Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.


TOOL LIFE AND PERFORMANCE OF HIGH SPEED STEEL TOOLS 153
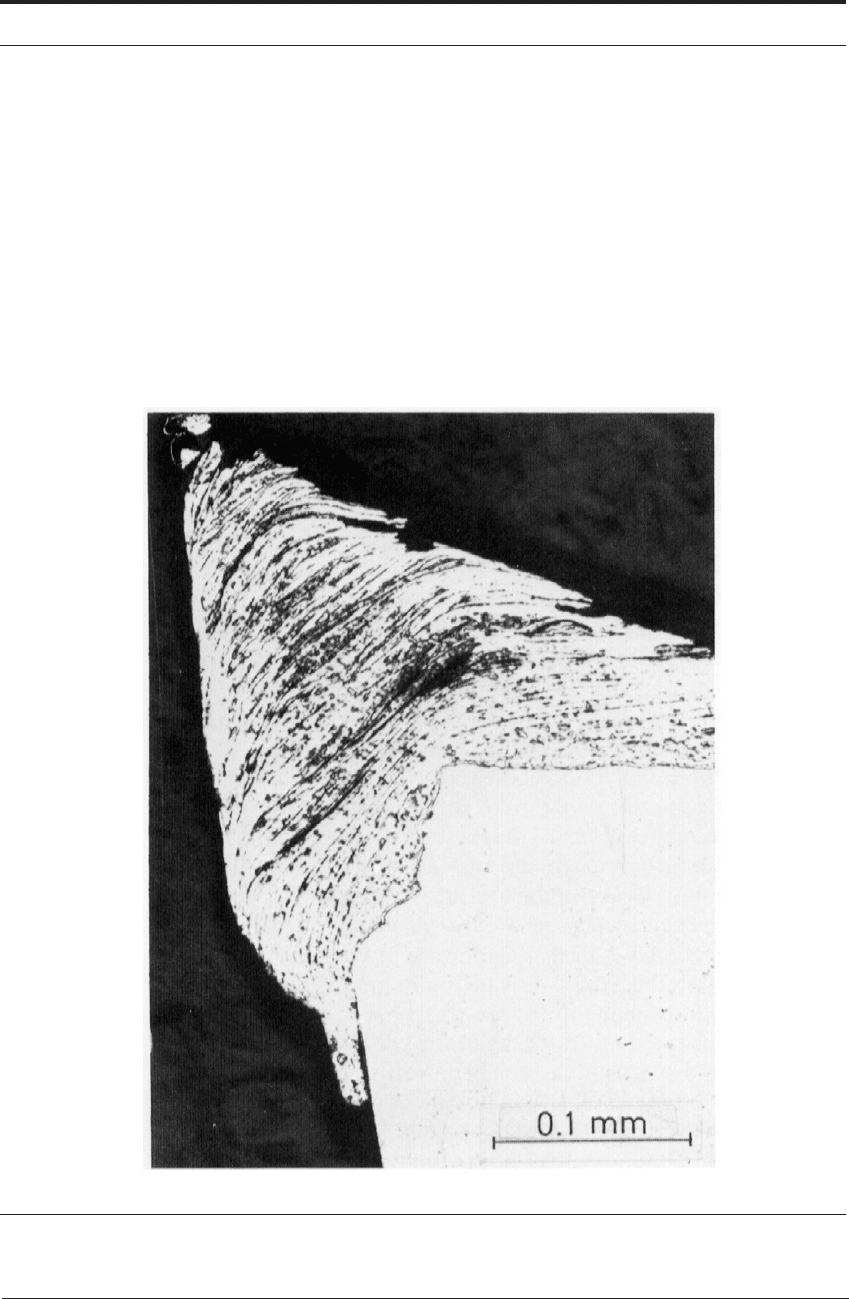
Shearing is a rapid-acting wear mechanism, forming deep craters which weaken the cutting
edge so that the tool may be fractured. This wear mechanism may not be observed very often
under industrial cutting conditions, but it is a form of wear which sets a limit on the speed and
feed which can be used when cutting the higher melting point metals with high speed steel tools.
It is unlikely that this wear mechanism will be observed when cutting copper-based or alumi-
num-based alloys with high speed steel tools, since, with these lower melting point materials,
both the temperatures generated and the shear yield stresses are very much lower. It has, how-
ever, been seen on the severely worn flank of a carbon steel tool used to cut 70/30 brass at 240 m
min
-1
(800 ft/min), where a temperature over 730°C was generated.
FIGURE 6.14 Shearing of high speed steel tool at cutting edge after cutting nickel-based alloy (After
Wright and Trent
12
)
6.6.2 Plastic deformation under compressive stress
Deformation of the tool edge has been discussed in dealing with the properties of tool steels.
This usually takes a form such as that shown in Figure 6.15. In itself, deformation is not a wear
process since no material is removed from the tool, but forces and temperature may be increased
locally and so the flow pattern in the work material is modified. These more severe conditions
bring into play or accelerate wear processes which reduce tool life. Deformation is not usually
uniform along the tool edge. Plastic deformation often starts at the nose of a tool with a sharp
nose or a small nose radius. Once started, a chain reaction of increased local stress and tempera-
ture may result in very sudden failure of high-speed steel tools.
Sudden failure initiated by plastic deformation may be difficult to distinguish from brittle fail-
ure resulting from lack of toughness in the tool material. It may be necessary to examine tools
after cutting for a very short time to observe the initial stages of plastic deformation. Where fail-
ure is initiated in this way, a larger nose radius, where this is possible, often prolongs tool life or
permits higher cutting speed.
154 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
FIGURE 6.15 Deformation of cutting edge of tool used to cut cast iron (After Wright and Trent
12
)
At the higher cutting speeds employed with high speed steel tools, and the resulting higher
tool edge temperatures, catastrophic failure occurs after a smaller amount of plastic deformation
than with carbon steel tools (Figure 6.4). Strain is often not uniform within the strained region
but is concentrated in localized shear bands (Figure 6.16) and distinct blocks of tool material
may be sheared away.
Deformation of the tool edge, together with the previously discussed shearing away of the tool
surface, are two mechanisms which often set a limit to the speed and feed which can be used.
FIGURE 6.16 Deformed edge of high speed steel tool showing localized shear bands
Tools are more likely to be damaged by deformation when the hardness of the work material is
high and it is this mechanism which limits the maximum workpiece hardness which can be
machined with high speed steel tools, even at very low speed where temperature rise is not
important. An upper limit of 350 HV of the steel work material being cut is often considered as
the highest hardness at which practical machining operations using high speed steel tools can be
carried out on steels; though steel as hard as 450 HV may be cut at very low speed.
TOOL LIFE AND PERFORMANCE OF HIGH SPEED STEEL TOOLS 155
6.6.3 Diffusion wear
Metallographic evidence has been given to show that conditions exist during cutting where dif-
fusion across the tool/work interface is probable. Such wear by diffusion has been observed in
tools that have been used for longer cutting times.
12
There is metal to metal contact and temper-
atures of 700°C to 900°C are high enough for appreciable diffusion to take place. Thus tools may
be worn by metal and carbon atoms from the tool diffusing into, and being carried away by, the
stream of work material flowing over its surface, and by atoms of the work material diffusing
into or reacting with the surface layers of the tool to alter and weaken the surface.
Rates of diffusion increase rapidly with temperature, the rate typically doubling for an incre-
ment of the order of 20°C. There is strong evidence that wear by diffusion and interaction does,
in fact, occur in the high temperature regions of the seized interface when cutting steel and other
high melting point alloys at high speed.
The rapid form of cratering caused by superficial plastic deformation has been described and
there is clear evidence in that process of deformation of grain boundaries and other features in
the direction of chip flow. At somewhat lower cutting speeds, craters form more slowly and there
is no evidence of plastic deformation of the tool.
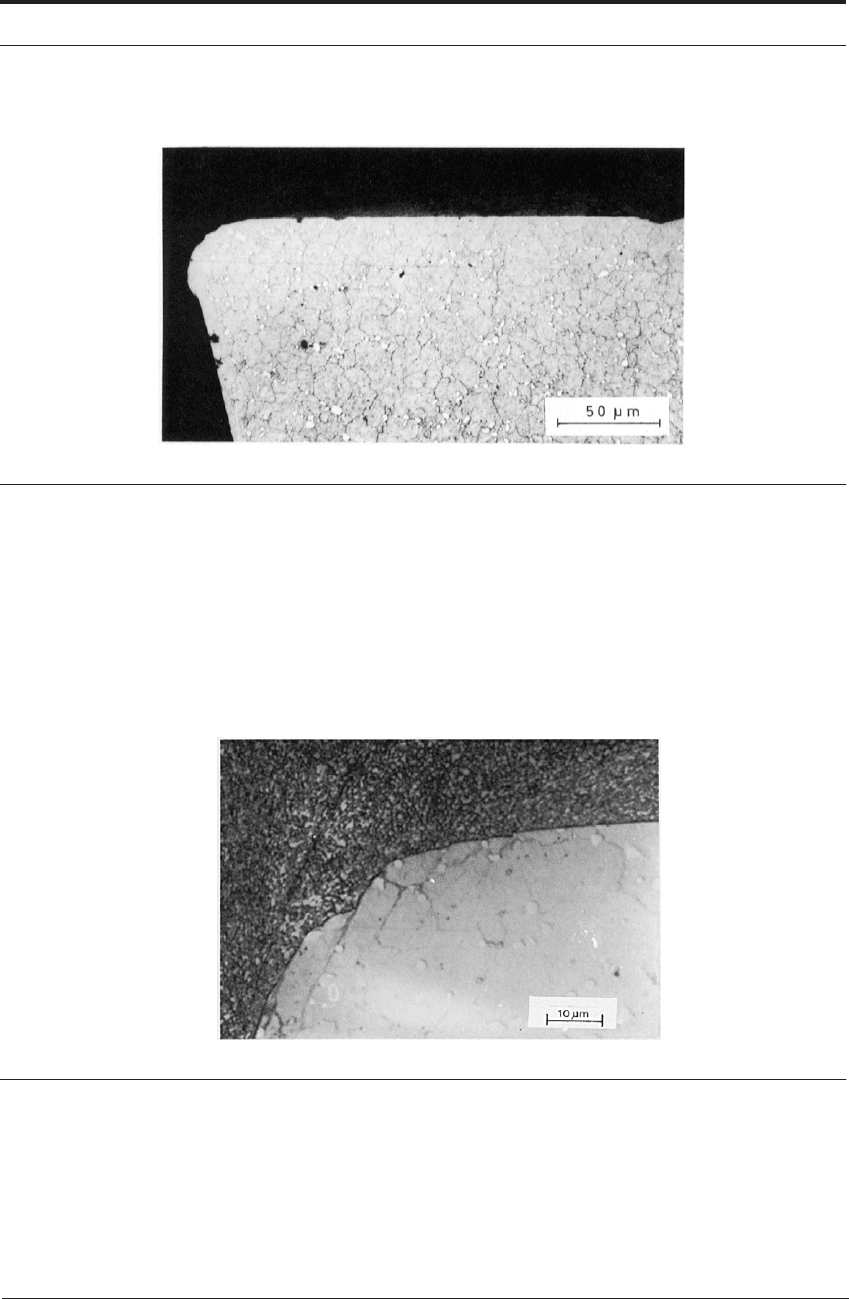
Figure 6.17 is a section through such a worn surface with a thin layer of the work material
(steel) seized to the tool. The wear is of a very smooth type and no plastic deformation is
observed, the grain boundaries of the tool steel being undeformed up to the surface. The carbide
particles were not worn at all, or worn much more slowly, undermined and eventually carried
away.
Diffusion wear is a sort of chemical attack on the tool surface, like etching, and is dependent
on the solubility of the different phases of the tool material in the metal flowing over the surface,
rather than on the hardness of these phases. The carbide particles are more resistant because of
their lower solubility in the steel work material, whereas there are no solubility barriers to the
diffusion of iron atoms from the tool steel into a steel work material.
FIGURE 6.17 Section through rake face of high speed steel tool after cutting steel. Interface characteristic
of diffusion wear (After Wright and Trent
12
)
156 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
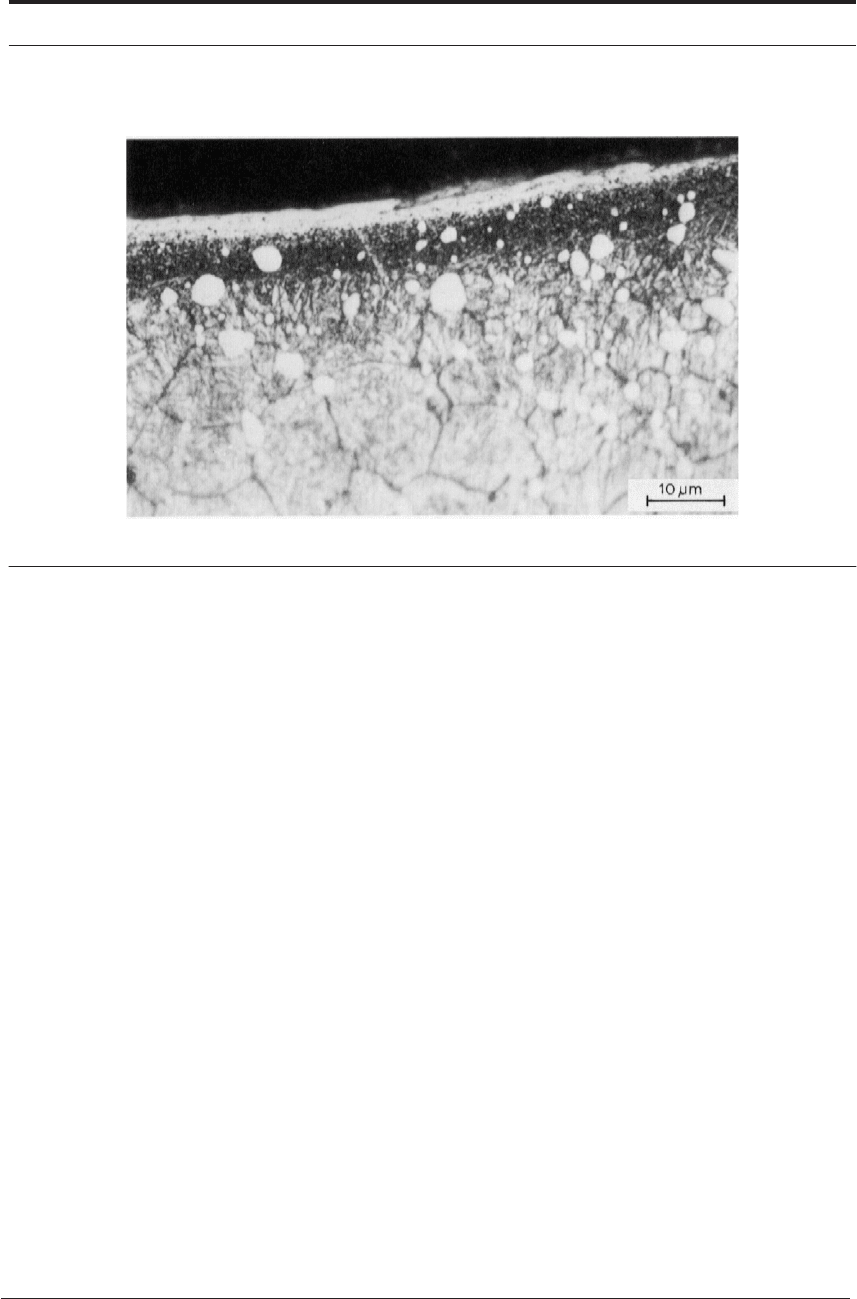
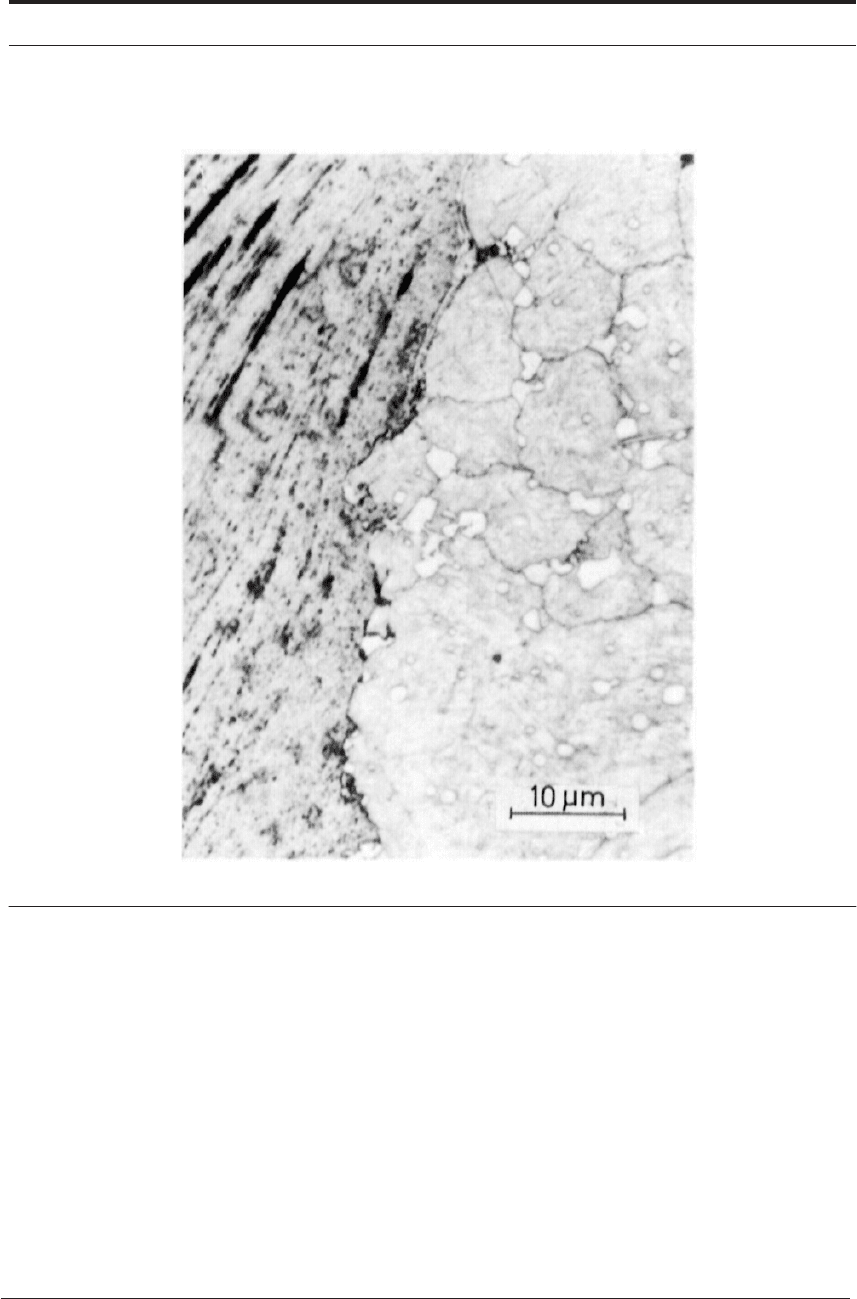
Diffusion wear is well illustrated in sections through tools used to cut austenitic stainless steel.
Figure 6.18 is a section through the rake face with adhering stainless steel after cutting at 23 m
min
-1
(75 ft/min).
At this position, near where the chip left the tool, the temperature was approximately 750°C
during cutting. The grain boundaries are undeformed up to the interface. Diffusion of alloying
elements from the tool into the flow-zone had caused structural modification, which shows up as
a stream of dark etching particles, too small to be identified by optical microscopy. These are
being carried away with the chip flowing from left to right.
FIGURE 6.18 Section through rake face of high speed steel tool after cutting austenitic stainless steel
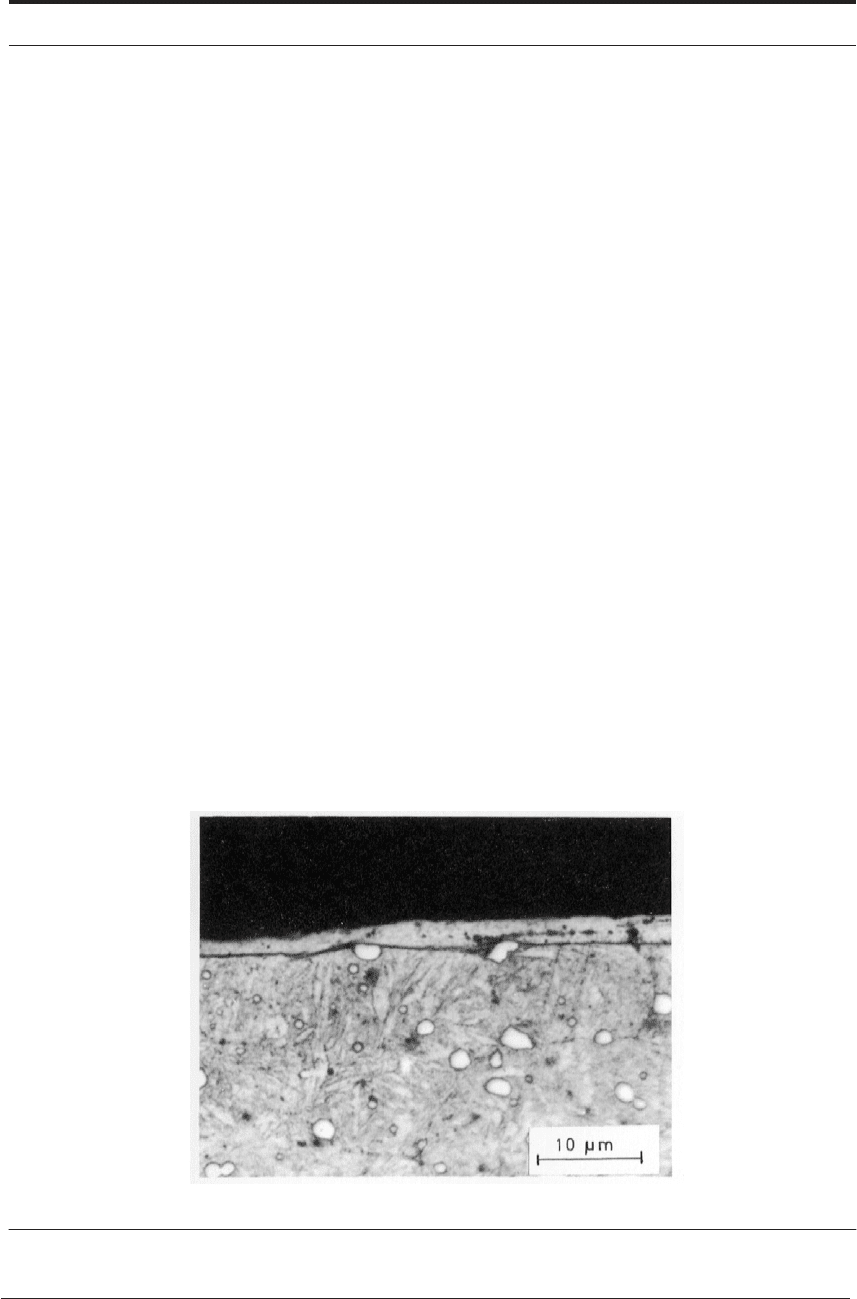
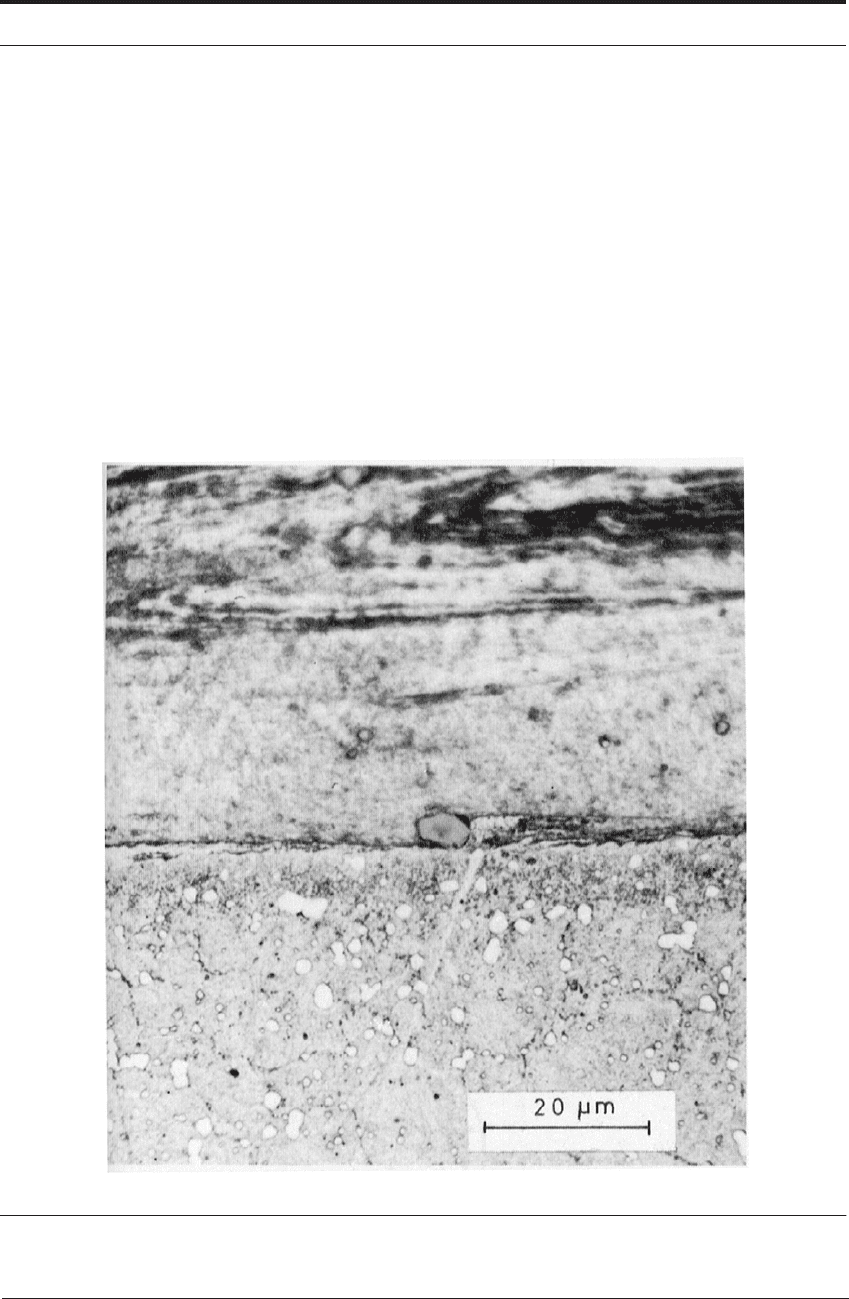
That diffusion may also alter the composition of the tool at the interface is shown in Figure
6.19. The work material adhering to the rake surface in this case was a low alloy engineering
steel. The cutting speed was 18 m min
-1
(60 ft/min) and the cutting time was 38 minutes. The
temperature was estimated as 750° C at this position, near the end of the crater on the rake face.
Between the tool and the chip is a layer about 2 μm thick with an unresolved structure. There
was no deformation of the grain boundaries below the layer, but the layer itself was flowing in
the direction of chip movement, carrying away tool material. In this case an interaction between
tool and work material resulted in structural change in the matrix of the tool steel to form a layer
which was more easily deformed at 750° C than the tool itself.
TOOL LIFE AND PERFORMANCE OF HIGH SPEED STEEL TOOLS 157
FIGURE 6.19 Section through rake face of high speed steel tool after cutting low alloy engineering steel
The diffusion wear process is one which has not been seriously considered as a cause of wear,
except in relation to metal cutting. The rate of diffusion wear is very dependent on the metallur-
gical relationship between tool and work material and this is important when cutting different
metals such as titanium or copper. It is of more significance for cemented carbide tools than for
high speed steel and is considered again in relation to them.
With high speed steel tools used in the usual cutting speed range, rates of wear by diffusion are
relatively slow because the interface temperatures are relatively low. At higher speeds and higher
temperatures, diffusion is accelerated, but diffusion wear is masked by the plastic deformation
which is a much more rapid wear mechanism. Diffusion and interaction account for the forma-
tion of craters at speeds below those at which plastic deformation begins, and this is probably the
most important wear process responsible for flank wear in the higher speed range.
Wear by diffusion depends both on high temperatures, and also on a rapid flow rate in the work
material very close to the seized surface, to carry away the tool metal atoms. On the rake face,
very close to the cutting edge, there is usually a dead metal region, or one where the work mate-
rial close to the tool surface flows slowly (Figures 4.26 and 4.27), and this, together with the
lower temperature, accounts for the lack of wear at this position. The rate of flow past the flank
surface is, however, very high when cutting at high speeds, and wear by diffusion can take place
on the flank, although the temperature is very much the same as on the adjacent unworn rake
face.
6.6.4 Attrition wear
At relatively low cutting speed, temperatures are low, and wear based on plastic shear or diffu-
sion does not occur. The flow of metal past the cutting edge is more irregular, less stream-lined
or laminar. Also, a built-up edge may be formed and contact with the tool may be less continu-
158 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
ous. Under these conditions larger fragments, of microscopic size, may be torn intermittently
from the tool surface, and this mechanism is called attrition.
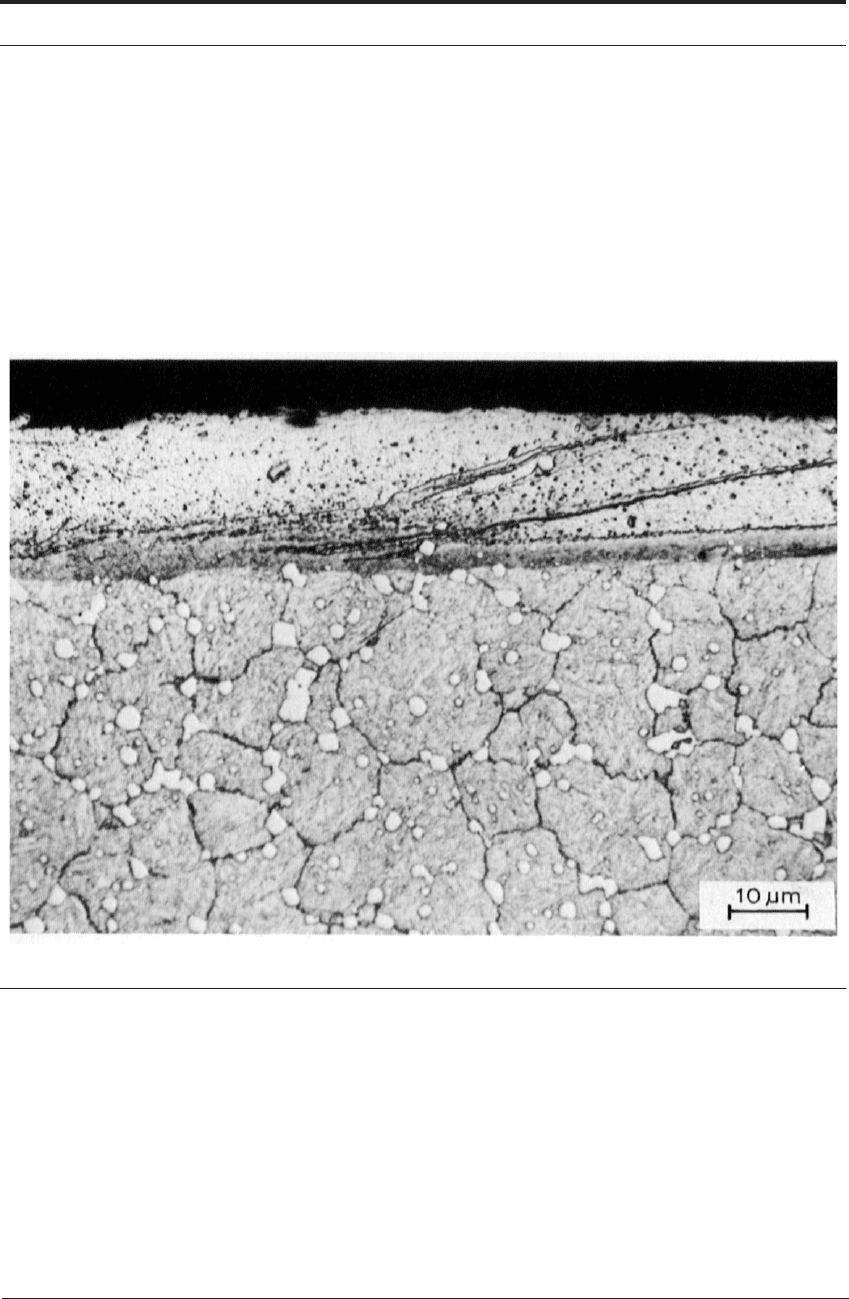
Figures 6.20 and 6.21 show a section through the cutting edge of a high speed steel tool after
cutting a medium carbon steel for 30 minutes at 30 m min
-1
(100 ft/min). A built-up edge
remained when the tool was disengaged. The tool edge had been ‘nibbled’ away over a consider-
able period of time. Fragments of grains have been pulled away, with some tendency to fracture
along the grain boundaries, Figure 6.21, leaving a very uneven worn surface.
The tool and work materials are strongly bonded together over the whole of the torn surface.
Although relatively large fragments were removed, this must have happened infrequently once a
stable configuration had been reached, because the tool had been cutting for a long time.
FIGURE 6.20 Section through cutting edge of high speed steel tool after cutting steel at relatively low
speed, showing attrition wear (After Wright and Trent
l2
).
TOOL LIFE AND PERFORMANCE OF HIGH SPEED STEEL TOOLS 159
FIGURE 6.21 Detail of Figure 6.20 (After Wright and Trent
12
)
In continuous cutting operations using high speed steel tools, attrition is usually a slow form of
wear, but more rapid destruction of the tool edge occurs in operations involving interruptions of
cut, or where vibration is severe due to lack of rigidity in the machine tool or very uneven work
surfaces. Attrition is not accelerated by high temperatures, and tends to disappear at high cutting
speed as the flow becomes laminar. This is a form of wear which can be detected and studied
only in metallographic sections. Adhering metal often completely conceals the worn surface and,
under these conditions, visual measurements of wear on the untreated tool may be misleading.
6.6.5 Abrasive wear
Abrasive wear of high speed steel tools requires the presence in the work material of particles
harder than the martensitic matrix of the tool. Hard carbides, oxides and nitrides are present in
many steels, in cast iron and in nickel-based alloys, but there is little direct experimental evi-
160 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
dence to indicate whether abrasion by these particles does play an important role in the wear of
tools. Some evidence of abrasion of rake and flank surfaces by Ti (C,N) particles is seen in sec-
tions through tools used to cut austenitic stainless steel stabilized with titanium.
Figure 6.22 shows a Ti(C,N) particle which had ploughed a groove in the rake face of the tool
as it moved from left to right, eventually remaining partially embedded in the tool surface. In
this experiment, a corresponding steel without the hard particles showed only slightly less wear
when cut under the same conditions. It seems doubtful whether, under conditions of seizure,
small, isolated hard particles in the work material make an important contribution to wear. Fig-
ure 6.22 suggests that they may be quickly stopped, and partially embedded in the tool surface
where they would act like microscopic carbide particles in the tool structure. It is possible, how-
ever, that the reverse process takes place - that carbide particles in the tool steel, undermined by
diffusion wear, can be detached from the tool and dragged along its surface, ploughing groove.
FIGURE 6.22 Section through rake face of high speed steel tool after cutting austenitic stainless steel
containing titanium; abrasive action by Ti(C,N) particle (After Wright and Trent
12
)
TOOL LIFE AND PERFORMANCE OF HIGH SPEED STEEL TOOLS 161
Abrasion is intuitively considered as a major cause of wear and the literature on the subject
often describes tool wear in general as abrasive, but this is an area that requires further investiga-
tion for normal conditions of cutting. Where the work material contains greater concentrations of
hard particles, such as pockets of sand on the surface of castings, rapid wear by abrasion
undoubtedly occurs. In such concentrations the action is like that of a grinding wheel, and the
surfaces of castings are treated to remove abrasive material in order to improve tool life. Under
conditions of sliding at the interface, or where seizure is intermittent, abrasion may play a much
more important role than under complete seizure.
6.6.6 Wear under sliding conditions
At those parts of the interface where sliding occurs, either continuously or intermittently, other
wear mechanisms can come into play and, under suitable conditions, can cause accelerated wear
in these regions. The parts of the surface particularly affected are those shown as areas of inter-
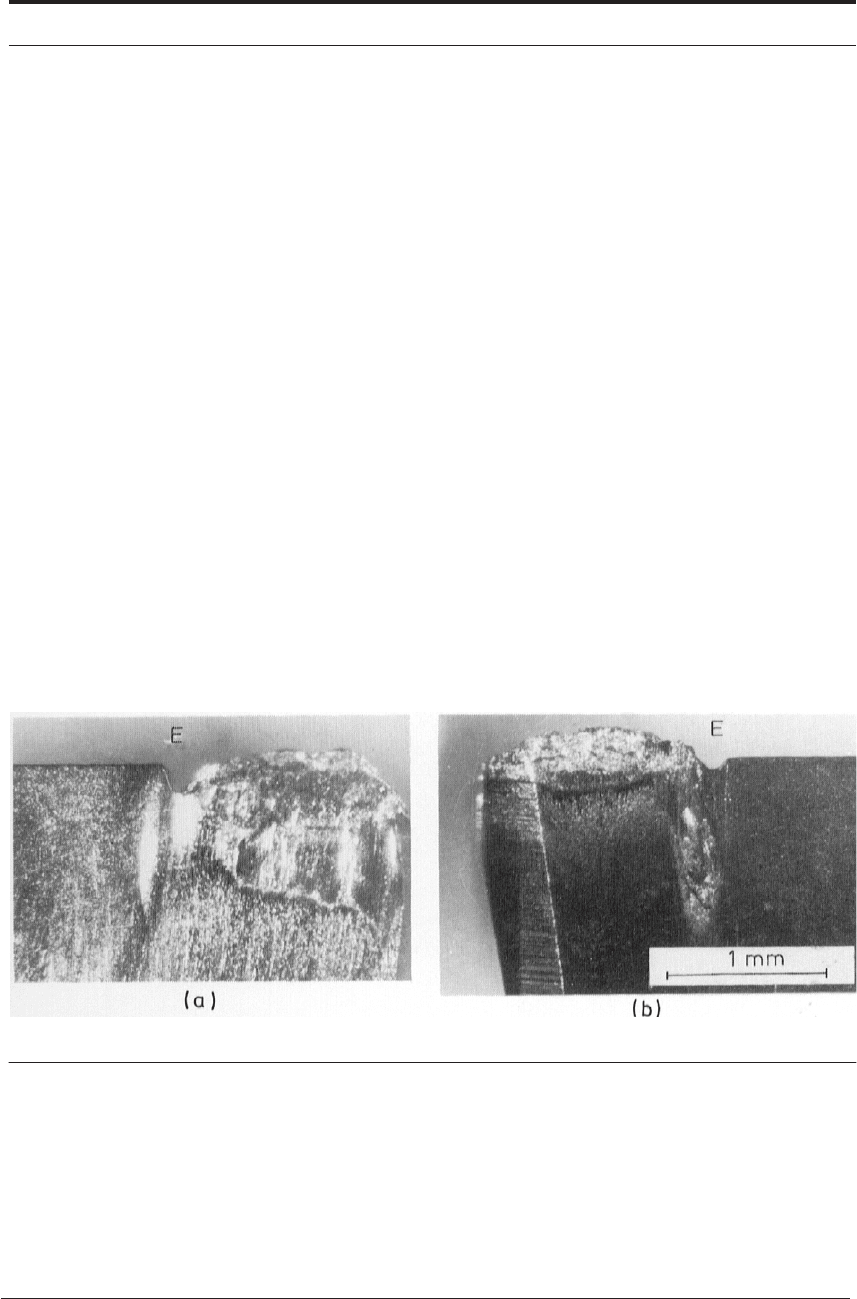
mittent contact in Figure 3.17. The most frequently affected are those marked E, H and F in Fig-
ure 3.17, on the rake and clearance faces. Greatly accelerated wear on the rake face at the
position EH, and down the flank from E where the original work surface crossed the cutting
edge, is shown in Figure 6.23. The wear mechanisms operating in these sliding regions are prob-
ably those which occur under more normal engineering conditions at sliding surfaces, involving
both abrasion and metal transfer, and greatly influenced by chemical interactions with the sur-
rounding atmosphere. This is further discussed in relation to the action of cutting lubricants in
Chapter 10.
FIGURE 6.23 (a) Rake surface and (b) flank of high speed steel tool used to cut steel, showing built-up
edge and sliding wear at position E
6.6.7 Summary
Figure 6.24 concludes the discussion of the wear and deformation processes which have been
shown to change the shape of the tool and affect tool life when cutting steel, cast iron, and other
high temperature metals and alloys, with high speed steel tools.
162 CUTTING TOOL MATERIALS I: HIGH SPEED STEELS
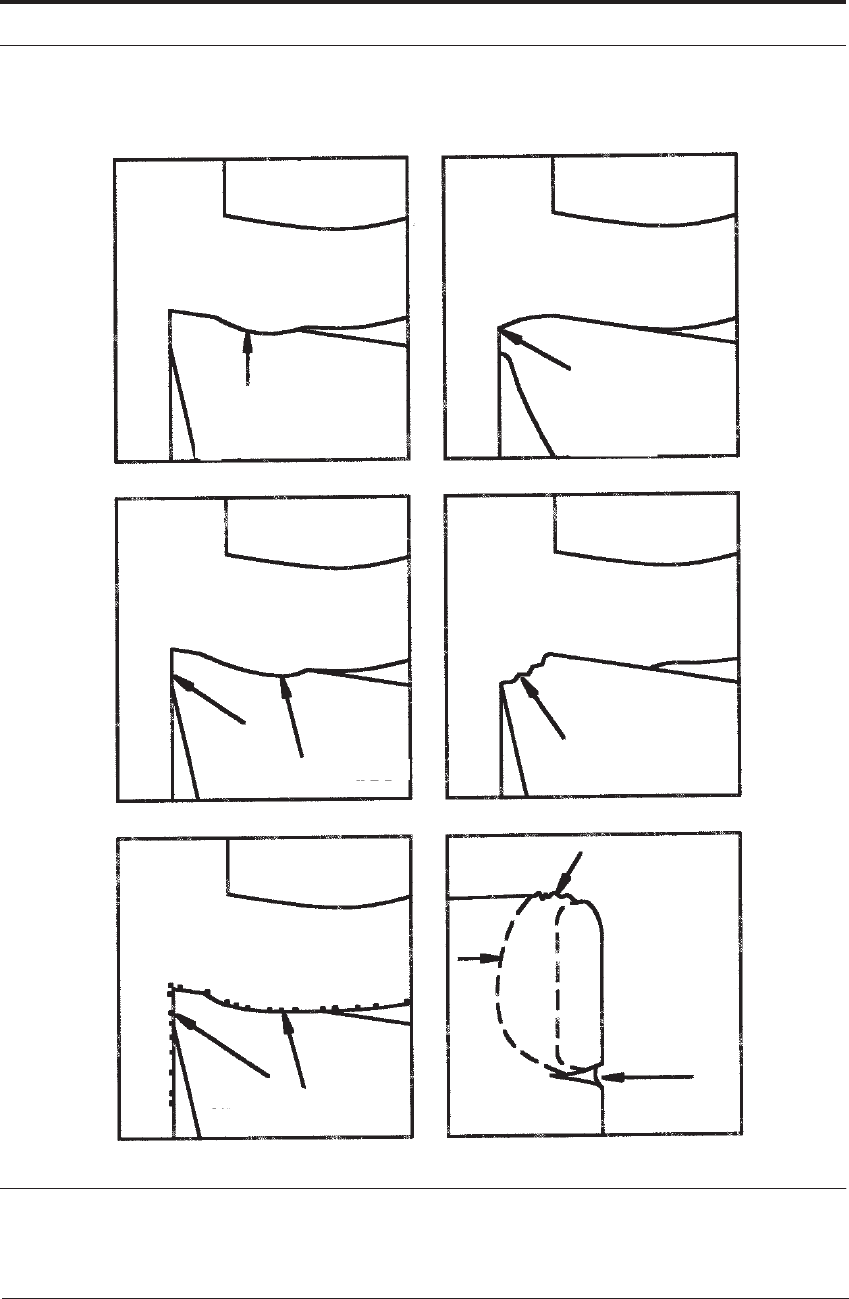
FIGURE 6.24 Wear mechanisms on high speed steel tools: 1) Plastic shear at high temperature, 2)
Deformation of the edge under the applied normal stress, 3) Diffusion and solution 4) Attrition or “plucking”
wear, 5) Abrasion, 6) Notch wear at the perimeter of contact
12
34
56
Sliding
wear
Processes
Abrasive wear
Diffusion wear Attrition wear
Plastic shear
at high
temperature
Deformation
under
compressive
stress