Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.


MATERIAL PROPERTIES AT HIGH STRAIN RATES 343
in the primary shear zone so that ii) the forces and stresses on the tool will be so much lower
that tool wear will correspondingly be reduced.
These questions do not seem to have been adequately answered at the time of writing. To the
authors’ knowledge, no evidence experimental evidence has been obtained showing a dramatic
“valley-like” drop in the cutting force vs. speed curve at some high speed. It is certainly the case
that cutting forces gradually decrease in a smooth fashion as speed is increased (Figures 4.12
and 4.13). However, no dramatic drops have been demonstrated in the very high speed ranges
that might be correlated with a sudden shift in material behavior, such as dynamic recovery or
local melting in primary shear.
Perhaps even more relevant from a practical viewpoint is that none of the reported experi-
ments have demonstrated a sudden reduction in tool wear at the very high cutting speeds.
Indeed, researchers such as Arndt and Recht seemed to find that the tool life was extremely
short in the ballistic experiments. The tools disintegrated after only an inch or two of cutting
along the projectiles.
Such findings meant that interest in high speed machining dropped-off after the mid-1980s,
and it is only recently that interest has been revived. Even now the interest is focussed on the
higher production rates for aluminum and cast iron - not particularly the reduction of tool wear.
Indeed, all the evidence points to the fact that most materials - even soft aluminum alloys -
begin to machine with a segmental or serrated chip at some particular threshold value of cut-
ting speed.
Albrecht
16
was the first to demonstrate that such chip forms accelerate attrition wear espe-
cially in carbide tools. This is because the segmental chip is associated with fluctuating fatigue
type loading on the delicate tool edge.
An ultimate objective is thus to increase speed and yet minimize the degree of segmentation
and reduce the fatigue type loading on the tool edge. Section 11.9 returns to this point with
some specific practical recommendations.
The current research is thus aimed at understanding these segmental effects that are “trig-
gered at some threshold speed” in most if not all materials. Before reviewing such segmental
chip forms, some high strain rate properties of material are now considered.
11.4 MATERIAL PROPERTIES AT HIGH STRAIN RATES
The behavior of materials in the cutting operation is dependent on: a) the way in which initial
yielding is affected by the high strain rates which arise, b) the strain hardening characteristics of
the work material, and c) the time-dependent relationship between the flow stress and the heat
generated during plastic deformation.
17
During the 1960s and 1970s, Campbell’s group at Oxford University developed an extensive
laboratory for high strain rate deformations, especially focussing on the split Hopkinson bar
technique.
18-20
In presenting such data it became customary to follow the notation of Rosen-
field and Hahn
21
to describe the behavior in terms of four regions covering a wide range of
strain rates and testing temperatures. Even though these papers are relatively old, the reader is
encouraged to seek them out as one of the most reliable sources that exist for high strain rate
data. Such experiments have not been carried out as much recently. This has been a result of
344 HIGH SPEED MACHINING
their inherent expense and the fact that, since the 1980s, research funding in Europe, Japan and
the U.S. has been more directed at robotics, automation and CAD/CAM.
The range of strain rates appropriate to machining begins at the boundary between “Regions II
and IV” (a shear strain rate of ~10
4
per second), and extends well into “Region IV”. In this last
region, the rate of dislocation movement is influenced by phonon or electron damping mecha-
nisms.
21
In this range the shear yield strength is observed to increase linearly with strain rate as
described below and in equation 11.1.
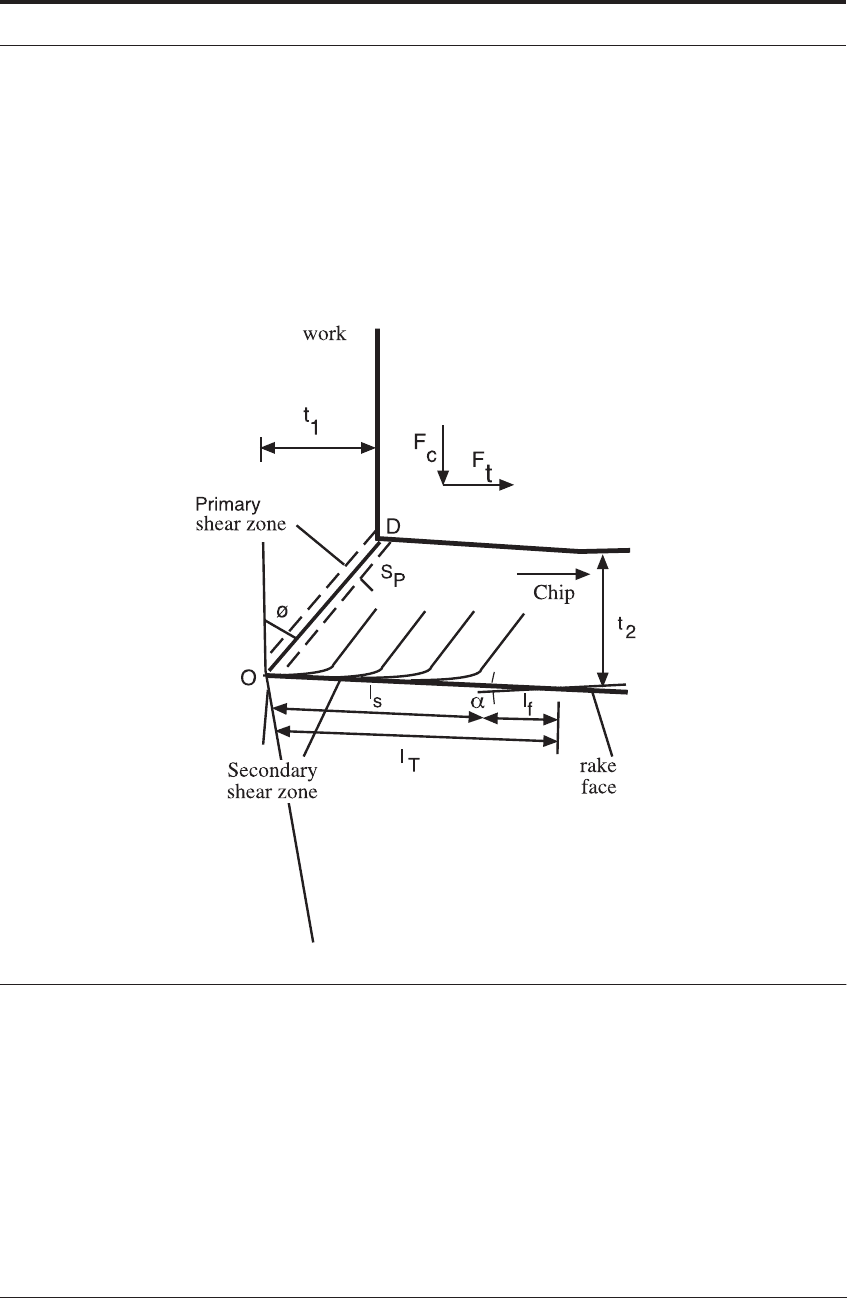
FIGURE 11.3 Simplified primary zone and secondary zone. Elements enter the primary zone and yield
according to equation 11.1. Flow occurs through the primary zone according to equations 11.2 and 11.3. In
the secondary zone, material starts out severely worked from the primary zone. Under conditions of
seizure, more high strain deformation occurs along the tool face. Materials such as stainless steel, AISI
4340 and titanium maintain very high strength at high temperatures. Therefore they create very high shear
stresses on the tool face.
A general analytical approach - taken in most of the machining research - is to compare the
work material and tool material properties at the temperatures calculated with the equations in
Chapter 5. However the workmaterial properties are also affected by the high strains and high
strain rates that arise. Also, the time of heating the chip is very short whereas, in turning, the tool
is stationary. All these factors must be considered when calculating stresses on the tool, or ana-
lyzing the segmental chip formation.

MATERIAL PROPERTIES AT HIGH STRAIN RATES 345
11.4.1 Initial yielding at the beginning of the simplified primary shear zone
As a first approximation, it can be assumed that all the plastic work of primary shear is done
in a discrete, parallel-sided region of the type shown in Figure 11.3. In this case, an element, on
entering the zone, rapidly attains its strain rate modified yield stress and is then further strained
to the value given by equation 3.3. Information which relates only to the initial yielding
behavior of the material can be drawn from the dynamic shear testing and punching of met-
als.
18-21
Effects such as strain hardening or softening, which occur after yielding, are then iso-
lated; these are discussed in the following section.
In order to obtain high strain rate yield strength data, Dowling et al. employed punching
methods to develop thin shear zones in flat strips of aluminum, copper, brass, and mild steel. In
other work, Campbell and Ferguson carried out split Hopkinson bar experiments on mild steel.
Their results for mild steel in the temperature range 293K< T < 713 K are incorporated in Fig-
ure 11.2. Owing to the dislocation damping mechanisms
18-21
the relationship between the shear
yield stress and the shear strain rate (plotted on a linear scale) becomes linear in “Region IV”.
This is most clearly seen in the Campbell and Ferguson data
18
for mild steel (Figure 11.2).
Typical values of shear strain rate in the primary zone are between 2 and for com-
mercial high-speed cutting of steel. Comparable strain rates have been obtained by Campbell
and Ferguson in the high strain rate shear testing.
Such behavior allows a macroscopic viscosity coefficient to be defined. The value of
may be obtained from the straight lines such as the shear yield stress curves in Figure 11.2,
since
(11.1)
where k
y
is the shear yield stress and k
0
(T) is the stress at the beginning of linear behavior
related to the test temperature.
11.4.2 Response of the material continuing through the primary shear zone
The primary and secondary shear zones are regarded as being separate from each other, and
then each one is appraised in terms of the following constitutive equation.
22
(11.2)
In the above equation, (k) is the flow stress at any temperature T, strain and strain rate in
the zone.
As elements flow towards the shear zone, material first “hits” the entry boundary of the dis-
crete parallel-sided primary shear zone and yields. It yields at (k
y
) the shear yield stress, the
yield strain , the yield strain rate , and the starting temperature T
0
. At this entry side, the
material is still at the yield strain and is not significantly heated, remaining at T
0
. This situa-
tion is represented by the first term in equation 11.2.
The equation is divided up in such a way as to separate the effects of initial yielding and sub-
sequent flow. Subsequent flow is represented by the next three terms in equation 11.2. In the
primary shear zone, the material is further deformed after yielding. Very high values of shear
γ
P
20 10
4
s
1–
×
μμ
k
y
k
0
T() μγ
·
+=
kTγγ
·
),,( k
y
T
o
γ,
y
γ
·
,
y
()
∂k
∂T
------
ΔT
∂k
∂γ
-----
Δγ
∂k
∂γ
·
-----
Δγ
·
++
⎝⎠
⎛⎞
+=
γγ
·
γ
y
γ
y
·
γ
y
346 HIGH SPEED MACHINING
strain typically = 2 - 5 occur. Thus intense strain hardening is expected together with the dislo-
cation damping mechanism already discussed. At the same time the plastic work done on the
material causes a considerable heat input. These factors offset each other to some extent but, as
Backofen
23
has pointed out, softening is time dependent. Thus equation 11.2 should contain a
further term accounting for
(11.3)
where Q is the molar activation energy. The workmaterial velocity normal to the shear zone may
be calculated using the simple hodograph for machining and using the shear zone widths pre-
sented in Wright and Robinson’s
22
or Kececiouglu’s
8
work. An element typically spends only
200 s in the primary shear zone. Although Bailey and Bhanvadia
24
have successfully applied
the usually constitutive equations for hot-working to the primary zone behavior when machining
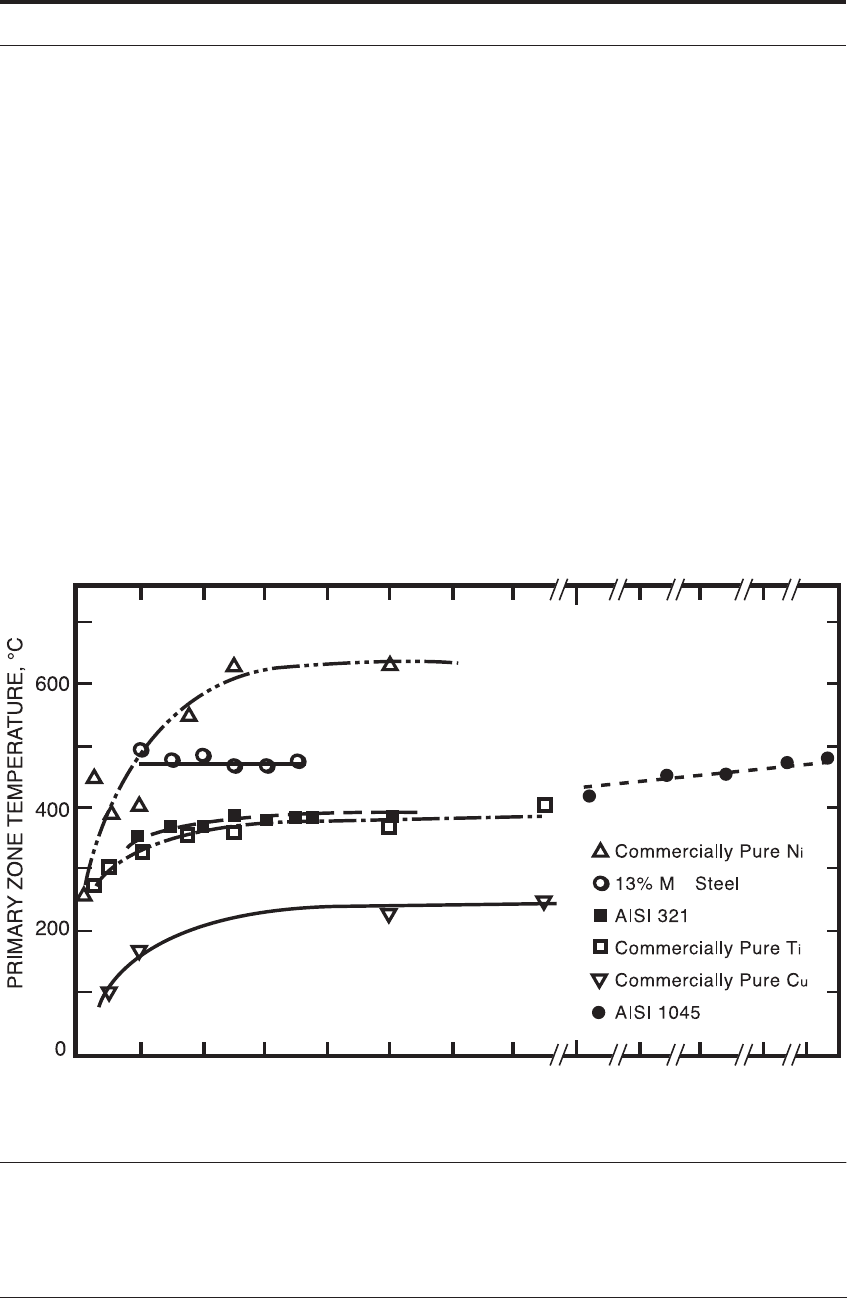
aluminum, the temperatures obtained for steel are usually very modest. Figure 11.4 shows that
even in Siekmann’s
7
ultra-high speed tests, the calculated mean primary zone temperatures are
well below those normally regarded to be representative of hot-working for steel.
FIGURE 11.4 Temperatures calculated in the primary zone
γ
∂k()∂t()⁄ KQRT)⁄–(exp–=
μ
n
WORKPIECE VELOCITY m min
-1

MATERIAL PROPERTIES AT HIGH STRAIN RATES 347
Thus the indications are that material does not spend enough time in the deformation zone to
be significantly softened. This probably accounts for Kececioglu’s high and constant value of
“dynamic shear stress” over all cutting speed ranges, up to and including the high speeds.
11.4.3 Response of the material passing along the secondary shear zone
In Figure 11.3, the secondary shear zone extends from point (O) at the tool edge to the end of
the seized contact length. An element of material passing through this zone thus experiences
many effects because the zone is at least 1-2 millimeters long depending on the work material.
(By contrast the primary zone is only 0.1 - 0.2 millimeters wide). Thus in the secondary zone an
element is reworked all the way along the interface. At the very cutting edge the element has
just gone through the primary zone and then it turns to enter the front of the zone at (O) in Fig-
ures 11.3 and 3.19.
The details of the flow pattern in the secondary zone were described at length in Chapters 3 to
5. Note that the calculations indicate very high strain rates (e.g. 1 - 3 x 10
4
per second) and
exceptionally high strains (e.g. 10 - 50). Table 5.1 presents typical data. The temperatures in
this area may be inferred from the many temperature profiles that are given in Chapters 5 and 9.
When machining steels at 200 m min
-1
, typical values are 600°C at the cutting edge, rising to
1,000°C further along the interface.
When machining stainless steels, alloy steels and aerospace alloys the temperatures are
higher. However, recall from equation 11.3, there is a time effect and high temperatures may not
mean softening. It is not possible to infer too much from the average stresses that can be calcu-
lated by dividing the measured shear force by the contact area. At the beginning of the contact
region, near (O) stresses might be relatively lower than the average as described in Figures 4.23
to 25. However they rise quickly to an average value before reducing again over the rear fric-
tion region. As might be expected the average shear stresses increase with material strength and
alloying.
The evidence from “quick-stop” specimens does indicate that the “difficult-to-machine”
alloys create secondary shear zones with a great deal of strain hardening in the early part of the
shear zone (say between O and in Figure 5.5). The rear of the shear zone may see some soft-
ening from warm working. However, the net result is that a very high shear stress is created
when machining most alloys at high speeds.
The faster the cutting speed, the more the material in the early part of the secondary shear
zone is influenced by “Region IV” dislocation damping and strain hardening. Furthermore,
these effects are more pronounced in work materials such as stainless steel, alloy steels, tita-
nium and nickel alloys. The overall result is that the chip’s progress along the tool face is
impeded by this growing shear force as cutting speed is raised.
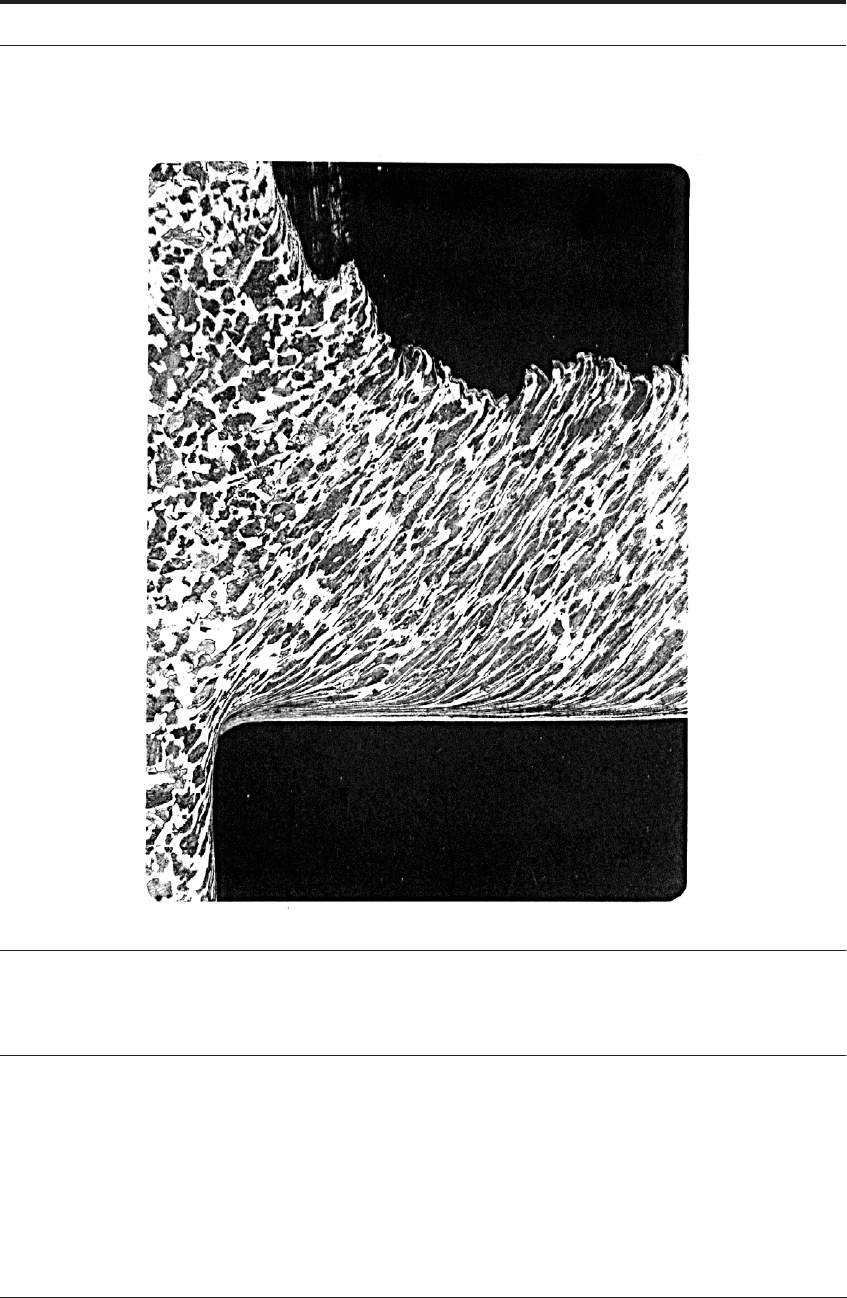
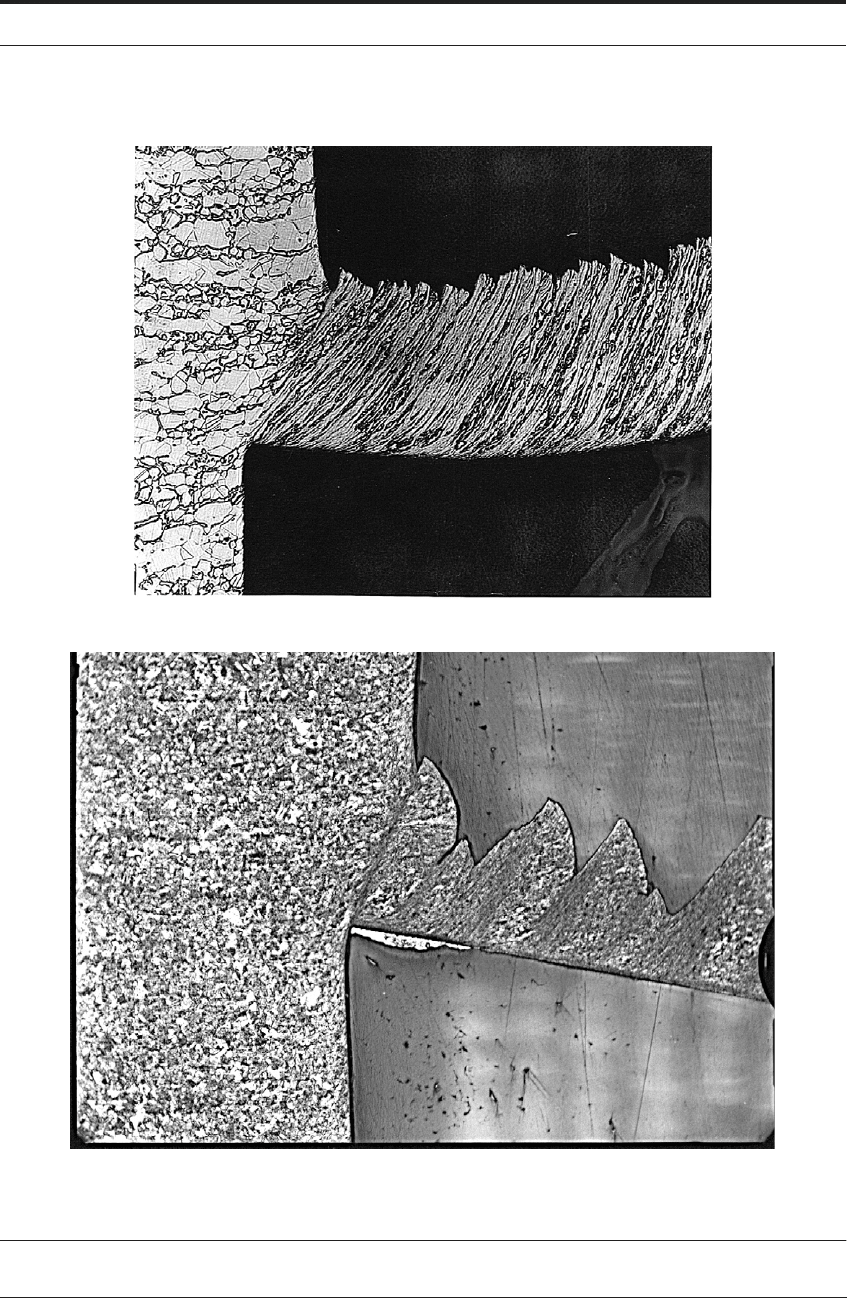
Figure 11.5 shows a “quick stop” section that emphasizes the intense strain and seizure occur-
ring just behind the cutting edge when machining “difficult to machine alloys” at comparatively
high speeds. In summary this intense seizure at the rake face is equivalent to a very high friction
stress, which grows even higher with increasing speed. With certain alloys it will be shown
below that this is the “root cause” of the onset of the segmented chip form.
c'
348 HIGH SPEED MACHINING
FIGURE 11.5 Intense strains and strain rates at the beginning of the secondary shear zone
11.5 INFLUENCE OF INCREASING SPEED ON CHIP FORMATION
A brief review is important at this point. In 1938, Ernst
25
classified chip types into a) discontin-
uous, b) over a built-up-edge, and c) continuous. For many years these were regarded as the
“classical” possibilities. However, now the evidence shows that most materials enter a fourth
possibility at high speeds; namely the serrated or segmented type of chip. The terms serrated,
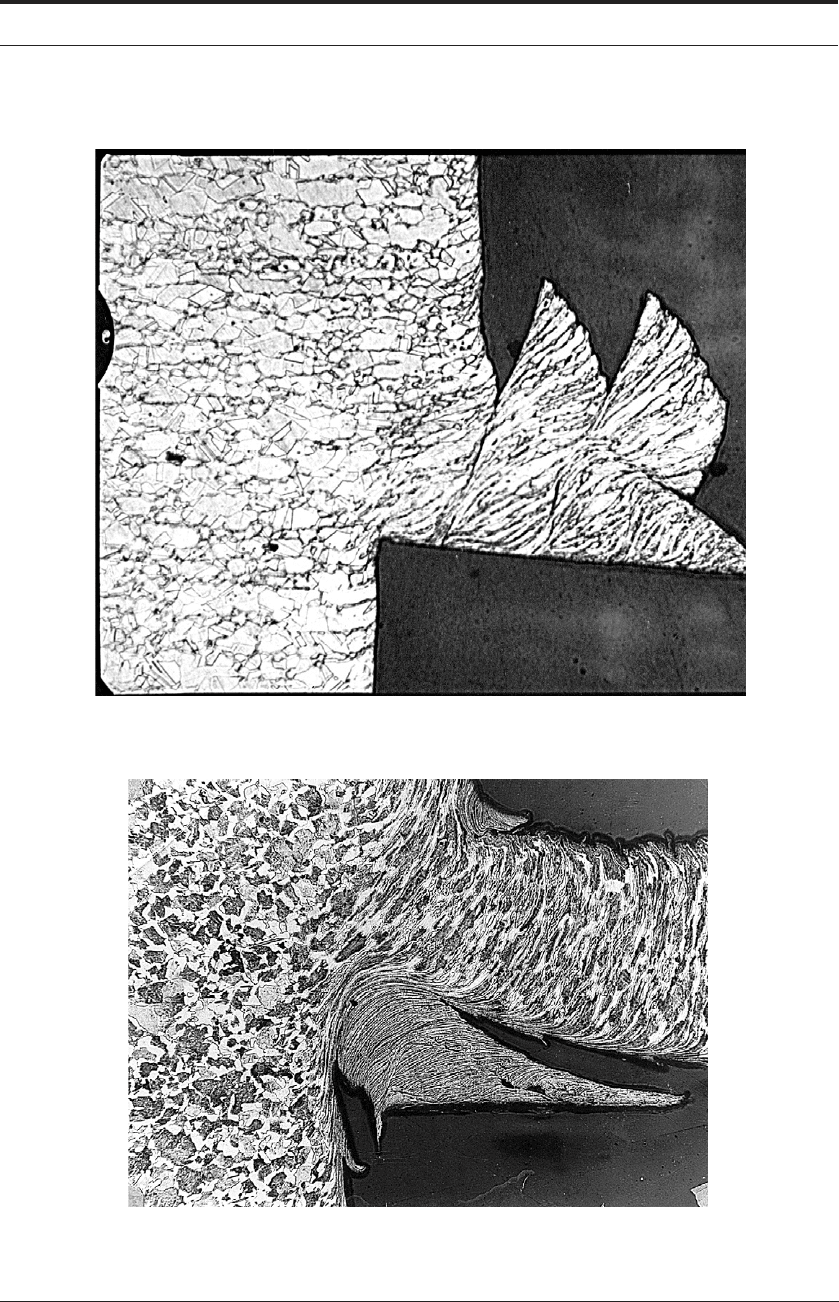
segmented and shear localized seem to be used synonomously in the literature. Figure 11.6
shows the four chip types from the authors’ laboratory work. These are for different work mate-
rials but were chosen from some of the “quick-stops” that best revealed the flow patterns.
INFLUENCE OF INCREASING SPEED ON CHIP FORMATION 349
a) Discontinuous
b) Over a built-up-edge
350 HIGH SPEED MACHINING
c) Continuous
d) Segmented
FIGURE 11.6 Four types of chip: - discontinuous, over a built-up-edge, continuous, segmented

INFLUENCE OF INCREASING SPEED ON CHIP FORMATION 351
Ernst’s
25
three classical descriptions are described first:
• Discontinuous chips form at very low speeds. Low temperatures cause the first material to
strain harden and “stick” on the rake face. The incoming material is impeded by this stuck
material and homogeneous strain occurs in large chunks of material ahead of the tool. There
is often a “bulge” on the free surface. Eventually “something has to give” and a crack is ini-
tialed on a long shear plane. A discontinuous chip segment then pops free and “slips” off the
tool. The “stick-slip” cycle then repeats.
• Built-up-edge effects form at modest speeds up to 30m min
-1
for medium carbon steel. Tem-
peratures are still low and a severely strain hardened “cap” remains at the cutting edge. A
continuous chip flows over this cap (see Figure 3.21).
• Continuous chips form at higher speeds and hence higher temperatures. The temperatures
eliminate the built-up-edge and a flow zone replaces it on the rake face. In the primary zone,
“adiabatic shear lamellae” create a distinct shear zone, and chip flow is very smooth.
• The fourth type of chip may be termed segmented, serrated or shear-localized. The compre-
hensive research of Komanduri and colleagues has established much of the data in the two
paragraphs below, on when particular materials experience this transition.
11-15
There is a transition from a continuous chip to a segmented chip with increase in cutting
speed for most materials. This type of chip persists with further increase in speed. No additional
transitions or reversal to a continuous chip have been observed at least up to 30,488 m min
-1
(or
100,000 ft./min). The deformation of the chip is inhomogeneous on a gross level. In a narrow
band between the segments, deformation is very high. By contrast, inside the segments the
deformation is relatively very low. Recht also observed that exceptionally narrow shear bands
(as low as 0.002 mm) are separated by much larger regions of little strain. Physically, such seg-
mental chips resemble a discontinuous chip.
The transition speed at which the chip form changes from a continuous to a segmented or
shear-localized chip is found to be different for different work materials.
11-15
For example, it is
only a few m min
-1
or less in the case of titanium alloys, about 61 m min
-1
in the case of nickel-
base superalloys, and above 61 m min
-1
and complete at about 244 m min
-1
in the case of AISI
4340 steel (325 BHN). The speed at which catastrophic shear develops and the cutting speed at
which individual segments are completely isolated are found to decrease with increase in the
hardness of an AISI 4340 steel. Similar results are obtained with titanium alloys and nickel-
base superalloys.
Sullivan Wright and Smith
26
showed that the transition speed from continuous to segmented
for austenitic stainless steel is 35 m min
-1
. They observed such chip types up to a high speed of
300 m min
-1
, where tool life with carbide tools became impracticably low. These experiments
are described in detail in the next main section.
As a final note in this overview section, it has been verified in all the research so far, that the
segmented chip formation is not triggered by machine-tool vibration but is related to the inher-
ent metallurgical features of the workmaterial for the machining conditions used. Of course,
once these metallurgical instabilities are triggered, they drive regenerative chatter in the mate-
rial, the toolholder and the machine tool.
Thus, any thing that can be done to reduce the intensity of the segmentation is always benefi-
cial to the overall machining performance. And if such “difficult-to-machine” alloys can be
processed on the stiffest available machine tools in a particular factory, then at least a challeng-
ing situation will be held under the best control.

352 HIGH SPEED MACHINING
11.6 STAINLESS STEEL
11.6.1 Overview
The detailed character of the segmental chip form is first discussed with reference to results
from machining austenitic stainless steel.
26
The sequence of events in a typical cycle of segmen-
tation formation has been established from a series of photomicographs of “quick-stop” speci-
mens. Associated dynamic cutting forces have been recorded.
When machining stainless steel, the essential feature of the chip formation is a varying shear
strength of the work material at the chip/tool interface: a phenomenon that is similar to the
“stick-slip conditions” described in Ernst’s
25
work on the discontinuous chip formation. In a typ-
ical cycle, compressive stresses build up ahead of the tool as material sticks on to the rake face;
selected shear then occurs on a primary shear plane of decreasing length as the chip moves away
with greater velocity.
11.6.2 Photomicrographs of the chip forms
Figures 11.7 to 11.10 are representative of the various stages of the segmentation cycle. These
photomicrographs cover the range of speed 50 - 150 m min
-1
, but the mechanism of serration
formation was the same for all conditions up to 300 m min
-1
.
Figures 11.11 a-f summarize the descriptions given below, and above each schematic figure is
the continuous chip formation.
Figures 11.7 and 11.11a show that part of the cycle at which a shear instability has initiated
along the long shear plane AB. The single slip band evident at position B resembles the form of
the outer edge of the chip in Figure 11.6c, but it is clear that further shear does not proceed with
a further slip band of equal length to AB as is the case with the continuous chip. Instead, the
length of the shear plane reduces to give the length CD shown further along the chip in a previ-
ous cycle.
Strong evidence for this process is shown in Figure 11.9, where the quick-stop was obtained
near the end of the selected shear part of the cycle. Shear at this stage has just occurred along a
plane CD, and the length AB equivalent to Figure 11.7 is also shown. The free edge of the chip,
along regions such as BD, shows that the shortening of the shear plane is a gradual process, as
summarized in Figure 11.11a-c.
A line drawn from the cutting edge to the free surface, shows that the instantaneous angle that
the shear plane AB makes with the cutting direction is °. By contrast, the instantaneous
shear-plane angle of CD is °.
These results show that the shear plane angle changes during the shear part of the cycle, as
would be expected from the usual method of calculating . The shear-plane angle is given by
the equations in Chapter 3. Dynamic variations in t
2
naturally lead to geometric variations in .
φ
AB
18≈
φ
CD
30≈
φ
φ