесь
повышенного качества, из которой выполняют рабочую поверх-
ность формы толщиной 10...40 мм, соприкасающуюся с распла-
вом. Эта смесь должна иметь высокую пластичность, газопрони-
цаемость, прочность и огнеупорность. Она содержит 50...90 % све-
жих формовочных материалов (остальное — регенерированная
отработанная смесь). От общего количества формовочной смеси
при изготовлении формы на долю облицовочной приходится
10... 20 %, остальное — на долю наполнительной формовочной
смеси.
Наполнительную формовочную смесь используют для заполне-
ния объема формы, оставшегося после нанесения облицовочного
слоя. В состав такой смеси обычно входит 95... 98 % оборотной ре-
генерированной смеси и 2...5% свежих формовочных материа-
лов.
Единую формовочную смесь, занимающую по качеству среднее
положение между облицовочной и наполнительной, применяют
при машинном производстве небольших по массе форм, предназ-
наченных для получения тонкостенных отливок. В состав единых
смесей входит 85...95% оборотной регенерированной смеси и
5... 15 % свежих формовочных материалов.
Все эти смеси имеют влажность 3,5...4,5 %. В состав облицовоч-
ных и единых смесей наравне с глиной часто вводят противопри-
гарные добавки.
Смеси для сырых форм в основном состоят из большого количе-
ства оборотной смеси с добавкой свежих материалов в виде гли-
нистых песков или смеси глины с песком.
Смеси для сухих форм отличаются от смесей для сырых форм
более высокой прочностью, газопроницаемостью и податливос-
тью. Последние два свойства обеспечиваются введением в смесь
древесных опилок, торфа и других веществ, которые выгорают,
образуя дополнительные поры.
Смеси для подсушиваемых форм широко применяют при изго-
товлении средних и крупных форм для ответственных отливок.
Такие смеси используют как облицовочные. В их состав входит
145
жидкое стекло и другие связующие. При взаимодействии смеси с
окружающим воздухом на поверхности формы образуется проч-
ный поверхностный слой.
Смеси для химически твердеющих форм применяют как облицо-
вочные. Они состоят из кварцевого песка, в который вводят
4,5...6% жидкого стекла. Прочность таких смесей обеспечивают
продувкой углекислым газом. При химическом затвердевании вода
вступает в прочное соединение с кремнеземом, входящим в со-
став жидкого стекла. Образующийся при этом гель кремниевой
кислоты, располагаясь между зернами песка, связывает их в проч-
ный монолит.
В последние годы все больше применяются смеси со связую-
щими синтетическими смолами, способными к отвердеванию в
холодной или нагреваемой оснастке. Для холоднотвердеющих сме-
сей широко применяются смолы на карбомидофурановой (БС-40),
карбомидоформальдегидной (КФ-Ж), фенолформальдегидной
(ОФ-1) и фенолфурановой (ФФ-1Ф) основах. Содержание смо-
лы в смеси не превышает 2 %.
Горянетвердеющие смеси не нуждаются в катализаторе, но тре-
буют применения нагреваемой оснастки. Типичным представите-
лем термореактивной смолы является пульвербакелит, который в
виде пудры или раствора вводится в состав стержневой смеси.
К стержневым смесям предъявляют более высокие требования,
чем к формовочным, так как во время заливки форм и охлажде-
ния металла стержни со всех сторон окружены расплавом и испы-
тывают большие статические, динамические и тепловые нагрузки.
Стержневые смеси должны обладать большой прочностью, газо-
проницаемостью и огнеупорностью.
В стержневые смеси для изготовления простых крупных стерж-
ней вводят глину. Смеси для сложных стержней готовят из кварце-
вого песка с добавлением различных связующих. В смеси вводят
повышенное количество противопригарных добавок (уголь, фа-
фит, мазут) и добавок, обеспечивающих податливость стержня
(древесные опилки, торф и т.д.).
В мелкосерийном производстве крупных отливок широко при-
меняют жидкие самотвердеющие смеси (ЖСС) различных соста-
вов. В состав наиболее применяемой смеси входят кварцевый пе-
сок (основа), 5 % белого феррохромового шлака, 5 % жидкого стек-
ла, 0,5% пенообразователя (ДС-РАС, контакт Петрова), 0,1%
стабилизатора пены, 1,5% воды. Отвердение смеси происходит
благодаря взаимодействию (СаО)
2
- SiO
2
, входящего в белый шлак,
с жидким стеклом (раствор Na
2
O • /wSiO
2
). Поверхностно-актив-
ный пенообразователь вводят для образования пузырьков пены,
которые снижают коэффициент трения между зернами песка и
способствуют его легкому перемещению, т. е. обеспечивают жидко-
подвижность смеси, вследствие чего она легко заполняет стерж-
'146
невые ящики и не требует уплотнения. После заполнения стержне-
вого ящика или опоки ЖСС затвердевают в течение 30... 50 мин без
тепловой сушки.
Технологический процесс приготовления формовочных сме-
сей включает предварительную подготовку свежих исходных ма-
териалов, подготовку оборотной смеси, регенерацию оборотной
смеси и собственно приготовление рабочей смеси.
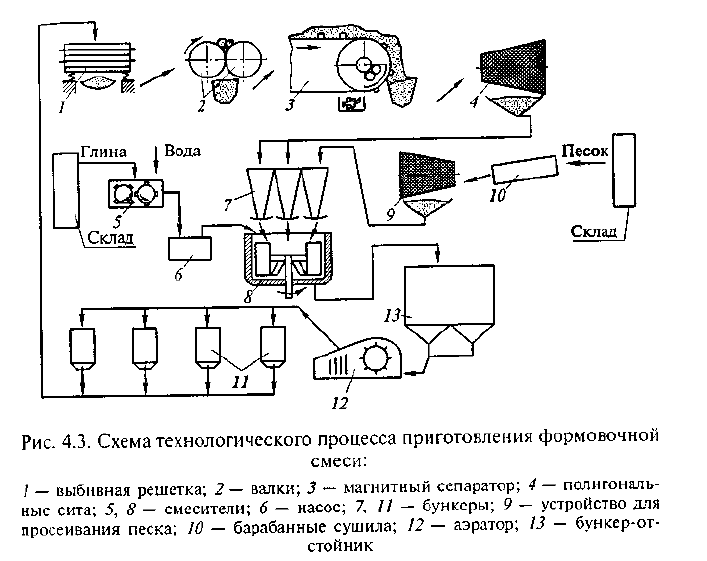
На рис. 4.3 приведена схема подготовки материалов и приго-
товления формовочной смеси в механизированном смесеприго-
товительном отделении. После выбивки залитых форм на выбив-
ной решетке 1 смесь для разрушения комьев пропускается между
валками 2 и подается на магнитный сепаратор 3, где из нее извле-
кают куски металла, попавшие в смесь при выбивке форм. Затем
смесь просеивается на полигональных ситах 4 и подается в бунке-
ры 7, установленные над смесителем 8. Наиболее часто для пере-
мешивания компонентов смеси применяются бегуны с вертикаль-
ными или горизонтальными катками. Свежий песок со склада по-
дается в барабанные сушила 10, затем направляется в устройство
для просеивания песка 9 и далее засыпается в бункеры 7, откуда
через дозирующее устройство периодически подается в смеситель 8.
Глина перемешивается с водой в лопастных смесителях 5 и в виде
суспензии насосом 6 подается по мере надобности в смеситель 8.
147
Формовочная смесь выдерживается в бункерах-отстойниках 13 для
усреднения количества влаги, после чего разрыхляется в аэрато-
рах 12 и ленточным транспортером подается в бункеры 11, уста-
новленные над формовочными машинами. Залитые формы после
охлаждения отливок до заданной температуры поступают на вы-
бивную решетку 7, и цикл повторяется.
Важной операцией приготовления смеси является хорошее пе-
ремешивание всех ее составляющих, что необходимо для их рав-
номерного распределения по всему объему. В процессе перемеши-
вания глина или связующие обволакивают зерна песка, разруша-
ются комки отдельных составляющих и равномерно распределя-
ется влага. Хорошо перемешанная смесь обладает высокими тех-
нологическими свойствами (высокой прочностью и газопроница-
емостью). Для приготовления песчано-глинистых формовочных
смесей используют смесители — бегуны. Применяют бегуны пери-
одического и непрерывного действия.
В бегунах периодического действия смешивание составляющих
формовочной смеси осуществляется порциями (замесами), кото-
рые периодически загружаются в бегуны, перемешиваются, а за-
тем выгружаются в виде однородной массы.
В смесителях непрерывного действия загрузка, перемешивание и
выгрузка ведутся одновременно. Такие смесители применяют в ус-
ловиях механизированного производства. Следует отметить, что для
стержневых смесей схема подготовки исходных материалов проще,
так как в их состав не входит оборотная смесь. Для приготовления
стержневых смесей используют свежий сухой песок и связующее,
которые также перемешивают в смесителях. В холоднотвердеющие
смеси катализаторы вводят непосредственно перед заполнением
стержневого ящика, для чего смесь дополнительно перемешивают
с катализатором в лопастных или шнековых смесителях.
4.1.4. Литниковые системы и прибыли
Литниковая система. Литейную форму заливают расплавом че-
рез литниковую систему.
Литниковая система — совокупность связанных между собой
каналов и полостей, по которым расплав плавно поступает в ра-
бочее пространство литейной формы. Исключение составляет за-
ливка открытых форм, предназначенных для производства про-
стых неответственных отливок (плиты, грузы и т.п.). Литниковая
система должна обеспечивать непрерывное поступление расплава
в форму и питание отливки для компенсации ее усадки, предот-
вращать разрушение формы, попадание в нее шлака и воздуха со
струей расплава.
Основными элементами литниковой системы при производ-
стве отливок в песчано-глинистых и некоторых других формах
148
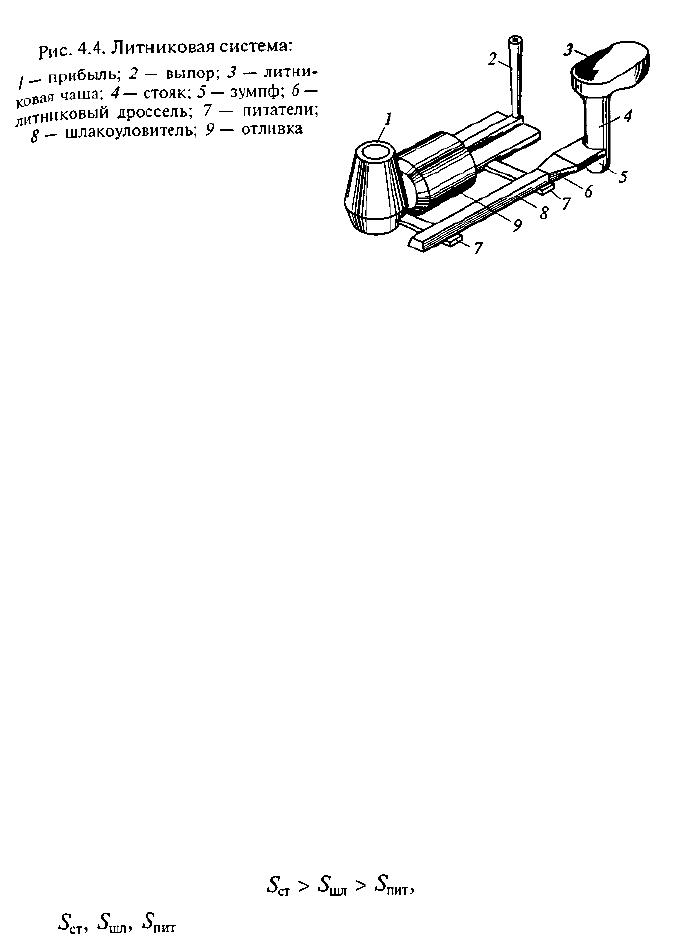
являются: литниковая чаша (воронка), стояк, шлакоуловитель,
питатели и прибыли (рис. 4.4).
Литниковая чаша 3 является металлоприемником, в который
из ковша или плавильного агрегата заливают расплав. Литниковая
чаша служит для ослабления динамического напора свободно па-
дающей струи металла, предотвращения его разбрызгивания, за-
держки шлака от попадания его в литниковую систему и обеспе-
чения непрерывного питания каналов всей литниковой системы.
Стояк 4 представляет собой вертикальный канал в виде усе-
ченного конуса с сужением книзу, пропускающий жидкий ме-
талл из чаши в шлакоуловитель и создающий в форме металло-
статическое давление.
Шлакоуловитель 8 представляет собой горизонтальный канал
трапециидального сечения, формуемый по модели в верхней опоке
в плоскости разъема формы. Шлакоуловитель предназначен для
задержки шлака и других неметаллических включений и распре-
деления расплава по питателям.
Питатели 7 — щелевидные каналы, примыкающие непосред-
ственно к полости литейной формы и направляющие в нее рас-
плавленный металл от шлакоуловителя или стояка. Количество
питателей и их расположение зависят от конструкции отливки 9.
Для лучшего задержания шлака в литниковой системе и обес-
печения ее постоянного заполнения расплавом применяют сужа-
ющиеся литниковые системы с определенным соотношением пло-
щадей поперечных сечений основных элементов:
где — соответственно площади поперечных сечений
стояка, шлаковика и питателей.
В верхних частях средних и крупных отливок выполняют выпоры
2 — вертикальные каналы с расширением кверху, служащие для
вывода из формы воздуха, газов, всплывающих неметаллических
включений и для наблюдения за ходом заполнения формы.
При производстве отливок из сплавов, имеющих большую усад-
ку (сталь, алюминиевые сплавы и др.), вместо выпоров ставят
149
вой системы. В литниковых системах, применяемых при изготов-
лении отливок из чугуна, стали и большинства медных сплавов,
наименьшим является сечение питателей у входа их в полость
формы.
151
прибыли 1, назначение которых — питать расплавом отливку во
время ее затвердевания и тем самым предотвращать образование
усадочных раковин в местах отливки, затвердевающих в послед-
нюю очередь.
Иногда в нижней части стояка выполняют зумпф 5, представ-
ляющий собой углубление сферической формы, принимающий
на себя динамический удар от заливаемого сплава и снижающий
вероятность размыва формы в месте ее разъема. Для регулирова-
ния скорости заливки формы расплавом иногда применяют мест-
ное сужение — литниковый дроссель 6.
При массовом производстве отливок широко применяют лит-
никовую систему с фильтровальной сеткой в виде стержня с от-
верстиями для прохода металла. Ее устанавливают под стояком на
разъеме формы или на дне литниковой чаши над стояком. Назна-
чение сетки — тормозить движение металла и задерживать вклю-
чения шлака, попавшего из ковша.
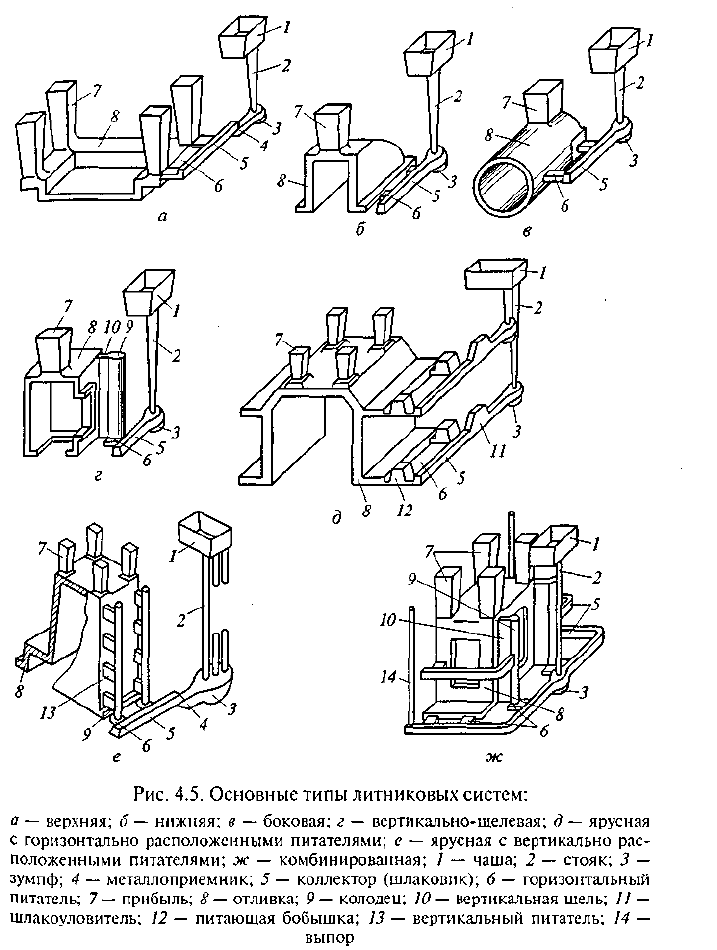
В зависимости от конфигурации и размеров отливки, рода сплава
и способа литья применяют литниковые системы различных ти-
пов (рис. 4.5). В отдельных случаях к одной полости формы подво-
дят несколько литниковых систем различных типов. Элементы
литниковой системы могут иметь различные конфигурацию и со-
отношения сечений каналов между собой.
Верхняя литниковая система (рис. 4.5, а) наиболее проста. Ее
применяют для отливки мелких деталей небольшой высоты. С уве-
личением высоты происходит размывание формы струей распла-
ва, его разбрызгивание и окисление, увеличивается количество
неметаллических включений в теле отливки.
Нижнюю (сифонную) литниковую систему (рис. 4.5, б) приме-
няют для средних и толстостенных отливок значительной высоты.
Она обеспечивает спокойное заполнение формы расплавом.
Литниковая система с подводом сбоку (рис. 4.5, в) воплощает в
себе черты первых двух названных литниковых систем, ее наибо-
лее часто используют при машинной формовке.
Ярусная литниковая система (рис. 4.5, д, ё) обеспечивает по-
следовательное питание отливки снизу вверх, и ее применяют,
как правило, для изготовления крупных отливок. Недостатками
ярусной литниковой системы являются сложность в изготовлении
и значительный расход металла. Ее разновидность — вертикально-
щелевая система (рис. 4.5, г), которая предназначена главным об-
разом для получения отливок из сплавов цветных металлов. Наи-
более сложные отливки получают с применением комбинирован-
ной литниковой системы (рис. 4.5, ж).
Сечение каналов литниковой системы определяют расчетом по
формулам гидравлики, в которые введены обобщенные опытные
коэффициенты. Расчет начинают с определения суммарной пло-
щади наименьшего поперечного сечения в узком месте литнико-
150
Каналы литниковой системы не должны быть длинными, так
как при заливке формы металл быстро остывает, густеет и его
текучесть уменьшается, что может привести к браку отливок по
недоливу.
Скорость заполнения формы металлом зависит от поперечного
сечения питателей литниковой системы. Слишком большое сече-
ние каналов литниковой системы приводит не только к перерас-
ходу металла, но и к обвалу формы, особенно верхних ее частей,
что происходит вследствие сильных ударов расплава о ее стенки.
Кроме того, под действием этих ударов размеры формы могут
увеличиться.
На скорость заливки расплава влияет также давление расплава
в литниковой системе: чем выше стояк, тем быстрее форма за-
полняется металлом.
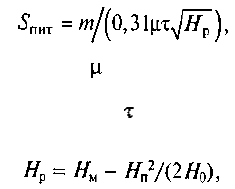
Площадь сечения питателей определяют по формуле
где т — масса отливки, кг; — коэффициент расхода металла
(для чугунного литья 0,27...0,55; стального — 0,3...0,41; цветных
металлов и сплавов — 0,6...0,7); — время заливки, с; Н
р
— рас-
четный напор расплава, см:
где Н
ы
— максимальный напор (по уровню расплава в чаше над
уровнем питателя), см; Н
п
— высота отливки над уровнем питате-
ля, см; #
0
— полная высота отливки, см.
Прибыли. Для получения отливок без усадочных раковин и по-
ристости, которые могут образовываться в результате уменьше-
ния объема расплава при его затвердевании, в форме делают спе-
циальные полости — прибыли.
Прибыли размещают у массивных частей отливки, где объем-
ная усадка проявляется наиболее значительно. Прибыли различа-
ют по их геометрической форме, месту расположения, условиям
питания расплавом отливки и т.д. Выбор рациональной прибыли
зависит от формы, размеров, массы отливки, усадки сплава и
других условий.
Открытые прибыли прямого питания применяют для питания
крупных стальных отливок, иногда в них доливают металл по мере
снижения его уровня. Такая прибыль служит также выпором, в нее
могут всплывать частицы формовочной смеси и другие включения.
Во многих случаях применяют закрытые прибыли, имеющие
различную конфигурацию (шаровая, полушаровая и др.) и даю-
щие некоторую экономию металла. В закрытых прибылях, работа-
ющих под атмосферным давлением, создаются благоприятные
условия для образования усадочных раковин и обеспечения полу-
152
цения плотной отливки. Атмосферное давление в таких прибылях
создают с помощью установки в их полость специальных газопро-
ницаемых стержней.
В полость прибыли, работающей под газовым давлением, в спе-
циальном патроне помещают заряд из газотворного вещества
(обычно мел с добавками кокса). Патрон устроен так, что после
образования на поверхности прибыли тонкой твердой корочки
металла из патрона начинают выделяться газы, которые создают
давление и вытесняют незатвердевший расплав из полости при-
были в тело отливки.
Для получения легкоотделяемых прибылей применяют раздели-
тельные стержни-пластины (диафрагмы), которые изготавливают
из шамотно-глинистых смесей и устанавливают на границе между
полостью формы и прибылью. Такие прибыли питают отливку через
отверстие в диафрагме. Положительным является тот факт, что
прибыль соединена с телом отливки через небольшую перемычку
в диафрагме, наличие такой перемычки значительно упрощает
процесс отделения прибыли от отливки.
4.1.5. Свойства литейных сплавов
Для производства отливок применяют специальные литейные
сплавы (см. подразд. 1.3). Существуют различные способы класси-
фикации литейных сплавов: по химическому составу, структуре
металла, свойствам, назначению и т.д. Литейные сплавы, кроме
заданных прочностных и физико-химических свойств, должны
обладать определенным комплексом литейных свойств, характе-
ризующих способность расплава заполнять литейные формы и
позволяющих получать качественные отливки. Такими свойствами
являются жидкотекучесть и усадка, склонность к образованию
горячих и холодных трещин, ликвация и др.
Жидкотекучесть — способность расплава течь по каналам ли-
тейной формы, заполнять ее полости и точно воспроизводить кон-
туры отливки. На жидкотекучесть сплавов влияют многие факто-
ры: температура плавления сплава, его физическая природа и хи-
мический состав, температурный интервал кристаллизации спла-
ва, технология изготовления формы, продолжительность залив-
ки, конструкция литниковой системы, наличие неметаллических
примесей в расплаве и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной
температуре (эвтектические сплавы), обладают лучшей жидкоте-
кучестью по сравнению со сплавами, образующими твердые ра-
створы и затвердевающие в интервале температур. Чем выше вяз-
кость сплава, тем ниже его жидкотекучесть. С увеличением по-
верхностного натяжения сплава его жидкотекучесть понижается и
тем больше, чем тоньше канал литейной формы. С повышением
153
температуры заливки расплава и формы жидкотекучесть улучша-
ется. Увеличение теплопроводности материала формы снижает
жидкотекучесть. Например, песчаную форму расплав заполняет
лучше, чем металлическую (из-за более высокой теплопроводно-
сти последней).
Жидкотекучесть различных сплавов определяется с помощью
специапьных технологических проб, изготовленных в песчано-гли-
нистой форме, и условно выражается длиной заполненной части
канала пробы, имеющего форму спирали или прутка. Вначале рас-
плав заливают в чашу пробы, отверстие в которой закрыто графи-
товой пробкой. После подъема пробки расплав плавно заполняет
пробу. Для удобства подсчета длины заполненной части спираль-
ной пробы она имеет деления через каждые 50 мм. Чем длиннее
заполненная часть спирали или прутка, тем больше жидкотеку-
честь сплава.
Жидкотекучесть зависит от перегрева расплава, характеризую-
щего разницу в температурах заливки расплава в форму и его тем-
пературы плавления. Сплав с невысокой температурой плавления
легче расплавить и перегреть до температуры, необходимой для
лучшего заполнения формы. Чем выше температура перегрева спла-
ва, тем лучше его жидкотекучесть, а следовательно, и заполне-
ние формы расплавом.
Однако высокий перегрев ведет к поглощению сплавом значи-
тельного количества газов (водорода, азота и др.), снижающих
его литейные свойства. При охлаждении сплава одна часть газов
выделяется из него, другая часть остается в затвердевающей от-
ливке, в результате чего в ней могут образоваться газовые ракови-
ны и пористость.
Плавка в среде инертных газов и вакуумных печах уменьшает
газонасыщенность отливки. Кроме того, следует учитывать, что чем
выше температура заливки сплава в песчаные формы, тем больше
вероятность образования пригара. Высокая температура заливки
расплава приводит также к получению крупнокристаллической
структуры и снижению механических свойств отливки. Поддержа-
ние оптимальной температуры перегрева расплава уменьшает ве-
личину указанных дефектов в получаемой отливке.
Усадка — свойство металлов и сплавов при затвердевании и
охлаждении уменьшаться в линейных размерах и объеме. Усадоч-
ные процессы в отливке начинают протекать после заливки рас-
плава в литейную форму с момента образования тонкой поверх-
ностной корки металла вплоть до полного затвердевания и охлаж-
дения отливки. Величина усадки зависит от рода сплава, его хи-
мического состава, температуры и способа заливки, конструкции
литейной формы и отливки, скорости охлаждения отливки и дру-
гих технологических факторов. Различают линейную и объемную
усадки.
154
Линейная усадка — уменьшение линейных размеров отливки в
процecce ее охлаждения. Линейную усадку определяют из со-
отношения
где — размеры полости формы и отливки при температуре
20 'С-
Объемная усадка — уменьшение объема сплава при его охлаж-
дении в литейной форме при формировании отливки. Она при-
близительно равна утроенной линейной усадке:
Объемную усадку определяют из соотношения
где
Vф,
V
ОтЛ
— объемы полости формы и отливки при температуре
20 С.
При охлаждении отливки происходит механическое торможе-
ние усадки, т.е. усадка отливки становится затрудненной. Это вы-
зывает в ней внутренние напряжения, которые могут привести
к деформированию и даже разрушению отливки. Механическое
торможение возникает вследствие трения между отливкой и фор-
мой, а также из-за того, что усадке препятствуют выступающие
элементы отливки. Чем больше величина усадки сплава, тем боль-
ше внутренние напряжения.
Литейные напряжения в отливке могут вызываться также теп-
ловыми явлениями, которые возникают в результате различной
скорости охлаждения отдельных частей отливки. Эти напряжения
тем выше, чем меньше податливость формы и стержней. Если ве-
личина напряжений превысит предел прочности литейного спла-
ва в данном участке отливки, то в ее теле образуются горячие или
холодные трещины.
Горячие трещины возникают в отливках в процессе кристалли-
зации и усадки металла при переходе из жидкого состояния в
твердое. К образованию горячих трещин ведут резкие переходы от
тонкой части отливки к толстой, острые углы, выступающие ча-
сти и др. Появлению горячих трещин способствует также высокая
температура заливки, приводящая к увеличению перепада темпе-
ратур в отдельных частях отливки и росту в них теплосиловых на-
грузок. Горячие трещины проходят по границам кристаллов и имеют
окисленную поверхность.
Для предупреждения возникновения горячих трещин в отлив-
ках необходимо создавать условия, обеспечивающие одновремен-
ное затвердевание разных по толщине частей отливок, по воз-
можности снижать температуру заливки расплава, увеличивать
податливость литейных форм.
Холодные трещины возникают в области упругих деформаций,
когда отливка полностью затвердела. Тонкие части отливки ох-
лаждаются и сокращаются в размерах быстрее, чем более массив-
ные. В результате в отливке появляются напряжения, которые и
вызывают появление трещин. Холодные трещины чаще всего об-
разуются в тонкостенных отливках сложной конфигурации. Веро-
ятность появления холодных трещин выше у отливок из сплавов с
пониженными теплопроводностью и пластичностью, значитель-
ной усадкой при низких температурах. Для предупреждения обра-
зования в отливках холодных трещин желательно применять сплавы
с высокой пластичностью, соблюдать равномерное охлаждение
отливки по всему ее объему.
Коробление — изменение формы и размеров отливки под влия-
нием напряжений, возникающих в ней при охлаждении. Короб-
ление увеличивается при усложнении конфигурации отливки и
повышении скорости ее охлаждения, которая вызывает нерав-
номерное охлаждение отдельных частей отливки и их различную
усадку. Коробление может быть вызвано сопротивлением литей-
ной формы процессу усадки отдельных частей отливки. Для пред-
упреждения коробления отливок необходимо увеличивать подат-
ливость формы, создавать рациональную конструкцию отливки
и т.д.
Объемная усадка приводит к образованию в отливке усадочных
раковин и пористости, расположенных в наиболее массивных ее
частях.
Усадочные раковины — сравнительно крупные полости, распо-
ложенные в местах отливки, затвердевающих в последнюю оче-
редь. Усадочные раковины образуются в отливках из чистых ме-
таллов, сплавов эвтектического состава и сплавов с узким интер-
валом кристаллизации.
Усадочная пористость — скопление пустот, возникающих в от-
ливке в результате усадки в тех местах, которые затвердевали по-
следними без доступа к ним расплава.
Получить отливку без усадочных раковин возможно за счет
направленной кристаллизации, которая позволяет создать усло-
вия, при которых затвердевание отливки идет от ее тонких частей
и заканчивается в наиболее массивных. Для этого применяют при-
были, холодильники (наружные и внутренние) и т.д.
Для непрерывного подвода расплава в наиболее массивные ча-
сти отливок в конструкцию формы вводят прибыли, которые за-
полняются расплавом и обеспечивают его доступ к участкам от-
ливки, затвердевающим последними (см. подразд. 4.1.4). При пра-
вильном соблюдении технологии усадочные раковины выводятся
в прибыльную часть отливки, которая после выбивки отливки
удаляется.
Снизить вероятность образования усадочных раковин и порис-
тости в отливках позволяет установка в литейную форму наруж-
ных или внутренних холодильников.
156
Наружные холодильники устанавливают в форму с внешней сто-
роны массивных частей отливки. Из-за высокой теплопроводно-
сти и большой теплоемкости холодильника отвод теплоты от мас-
сивной части отливок происходит интенсивнее, что способствует
выравниванию времени затвердевания массивной и тонкой час-
тей отливки.
Внутренние холодильники располагают внутри полости формы,
образующей массивные части отливки. Эти холодильники изго-
товляют из того же сплава, что и отливку. При заполнении формы
внутренние холодильники частично расплавляются и сваривают-
ся с основным металлом.
Ликвация. Одним из дефектов в отливках является ликвация —
физико-химическая неоднородность состава сплава в микрообъе-
мах или в отдельных частях отливки или слитка. В литейных спла-
вах различают дендритную и зональную ликвацию.
Дендритная или внутрикристаллическая ликвация — это разви-
тие химической неоднородности в отдельных микрообъемах (ден-
дритах) сплава. Она образуется при медленном затвердевании
отливки.
Зональная ликвация — химическая неоднородность сплава в раз-
личных частях затвердевающей отливки. Разновидность зональной
ликвации — ликвация по плотности, при которой происходит ме-
ханическое разделение компонентов сплава, имеющих различную
плотность. Такой ликвации подвержены, например, высокосвин-
цовистая бронза, при медленном охлаждении которой свинец
опускается в нижние части отливки. Ликвация по плотности мо-
жет быть частично устранена перемешиванием расплава перед за-
ливкой и быстрым его охлаждением в форме.
Зональная ликвация может быть прямой и обратной. При пря-
мой ликвации центральные слои отливки обогащены примесями,
понижающими температуру плавления сплава. При обратной лик-
вации в центральных частях отливки содержится меньшее коли-
чество легкоплавких примесей, а в поверхностных — большее.
Дендритная ликвация может быть частично или полностью ус-
транена длительной выдержкой отливки при высоких температу-
рах (отжиг). Устранить зональную ликвацию с помощью терми-
ческой обработки невозможно.
4.2. Плавка литейных сплавов
4.2.1. Плавка чугуна
Чугун плавят в вагранках, электрических (индукционных) и
пламенных печах. Плавильные печи должны обеспечивать полу-
чение металла требуемого химического состава, малый угар,
157
После разогрева холостой колоши в вагранку загружают пер-
вый слой металлической шихты, состоящей из чушкового чугуна
и металлического лома. Масса металлической колоши составляет
10... 15% часовой производительности вагранки. На эту колошу
загружают известняк в количестве около 5 % всей металлозавалки.
Известняк при нагревании в вагранке разлагается на известь СаО
и диоксид углерода СО
2
. Известь, являясь флюсом, нейтрализует
(связывает) кремнезем, который вносится в вагранку с золой кокса
и песком или образуется при окислении кремния, а СО
2
входит в
159
низкий удельный расход топлива и электроэнергии, заданную
температуру металла, минимальное насыщение его вредными
примесями и газами. Литейные печи должны быть приспособ-
лены к режиму работы цеха и иметь необходимую производи-
тельность.
Вагранки. Наибольшее применение для получения чугуна в ли-
тейных цехах нашли шахтные печи непрерывной плавки — ваг-
ранки. Простые по устройству и обслуживанию, вагранки требуют
небольшого расхода топлива и имеют производительность
500... 25 000 кг/ч жидкого чугуна. В вагранке во время плавки мож-
но менять шихту и получать чугун заданного химического состава
с температурой на желобе до 1 450 °С.
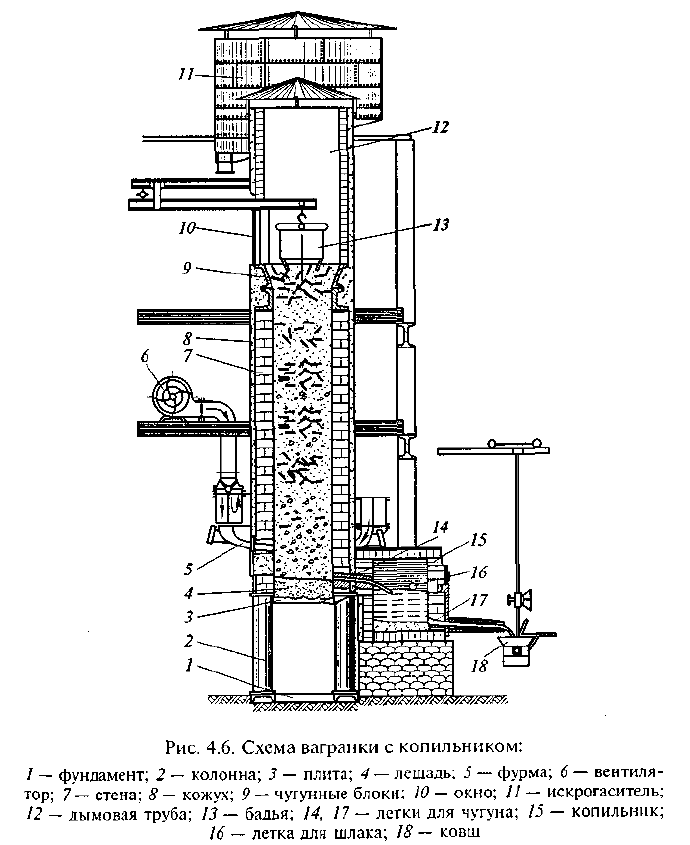
Вагранка имеет цилиндрическую форму, опирается на фунда-
мент 1 (рис. 4.6) и чугунные колонны 2. Кожух 8 вагранки изготов-
лен из листовой стали толщиной 8...20 мм. Стены 7 вагранки вы-
ложены огнеупорным шамотным кирпичом. Кожух и стены уста-
новлены на массивную откидывающуюся чугунную или стальную
плиту 3. Лещадь 4 вагранки набивают формовочной смесью с на-
клоном в сторону летки 14.
Воздух, нагнетаемый вентилятором 6, поступает в вагранку
через воздушное кольцо и фурмы 5. Современные вагранки чаще
имеют два ряда фурм, расположенных в шахматном порядке. Ниж-
нюю часть вагранки от лещади до воздушных фурм (как и в дом-
не) называют горном.
Шихту загружают в вагранку через окно 10 бадьей 13 с помо-
щью загрузочных кранов или скиповых подъемников определен-
ными порциями — колошами. Пространство над горном до загру-
зочного окна называют шахтой печи. Футеровку верхней части
шахты предохраняют от ударов кусками шихты чугунные блоки 9.
Продукты горения и частицы раскаленного кокса удаляются че-
рез дымовую трубу 12 и искрогаситель 11.
Вагранка обычно имеет копильник 15 для сбора жидкого чугу-
на, из которого он выпускается через летку 17 непрерывно или
периодически в ковш 18. Шлак выпускают через летку 16.
Построенную или отремонтированную вагранку в начале экс-
плуатации хорошо просушивают газовыми горелками. Затем в горн
в несколько приемов насыпают кокс выше фурм на 700...800 мм
и включают слабое дутье, в результате чего кокс разогревается.
Слой кокса, загруженный на лещадь вагранки перед началом плав-
ки, называют холостой колошей. Она служит для поддержания
загруженных на нее впоследствии рабочих колош и разогрева ваг-
ранки. Верхняя часть холостой колоши находится в плавильном
поясе вагранки. Здесь развивается максимальная температура и про-
исходит расплавление металла. Высота холостой колоши влияет
на температуру, скорость плавления и химический состав выпус-
каемого чугуна.
158
состав отходящих газов. В результате взаимодействия кремнезема и
извести снижается температура плавления шлака и увеличивается
его жидкотекучесть.
Далее в вагранку подают первую рабочую колошу кокса, со-
ставляющую 8... 12 % от массы металлической колоши. Она опус-
кается по мере сгорания кокса холостой колоши и расплавления
находящихся ниже нее материалов. Шихту поочередно загружают
в вагранку до завалочного окна, и далее в процессе работы ваг-
ранки она поддерживается на этом уровне.
Вагранку можно разделить на несколько зон в зависимости от
развивающихся в них температур и протекающих процессов: верх-
няя часть вагранки, плавильная зона и горн.
В верхней части вагранки твердая шихта нагревается, из топли-
ва выделяются влага и летучие вещества, известняк частично раз-
лагается на СаО и СО
2
. При соприкосновении с холодной шихтой
газы несколько охлаждаются, но химический состав их изменяет-
ся незначительно.
В плавильной зоне происходит плавление металлической ших-
ты, расположенной в верхней части холостой колоши. Образую-
щийся жидкий металл стекает на лещадь вагранки. По пути он
проходит через слой раскаленного кокса, в результате чего про-
исходит реакция
СО, + С
к
2СО
Диоксид углерода СО
2
поступает в холостую колошу вагранки
из зоны фурм, где происходит горение кокса в кислороде воздуха
по реакции
С
ко
кса + О
2
= СО
2
Эта реакция идет с выделением большого количества теплоты,
способствует перегреву металла и образованию жидкого шлака.
Стекающий на лещадь жидкий металл при контакте с раска-
ленным коксом растворяет в себе некоторое количество углерода
и серы. Вблизи фурм, где имеется свободный кислород воздуха,
наблюдается частичное окисление металла. В результате частично
выгорают железо, марганец и кремний, оксиды которых перехо-
дят в шлак, стекающий в горн.
В горне процесс окисления металла прекращается, так как сюда
не проникает кислород дутья. При этом жидкий металл несколько
охлаждается и дополнительно насыщается углеродом и серой.
Во время плавки чугуна в вагранке содержание в нем кремния
уменьшается примерно на 15%, марганца на 20%, содержание
углерода и фосфора практически остается постоянным, а содер-
жание серы увеличивается на 30...60%.
В вагранках с копильником сокращается продолжительность
соприкосновения чугуна с раскаленным коксом, в результате чего
получается чугун с меньшим содержанием углерода и серы, одна-
ко при этом жидкий чугун несколько охлаждается, что не всегда
желательно.
В некоторых случаях футеровку вагранки выполняют из магнези-
тового кирпича, что позволяет вести плавку на основных шлаках и
тем самым снизить интенсивность перехода серы из кокса в чугун.
Ваграночный процесс поддается регулированию, следователь-
но, его можно автоматизировать и вагранку включить в автомати-
ческие линии по производству отливок.
Повышения температуры жидкого чугуна, снижения расхода
топлива и роста производительности вагранки можно достигнуть
подогревом воздушного дутья и обогащения его кислородом.
Подогрев дутья в современных вагранках осуществляется за счет
использования физической теплоты отходящих газов, теплоты
реакции горения оксида углерода. При этом температура дутья
достигает 400...500 "С.
Для экономии кокса применяют коксогазовые вагранки, в ко-
торых 50 % кокса заменяют природным газом. В таких вагранках
при подогретом дутье можно получить чугун, перегретый до
1 450... 1 500°С.
При плавке чугуна с кислородным дутьем увеличивается про-
изводительность вагранки, повышается температура выпускаемо-
го чугуна на 80... 100 °С и снижается расход кокса до 50 %.
Индукционные печи. В литейном производстве для плавки чугу-
на применяют индукционные печи без сердечника и с сердечни-
ком. Наибольшее распространение получили индукционные печи
без сердечника. Для подогрева жидкого чугуна применяют индук-
ционные канальные печи с сердечником. Индукционные печи
вместимостью 40; 60 т и более используют в дуплекс-процессе с
вагранкой.
Подготовка индукционной печи к плавке. Футеровка печи набив-
ная и обычно кислая. Исходные материалы для набивки футеровки:
48 % (по объему) кварцевого песка (с величиной зерна 1,5...5 мм
и содержанием SiO
2
не менее 95 %; минимальным содержанием
А1
2
О
3
и Fe
2
O
3
), 50 % молотого кварца КП-3 (с величиной зерна не
более 1,55 мм) и 1,8% борной кислоты (Н
3
ВО
3
).
Кварц сушат при 150...250 °С и просеивают через сито. Моло-
тый кварц и борная кислота должны быть сухими. Футеровочную
массу приготовляют в сухом состоянии в смесителе, а затем про-
сеивают. Смесь необходимо быстрее использовать для набивки,
так как борная кислота поглощает влагу. После набивки футеров-
ку сушат. Недостаток набивной футеровки — большая трудоем-
кость изготовления. Для футеровки индукционных печей большой
вместимости применяют огнеупорный кирпич.
Загрузка. Шихту в тигель загружают осторожно без ударов и
возможно плотнее. Размеры кусков шихты должны обеспечивать
160
Безпа
161