Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.


LUBRICANTS 323
tic silicates by including them inside the work material (as described in Chapter 9) is the only
practical method of getting a lubricant to the seized part of the interface.
10.3.2 Lubrication at the periphery of contact or during intermittent cutting
To understand the value of cutting lubricants, the emphasis must now be shifted to consider-
ation of i) those areas of the tool/work interface which are not seized, and ii) of those conditions
of cutting where seizure is reduced to a minimum or eliminated.
Seizure may be avoided when the cutting speed is very low, as near the center of a twist drill.
Seizure may also be avoided when cutting tooth engagement times are very short. Examples
include many milling operations - or, the multi-toothed hobs used for gear-cutting - or, when the
feed and depth of cut are very small, so that no position on the interface is more than a few tenths
of a millimeter from the periphery of the contact area.
Under such conditions metal-to-metal contact may be very localized. Consequently, the tool
and work surfaces may be largely separated by a very thin layer of the lubricant which acts to
restrict the enlargement of the areas of contact. In other words, what are known as “boundary
lubrication” conditions may exist. In this situation, a good lubricant, especially one with the
extreme pressure additives chlorine and sulfur, will reduce cutting forces, reduce heat genera-
tion, and greatly improve surface finish.
Under conditions of cutting where seizure does takes place, there is a peripheral zone around
the seized area where contact is partial and intermittent. This is shown diagrammatically in Fig-
ure 3.17 for a simple turning tool, operating under conditions of seizure but without a built-up
edge. In the peripheral region, the compressive stress forcing the two surface together is lower
than in the region of seizure.
10.3.3 Experiments in controlled atmospheres: an overview
The action of lubricants in this peripheral region, and the character of effective lubrication are
shown in experiments on metal cutting in controlled atmosphere carried out by Rowe and oth-
ers.
10,11
When cutting iron, steel, aluminium or copper in a good vacuum (10
-3
mbar) or in dry
nitrogen, both the cutting force (F
c
) and the feed force (F
t
) were much higher than when cutting
in air. The chip remained seized to the tool over a longer path and was much thicker. The admis-
sion into the vacuum chamber of oxygen, even at a very low pressure, resulted in reduction of
the contact area and tool forces to those found when cutting in air.
Therefore, the oxygen in the air surrounding the tool under normal cutting conditions acts to
restrict the spreading of small areas of metallic contact in the peripheral region into large scale
seizure. Unless the cutting speed is very low, oxygen in the surrounding atmosphere cannot com-
pletely prevent seizure in the region near the cutting edge; however, it can restrict the area of sei-
zure. The freshly generated metal surfaces on the underside of the chip and on the workpiece are
very active chemically and are readily re-welded to the tool even after initial separation.
The role of the oxygen in air, or the chlorine and the sulfur in a lubricant, is to combine with
the new metal surfaces and reduce their activity and their affinity for the tool.

324 COOLANTS AND LUBRICANTS
10.3.4 Importance of “natural air” as a lubricant
The freshly generated surface of the work material is very clean and chemically active. How-
ever, the surfaces of steel or carbide tools, before cutting starts, are contaminated with oxide,
with adsorbed organic layers and other accidental oils. When cutting starts, the strength of the
bond formed between tool and work material at first depends on the cleanliness of the tool sur-
face. However, the unidirectional flow of work material across the tool surface tends to remove
contaminated layers. This action requires a finite time which varies greatly with the tool, work
material and cutting conditions.
11
When turning nickel, steel and titanium alloys a strongly
bonded interface is established very rapidly. However, in interrupted cutting operations, such as
milling, continuous contact times are often much shorter than one second. Then the area of
bonding may be considerably reduced or eliminated by the periodic exposure of the tool surface
to the action of air and active lubricants. This is particularly true when extreme pressure lubri-
cants are used with sulfur and chlorine additives.
Thus air itself acts to some extent as a cutting lubricant.
11
If cutting were carried out in oxy-
gen-free outer space, problems of high cutting forces and extensive seizure would be encoun-
tered. The action of air modifies the flow of the chip at its outer edge when cutting steel. In this
region, oxygen from the air can penetrate some distance from the chip edge and act to prevent
seizure locally, i.e., at the position H-E in the diagram, Figure 3.17.
Figure 3.3 shows scanning electron micrographs of a steel chip cut at 49 m min
-1
(150 ft/min)
- note the segmented character of the outer edge. Sections through this outer edge show a typical
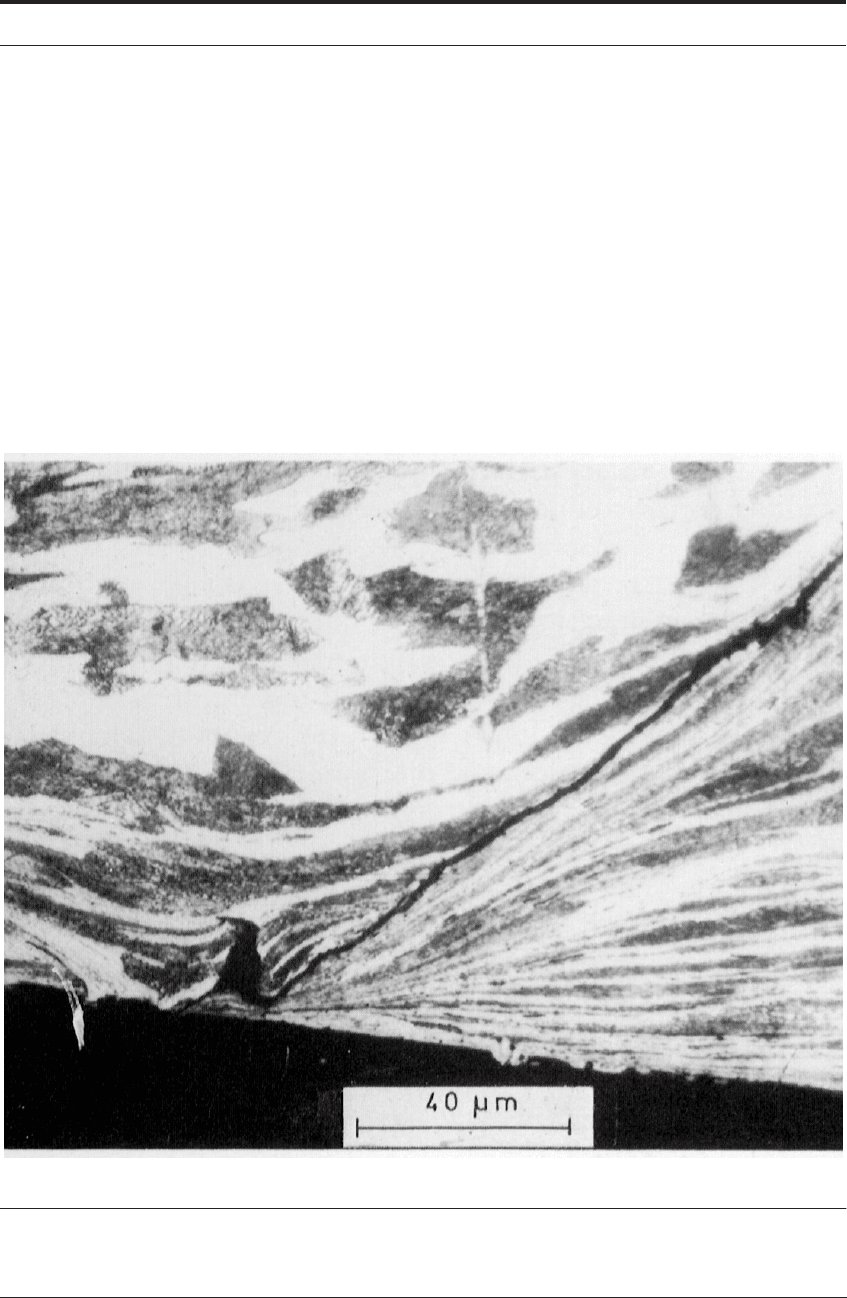
“slip-stick” action, Figure 10.8. The steel first sticks to the tool. However, the presence of oxy-
gen in this region then restricts the bonding between tool and work material to small localized
areas. Then, the feed force becomes strong enough to break the local bonds, and a segment of the
chip slides away across the tool surface. The process is then repeated - successive segments first
stick and then slide away to form the segmented outer edge of the chip. Oxygen is able to pene-
trate for only a short distance - e.g., 0.25 mm (0.010 in) - from the outer edge of the chip at this
cutting speed. Further inside the chip body, seizure is continuous. Figure 10.9 is a section
through the same chip at a distance of 0.50 mm (0.020 in) from the edge and shows a flow pat-
tern typical of seizure.
10.3.5 Importance of nitrogen in protecting the tool surfaces
In summary, oxygen plays a very important role in creating oxides on the tool surface and
freshly cut work material surfaces.
These oxides “in the right places on the rake face” reduce friction and tool wear. However, “in
the wrong places” oxides accelerate notch wear.
Deep grooves are often worn in the tool at the positions where the chip edge moves over the
tool with this slip-stick action (Figures 6.23 and 7.26). This “grooving” or “notching” wear is
associated with chemical interaction between the tool and work material surfaces and atmo-
spheric oxygen. The rate of grooving wear is strongly influenced by jets of gas directed at this
position. When cutting steel with high speed steel or cemented carbide tools, wear at this posi-
tion is greatly accelerated by a jet of oxygen and retarded or eliminated by jets of nitrogen or
argon. This same effect is observed when cutting with a CVD-coated tool where the coating is
TiC. However, there is usually no grooving on tools coated with alumina, as long as this coating
LUBRICANTS 325
remains intact. Grooving is greatly reduced with TiN coated tools,
12
once again showing their
benefits.
This illustrates an important issue. Namely that the nitrogen in air plays an important role in
reducing oxidation of the tool when cutting steel and other metals at high speeds. This can be
demonstrated by a simple experiment.
13
On those surfaces of the tool which exceed 400°C dur-
ing cutting, colored oxide films are formed - the familiar “temper colors”. If tools used for high
speed cutting of steel are closely examined, two areas of the surface are seen to be completely
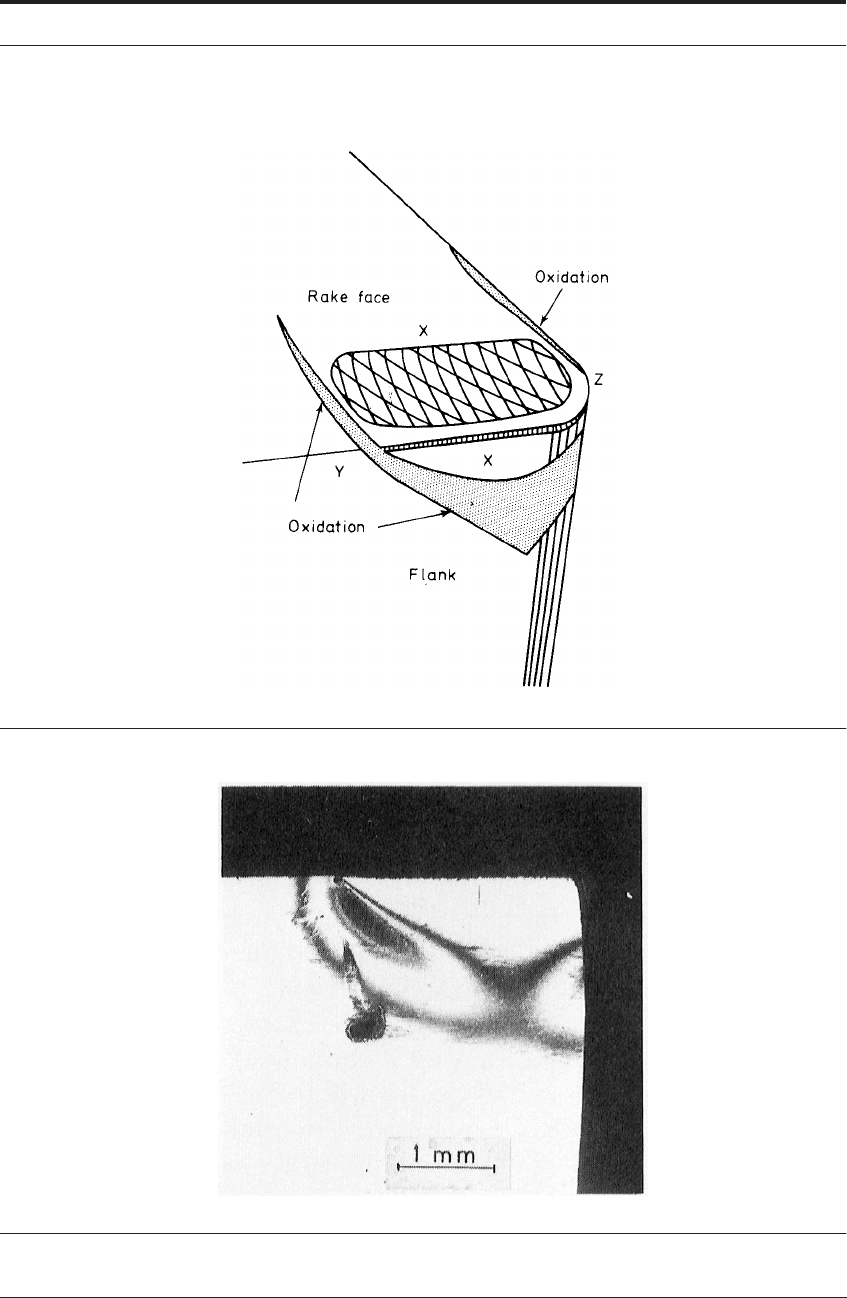
free from the oxide films even though they were at high temperature during cutting. These
regions, marked X in Figure 10.10, are on the clearance face just below the flank wear land, and
on the rake face just beyond the worn area. The freedom from oxide films is not because these
areas were cold during cutting - they were in fact closer to the heat source, and at a higher tem-
perature than the adjacent oxidized surfaces.
FIGURE 10.8 Section through steel chip near outer edge showing slip-stick action at interface in sliding
wear region

326 COOLANTS AND LUBRICANTS
FIGURE 10.9 Section through same steel chip as Figure 10.8, 0.5 mm from outer edge showing flow-
zone characteristic of seizure at interface
The explanation is that, during cutting, these areas of the tool surface form are part of a very
fine crevice. This is the region just below G in Figure 3.17 on the clearance face, and just
beyond B-B
´ on the rake face. The opposing face of this crevice is a freshly generated metal sur-
face at high temperature. It is free from oxide or other contaminating layers and highly active
chemically. It combines with and eliminates all the oxygen available in this narrow space, leav-
ing a pocket of nitrogen which acts to protect the tool surface from oxidation. Further down the
clearance face and at the edges of the chip more oxygen has access. Thus the tool is coated with
oxide films, although the temperature is lower. This is shown diagrammatically in Figure 10.10.
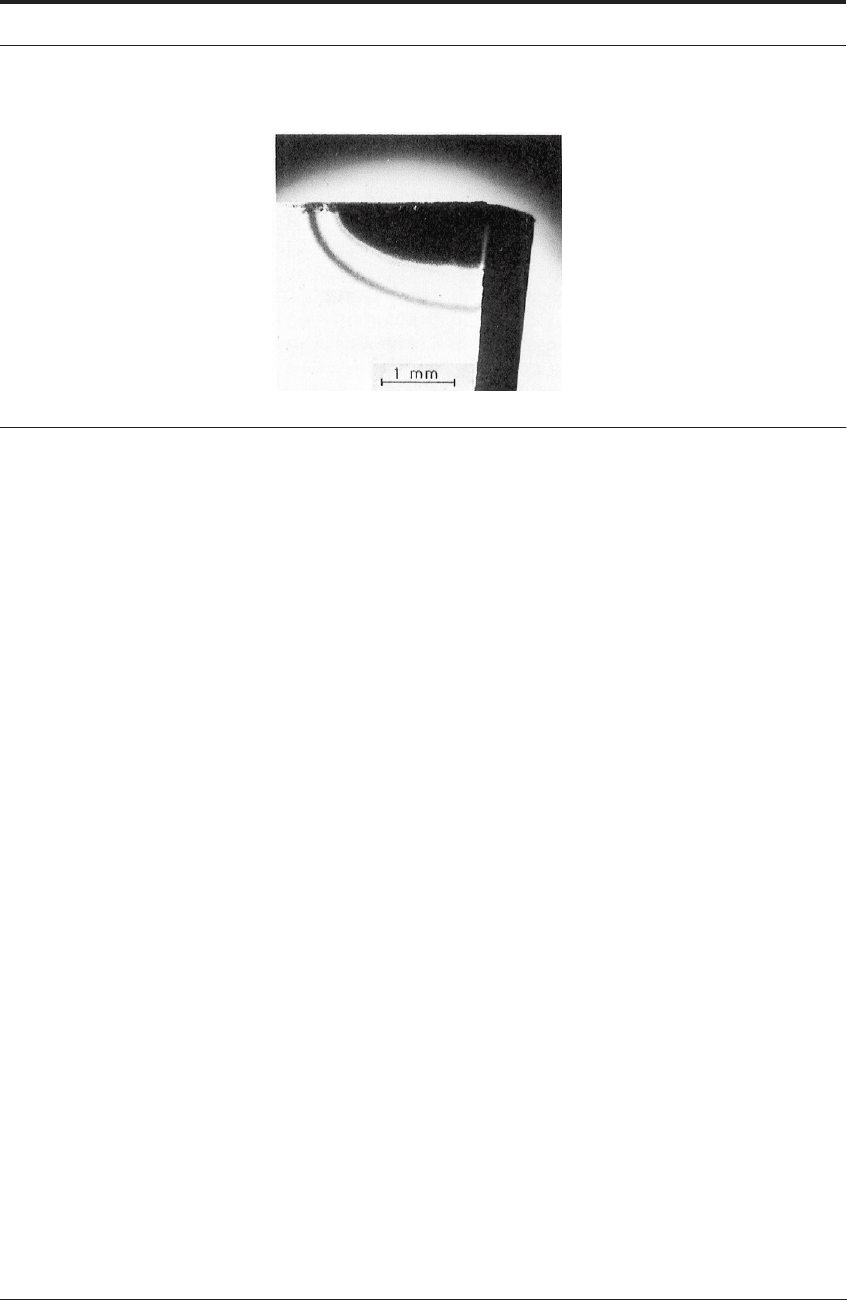
Also, Figure 10.11 is a photomicrograph of the clearance face of a carbide tool used to cut steel
at high speed. However, the protective action of atmospheric nitrogen is eliminated if a jet of
oxygen is directed into the clearance crevice. The tool is then very heavily oxidized in the region
which was previously free from oxide films (compare Figures 10.11 and 10.12).
LUBRICANTS 327
FIGURE 10.10 Occurrence of oxide films on tools used to cut steel at high speed
13
FIGURE 10.11 Clearance face of carbide tool used to cut steel at high speeds in air
13
328 COOLANTS AND LUBRICANTS
FIGURE 10.12 As Figure 10.11, but with jet of oxygen directed at clearance face
11
10.3.6 Summarizing the role of air in cutting and implications for dry cutting
In summary, there are two counterbalancing effects of the 80% nitrogen and 20% oxygen in
air. The oxygen in the air acts as a “lubricant”, reducing the area of seizure. Simultaneously, the
nitrogen in the air modifies this action and largely prevents a serious problem of oxidation of the
tools. This is especially important when cutting high melting-point metals at high speed, since
carbide tools are oxidized very rapidly when exposed to air at temperatures of the order of
900°C.
10.3.7 Extreme pressure lubricants
The active elements in extreme pressure lubricants operate in a similar manner to oxygen, but
are much more effective. Chlorine forms chlorides by reaction with both tool and work materi-
als. The chloride acts effectively only below the temperature at which it decomposes - about
350°C. Sulfides, formed by reaction at the interface, are effective up to about 750°C. Sulfur
additives are thus more effective at high speeds and feed.
Although the cutting lubricants are applied as liquids, in most cases they must act in the gas-
eous state at the interface because of the high temperature in this region. A flood of lubricant is
more effective than air because it allows penetration of the active elements into the interfacial
crevice. This further restricts the area of seizure. In this sense, water acts as a lubricant as well as
a coolant, penetrating between the tool and work surfaces and oxidizing them to restrict seizure.
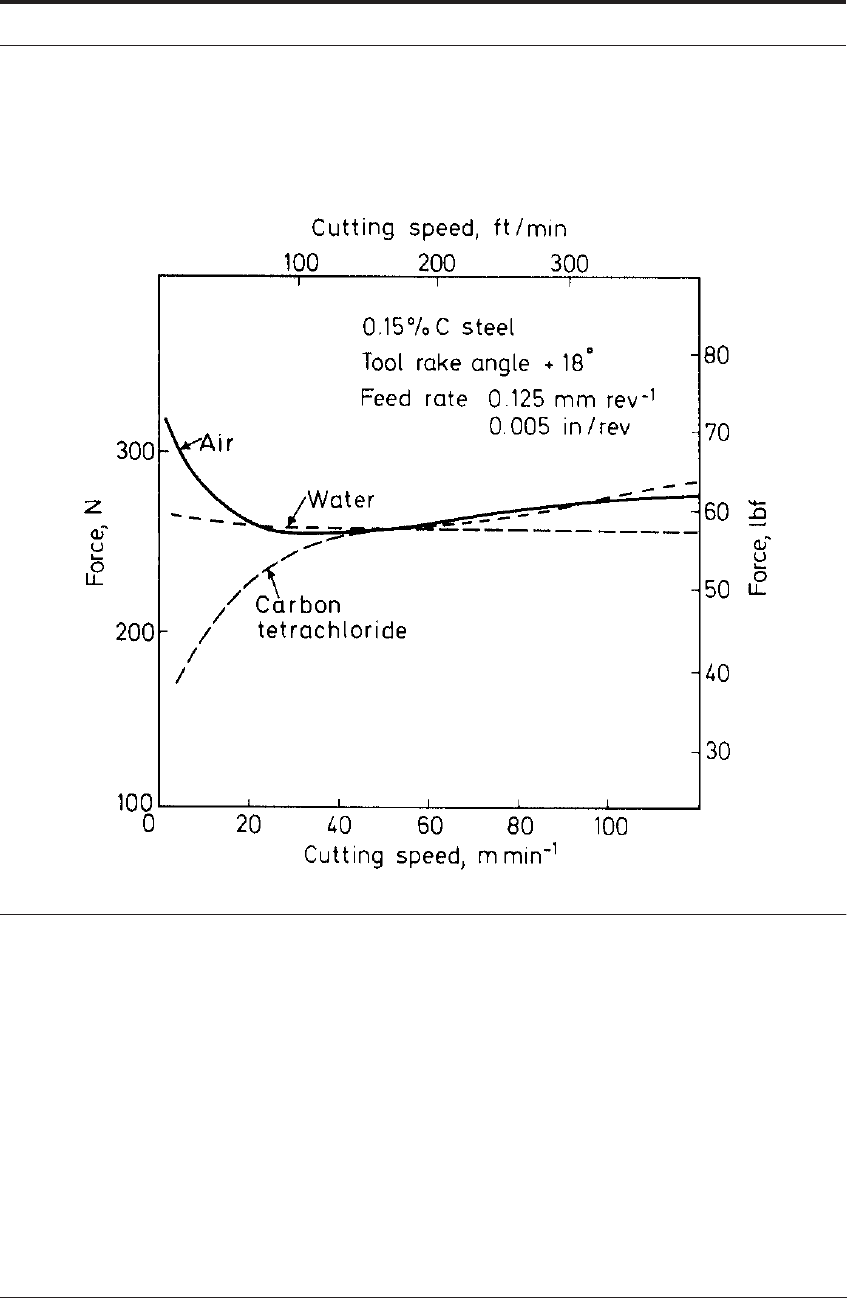
One of the most effective cutting lubricants at medium to high speeds is carbon tetrachloride
(CCl
4
). The authors and colleagues have used it with care in their laboratories. However,
because of its toxic effects, CCl
4
cannot be used in industrial cutting. Figure 10.13 shows the
influence of CCl
4
and water on the tool forces when machining steel over a range of cutting
speeds.
14
Because of their action in reducing contact area, active lubricants effectively reduce
the tool forces. They are most efficient at low cutting speeds and have a relatively small effect at
speeds over 30 m min
-1
(100 ft/min). By reducing forces, power consumption is reduced and
temperatures may be lowered. As a final comment, carbon tetrachloride is not considered as a
lubricant at all under sliding contact situations. With the transparent sapphire tools at very low
LUBRICANTS 329
speeds, CCl
4
caused extreme bonding at the rear of contact - termed as zone 2 adhesion by
Doyle et al. and Wright.
11
This was most noticeable when cutting aluminum and lead.
FIGURE 10.13 Influence of CCl
4
and water as lubricants on tool forces in relation to cutting speed. (After
Rowe and Smart
10
)
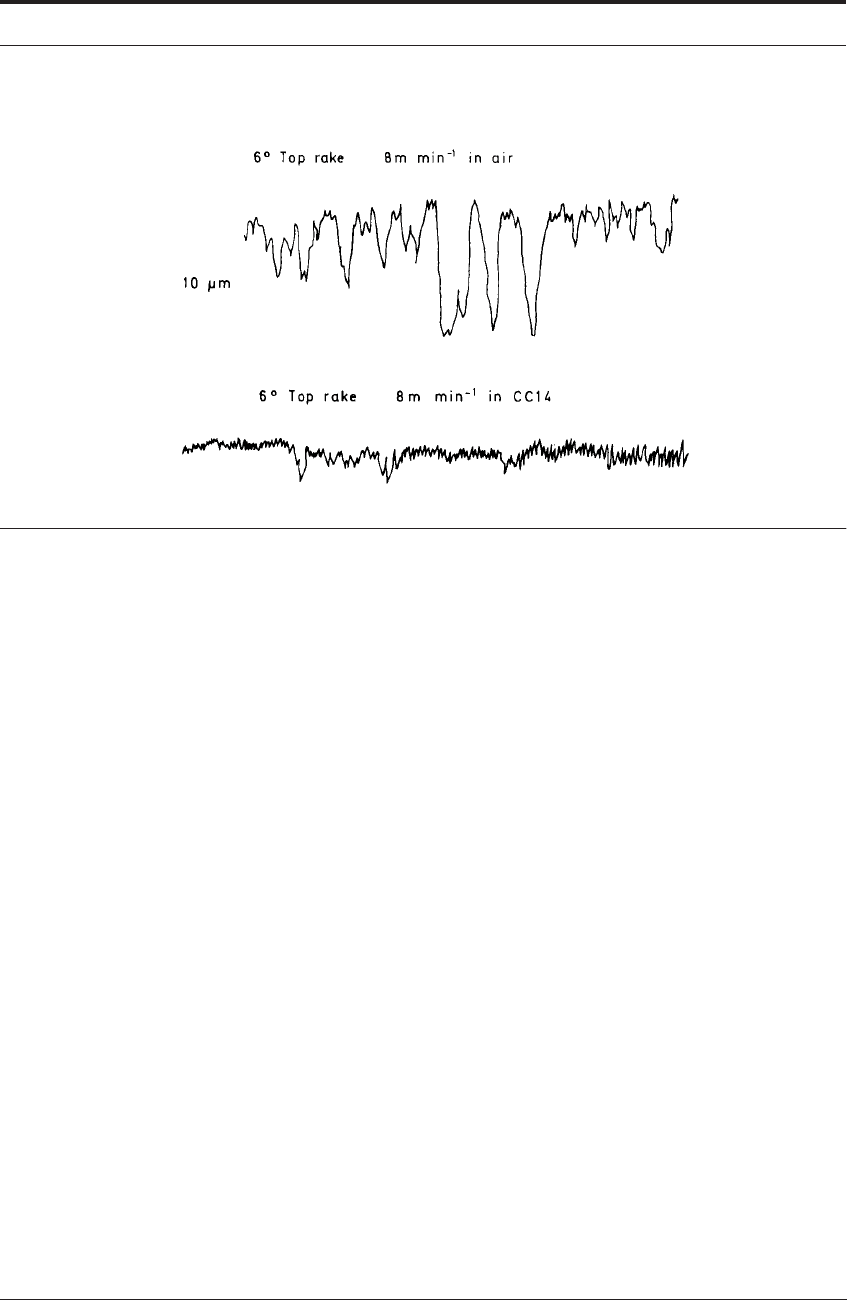
10.3.8 Surface finish
Improved surface finish is a major objective of cutting lubricants. In this respect they are par-
ticularly effective at rather low cutting speeds and feed rates in the presence of a built-up edge.
As an example, Figure 10.14 shows the surface finish traces made using a “surface profilome-
ter”. Experiments were on turned low carbon steel surfaces, produced by cutting at 8 m min
-1
(25 ft/min) at a feed of 0.2 mm (0.008 in) per rev., both dry and using CCl
4
as a cutting fluid.
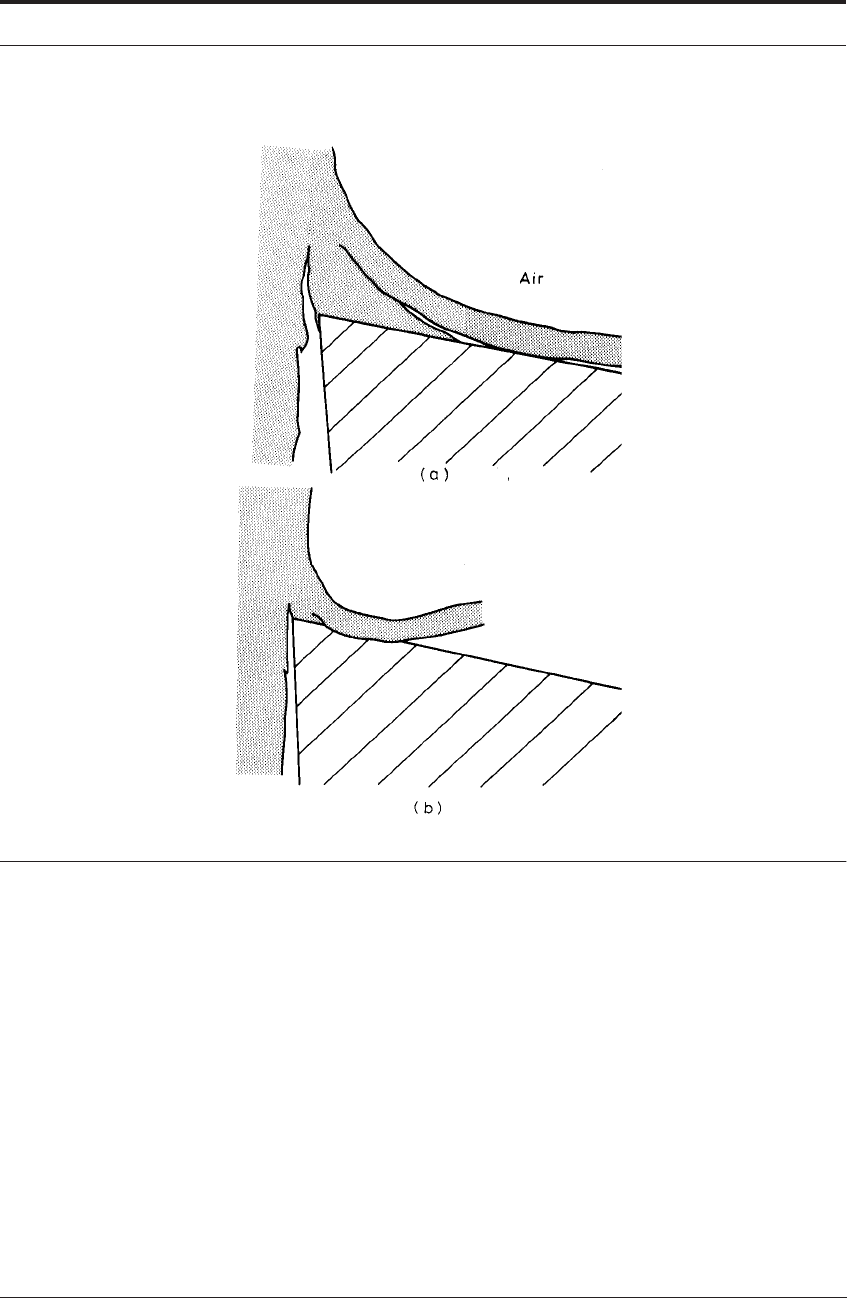
The very great improvement in surface finish is caused by reduction in size of the built-up edge.
Often, when cutting in air under such conditions, the built-up edge is very large compared with
the feed, as shown diagrammatically in Figure 10.15a and in the photomicrograph Figure 3.21.
Soluble oils act to reduce the built-up edge to a size commensurate with the feed, Figure 10.15b.
330 COOLANTS AND LUBRICANTS
FIGURE 10.14 Surface profilometer traces of steel surfaces cut dry and with CCl
4
as cutting lubricant
Experiments have shown that the same result can be achieved by the use of distilled water or
of a jet of oxygen gas. This suggests that the stability of a large built-up edge, which consists of
many layers of work material (Figure 3.21), is at least partially dependent on a protective pocket
of nitrogen when cutting in air. When air is replaced by oxygen, water vapor, or some chemically
active gas they combine with fresh metal surfaces. Adhesion is then reduced between the layers
of the built-up edge. This stable built-up edge is then much smaller.
The surface finish is also improved by a reduction in size of the fragments sheared from the
built-up edge and remaining on the work surface. This appears to be achieved by the action of
the active lubricant vapor on the path of the fracture which forms the new surface when a built-
up edge is present. Compare Figure 3.21 (cutting in air) with Figure 10.16 (cutting with a chlori-
nated mineral oil).
10.3.9 Influence of cutting speed and tool material type
The influence of active lubricants on the rate of tool wear is very complex. In some conditions
the rate of wear may be unaffected by the lubricating (as opposed to cooling) action of lubri-
cants. In other cutting conditions, it may be greatly decreased or increased. There has been far
too little study of the mechanisms by which the lubricants affect tool wear, and few general rules
can be stated. Four examples are given to illustrate some effects of water-based (as opposed to
oil-based) lubricants:
10.3.9.1 Cutting steels at low speed and feed using carbide tools
When cutting steels at low speed and feed using carbide tools, the active lubricants which reduce
the size of the built-up edge, also increase the rate of wear and change its character.
13
The rate of
flank wear is much increased and a shallow crater is formed close to the cutting edge, as shown
diagrammatically in Figure 10.15b.
LUBRICANTS 331
FIGURE 10.15 (a) Built-up edge when cutting dry; (b) built-up edge when cutting with soluble oil
lubricant
13
Figure 10.17 shows the rake face wear on four tools after cutting a) in air, b) with a mineral
oil, c) with distilled water, and d) with a jet of oxygen. The accelerated wear on the two latter
tools is the result of interaction of the tool and work materials with an active gas or liquid envi-
ronment to form. A small crater is formed where the chip contacts the tool after passing over the
built-up edge (Figure 10.15b).
The mineral oil does not reduce the size of the built-up edge but does slightly reduce the small
amount of wear on the rake face (Figure 10.17a and b). The craters formed with water (or solu-
ble oil emulsion in water) are smaller and closer to the cutting edge. They have the same general
shape as high-speed craters. They are not, however, formed by the same diffusion mechanism as
the craters when cutting steel at high speed with WC-Co tools (Figure 7.10). These low-speed
craters (Figure 10.17c and d) occur only at low speed and feed - e.g. 30 m min
-1
and 0.1 mm/rev
feed. Increasing cutting speed or feed changes the flow pattern around the cutting edge and elim-
inates crater wear.
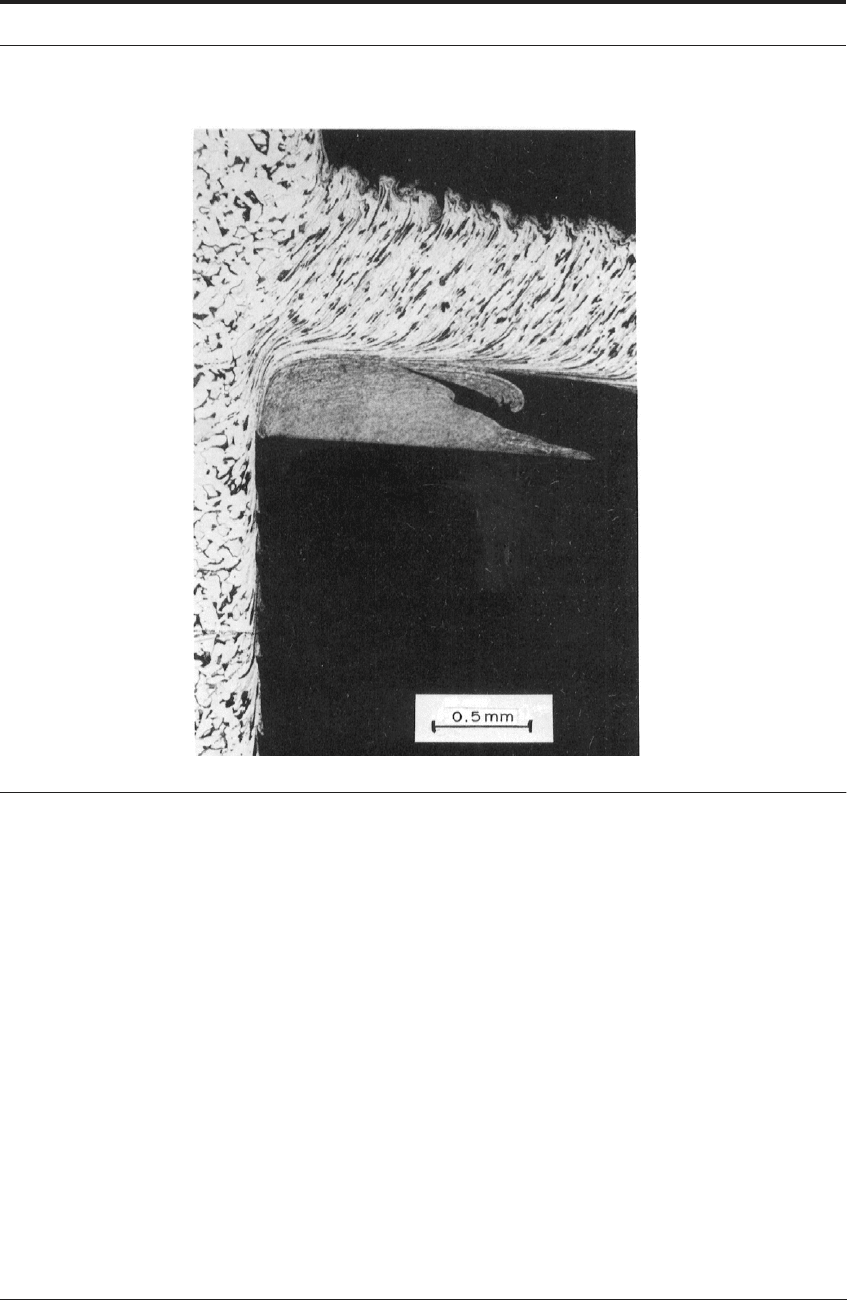
332 COOLANTS AND LUBRICANTS
FIGURE 10.16 Section through quick-stop showing built-up edge after cutting 0.15% C steel at low
speed using chlorinated mineral oil lubricant
In summary, there are some unusual issues that occur with lubricants. The interactions between
the lubricant and the tool are exceptionally dependent on cutting speed and tooling type. For
example, at high speeds, the use of oil emulsion lubricant slightly reduces the rate of crater wear
by diffusion on carbide tools. However, it causes another type of crater wear at low speed and
feed. A large increase in wear rate also occurs when a soluble oil cutting fluid is used during cut-
ting of cast iron with carbide tools at medium and low speeds. This emphasizes the importance
of understanding the mechanisms of tool wear for control of tool life.
10.3.9.2 Cutting steels at low speed and feed with high speed steel tools
In continuous turning of steel with high speed steel tools the rate of flank wear may be greatly
increased by use of water or a water-based cutting lubricant when compared with dry cutting.
This has been observed by a number of research workers.
6,15,16
Under some test conditions, the
rate of flank wear was accelerated by a factor of five or more
6
when lubricant was used, com-
pared with dry cutting. This particularly occurred at low feed, and despite the fact that tool tem-
peratures were lowered by the use of water-based fluid. Water-based emulsions accelerated the