Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.


CONCLUSION 173
6.10 CONCLUSION
High speed steel tools, first demonstrated in 1900, were the product of an intense technological
research program to determine the most efficient tool steel composition and heat treatment for
the rough machining of steel. They made possible the cutting of steel at about four times the rate
of metal removal achieved with carbon steel tools. This advance was made possible by retention
of compressive strength of the order of 1500 MPa to temperatures in the range 550-650° C.
These properties are the result of precipitation hardening within the martensitic structure of the
chromium, tungsten, molybdenum, and vanadium tool steels after a very high temperature heat
treatment. The critical strength is retained at the same temperatures generated at the cutting edge
of tools when used to cut a wide range of engineering steels over a range of cutting speeds and
feeds useful in industrial machining.
The most important development has been the coating of tools with thin layers (
∼ 10 μm) of
TiN by a PVD process. Such coatings prolong tool life in most situations and in others give a
smoother surface finish on the machined part. Figures 3.25 to 3.30 are worth revisiting at this
point. The evidence indicates that the TiN coatings have several beneficial effects. They keep the
all-important cutting edge smooth and blemish free; they reduce friction on the rake face and
allow a smoother chip flow process - consequently both forces and temperatures are lower; they
reduce any heat due to rubbing on the clearance face. All these effects reduce the amount of sub-
surface strain going into the machined surface.
Correctly heat-treated high speed steel has adequate toughness to resist fracture in machine
shop conditions, and it is the combination of high-temperature strength and toughness that has
made this class of tool material a successful survivor for 100 years in the evolution of cutting
tool materials. It is significant that in those 100 years no new class of tool steel has superseded it.
The loss of strength and permanent changes in the structure of high speed steel when heated
above about 650° C limit the rate of metal removal when cutting high melting-point metals and
alloys.
6.11 REFERENCES
1. ‘Tool Steels’, Iron & Steel, Special Issue, (1968)
2. Brookes, K.J.A., World Directory and Handbook of Hard Metals, Engineers Digest (1987)
3. Osborn, F.M., The Story of the Mushets, Nelson (1952)
4. Taylor, F. W., Trans. A.S. M. E.,
28, 31 (1907)
5.American National Standards Institute B212.4-86, B212.12-91
6. Mukherjee, T., I.S.I. Publication,
126, 80 (1970)
7.Kirk, F.A., Child, H.C., Lowe, E.M. and Williams, T.J., I.S.I. Publication,
126, 67(1970)
8. Weaver, C., Unpublished work
9.Trent, E.M., Proc. Int. Conf M.T.D.R., Manchester, 1967, 629 (1968)
10. Hellman, P. and Wisell, H., Bulletin du Cercle d’Etudes des Metaux, p. 483 (Nov. 1975)
11. Ekelund, S., Fagersta High Speed Steel Symposium, p. 3 (1981)
12. Wright, P.K. and Trent, E.M., Metals Technology,
1, 13 (1974)

174 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
13. Opitz, H. and Konig, W., I.S.I. Publication, 126, 6 (1970)
14. A.S.M. Handbook (1948), also Metal Progress, 15 July,
141, (1954)
15. Amini, E. and Winterton, R.H.S., Proc. Inst. Mech. Eng.,
195 (21), 241 (1981)
16. Horton, S.A. and Child, H.C., Metals Technol.,
10, 245 (1983)
17. El-Rakayby, A.M. and Mills, B., Mat. Sci. & Tech.,
2, 175 (1986)
18. Hoyle, G., High Speed Steels, Butterworths, London (1988)
19. Machining Data Handbook, Vol. 1 Machinability Data Center, Cincinnati (1990)
20. ASM Handbook, 9th Edition, Vol. 16 (1989)
21. Leatham, A., Ogilvy, A., Chesney, P. and Wood, J. V., Metals & Materials, 140 (March
1989)
22. Tarkan, S.E., and Mal, M.K., Metal Progress, 105, 99 (1974)
23. Sandvik Coromant Company, Modern Metal Cutting- A Practical Handbook, page III-41,
(1994)
24. Barrell, R. and Rickerby, D.S., Metals & Materials, (August 1989)
25. Chow, J.G., Ph.D. Dissertation, Carnegie Mellon University, Pittsburgh PA., (1985)
CHAPTER 7 CUTTING TOOL
MATERIALS II:
CEMENTED
CARBIDES
7.1 CEMENTED CARBIDES: AN INTRODUCTION
Many substances harder than quenched tool steel have been known from ancient times. Dia-
mond, corundum and quartzite, among many others, were natural materials used to grind metals.
These could be used in the form of loose abrasive or as grinding wheels, but were unsuitable as
metal-cutting tools because of inadequate toughness. The introduction of the electric furnace in
the last century, led to the production of new hard substances at the very high temperatures made
available. The American chemist Acheson produced silicon carbide in 1891 in an electric arc
between carbon electrodes. This can be used loose as an abrasive and, when bonded with porce-
lain, is very important as a grinding wheel material, but is not tough enough for cutting tools.
Many scientists, engineers and inventors in this period explored the use of the electric furnace
with the aim of producing synthetic diamonds. In this they were not successful, but Henri
Moissan at the Sorbonne made many new carbides, borides and silicides - all very hard materials
with high melting points. Among these was tungsten carbide which was found to be exception-
ally hard and had many metallic characteristics. It did not attract much attention at the time, but
there were some attempts to prepare it in a form suitable for use as a cutting tool or drawing die.
There are, in fact, two carbides of tungsten - WC which decomposes at 2,600°C, and W
2
C
which melts at 2,750°C. Both are very hard and there is a eutectic alloy at an intermediate com-
position and a lower melting point (2,525°C). This can be melted and cast with difficulty, and
ground to shape using diamond grinding wheels, but the castings are coarse in structure, with
many flaws. They fracture easily and proved to be unsatisfactory for cutting tools and dies.
In the early 1900s the work of Coolidge led to the manufacture of lamp filaments from tung-
sten, starting with tungsten powder with a grain size of a few micrometers (microns).

176 CUTTING TOOL MATERIALS II: CEMENTED CARBIDES
The use of the powder route of manufacture eventually solved the problem of how to make
use of the hardness and wear resistant qualities of tungsten carbide. In the early 1920s Schröter,
working in the laboratories of Osram in Germany, heated tungsten powder with carbon to pro-
duce the carbide WC in powder form, with a grain size of a few microns.
1,2
This was thoroughly
mixed with a small percentage of a metal of the iron group - iron, nickel or cobalt - also in the
form of a fine powder.
Today, the raw materials used in carbide cutting tools are made by melting and subsequent
particle-size reduction by ball-milling (comminution) to a fine powder. The comminution pro-
cess limits the final size of the powder to about a size of one micron. Newer, chemical routes,
such as the sol-gel technique can produce ultrafine materials in nanocrystalline size. These mate-
rials are also relatively freer from defects. Cost permitting, they will find a niche for high-speed
milling.
Cobalt was found to be the most efficient metal for bonding WC. The mixed powders were
pressed into compacts which were sintered by heating in hydrogen to above 1,300°C. Unlike
many powder-metal products, tungsten carbide/cobalt mixtures can be sintered to full density -
free from porosity - in a single heating cycle.
This is because a liquid phase solution of WC in cobalt is formed at about 1,300°C. This wets
and pulls together all the remaining WC particles. On cooling to room temperature, the liquid
phase solidifies and the product is fully dense. The liquid phase sintering process, introduced by
Schröter, became the technological basis for the cemented carbide industry and is used univer-
sally, not only for alloys of WC and cobalt, but for many other combinations of metal carbides
and nitrides with cobalt, nickel and iron.
The cemented carbides have a unique combination of properties which has led to their devel-
opment into the second major “genus” of cutting tool materials in use today.
7.2 STRUCTURES AND PROPERTIES
Tungsten carbide is one of a group of compounds including the carbides, nitrides, borides and
silicides of transition elements of Groups IV, V and VI of the Periodic Table.
1-4
Of these, the car-
bides are important as tool materials, and the dominant role has been played by the mono-car-
bide of tungsten, WC.
Table 7.1 gives the melting point and room temperature hardness of some of the carbides. All
the values are very high compared with those of steel.
The carbides of tungsten and molybdenum have hexagonal structures, while the others of
major importance are cubic. These rigid and strongly bonded compounds undergo no major
structural changes up to their melting points, and their properties are therefore stable and unal-
tered by heat treatment, unlike steels which can be softened by annealing and hardened by rapid
cooling.
These carbides are strongly metallic in character, having good electrical and thermal conduc-
tivities and a metallic appearance. Although they have only slight ability to deform plastically
without fracture at room temperature, the electron microscope has shown that they are deformed
by the same mechanism as are metals by movement of dislocations.
TUNGSTEN CARBIDE-COBALT ALLOYS (WC-Co) 177
TABLE 7.1 Properties of carbides (There are large differences in reported values for all of the
carbides. The values given here are representative.)
They are sometimes included in the category of ceramics, and the cemented carbides have
been referred to as ‘cermets’, implying a combination of ceramic and metal, but this term seems
quite inappropriate, since the carbides are much closer in character to metals than to ceramics.
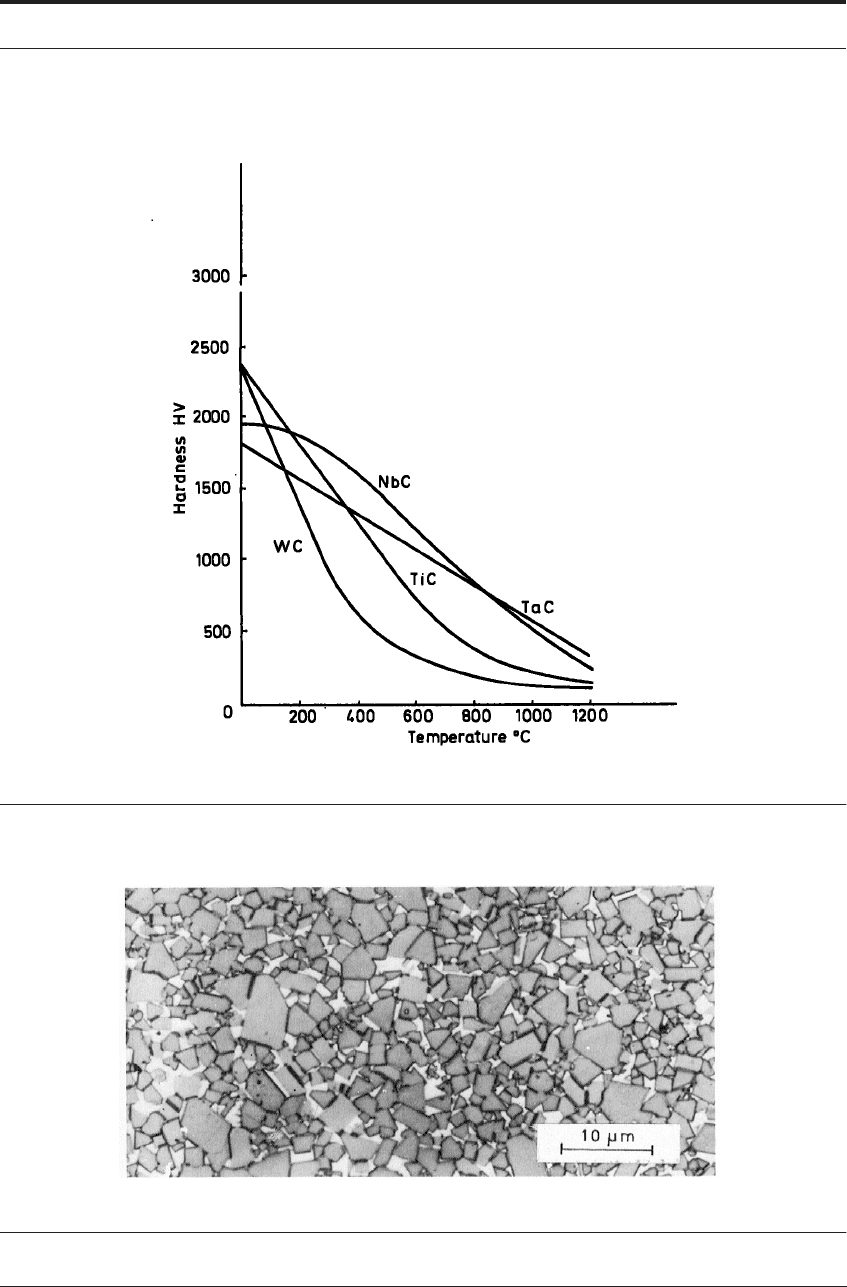
Figure 7.1 shows the hardness of four of the more important carbides measured at tempera-
tures from 15°C to over 1,000°C.
5,6
All are much harder than steel, though not as hard as dia-
mond (6,000-8,000 HV in this temperature range).
The hardness of the carbides drops rapidly with increasing temperatures, but they remain
much harder than steel under almost all conditions. This hardness, and the stability of the prop-
erties under a wide range of thermal treatments, encourage the use of carbide cutting tools.
In cemented carbide alloys, the carbide particles constitute about 55-92% by volume of the
structure, and those alloys used for metal cutting normally contain at least 80% carbide by vol-
ume. Figure 7.2 shows the structure of one alloy, the angular gray particles being WC and the
white areas cobalt metal.
In high speed steels the hard carbide particles of microscopic size constitute only 10-15% by
volume of the heat-treated steel (Figure 6.1b), and play a minor role in the performance of these
alloys as cutting tools, but in the cemented carbides they are the decisive constituents. The pow-
der metal production process makes it possible to control accurately both the composition of the
alloy and the size of the carbide grains.
7.3 TUNGSTEN CARBIDE-COBALT ALLOYS (WC-Co)
This group, technologically the most important, is considered first. These are available com-
mercially with cobalt contents between 4% and 30% by weight - those with cobalt contents
between 4% and 12% being commonly used for metal cutting - and with carbide grains varying
in size between 0.5 μm and 10 μm across. The performance of carbide cutting tools is very
dependent upon the composition and grain size: Tables 7.1 to 7.3 include the range of the prop-
erties and usage of WC-Co grades.
Carbides Melting point Diamond indentation
hardness
(°C) (HV)
TiC 3,200 3,200
V
4
C
3
2,800 2,500
TbC 3,500 2,400
TaC 3,900 1,800
WC 2,750 2,100
178 CUTTING TOOL MATERIALS II: CEMENTED CARBIDES
FIGURE 7.1 Hot hardness tests on mono carbides of four transition elements (After Atkins and Tabor
5
;
Miyoshi and Hara
6
)
FIGURE 7.2 Structure of a cemented carbide (WC-Co) of coarse grain size
TUNGSTEN CARBIDE-COBALT ALLOYS (WC-Co) 179
The structure of tungsten carbide cobalt alloys should show two phases only - the carbide
WC and cobalt metal (Figure 7.2). The carbon content must be controlled within very narrow
limits. The presence of either free carbon (too high a carbon content) or ‘eta phase’ (a carbide
with the composition Co
3
W
3
C, the presence of which denotes too low a carbon content) results
in reduction of strength and performance as a cutting tool. The structures should be very sound
showing very few holes or non-metallic inclusions.
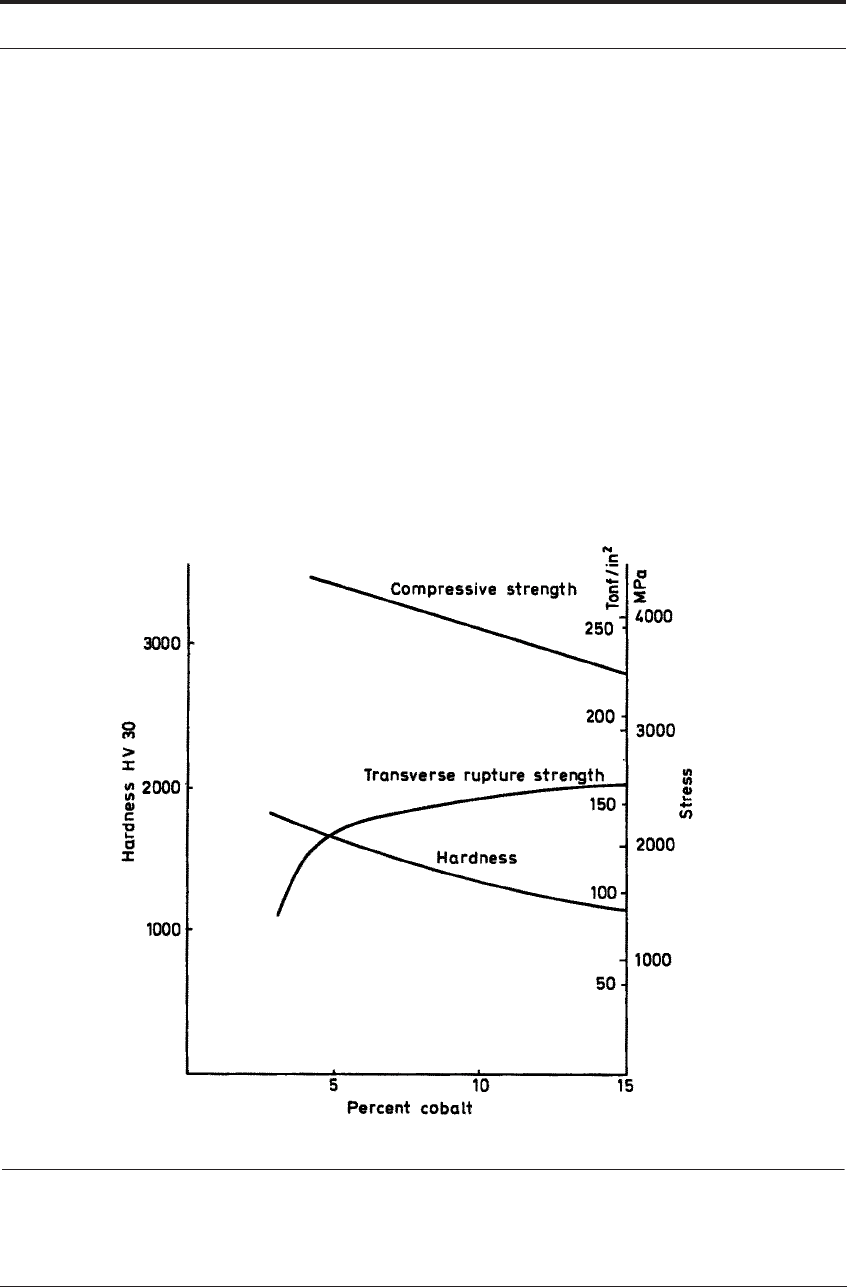
Table 7.2 gives properties of a range of WC-Co alloys in relation to their composition and
grain size, and Figure 7.3 shows graphically the influence of cobalt content on some of the
properties. Both hardness and compressive strength are highest with alloys of low cobalt content
and decrease continuously as the cobalt content is raised.
7
For any composition the hardness is
higher the finer the grain size and over the whole range of compositions used for cutting, the
cemented carbides are much harder than the hardest steel.
As with high speed steels, the tensile strength is seldom measured, and the breaking strength
in a bend test or ‘transverse rupture strength’ is often used as a measure of the ability to resist
fracture in service. Figure 7.3 shows that the transverse rupture strength varies inversely with
the hardness, and is highest for the high cobalt alloys with coarse grain size.
FIGURE 7.3 Mechanical properties of WC-Co alloys of medium-fine grain size
In tensile or bend tests, fracture occurs with no measurable plastic deformation, and
cemented carbides are, therefore, often characterized as ‘brittle’ materials in the same category
180 CUTTING TOOL MATERIALS II: CEMENTED CARBIDES
TABLE 7.2 Properties of WC-Co alloys
Co
%
Mean WC
grain size
Hardness Transverse
rupture strength
Compressive
Strength
Young’s
modulus
Fracture
toughness
K
IC
Specific
gravity
(μm) (HV 30) (MPa) (tonf/
in
2
)
(M Pa) (tonf/
in
2
)
(G Pa) (tonf/in
2
x 10
3
)
(MPa m
-1/2
)
3 0.7 2,020 1,000 65 - - - - - -
1.4 1,820- - ---
-8 -
6 0.7 1,800 1,750 113 4,550 295 - - - -
1.4 1,575 2,300 148 4,250 275 630 40.7 10 14.95
0.7 1,670 2,300 148 - - - - - -
9 1.4 1,420 2,400 156 4,000 260 588 38.0 13 14.75
4.0 1,210 2,770 179 4,000 260 - - - -
15 0.7 1,400 2,770 179 - - 538 34.8 - -
1.4 1,160 2,600 168 3,500 225 - - 18 14.00
TUNGSTEN CARBIDE-COBALT ALLOYS (WC-Co) 181
as glass and ceramics. This is not justified because, under conditions where the stress is largely
compressive, cemented carbides are capable of considerable plastic deformation before failure.
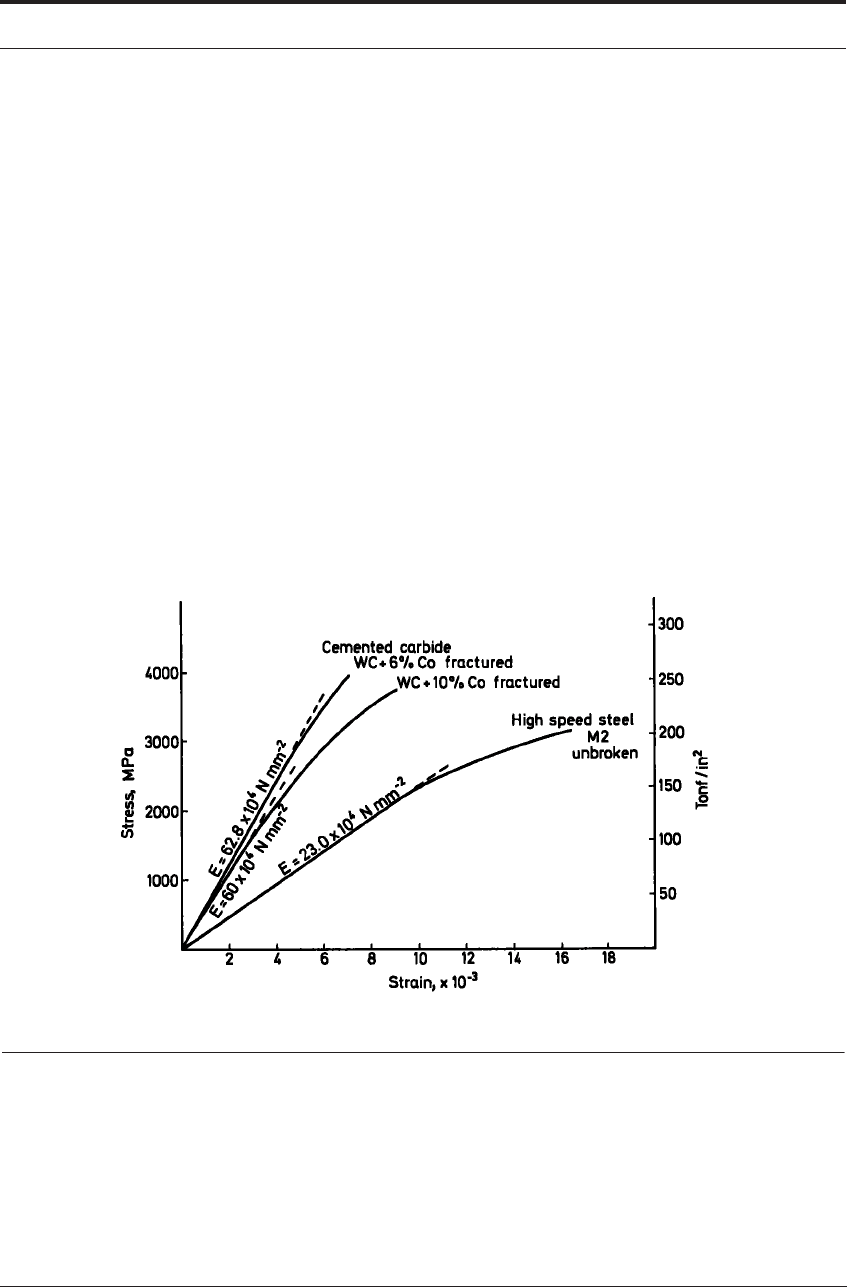
Figure 7.4 shows stress-strain curves for two cemented carbide alloys in compression, in
comparison with high speed steel. Both cemented carbides have much higher Young’s modulus
(E), and the 6% Co alloy has higher yield stress than the steel. Above the yield stress, the curve
departs gradually from linearity, and plastic deformation occurs accompanied by strain harden-
ing raising still further the yield stress. The amount of plastic deformation before fracture
increases with the cobalt content.
8,9
The ability to yield plastically before failure can also be
demonstrated by making indentations in a polished surface.
Indentations in a carbide surface, made with a carbide ball, are shown in Figure 7.5, the con-
tours of the impressions being demonstrated by optical interferometry. Indentations to a measur-
able depth can be made before a peripheral crack appears, and the higher the cobalt content the
deeper the indentation before cracking. It is this combination of properties - the high hardness
and strength, together with the ability to deform plastically before failure under compressive
stress - which makes cemented carbides based on WC so well adapted for use as tool materials
in the engineering industry (Table 7.3).
FIGURE 7.4 Compression tests on two WC-Co alloys compared with high speed steel
There is no generally accepted test for toughness of cemented carbides and the terms tough-
ness and brittleness have to be used in a qualitative way. This is unfortunate because it is on the
basis of toughness that the selection of the optimum tool material must often be made.
Fracture toughness tests on cemented carbide have now been reported from a number of lab-
oratories and there is reasonably good agreement on the values of K
IC
. Table 7.2 shows that K
IC
values for WC-Co alloys increase with cobalt content, varying from 10 MPa m
-1/2
for a 6% Co

182 CUTTING TOOL MATERIALS II: CEMENTED CARBIDES
TABLE 7.3 Classification of carbides according to use
10
Symbol
Broad categories of
material to be
machined Designation Material to be machined Use and Working Conditions
P 01
Steel, steel castings Finish turning and boring; high cutting speeds,
small chip section, accuracy of dimensions and
fine finish, vibration-free operation.
P 10
Steel, steel castings Turning, copying, threading and milling, high cut-
ting speeds, small or medium chip sections.
P 20 Steel, steel castings
Malleable cast iron with long
chips
Turning, copying, milling, medium cutting speeds
and chip sections, planing with small chip sec-
tions.
P
Ferrous metals with
long chips
P 30 Steel, steel castings
Malleable cast iron with long
chips
Turning, milling, planing, medium or low cutting
speeds, medium or large chip sections, and
machining in unfavorable conditions
P 40 Steel
Steel castings with sand inclu-
sion and cavities
Turning, planing, slotting, low cutting speeds,
large chip sections with the possibility of large
cutting angles for machining in unfavorable con-
ditions and work on automatic machines
P 50
Steel
Steel castings of medium or
low tensile strength, with sand
inclusion and cavities
For operations demanding very tough carbide:
turning, planing, slotting, low cutting speeds,
large chip sections, with the possibility of large
cutting angles for machining in unfavorable con-
ditions and work on automatic machines.
M
Ferrous metals with
long or short chips and
non-ferrous metals
M 10 Steel, steel castings, manga-
nese steel, gray cast iron, alloy
cast iron
Turning, medium or high cutting speeds. Small or
medium chip sections
M 20 Steel, steel castings, austenitic
or manganese steel, gray cast
iron
Turning, milling. Medium cutting speeds and chip
sections