Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.

COOLANTS 313
Many laboratory tests on operations such as drilling, tapping and reaming have been carried
out under controlled conditions to determine the effect of lubricants. Although there is much
scatter in individual tool life test results, the use of the correct lubricating additives to a cutting
oil has been shown to give advantages in tool performance well outside any possible error in
measurement.
6-17
TABLE 10. 1 Guide to the selection of cutting fluids for general workshop applications
1-18
.
Note: Some entries deliberately extend over two or more columns, indicating a wide range of possible
applications. Other entries are confined to a specific class of work material.
10.2 COOLANTS
It is in connection with the machining of steel and other high melting-point metals that the use
of coolants becomes essential. Their use is most important when cutting with high speed steel
tools, but they are often employed also with carbide tooling. Coolants must always be used on
Machining
operation
Workpiece material
Free-machining and
low-carbon steels
Medium-carbon
steels
High-carbon and
alloy steels
Stainless and heat
resistant alloys
Grinding Clear type soluble oil, semi-synthetic or chemical grinding fluid
Turning General-purpose, soluble oil, semi-synthetic or
synthetic fluid
Extreme-pressure soluble oil, semi-synthetic or
synthetic fluid
Milling General-purpose, or
fatty, soluble oil, semi-
synthetic or synthetic
fluid
Extreme pressure sol-
uble oil, semi-syn-
thetic or synthetic
fluid
Extreme pressure sol-
uble oil, semi-syn-
thetic or synthetic
fluids (neat cutting
oils may be necessary)
Drilling Fatty or extreme pres-
sure, soluble oil, semi-
synthetic or synthetic
fluids
Gear shaping Extreme pressure soluble oil, semi-synthetic or
synthetic fluid
Neat-cutting oils preferable
Hobbing Extreme pressure soluble oil, semi-synthetic or synthetic fluid (neat cutting
oils may be preferable)
Neat cutting oils pref-
erable
Broaching Extreme pressure soluble oil, semi-synthetic or synthetic fluid (neat cutting oils may be preferable)
Tapping Extreme pressure oil, semi-synthetic or synthetic
fluids (neat cutting oils may be necessary)
Neat cutting oils preferable

314 COOLANTS AND LUBRICANTS
automatic lathes where several tools are used simultaneously or in quick succession to fabricate
relatively small components.
In Chapter 5 the two main sources of heat in a cutting operation are discussed - i) on the pri-
mary shear plane and ii) at the tool-work interface (especially in the flow-zone on the tool rake
face). The work done in shearing the work material in these two regions is converted into heat,
while the work done by sliding friction makes a minor contribution to the heating under most
cutting conditions.
Coolants cannot prevent the heat being generated, and do not have direct access to the zones
which are the heat sources. Heat generated in the primary shear zone is mostly carried away in
the chip and a minor proportion is conducted into the workpiece. Water-based coolants act effi-
ciently to reduce the temperature both of the work-piece and of the chip after it has left the tool.
The cooling of the chip is of minor importance, but maintaining low temperatures in the work-
piece is essential for dimensional accuracy.
The removal of heat generated in the primary shear zone can have little effect on the life or
performance of the cutting tools. By contrast, as has been demonstrated, the heat generated at
and near the tool/work interface is of much greater significance, particularly under high cutting
speed conditions where the heat source is a thin flow-zone seized to the tool.
The coolant cannot act directly on the thin zone which is the heat source. However, the coolant
can remove heat from those surfaces of the chip, the workpiece, and the tool which are accessi-
ble to the coolant. Removal of heat by conduction through the chip and through the body of the
workpiece is likely to have relatively little effect on the temperature at the tool/work interface.
This is because both chip and workpiece are constantly moving away from the contact area,
allowing very little time for heat to be conducted from the source. For example, when cutting at
30 m min
-1
(100 ft/min) the time required for the chip to pass over the region of contact with the
tool is of the order of 0.005 seconds. The tool is the only stationary part of the system. It is the
tool which is damaged by the high temperatures and, therefore, in most cases, cooling is most
effective through the tool.
10.2.1 Importance of fluid jet and nozzle location
The tool is cooled most efficiently by directing the coolant towards those accessible surfaces of
the tool which are at the highest temperatures. These are surfaces from which heat is most rap-
idly removed, and the parts of the tool most likely to suffer damage. Knowledge of temperature
distribution in the tool can, therefore, be of assistance in a rational approach to coolant applica-
tion. This is illustrated by experimental evidence from the authors’ laboratory cutting tests on
tools used to cut a very low carbon steel and commercially pure nickel.
4,5
With steel, nickel and titanium alloys, the tool life is extended in turning if the coolant jet can
gain good access to the clearance faces of the tool. Also, Chapter 9 showed that when machining
commercially pure nickel the hottest region is very close to the cutting edge.
In most cases it is desirable to direct the jet at the flank face. This can be most easily done in
turning operations. In some of the authors’ experiments, the tool was held upside down in a tool-
post at the back of the lathe. The chip was formed on the rake surface and fell directly down into
the bed. This arrangement allowed the cutting fluid to pour directly down into the flank face
region and provide consistent cooling action to the face and edge.
5
In other experiments, espe-

COOLANTS 315
cially for steels, the authors have directed the jet at the end clearance face. This prevents the hot
region from spreading over to the nose radius and causing premature failure.
4
10.2.2 Machining steel with coolants
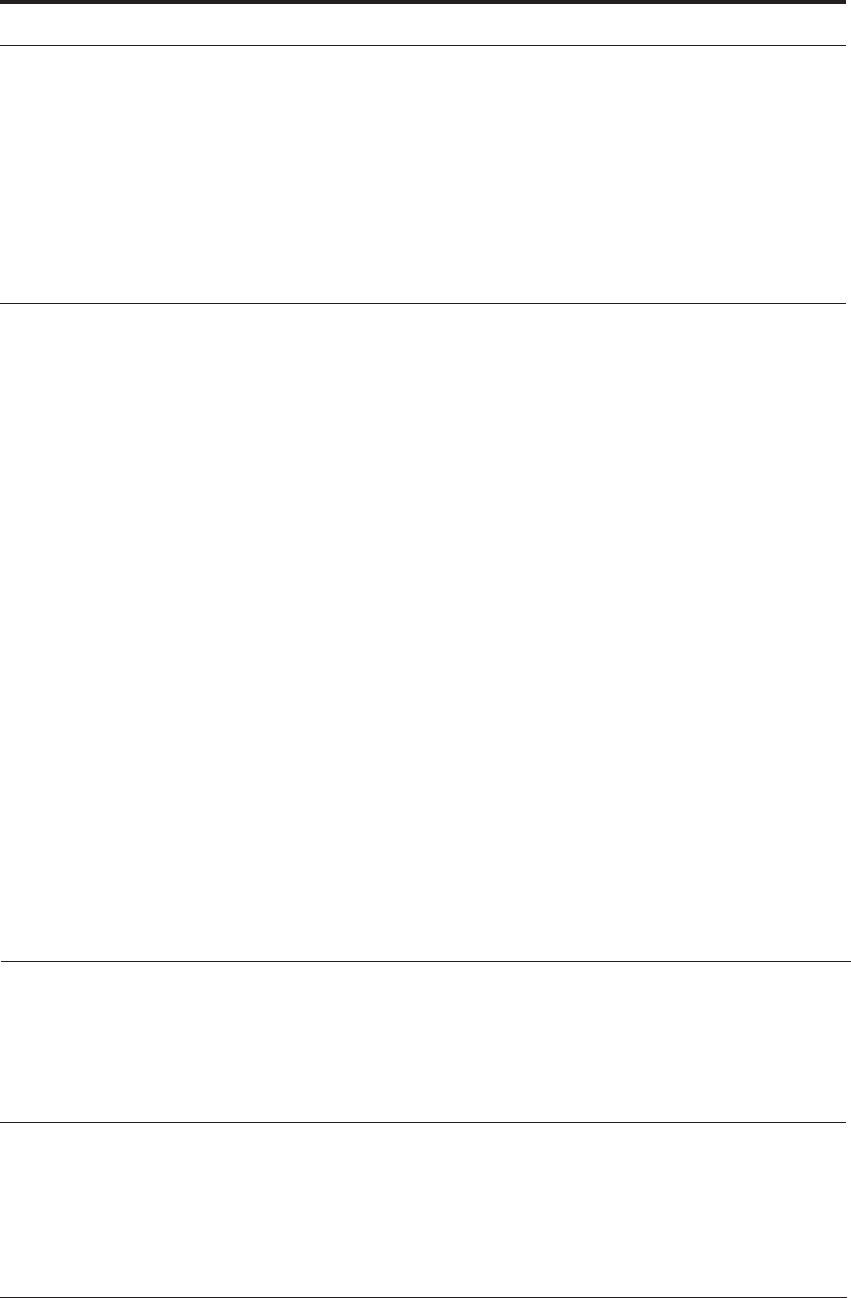
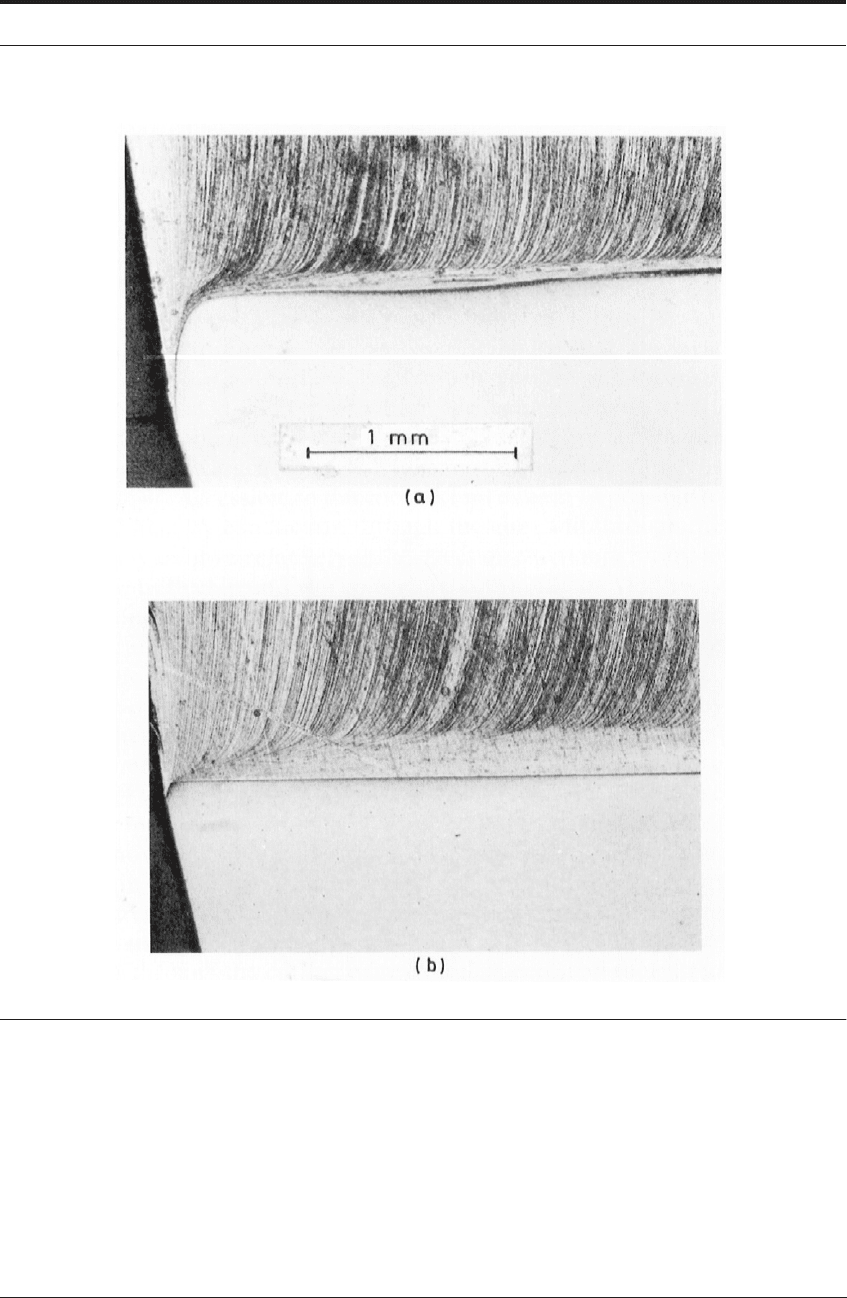
Figure 10.1 shows sections through the cutting edge of high speed steel tools used to cut a very
low carbon steel at high speed: a) dry, b) flooded over the chip and tool rake face by a water-
based oil-emulsion, and c) with a jet of the coolant directed towards the end clearance face of the
tool.
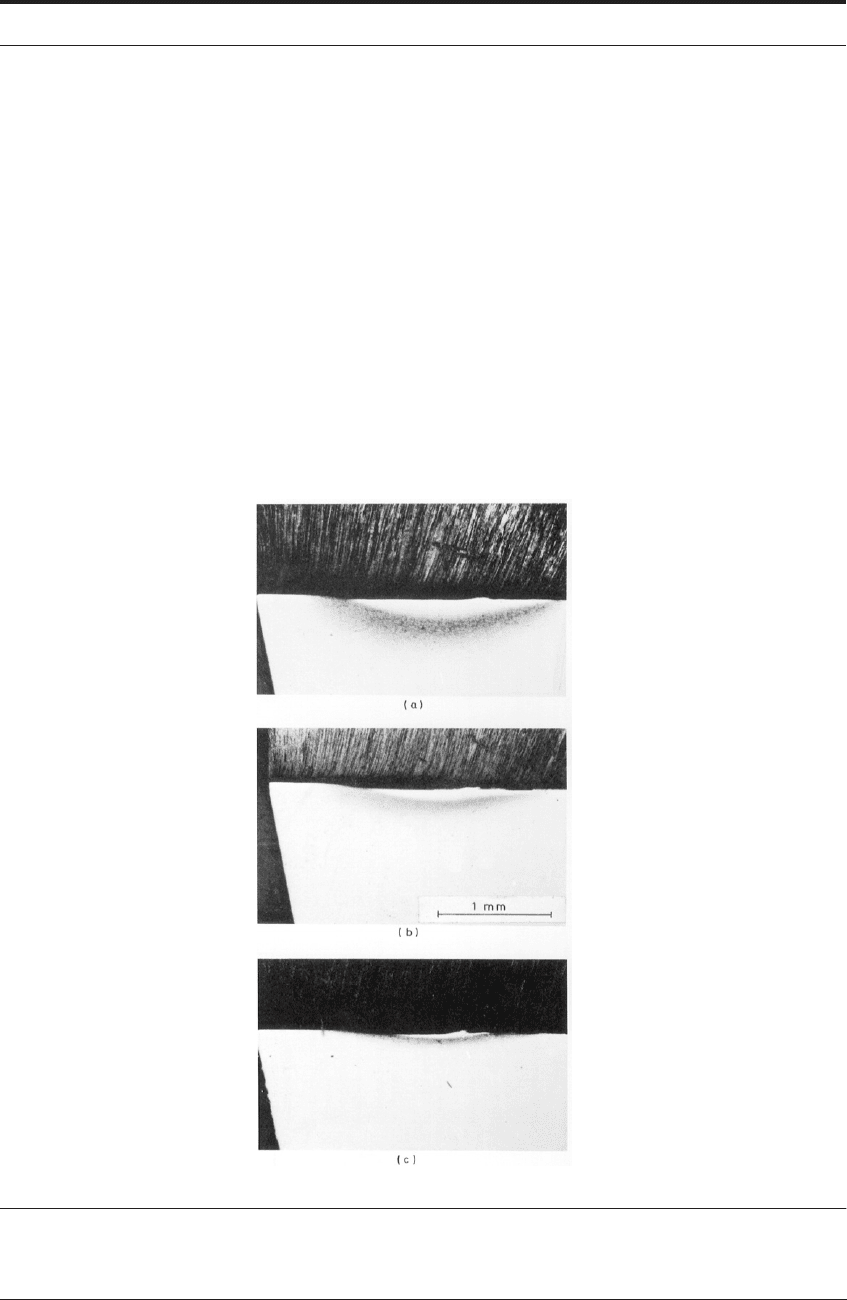
The tools were sectioned and etched to show the temperature gradients in the tool by the
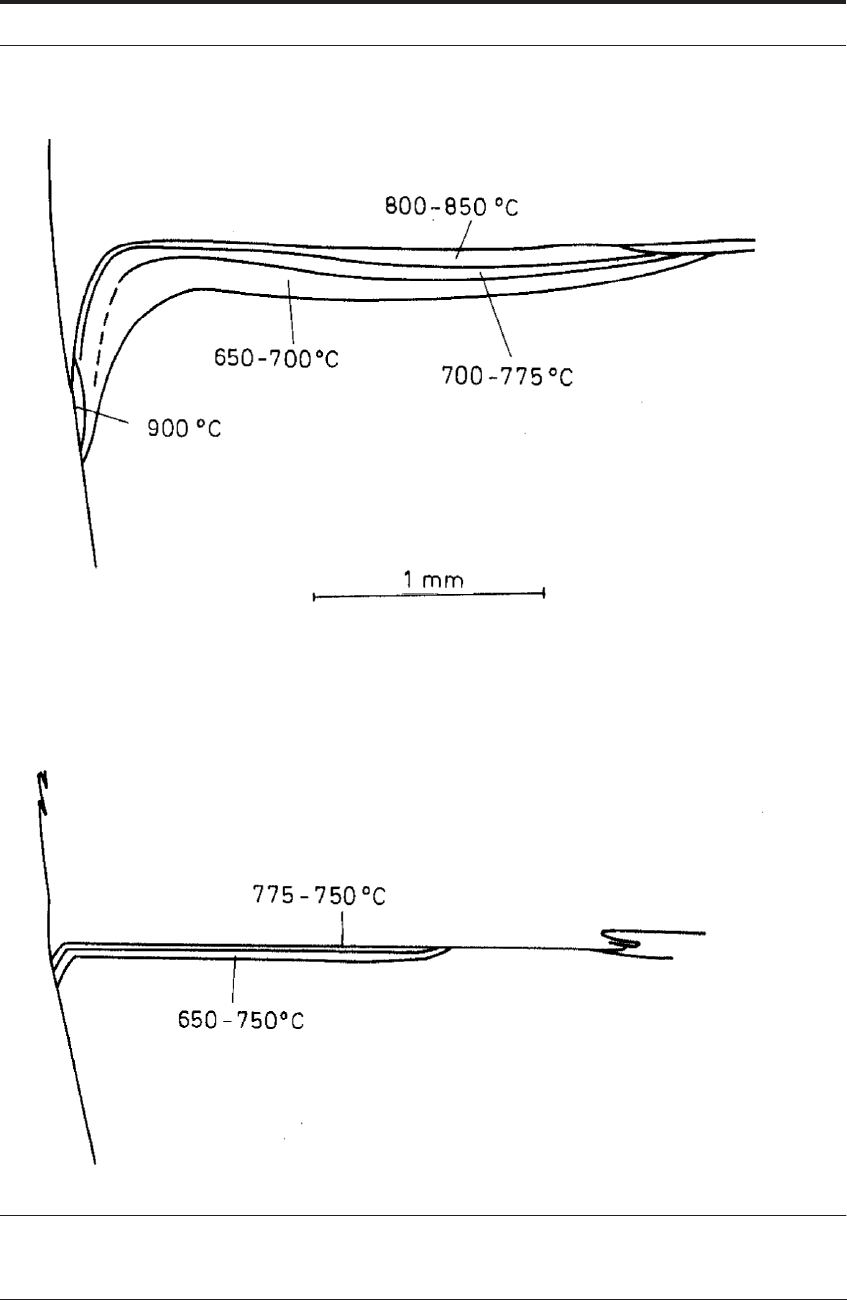
method described in Chapter 5. Figure 10.2 shows the temperature contours derived from the
structures in Figure 10.1. Similarly, Figure 10.3 shows the temperature contours on the rake
faces of tools used for cutting under the same conditions as those in Figure 10.2. These illustrate
a number of important features relevant to the action of coolants.
First, the coolant application was unable to prevent high temperatures at the tool/work inter-
face. This is because heat continues to be generated in the flow-zone which is inaccessible to
direct action by the coolant. Temperatures over 900°C were generated at the hottest part of the
rake face of the tool. In terms of the actual temperature value it made no difference whether cut-
ting was dry, flooded with coolant, or with a jet directed at the end clearance face.
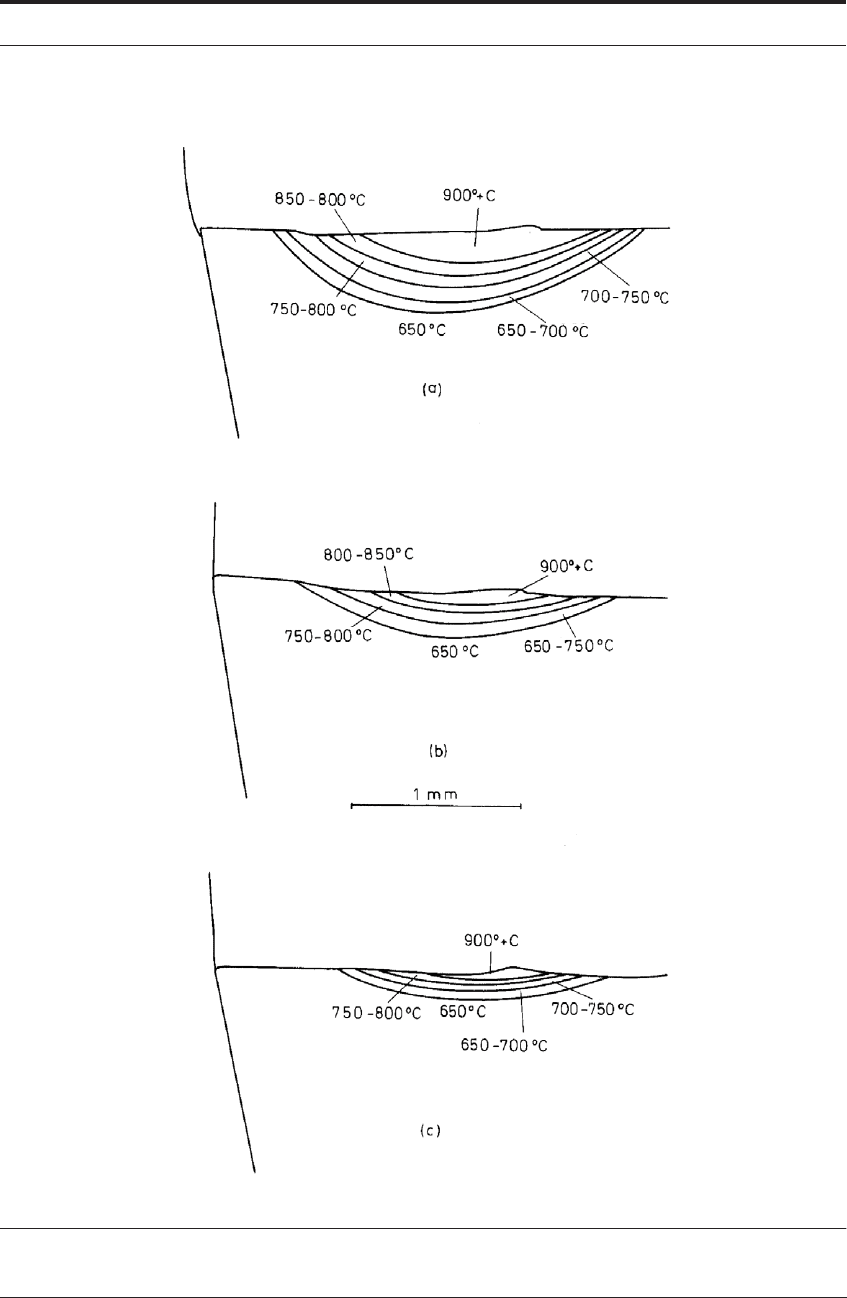
Second, the action of the coolant reduced the volume of the tool material which was seriously
affected by overheating. A jet directed to the end clearance face (Figure 10.3c) was much more
effective in this respect than flooding over the rake face. The temperature patterns within the
tool were then much different.
Third, the damage to the end clearance face caused by deformation of the tool when cutting
dry (Figure 10.3a) or when flooded by coolant from on top, (Figure 10.3b) was prevented when
the temperature of the end clearance face was reduced by a coolant jet. The wider cool zone at
the cutting edge in this tool suggests that the rate of flank wear by diffusion would also be
reduced by this method of cooling.
10.2.3 Machining commercially pure nickel with coolants
The cool zone at the cutting edge, which is a feature of tools used to cut steel, is absent when
cutting commercially pure nickel, as demonstrated in Chapter 9. The high temperature at the
main cutting edge leads to wear at this edge and failure by plastic deformation.
When cutting nickel, therefore, the coolant was found to be very effective when directed as a
jet on to the flank face below the main cutting edge. Figure 10.4a shows a section through a tool
used to cut commercially pure nickel dry, while Figure 10.4b shows the corresponding tool after
cutting with a jet of coolant on the flank face. The corresponding temperature gradients are
shown in Figure 10.5. These reveal the considerable reduction in temperature and wear near the
tool edge, achieved by a coolant directed to the correct part of the tool.
10.2.4 Practical considerations with coolants
Of course it is not always possible in a factory situation to aim a coolant at precise location as
described above. Besides which, the results in the last few pages are for turning where it is pos-
316 COOLANTS AND LUBRICANTS
sible to aim the jet at different faces of the tool. By contrast, in milling and drilling, specific
clearance faces are not individually accessible. (Gun drilling being an exception, where the hole
through the drill brings the cutting fluid to the end clearance face of the drill.)
In milling and regular drilling, overall flooding of the whole cutting zone is the only practical
solution. Flooding over the forming chip requires larger amounts of coolant to be effective.
Many machine tools are equipped with pumps to direct 12 to 25 liters per minute to the cutting
area.
Kurimoto and Barrow investigated such flood cooling when machining steel with both high
speed steel
6
and cemented carbide tools.
7
They used the e.m.f. from a work/tool thermocouple.
The measured temperature was lower when using a water-based coolant than when cutting dry,
over the whole cutting speed range.
Figure 5.9 shows results from data presented for a steel-cutting grade of cemented carbide
tool, and Figure 10.6 from tests using high speed steel tools. Coolant was flooded over the rake
face of the tools
6,7
- rather than into either of the clearance faces.
4,5
FIGURE 10.1 (a) Section through high speed steel tool after cutting iron in air at 183 m min
-1
(600 ft/min),
etched to show temperature distribution; (b) for tool flooded with coolant over rake face; (c) with jet of
coolant directed at end clearance face
4
COOLANTS 317
FIGURE 10.2 (a) Temperature contours derived from Figure 10-1a (b) temperature contours derived from
Figure 10.1b; (c) temperature contours derived from Figure 10.1c
4
318 COOLANTS AND LUBRICANTS
FIGURE 10.3 (a) Temperature contours on rake face of tool used to cut iron in air, conditions as Figure
10.la; (b) temperature contours on rake face of tool, condition as Figure 10.1b; (c) Temperature contours
on rake face of tool, conditions as Figure 10.1c
4
COOLANTS 319
FIGURE 10.4 (a) Section through high speed steel tool used to cut nickel in air at 46 m min
-1
(150 ft/
min), etched to show temperature distribution; (b) with jet of coolant on flank-clearance face
4
The measured reductions in temperature were real and consistent. However, in each case the
effectiveness of the coolants decreased as the cutting speed was raised. This was also observed
in the experiments by the authors.
4,5
Water on its own had the greatest cooling power. An emulsion of 1:15 lubricant in water was
effective but resulted in measurably higher temperatures than the pure water. The temperature
reduction using neat oil was small compared with cutting in air.
320 COOLANTS AND LUBRICANTS
FIGURE 10.5 (a) Temperature contours derived from Figure 10.4a; (b) temperature contours derived
from Figure 10.4b
4
COOLANTS 321
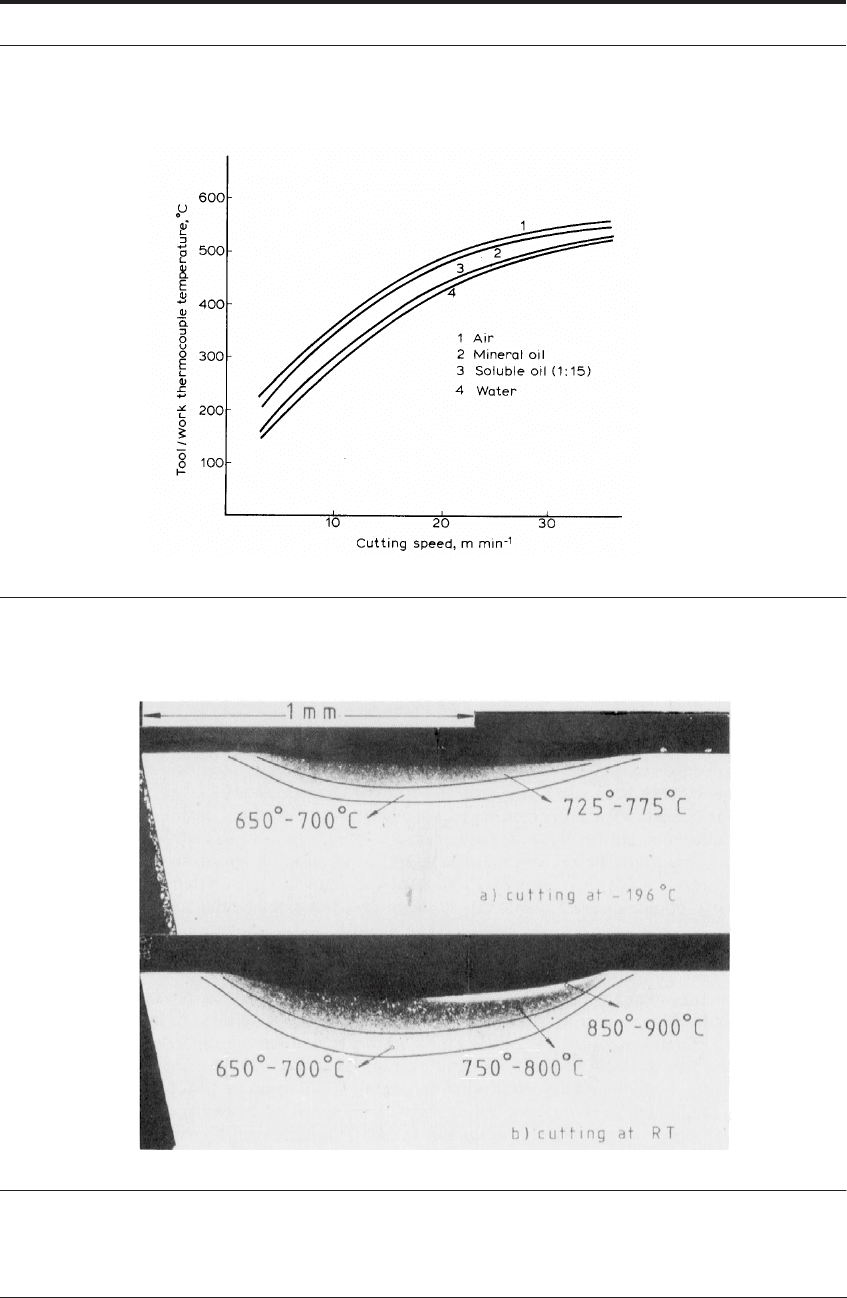
FIGURE 10.6 Tool temperature (tool/work thermocouple). Influence of cutting fluid when the work
material is a low alloy engineering steel, feed 0.2 mm/rev. (Data from Kurimoto and Barrow
6
)
FIGURE 10.7 Section through high speed steel tool used to cut 0.4% C steel at 61 m min
-1
etched to
show temperature contours. (a) Tool and work material cooled to - 196°C in liquid nitrogen; (b) tool and
work material at room temperature. (Courtesy of J.L. Hau-Bracamonte
8
)

322 COOLANTS AND LUBRICANTS
10.2.5 Potential use of high-pressure jets and carbon dioxide
A further potential use of cutting fluids involves employment of very high pressure jets (up to
280 MPa) of soluble oil directed under the chip towards the position where it breaks contact with
the tool. It has been reported
9
that such jets can shorten the length of contact on the rake face of
the tool and thus greatly reduce cutting and feed forces. In one example when cutting a 0.2% C
steel at 180 m min
-1
and a feed of 0.4 mm/rev, the feed force decreased from 800 N when cutting
in air to under 200 N with the high pressure jet. The chip was changed from a continuous one
with large curvature to short, curled segments. It seems probable that this is brought about by
mechanical stress exerted by the jet rather than by any lubrication action. Whether such high
pressure jets can be regularly employed in industrial machining operations is a matter of interest.
Another method which is also very effective and clean is the use of CO
2
as a coolant. CO
2
at
high pressure is supplied through a hole in the tool and allowed to emerge from small channels
under the tool tip as close as possible to the cutting edge. The expansion of the CO
2
lowers the
temperature, and the tool close to the jet is kept below 0°C. Improvements in tool life using this
method have been confirmed but both CO
2
cooling (and mist cooling) are expensive to apply
and have not been widely adopted in practice.
10.2.6 A special experiment with liquid nitrogen
The potential and limitations to the use of coolants are, perhaps, best illustrated by the results
of an extreme experiment.
8
High-speed steel tools were used to cut a bar of 0.4% carbon steel at
the temperature of liquid nitrogen (- 196°C). Both tool and work material were cooled in liquid
nitrogen which was also poured over the tool during the cutting operation. The cutting speed was
61 m min
-1
(200 ft/min) at a feed of 0.25 mm/rev for a time of 30 seconds. The temperature gra-
dients of the tool cooled in liquid nitrogen are shown in Figure 10.7a and the temperatures for a
tool when cutting in air in Figure 10.7b. The maximum interface temperature was reduced from
900°C to 775°C. Even this extreme cooling action could not prevent temperatures in the flow-
zone high enough to cause cratering wear.
10.3 LUBRICANTS
10.3.1 Conditions of seizure impede the action of external lubricants
The term lubrication in relation to cutting fluids is used here to describe action by the fluid at
the interface. The major objectives of the use of lubricants are to:
• improve surface finish (by modifying the flow pattern around the cutting edge)
• reduce the tool forces and the amount of heat generated
• improve the life of the cutting tool (but under some circumstances lubricants cause an
increase in the rate of wear)
Throughout the book, emphasis has been placed on the conditions of seizure at the tool/work
interface. Seizure is an essential feature. It distinguishes metal cutting from all other metal work-
ing processes. In areas of seizure at the interface, especially where the tool and work materials
are strongly bonded, there is no possible access of externally applied lubricants to most of the
interface. Under these conditions, the introduction of substances such as lead, sulfides and plas-