Байбардина Т.Н., Байбардин И.А. и др. Снабженческо-сбытовая деятельность
Подождите немного. Документ загружается.

На складе предприятия до начала фактического наличия мате-
риальных ресурсов инвентаризационная комиссия проводит сле-
дующие первоочередные меры:
- пломбирует входы и выходы (кроме одного) всех помеще-
ний, где хранятся материальные ценности;
- проверяет и визирует последний на дату инвентаризации от-
чет материально ответственного лица о движении материальных
ценностей по складу с приходными и расходными документами с
указанием на каждом из них «До инвентаризации на... (дата)» и
подпись председателя инвентаризационной комиссии. Отчет пере-
дают в бухгалтерию, и он служит основанием для определения
остатков материальных ценностей к началу инвентаризации по учет-
ным данным;
- берет у материально ответственного лица расписку, которая
оформляется на титульной странице инвентаризационной описи, о
том, что к началу инвентаризации все приходные и расходные до-
кументы на материальные ценности сданы в бухгалтерию или пе-
реданы комиссии и все ценности, поступившие под его ответствен-
ность, оприходованы, а выбывшие списаны в расход;
- председатель инвентаризационной комиссии визирует все
приходные и расходные документы, приложенные к реестрам (от-
четам) с указанием «До инвентаризации на... (дата)», что служит
бухгалтерии основанием для определения остатков имущества к
началу инвентаризации по учетным данным;
- при бригадной материальной ответственности с согласия всех
членов бригады председатель инвентаризационной комиссии со-
ставляет протокол формирования подкомиссий с определением
состава каждой и распределением между ними инвентаризируе-
мых объектов.
Фактическое наличие имущества при инвентаризации опреде-
ляют путем обязательного подсчета.
По материалам и товарам, хранящимся в неповрежденной упа-
ковке поставщика, количество этих ценностей может определяться
на основании документов при обязательной проверке в натуре (на
выборку) части этих ценностей.
Результаты проверки записываются в «Инвентаризационные
описи». Описи подписывают все члены инвентаризационной ко-
миссии и материально ответственные лица дают расписку, подтверж-
дающую проверку комиссией имущества на ответственное хранение.
160
Материальные ресурсы, поступившие на склад во время ин-
вентаризации, заведующий складом принимает в присутствии ин-
вентаризационной комиссии.
Материальные ресурсы, поступающие во время проведения
инвентаризации, заносятся в отдельную опись под наименованием
«Товарно-материальные ценности, поступившие во время инвен-
таризации». В описи указываются дата поступления, наименование
поставщика, дата и номер приходного документа, наименование
материальных ресурсов, количество, цена и сумма.
Одновременно на приходном документе за подписью предсе-
дателя инвентаризационной комиссии (или - по его поручению -
члена комиссии) делается отметка «После инвентаризации» со ссыл-
кой на дату описи, на которую записаны эти ценности. Документы на
материальные ресурсы, поступившие во время инвентаризации, заве-
дующий складом включает в первый отчет после инвентаризации.
При длительном проведении инвентаризации в исключитель-
ных случаях и только с письменного разрешения руководителя и
главного бухгалтера предприятия в процессе инвентаризации мате-
риальные ценности могут отпускаться материально ответственны-
ми лицами в присутствии членов инвентаризационной комиссии.
Эти ценности заносятся в отдельную опись под наименовани-
ем «Отпущенные во время инвентаризации». Оформляется опись
по аналогии с документами на поступившие материальные ценно-
сти во время инвентаризации. В расходных документах делается
отметка за подписью председателя инвентаризационной комиссии
или по его поручению члена комиссии.
Товарно-материальные ценности, хранящиеся на складах дру-
гих организации, заносятся в описи на основании документов,
подтверждающих сдачу этих ценностей, количество, сорт, стоимость
(по данным \ че I а), дату принятия груза на хранение, места хране-
ния, номера и даты документов.
При инвентаризации материальных ценностей описи составля-
ют в двух экземплярах под копирку членом инвентаризационной
комиссии и один экземпляр материально ответственным лицом, а
при передаче материальных ценностей - в трех экземплярах под
копирку членом инвентаризационной комиссии и по одному эк-
земпляру каждым материально ответственным лицом, сдающим и
принимающим ценности. Все экземпляры инвентаризационной опи-
си являются действительными и заполняются от руки или с ис-
11. Зак. 1327
1 61
пользованием ЭВМ. Записи в них производят четко, ясно, без по-
марок и подчисток, с полным заполнением всех реквизитов: наи-
менование товара, номенклатурный номер, обоснование цены
(прейскурант, дата и номер договора, протокола согласования цен),
единица измерения, цена, количество, сумма и т. д. Исправление
допущенных ошибок производят корректурным способом без копир-
ки во всех экземплярах инвентаризационной описи. Исправления в
части наименования товаров, их количества, фасовки, цены должны
быть оговорены и подтверждены подписями всех членов комиссии.
На каждой странице инвентаризационной описи указывают
прописью число порядковых номеров материальных ценностей,
количество единиц в натуральных показателях независимо от еди-
ниц измерения (штуки, килограммы, метры и т. д.), в которых за-
писаны все ценности и их стоимость. В процессе заполнения опи-
сей производится их сверка по каждой странице. Правильность
итоговых данных на каждой странице своими подписями подтвер-
ждают все члены инвентаризационной комиссии. Если инвентари-
зацию на складе проводят несколько дней, то помещение, где хра-
нятся материальные ценности, комиссия в конце рабочего дня опе-
чатывает. Все экземпляры инвентаризационной описи комиссия
оставляет в несгораемом шкафу (сейфе) данного помещения. В
конце описи на последней странице по окончании инвентаризации
после записи данных по этой странице и прочеркивания незапол-
ненных строк комиссия указывает в целом по всей описи число
порядковых номеров товарно-материальных ценностей, количество
единиц всех ценностей в натуральных показателях и их стоимость,
что подтверждают своими подписями все члены инвентаризацион-
ной комиссии. Материально ответственные лица дают расписку,
подтверждающую проверку имущества комиссией в их присут-
ствии, об отсутствии к членам комиссии каких-либо претензии и
принятии перечисленного в описи имущества на ответственное
хранение. Первый экземпляр инвентаризационной описи, запол-
ненной членом комиссии, и экземпляры, заполненные материаль-
но ответственными лицами, а также акт о порче, бое, ломе на вы-
явленные при инвентаризации товарные потери и письменное объяс-
нение материально ответственных лиц о причинах образования по-
терь и недостачи или излишков ценностей председатель комиссии
в день окончания инвентаризации или на следующий день передает
в бухгалтерию.
162
В бухгалтерии фактическое наличие материальных ценностей
сверяется с данными бухгалтерского учета и при их расхождении
выводятся отклонения. Инвентаризационная комиссия изучает при-
чины отклонений и выносит решение о принятии мер по ним. Это
оформляется протоколом, который представляется руководителю
для утверждения.
Излишки материальных ценностей подлежат оприходованию и
зачислению на финансовые результаты, а в учреждениях, состоя-
щих на бюджете или финансируемых собственником, - на увели-
чение финансирования. Недостачи или порча материальных ресур-
сов возмещаются за счет виновных лиц. В случаях, когда винов-
ные не установлены или суд отказал во взыскании с них стоимос-
ти недостающих материальных ценностей, убытки относятся на
финансовый результат. Результаты инвентаризации оформляются в
актах инвентаризации или инвентаризаиионных описях, сличитель-
ных ведомостях. По окончании инвентаризации могут проводиться
контрольные проверки правильности проведения инвентаризации.
2.8. Использование современных систем управления
потоками материальных ресурсов на предприятии
Известны два типа систем движения материальных потоков:
толкающие и тянущие.
Толкающая система представляет собой систему подачи мате-
риалов, деталей или узлов в производственный процесс или с пре-
дыдущей технологической операции на последующую независи-
мо от того, нужны ли они в данное время и в данном количестве на
последующей технологической операции. Толкающая система ха-
рактерна для традиционной организации производства, она менее
способна к гибкой перестройке, к реагированию на колебания спро-
са. В системе толкающего типа каждый технический агрегат, каж-
дый технологический передел имеет информационные и управля-
ющие связи с центральным органом управления.
Тянущая система подачи деталей и комплектующих изделий с
предшествующей технологической операции на последующую
осуществляется по мере необходимости. При работе системы тя-
нущего типа на каждом производственном участке создается строго
определенный запас готовых деталей и узлов. Последующий уча-
сток заказывает и вытягивает с предыдущего участка изделия строго
163
в соответствии с нормой и временем производственного потреб-
ления. Тянущая система позволяет предотвращать распростране-
ние колебаний спроса или объема производства от последующего
производственного процесса к предыдущему, сводить к миниму-
му колебания запасов на производственных участках, децентрали-
зовать управление производственными запасами. Из систем тяну-
щего типа наиболее известна японская система «канбан», позво-
ляющая реализовать принцип поставок «точно в срок», основыва-
ющаяся на управлении материальными потоками в зависимости от
фактической загрузки производственных подсистем.
Существенное влияние на теорию и практику управления запа-
сами оказала разработанная с начала 1970-х годов в Японии (фир-
ма «Тойота») внутрипроизводственная система «канбан», которая
позволяет минимизировать длительность производственного цик-
ла, устранить в производственных подразделениях фирмы склады
сырья, материалов, комплектующих изделий, готовой продукции,
а межоперационные запасы сократить до минимально возможных
пределов.
«Канбан» - комплексная система организации производства,
претворяющая в жизнь принципы общей теории систем, в соответ-
ствии с которыми предприятие трактуется как организационное
единство. Отличительной особенностью рассматриваемого японс-
кого способа организации ггредприятия является минимизация дли-
тельности производственного цикла. Материально-техническое
обеспечение производства и отгрузка готовой продукции осуще-
ствляется по принципу «точно в срок». Производственные подраз-
деления предприятия не располагают складами сырья, материалов,
комплектующих изделий, готовой продукции, а их межоперацион-
ные запасы сокращены до минимально возможного уровня.
Благодаря точному планированию производства и практичес-
ки стопроцентной надежности поставщиков и заказчиков, произ-
водственный процесс на большинстве японских предприятий проте-
кает при состоянии производственных запасов, близком к нулевому.
Управление материальными потоками в таких условиях требу-
ет соответствующей организации информационного потока. Чем
лучше они скоординированы, тем меньше производственные зат-
раты, выше использование производственных мощностей и надеж-
ность всей системы. Заданием анализа в системе «канбан» являет-
ся определение: что, где, через кого, когда и в каком количестве
164
перемещается, складируется, упаковывается и отправляется. Та-
ким образом распознаются повторяющиеся функции и интегриру-
ются отдельные факторы. Выходными данными такого анализа яв-
ляются данные о последней стадии производственного процесса -
монтаже, окончательной сборке и сбыте продукции. Основным
носителем производственной информации является карта-канбан
(от нее и происходит название всей системы). В отличие от после-
довательных методов управления производством, в которых со-
проводительные карты сопутствуют данной производственной
партии через все очередные фазы обработки и сборки, карты в
системе «канбан» приписаны транспортировочной таре на изде-
лие, которая постоянно курсирует между двумя соседними фаза-
ми производственного процесса. Эти карты являются также доку-
ментом, подтверждающим выполнение данной операции в опреде-
ленный срок.
В настоящее время система «канбан» широко используется.
Существуют следующие ее типы:
1) Поставка равными партиями при варьировании времени меж-
ду поставками.
2) Поставка через равные промежутки времени при варьиро-
вании размеров партии.
3) Варьирование размеров партии и времени поставки в задан-
ных пределах.
4) Варьирование типов заготовок в партии при многономенк-
латурном производстве.
Внедрение системы «канбан» существенно повышает эффек-
тпниость производства и конкурентоспособность предприятия. Это
выражается в снижении затрат на погрузочно-разгрузочные, транс-
портные и складские работы, уменьшении капитальных вложений
в производство и увеличении скорости оборота капитала, а также
в повышении качества продукции, росте ее конкурентоспособнос-
ти, стабилизации кадрового потенциала, создании оптимальных меж-
личностных отношений.
Сравнение аналогичных японских и американских предприя-
тий показывает, что, во-первых, материальные запасы ниже более
чем на 50 %, при этом производительность труда в целом на 10-25 %
выше. К примеру, «Тойота», давно внедрившая систему «канбан»,
в расчете на одного работающего производит за день девять авто-
мобильных двигателей, а «Форд» при традиционной организации -
165
два. Японские гфедгфиятия достигают 150-кратного оборота запа-
сов производства в течение года, в то время как американские -
только 20-30-кратного оборота. Время складирования готовых из-
делий не превышает в Японии шести часов, в то время как в За-
падной Европе составляет от двух до шести дней. В отношении
межоперационных запасов эта разница еще больше. Так, в некото-
рых цехах концерна «Мазда» производство осуществляется при
материальных запасах, рассчитанных на 0,5 ч, а у «Форда» до вне-
дрения системы «канбан» эти запасы были рассчитаны на срок до
трех недель, но после ее внедрения были снижены до одиннадцати
дней. Однако система «канбан» приносит высокую эффективность
только при условии ее комплексного внедрения.
В системе «канбан» следует выделить три основные подсистемы:
- социальную (подбор и подготовка кадров, использование
работников в соответствии с производственными потребностями,
их стимулирование и продвижение по службе);
-техническую (оптимальное использование производственных
мощностей, высокое качество продукции);
- производственную (рационализация материальных потоков,
управление ходом производственного процесса).
Социальная подсистема отражает планирование процесса произ-
водства и использование трудового потенциала предприятия с учетом
детальной разработки графиков с точностью до нескольких минут.
При этом главным приоритетом является выполнение плана те-
кущих заданий; трудовой день заканчивается только после выпол-
нения этого плана. Реализация принципов эластичного использо-
вания работников, требующих, с одной стороны, ряда юридичес-
ко-организационных заданий, а с другой - климата взаимного ува-
жения между работодателем и работником, является необходимой
предпосылкой для комплексного и эффективного внедрения сис-
темы «канбан».
Техническая подсистема охватывает требования, связанные с
эффективным формированием и использованием машинного пар-
ка. Ее назначение - своевременное реагирование на качественные
изменения спроса, а также исключение производственных перебо-
ев при минимальных запасах. Машинный парк должен обладать
следующими особенностями, обеспечивающими соответствующую
степень использования производственных мощностей:
- внутренним балансом производственных мощностей в целях
выравнивания темпа труда во всем производственном процессе и
166
максимального снижения производственных запасов, находящих-
ся в движении;
- кратчайшим временем переналадки отдельных станков, ко-
торое достигается благодаря не только техническим, но и органи-
зационным мероприятиям.
На практике обычно ограничиваются третьей производствен-
ной подсистемой, однако, как показал опыт внедрения системы
«канбан» в других странах, без технической и особенно социаль-
ной подсистем необходимого эффекта достичь не удается.
Промышленные предприятия в настоящее время оснащены
современной вычислительной техникой, с помощью которой ста-
новится возможным моделирование материальных потоков с уче-
том влияния различных факторов внутренней и внешней среды
предприятия, а также разработка систем управления материальны-
ми ресурсами.
Значительный объем информационной работы с документами
по организации материально-технического снабжения на предпри-
ятии можно выполнить эффективно лишь при условии использо-
вания компьютеров. Количество задач, входящих в модуль «Уп-
равление материально-техническим снабжением (закупками)» и
решаемых с помощью ЭВМ, на различных предприятиях суще-
ственно различается.
Сетевой комплекс «Галактика» в полной мере может быть ис-
пользован для реализации данного направления на практике.
Многопользовательский сетевой комплекс полной автомати-
зации фирмы (корпорации) «Галактика» позволяет перевести все
информационное обеспечение и решение задач по управлению ма-
териально-техническим снабжением в автоматизированный режим.
В комплексе «Галактика» функции по отслеживанию предло-
жений поставщиков, планированию закупок и выбору поставщика
могут быть выполнены средствами программного модуля «Управ-
ление маркетингом». Получение и отслеживание заявок на приоб-
ретение обеспечивается модулем «Управление документооборо-
том». Кроме того, заявки на поставку продукции можно вести в
модуле «Управление заказами», используя в качестве заявок до-
кументы-основания, находящиеся в состоянии «Оформляемый».
Для контроля взаимозачетов с поставщиками рекомендуется
использовать модуль «Поставщики, получатели».
167
Непосредственно в модуле «Управление заказами» сосредоточе-
ны операции по работе с юнкретными документами на приобретение.
Вследствие глубокой интеграции входящих в «Галактику» мо-
дулей и наличия единой базы данных, все сведения, необходимые
для оформления документов-оснований, накладных и доверенно-
стей, могут быть введены путем выбора из существующих таблиц
базы данных.
Подключение нужной таблицы (классификатора, справочни-
ка) в момент заполнения той или иной графы документа обеспечи-
вается автоматически. При отсутствии в таблице необходимых дан-
ных они могут быть введены без выхода из режима оформления
текущего документа.
Интеграция модуля «Управление закупками» со складским
учетом и планированием производства позволяет в модуле «Склад-
ской учет» отслеживать установленные уровни нормативных запа-
сов (материалов, комплектующих, товаров), выявлять дефицит и
продукцию, не пользующуюся спросом (неликвиды).
Реализация задач по управлению закупками имеет следующие
отличительные особенности:
- использование в документах на закупку как товарных, так и
материальных позиций (услуг);
- учет партий закупаемых товаров, отслеживание сроков хра-
нения, сроков действия лицензий и сертификатов;
- поддержка различных валют и международных закупок;
- учет таможенных пошлин, транспортных и прочих затрат при
вычислении учетной стоимости конкретных закупаемых изделий;
- учет возвратов по рекламации;
- автоматизированное распределение товаров по складам;
- автоматическое формирование приходных складских орде-
ров по группам накладных;
- формирование платежных документов на оплату по доку-
ментам-основ аниям;
- оформление доверенностей на получение материальных цен-
ностей;
- получение сведений о документах-основаниях по выбран-
ным контрагентам с помощью «карточки поставщика»;
- полная интеграция с модулем «Поставщики, получатели»;
- отражение в бухгалтерском балансе всех операций по закуп-
кам материальных ценностей и услуг с помощью механизма типо-
вых процедур.
3. ОРГАНИЗАЦИЯ СБЫТА И РЕАЛИЗАЦИИ
ПРОДУКЦИИ ПРОИЗВОДСТВЕННОГО
ПРЕДПРИЯТИЯ
3.1. Сбытовая система производственного
предприятия
Сбытовая система производственного предприятия представ-
ляет собой совокупность субъектов сбытовой деятельности с оп-
ределенными организационно-правовыми и экономическими ха-
рактеристиками, выполняющими те или иные сбытовые функции.
Производственное предприятие может иметь собственную, связан-
ную и независимую систему сбыта.
Собственная система сбыта предполагает осуществление сбы-
товых функций субъектами сбыта, которые в экономическом и ад-
министративном отношениях зависят от ггредгфиятия. Она включает:
- отдел сбыта производственного предприятия;
- отделы сбыта подразделений, филиалов, сборочных цехов;
- руководство предприятия, принимающее решения о важней-
ших условиях сбыта;
- фирменные розничные и оптово-розничные предприятия;
- постоянно действующие ярмарки и выставки;
- агенты (полномочные представители предприятия), осуще-
ствляющие подготовку контрактов и контроль их исполнения.
Служащие данных органов сбыта входят в штат предприятия,
т. е. являются собственным персоналом.
Связанная система сбыта предполагает выполнение сбыто-
вых функций посредниками, имеющими юридическую самостоя-
12. Зак. 1327. 169
168
тельность, но зависимыми в экономическом отношении. Связан-
ные с производителем посредники не являются собственниками
товара.
Связанная система сбыта включает следующие виды посред-
ников, деятельность которых осуществляется в рамках договор-
ных отношений:
Торговые представители - самостоятельные торговцы, ос-
новную часть вознаграждения которых составляют комиссионные;
они действуют от имени производителя, но за свой счет.
Комиссионеры - посредники, которые продают и покупают
товары от своего имени, но за счет и по поручению производителя
на условиях комиссии. Комиссионер, как правило, имеет собствен-
ное или арендуемое складское помещение. Он может осуществ-
лять как розничную, так и оптовую торговлю.
Консигнаторы - посредники, реализующие товары изгото-
вителя от своего имени за вознаграждение, которое выплачивается
по договору консигнации. Консигнатор принимает на себя право
собственности на товар и торговый риск. Специфика юнсигнации
состоит в отсрочке платежа на срок, который должен устроить как
консигнатора, так и производителя товара.
Брокеры (маклеры) действуют как на товарной бирже, так и
вне ее. Это посредники, устанавливающие за соответствующее
вознаграждение прямые контакты с поставщиками и покупателя-
ми, которые самостоятельно заключают договоры между собой.
Независимая система сбыта предполагает работу производ-
ственного предприятия с независимыми в правовом и экономи-
ческом отношении посредниками, к которым относятся дилеры,
дистрибьюторы, джобберы и франчайзи, а также с оптовыми и роз-
ничными торговыми предприятиями.
Участники независимой системы сбыта выполняют комплекс
функций:
- покупку товаров за свой счет;
- транспортировку и хранение;
- подсортировку, упаковку;
- рекламное и консультативно-информационное обслуживание;
-реализацию товаров потребителям.
Специальной формой независимой системы сбыта являются
отношения производственного предприятия с дилерами, дистрибь-
ютерами, джобберами и франчайзинг.
170
Дилер заключает с производителем договор на исключитель-
ную поставку его товара, доходы дилера формируются за счет раз-
ницы между продажной и покупной ценой товара.
Дистрибьютор имеет обычно центральный склад и разветв-
ленную сеть периферийных складов. Товар приобретается им, как
правило, крупными партиями с расчетом на освобождение произ-
водителя от функций хранения и складирования и распределяется
на значительной территории.
Джоббер не имеет складской сети и работает, как правило, с
мелкими партиями товара при условии немедленной перегрузки и
перевозки потребителям без промежуточного складирования.
Джоббер чаще всего работает с товарами индивидуального по-
требления в качестве посредника между производителем или дис-
трибьютора, с одной стороны, и розничными торговыми предпри-
ятиями или индивидуальными покупателями - с другой.
При франчайзинговой системе за определенную плату фран-
чайзи-получатель приобретает возможность продавать определен-
ный ассортимент при использовании имени, товарного знака, обо-
рудования и при поддержке рекламой и мерами стимулирования
сбыта со стороны франчайзера.
В Республике Беларусь в качестве элементов независимой си-
стемы сбыта функционируют:
- оптовые предприятия и различные объединения (оптово-сбы-
товые, торгово-закупочные, оптово-розничные), находящиеся в
подчинении Министерства торговли;
- районные, межрайонные, областные и республиканские базы
Белкоопсоюза;
- оптовые базы министерств и ведомств, имеющих собствен-
ную торговую сеть (Министерство связи и др.);
- коммерческие оптовые и оптово-розничные фирмы;
-розничные торговые предприятия различных форм собствен-
ности (государственные, частные, иностранные).
Независимая система сбыта имеет свои преимущества, свя-
занные с услугами торговых организаций:
- основываясь на уже имеющихся связях с потребителями,
торговые организации упрощают для производителя формирова-
ние портфеля заказов, сокращают затраты на рекламу;
- торговые организации могут взять на себя оказание сервис-
ных услуг потребителям;
171
- уменьшаются затраты на сделку, включая затраты на поиск
партнера, заключение договора, контроль за его выполнением.
Производственное предприятие может предусмотреть форми-
рование сложной системы сбыта, состоящей из нескольких схем.
Например, одновременное использование собственных подразде-
лений и дилерской сети. При совмещении нескольких схем сбыта
товаров должны быть урегулированы взаимоотношения участни-
ков собственной, связанной и независимой систем сбыта.
Для настоящего времени характерна тенденция к созданию
интегрированных сбытовых систем, объединяющих функции оп-
товой и розничной торговли товарами конечного потребления.
Организационной формой таких систем являются крупные торго-
вые пространства (супер- и гипермаркеты) или сети магазинов. В
сочетании с системой самообслуживания их конкурентными пре-
имуществами являются:
- низкие закупочные цены;
- небольшая торговая наценка;
- значительные размеры товарооборота;
- формирование ассортимента наибольшего спроса;
- экономия на масштабе организации и управления;
- удобные для производителя формы и сроки платежей.
Система сбыта при реализации товаров на внешнем рынке зна-
чительно сложнее. Она включает следующие элементы:
- собственные органы сбыта (отделы внешнеэкономической
деятельности, агенты - полномочные представители предприятия,
заграничные представительства и отделения и др.);
- сбытовые посредники своей страны (экспортные внешнетор-
говые организации, торговые дома, представители заграничных
оптовых покупателей);
- сбытовые посредники за рубежом (импортирующие оптовые
организации, комиссионеры, маклеры на товарных биржах, аген-
ты — посредники между производителями и оптовыми торговыми
ггредприятиями).
Выбор системы сбыта при экспортных поставках значительно
сложнее и определяется целями деятельности предприятия на кон-
кретных зарубежных рынках, масштабами сбытовой деятельности
и характером товара.
172
3.2. Методы сбыта
Результативность сбытовой деятельности определяется выбо-
ром методов сбыта. Выбор зависит от рыночной ситуации, состава
посредников и возможностей сотрудничества с ними, степени раз-
вития методов продажи товаров, развития информационных сис-
тем. В сбытовой деятельности используется три основных метода
сбыта:
- прямой или непосредственный;
- косвенный;
-
комбинированный или смешанный.
Прямой сбыт предусматривает, что производитель продукции
вступает в непосредственные отношения с потребителями без при-
влечения посредников.
Достоинства прямого сбыта:
- контроль процесса сбыта со стороны производителя;
- возможность быстрой реакции на изменение потребностей
рынка;
- ускорение цикла реализации, обеспечивающее увеличение
прибыли;
- непосредственные контакты с клиентом;
- быстрая поставка товара покупателям;
- экономия сбытовых издержек за счет отсутствия необходи-
мости оплаты посреднических услуг.
Проблемы (недостатки) прямого сбыта:
- высокие затраты на создание собственной сбытовой сети;
- отсутствие возможности проникновения на отдельные рынки;
- высокие складские и транспортные расходы.
Прямой сбыт характерен для предприятий угольной, нефтедо-
бывающей, нефтеперерабатывающей промышленности, машино-
строения, предприятий, поставляющих основные виды сырья для
обрабатывающей промышленности.
Условия использования прямого сбыта:
- возможность сбыта товара крупными партиями;
- конкурентоспособность на рынке по срокам поставок;
- цена товара позволяет оправдать расходы, связанные с орга-
низацией сбыта;
- относительно небольшая численность потребителей, сосре-
доточенных на ограниченной территории;
173
- отнесение товара к категории скоропортящихся;
- необходимость предоставления сервисных услуг;
- наличие собственной сбытовой сети, складских, транспорт-
ных, торговых структур.
Для осуществления прямой реализации изготовленных това-
ров потребителям ггротводители используют следующие структуры:
- собственные сбытовые филиалы;
- склады готовой продукции у потребителей;
- собственные сбытовые конторы;
- фирменные магазины и секции.
Реализация товаров через собственные сбытовые подразделе-
ния позволяет предприятию оперативно устанавливать контакты с
покупателями, реагировать на изменение требований к товару.
Косвенный метод сбыта предполагает использование услуг
различного рода торговых посредников.
Торговые посредники - это торговые организации, предприя-
тия и лица, осуществляющие перепродажу товаров для удовлетво-
рения потребностей рынка и получения прибыли.
Торговые посредники подразделяются на простых посредни-
ков и торговцев.
Простые посредники - это предприятия и лица, которые, не
принимая на себя права собственности на товар, осуществляют
посредничество или сделки между производителем (продавцом) и
покупателем. К ним относятся брокеры (маклеры), агенты, комис-
сионеры, закупочные, экспортно-импортные организации, аукци-
оны. Их доходы формируются за счет различного рода вознаграж-
дений, комиссионных.
Торговцы - это организации, предприятия и лица, осуществля-
ющие перепродажу или продажу товаров и услуг промежуточным
или конечным покупателям. Они приобретают товар в собствен-
ность, становятся его владельцем и действуют от своего имени и
за свой счет. Доходы торговцев образуются за счет разницы меж-
ду ценой покупки и ценой продажи.
Конструктивное сотрудничество изготовителя с посредниками
необходимо для достижения общей цели - товар должен дойти до
потребителя и принести прибыль.
Предприятие использует услуги посредников, если:
- рынок разбросан географически;
- необходимо создание разветвленной сети;
174
- велики транспортные расходы;
- значительно число потребителей товара;
- осуществляется сбыт товаров широкого ассортимента мас-
сового спроса, относительно недорогих и стандартных;
- отсутствует собственная сбытовая сеть, склады, транспорт-
ные структуры;
- отсутствуют возможности прямых контактов с потребителя-
ми по политическим и правовым нормам;
- недостаточны знания о рынке и условиях работы на нем.
Достоинства косвенного сбыта:
- создание удобств для конечных потребителей товаров;
- ускорение окупаемости затрат за счет крупномасштабных,
универсальных и специализированных операций;
- доведение товара до целевого рынка в полном объеме.
В том случае, если посредник не обеспечивает получение до-
полнительной прибыли по сравнению с той, которую производи-
тель может получить при самостоятельной продаже товаров, их
привлечение становится нецелесообразным. Кроме того, следует
учитывать снижение возможностей контроля результатов сбыта.
Главная проблема, возникающая при использовании посред-
ников, - это выбор оптимального числа и состава посредников. При
этом следуетучитывать следующие характеристики посредников:
- номенклатура сбываемой посредником продукции;
- клиентура посредника, его возможности по привлечению
новых клиентов;
- знания посредника о товарах предприятия, заинтересован-
ность в их реализации;
- сбытовая сеть посредника и ее организация;
- инфраструктурные возможности посредника (складское хо-
зяйство, возможности ремонта, доработки, сервиса, упаковки про-
дукции ггоедгфиятия);
- условия сотрудничества и требования посредника при работе
с поставщиками;
- финансовая надежность, платежеспособность посредника,
источники финансирования;
- возможности эффективного сотрудничества при проведении
единой политики во всей сбытовой сети;
- маркетинговая политика: стратегия деятельности, конкурент-
ные преимущества, принципы разработки и реализации товарной,
ценовой, коммуникационной политики;
175
- деловая репутация, известность на рынке, профессиональная
подготовка персонала, членство в ассоциациях и объединениях.
Комбинированный (смешанный) сбыт предполагает сочета-
ние различных элементов прямого и косвенного методов сбыта.
3.3. Структура и функции службы сбыта
производственного предприятия
3.3.1. Организационная структура службы сбыта
В современных условиях хозяйствования повышается роль
служб сбыта производственных предприятий. Назначение сбыто-
вого аппарата предприятия состоит в том, чтобы проводить в жизнь
планы продаж и таким образом добиваться выполнения целей и
задач предприятия в целом. Организация работы отдела сбыта осу-
ществляется в соответствии с Положением об отделе сбыта, которое
разрабатывается с учетом особенностей деятельности предприятия.
Структура службы сбыта обусловливается возлагаемыми на
нее задачами.
Основными задачами службы сбыта предприятия являются:
1. Обеспечение своевременной и ритмичной реализации гото-
вой продукции в соответствии с заключенными договорами.
2. Подготовка и заключение договоров на поставку готовой
продукции; обеспечение выполнения планов поставок в соответ-
ствии с заключенными договорами.
3. Участие в планировании ассортимента выпускаемой про-
дукции.
4. Участие в маркетинговых исследованиях по изучению рын-
ка сбыта и спроса на выпускаемую продукцию.
5. Контроль состояния товарных запасов готовой продукции.
6. Обеспечение правильного учета и отчетности по отгрузке
продукции.
Эффективность решения перечисленных выше задач во мно-
гом зависит от рациональности построения организационной струк-
туры службы сбыта предприятия. При этом необходимо учитывать
специфику каждого конкретного предприятия:
- размеры предприятия;
- топ и ассортимент товаров;
- количество и месторасположение покупателей;
- используемые формы и методы сбыта.
Основные сбытовые функции выполняют следующие подраз-
деления:
- склады готовой продукции;
- транспортные хозяйства;
- торговые подразделения;
- центры (пункты) сервисного обслуживания;
- бюро декларирования (при экспортных поставках).
На производственных предприятиях используются следующие
основные типы организации структуры службы сбыта: функцио-
нальный, товарный, региональный, комбинированный.
Функциональный тип структуры основан на специализации
отдельных подразделений и сотрудников на выполнении опреде-
ленных функций. Это наиболее распространенная форма органи-
зации службы сбыта на небольших и средних предприятиях, реа-
лизующих относительно однородную номенклатуру товаров.
Предприятие, как правило, работает на небольшом числе рынков в
условиях сформированной и стабильной системы сбыта.
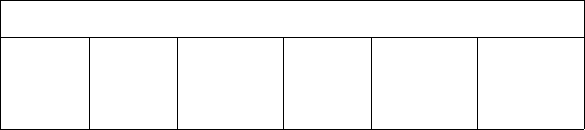
Организационная структура функционального типа для неболь-
ших и средних предприятий представлена на рис. 3.1, для крупных
предприятий - на рис. 3.2.
Заместитель директора
предприятия по
коммерческой работе
Отде
1 сбыта
Бюро
(группа)
заказов
Плановое
бюро
(группа)
Диспетчерс-
кое бюро
(группа)
Товарные
бюро
(группы)
Технические
бюро
(группы)
Склады
готовой
продукции
Рис. 3.1. Организационная структура отдела сбыта
со складами готовой продукции
177
176
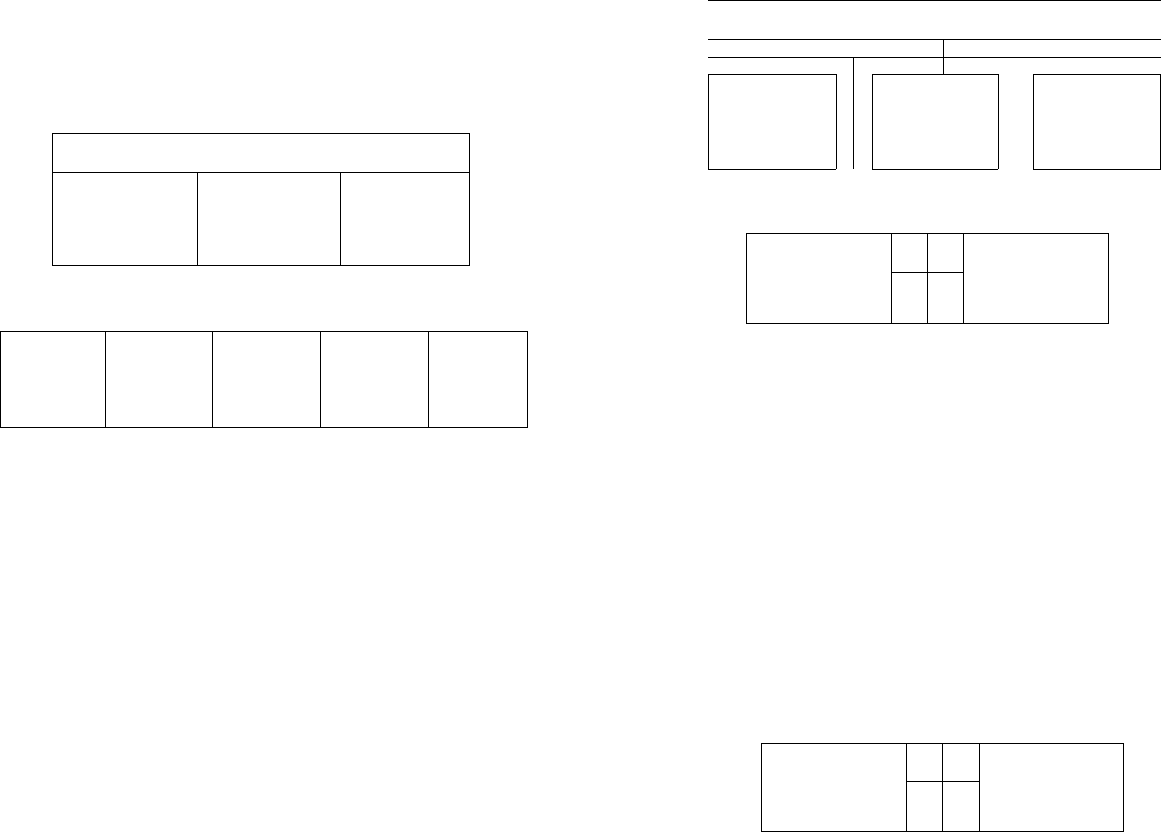
Заместитель директора
предприятия по
коммерческой работе
Отдел сбыта
Бюро (группа)
заказов и
планирования
Диспетчерская
(группа)
Товарные
бюро (группы)
Цех (участок) упаковки и отгрузки
Техническое
Склады
Участок
Участок
Участок
бюро
готовой
изготовления
консервации
экспедиции
продукции
тары
и упаковки
и отгрузки
Рис. 3.2. Организационная структура отдела сбыта
с функциональным подчинением цеха (участка) упаковки
и отгрузки
На небольших гтредтгоиятиях, где объемы деятельности по сбы-
ту и материально-техническому снабжению невелики, могут быть
организованы единые снабжснческо-сбытовые отделы.
Товарный тип оргструктуры предусматривает специализацию
отдельных подразделений службы по сбыту определенных товар-
ных групп или отдельных товаров. Этот тип оргструктуры исполь-
зуется при сбыте товаров широкого ассортимента на относительно
небольшом числе однородных рынков. Такая организация сбыта
целесообразна в первую очередь для очень крупных предприятий,
которые имеют большой товарооборот по каждой группе товаров
и каждому виду товаров.
Организационная структура отдела сбыта товарного типа пред-
ставлена на рис. 3.3.
Региональная организационная структура предусматрива-
ет специализацию отдельных подразделений службы на сбыте по
определенным регионам с конкретными территориальными грани-
цами. Организационная структура отдела сбыта регионального типа
представлена на рис. 3.4.
178
Начальник отдела сбыта
1
1
Группа заказов
и поставок
продукции А
Группа заказов
и поставок
продукции Б
Группа заказов
и поставок
продукции В
Участок комплектации и отгрузки
Диспетчерская
группа
Группа поставок
и транспортного
планирования
Диспетчерская
группа
Группа поставок
и транспортного
планирования
Склады готовой
продукции
Рис. 3.3. Организационная структура отдела сбыта
производственного предприятия товарного типа
Начальник отдела сбыта
Группа заказов
и поставок по
региону А
Группа заказов
и поставок по
региону Б
Группа заказов
и поставок по
региону В
Участок комплектации и отгрузки
Диспетчерская
группа
Группа поставок
и транспортного
планирования
Диспетчерская
группа
Группа поставок
и транспортного
планирования
Склады готовой
продукции
Рис. 3.4. Организационная структура отдела сбыта
производственного предприятия регионального типа
179