Trent E.M., Wright P.K. Metal Cutting
Подождите немного. Документ загружается.

STRESS DISTRIBUTION 93
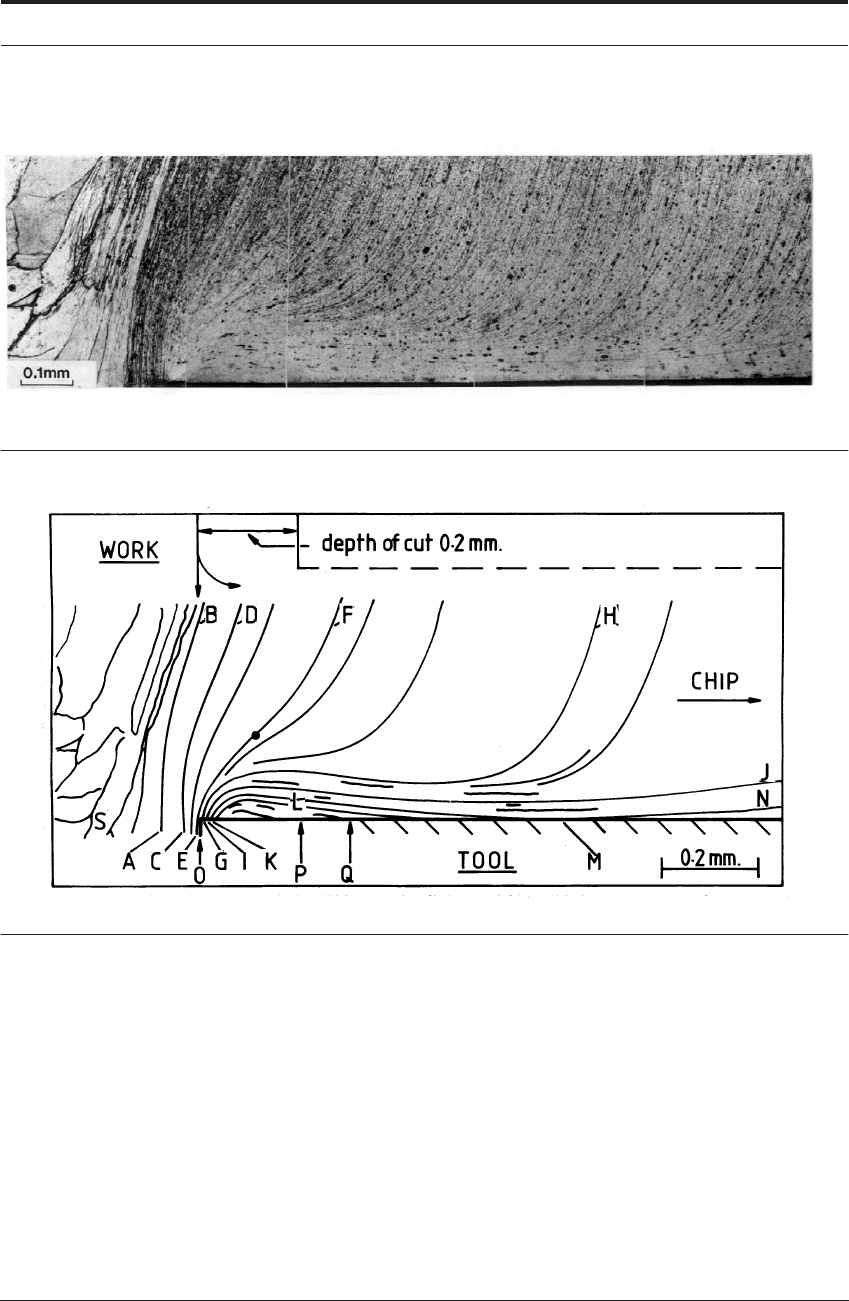
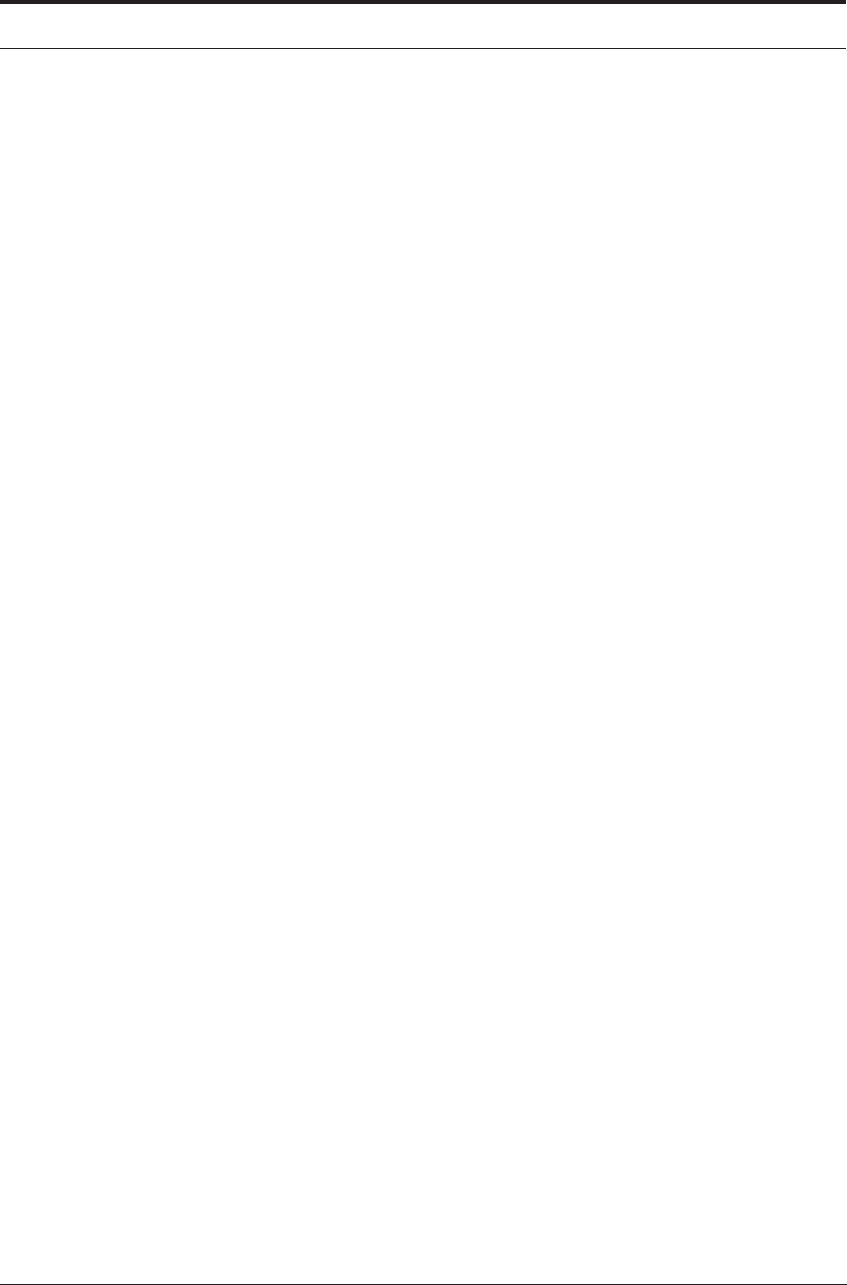
FIGURE 4.27 Quick-stop section through copper chip machined at a slow speed of 1.5 m min
-1
for 300
seconds.
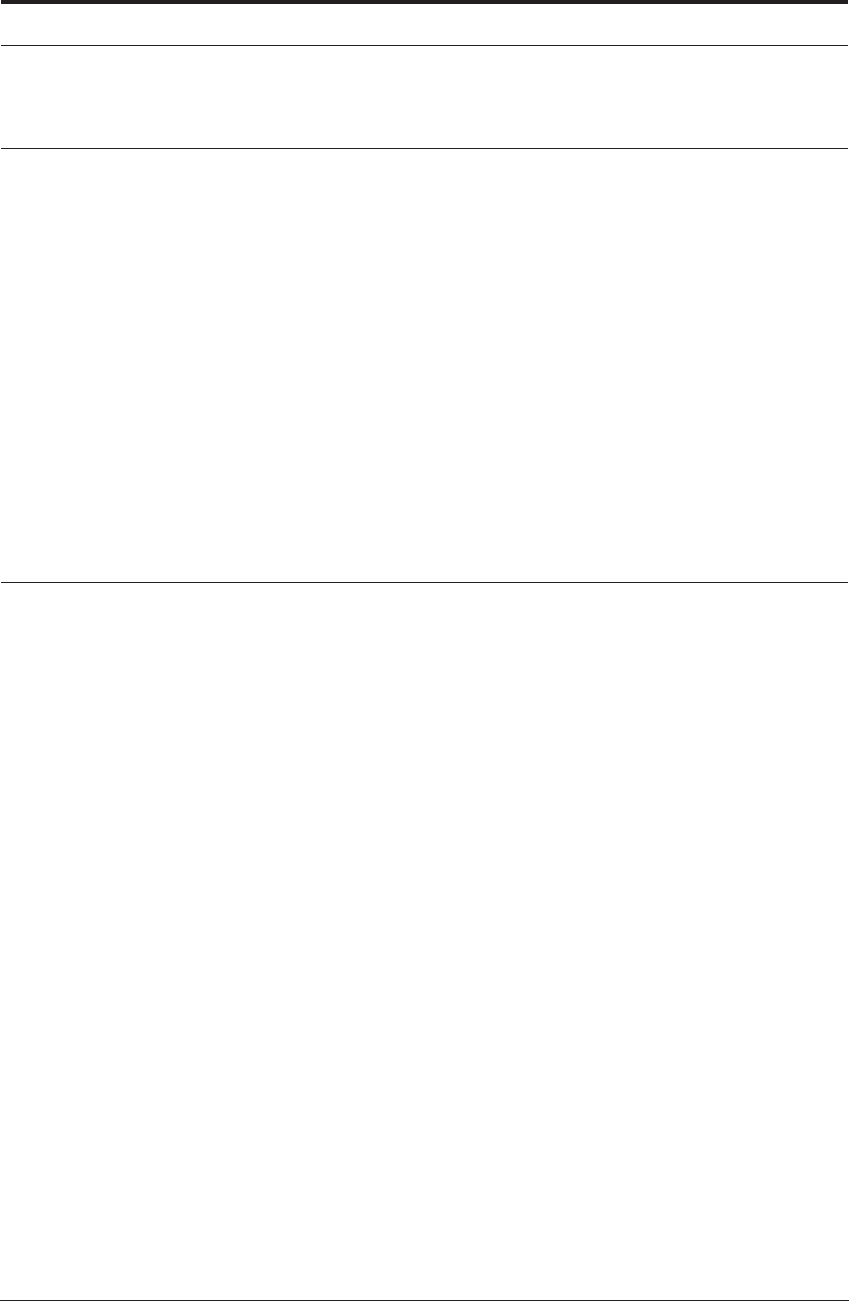
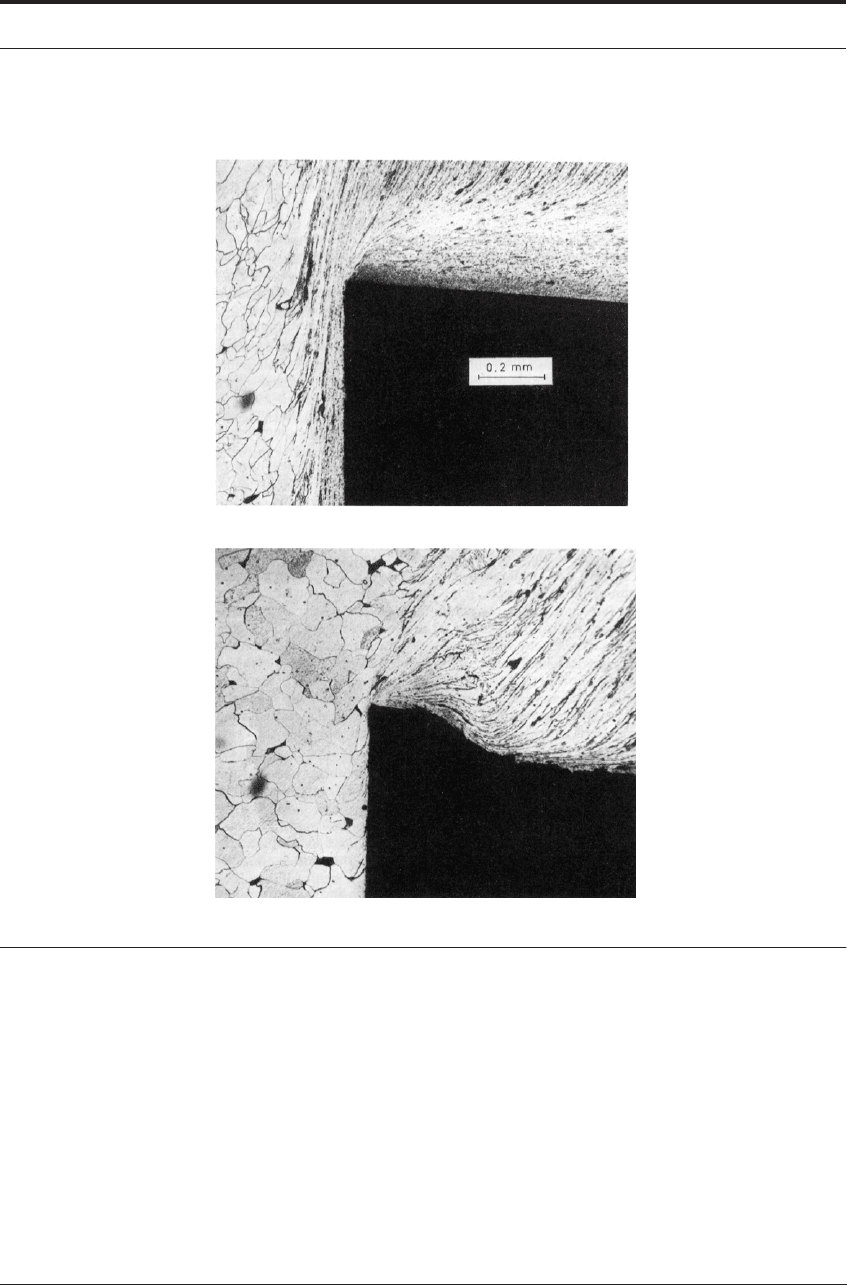
FIGURE 4.28 Tracing of flow lines above. The Zone 1a region was 0.2 to 0.3 mm (OP to OQ). The total
contact length was 3.1 mm. ON is approximately 1.2mm.
Other quick-stop sections that were prepared showed that when cutting speed was increased,
the height and length of the area bounded by KLM decreased. At the highest speed used of 120 m
min
-1
such a region could not be resolved in the quick-stop sections. However, there continued to
be differences in the flow pattern along the contact length. Immediately behind the edge (zone
1a) the deformation lines resembled GH and met the rake face at an acute angle; further back
(zone 1b) the lines resembled NM meeting the tool at ~ 0°. Examination of the used tools from
these experiments at higher speeds and longer cutting times still showed the zone 1a effect as
indicated in Figure 4.26.
The deformation lines in Figure 4.28 exhibit the inflection points because material continuity
must be maintained between metal flowing into the bar and into the chip. Schey
20
has presented

94 FORCES AND STRESSES IN METAL CUTTING
micrographs of metal flow in plane strain forging which show similar patterns. If metal flow tan-
gential to the die is restrained at the interface then the test sample “barrels”, showing flow pat-
terns similar to the line IJ. In Schey’s specimens, regions such as KLM may also be observed on
either side of the vertical axis of the forging. There are also some similarities between the edge
region KLM and the “stagnation point” that occurs in the centre of a fluid jet impacting on a flat
plate (see Batchelor
21
). In using this term stagnation it is not the intention to imply that the
region KLM is a built-up edge and therefore stationary. There was no evidence for this on the
used tools nor in the movie-films of the transparent tool machining copper. In addition, built-up
edges are not expected with commercially pure metals.
8
Rather, the intent is to illustrate that the
metal flow over OM is different from the remainder of the contact length. In the region KLM the
deformation lines turn back on to the rake face. In particular, near K, P and Q the lines give the
impression that a small ‘cap’ of metal exists immediately behind the cutting edge in zone 1a.
Referring only to the chip material immediately adjacent to the tool, these deformation lines con-
firm that the shear strain tangential to the rake face is much less over OPQ than beyond Q.
Beyond point Q, and especially beyond M, the lines are more parallel to the interface corre-
sponding to greater shear stresses.
4.7.9 General summary of photoelasticity work and stress analyses
The salient features of the stress analysis in machining commercial alloys with photoelastic
sapphire tools are summarized in Table 4.7. As proposed by Zorev,
11
and demonstrated by
Amini
15
and by Chandrasekaran and Kapoor,
17
the normal stress was found to peak at the cut-
ting edge and decrease exponentially to zero at the end of the contact length. The shear stress
was either zero or very small at the edge, increasing to a maximum in the middle of the contact
length and reducing to zero at the end of the contact length and reducing to zero at the end of the
contact. The peak normal stress was found to be approximately 1.5 to 2 times the average normal
stress.
4.7.10 A special note on practical machining with ceramics and diamond tools
Under certain cutting conditions, the photoelastic sapphire tools were found to be subjected to
tensile stresses near the stress-free rake face beyond the rear of the contact length. The top right
side of Figures 4.21 and 4.22 show this effect developing. Some discussion on this observation
is also found in Amini
15
and in Chandrasekaran and Kapoor.
17
In practice, tensile stresses should
be avoided particularly when more brittle tool materials are being used. Users of such tool mate-
rials often experience catastrophic failures of the whole corner of an insert, if the production staff
have not set the speeds and feeds at appropriate values. The results above suggest that feed is
much more damaging than speed in this regard and that adjustments should be made on this
basis. Today, with the increasing use of ceramic and diamond tools, new experiments with these
photoelastic sapphire materials may well be the best way of determining the specific feed/speed
combinations at which such unfavorable tensile stresses begin to appear at the rake face. Model-
ing of such conditions is also described in Chapter 11, based on the work of Kistler and col-
leagues.
CONCLUSION 95
4.8 CONCLUSION
The very high normal stress levels account for the conditions of seizure on the rake face. Com-
parison can be made with the process of friction welding, in which the joint is made by rotating
one surface against another under pressure. With steel, for example, complete welding can be
accomplished where the relative speed of the two surfaces is 16-50 m min
-1
(50-150 ft/min) and
the pressure is 45-75 MPa (3-5 tons/in
2
). The stress on the rake face in cutting steel may be five
to ten times as high as this near the tool edge. Seizure between the two surfaces is, therefore, a
normal condition to be expected during cutting.
The existing knowledge of stress and stress distribution at the tool-work interface is far too
scanty to enable tools to be designed on the basis of the localized stresses encountered. Even for
the simplest type of tooling only a few estimates have been made, using a two-dimensional
model, where the influence of a tool nose does not have to be considered. However, the present
level of knowledge is useful in relation to analyses of tool wear and failure, the properties
required of tool materials and the influence of tool geometry on performance.
4.9 REFERENCES
1. Boothyrod, G., Fundamentals of Metal Machining., Marcel Dekker (1990)
2. Kistler, Piezo-electric Force Platforms, Product Literature may be found at <http://www.kis-
tler. com>.
3. Merchant, M.E., J. Appl. Phys., 16, (5), 267 (1945)
4. Lee, H. and Shaffer, B.W., J. Appl. Mech., Trans. A.S.M.E., 73, 405 (1951)
5. Kobayashi, S. and Thomsen, E.G., Trans. A.S.M.E., B84, 71 (1962)
6. Palmer W.B., and Oxley, P.L.B., Proc. Instn. Mech. Engrs., 173, 623 (1959)
The above is based on Oxley’s Ph.D. thesis. Also see:
Oxley, P.L.B. Int. J. of Machine Tool Des. and Res. 2, 219 (1962)
Fenton, R.G., and Oxley, P.L.B., Proc. Instn. Mech. Engrs., 183, (Part 1) 417 (1968-69)
Stevenson, M.G., and Oxley, P.L.B., Proc. Inst. Mech. Engrs., 185, 741, (1970)
Roth, R.N., and Oxley, P.L.B., J. Mech. Eng. Sci., 14, (2) 85 (1972)
Hastings, W.F., Matthew, P. and Oxley, P.L.B., Proc. Roy. Soc., Lond., A371, 569 (1980)
Manyindo, B.M., and Oxley, P.L.B., Proc. Inst. Mech. Engrs., 200, (C5), 349 (1986)
Oxley, P.L.B., Proceedings of the CIRP International Workshop on Modeling of Machin-
ing Operations, held in Atlanta, GA., Published by the University of Kentucky Lexing-
ton, KY, 40506-0108. p.35, (1998)
7. Rowe, G.W. and Spick, P.T., Trans. A.S.M.E., 89B, 530 (1967) A more detailed treatment for
material properties can be found in Wright, P.K., Trans. ASME, Journal of Engineering for
Industry, 104, (3), 285 (1982).
8. Williams, J.E., Smart, E.F. and Milner, DR., Metallurgia, 81, (3), 51, 89 (1970)
9. Eggleston, D.M., Herzog, R. and Thomson, E.G., J. of Engineering for Industry, August, 263
(1959)
10. Rowe, G.W. and Smart, E.F., Proc. 3rd Lubrication Conv., London, p. 83, (1965)
11. Zorev. N.N., International Research in Production Engineering, Pittsburgh, p. 42 (1963)
12. Loladze, T.N., Wear of Cutting Tools, Mashqiz, Moscow (1958)

96 FORCES AND STRESSES IN METAL CUTTING
13. Kato, S. et al., Trans. A.S.M.E., B94, 683 (1972)
14. Rowe, G.W. and Wilcox, A.B., J.I.S.I., 209, 231 (1971)
15. Amini, E., J. Strain Analysis, 3, 206 (1968)
16. Bagchi, A. and Wright, P.K., Proc. Royal Society of London, A 409, 99 (1987)
17. Chandrasekaran, H., and Kapoor, D.V., J. of Engineering for Industry, 87, 495 (1965)
18. Doyle, E.D., et al., Proc. Royal Society of London, A 366, 173 (1979)
19. Wright, P.K., Metals Tech., 8, (4), 150 (1981)
20. Schey, J.A., Friction and Lubrication in Metalworking, (eds F.F. Ling et al), American Soci-
ety for Mechanical Engineers, New York, 20 (1966)
21. Batchelor, G.K., An Introduction to Fluid Dynamics, plate 7, Cambridge University Press
(1967)
CHAPTER 5 HEAT IN METAL
CUTTING
5.1 INTRODUCTION
The power consumed in metal cutting is largely converted into heat near the cutting edge of
the tool, and many of the economic and technical problems of machining are caused directly or
indirectly by this heating action. The cost of machining is very strongly dependent on the rate of
metal removal, and costs may be reduced by increasing the cutting speed and/or the feed rate,
but there are limits to the speed and feed above which the life of the tool is shortened exces-
sively. This may not be a major constraint when machining aluminium and magnesium and cer-
tain of their alloys, in the cutting of which other problems, such as the ability to handle large
quantities of fast moving chips, may limit the rate of metal removal. The bulk of cutting, how-
ever, is carried out on steel and cast iron, and it is in the cutting of these, together with the nickel-
based alloys, that the most serious technical and economic problems occur. With these higher
melting point metals and alloys, the tools are heated to high temperatures as metal removal rate
increases and, above certain critical speeds, the tools tend to collapse after a very short cutting
time under the influence of stress and temperature.
That heat plays a part in machining was clearly recognized by 1907 when F. W. Taylor, in his
paper ‘On the art of cutting metals’, surveyed the steps which had led to the development of the
new high speed steels.
1
These, by their ability to cut steel and iron with the tool running at a
much higher temperature, raised the permissible rates of metal removal by a factor of four. The
limitations imposed by cutting temperatures have been the spur to the tool materials develop-
ment of the last 90 years. Problems remain however, and even with present day tool materials,
cutting speeds may be limited to 30 m min
-1
(100 ft/min) or less when cutting certain creep resis-
tant alloys.

98 HEAT IN METAL CUTTING
It is, therefore, important to understand the factors which influence the generation of heat, the
flow of heat, and the temperature distribution in the tool and work material near the tool edge.
The importance of the heat distribution, not just the amount of heat, was clear to J. T. Nicolson
who studied metal cutting in Manchester, England around the turn of the century. In The Engi-
neer (1904) he stated “There is little doubt that when the laws of variation of the temperature of
the shaving and tool with different cutting angles, sizes and shapes of cut, and of the rate of abra-
sion... are definitely determined, it will be possible to indicate how a tool should be ground in
order to meet with the best efficiency... and the various conditions to be found in practice.”
2
However, determination of temperatures and temperature distribution in the vitally important
region near the cutting edge is technically difficult, and progress has been slow in the more than
100 years since the problem was clearly stated. Recent research is clarifying some of the princi-
ples, but the work done so far is only the beginning of the fundamental survey that is required.
5.2 HEAT IN THE PRIMARY SHEAR ZONE
The work done in (1) deforming the bar to form the chip and (2) moving the chip and freshly
cut work surface over the tool is nearly all converted into heat. Because of the very large amount
of plastic strain, it is unlikely that more than 1% of the work done is stored as elastic energy, the
remaining 99% going to heat the chip, the tool and the work material.
Under most normal cutting conditions, the largest part of the work is done in forming the chip
at the shear plane. Boothroyd describes the method for calculating the approximate mean tem-
perature rise in the body of the chip from measurement of tool forces, knowledge of the cutting
parameters and data for the thermal properties of the work material.
3
Using an upper bound type analysis the rate of doing work in a discrete parallel sided primary
zone is
(5.1)
where k
p
is the average shar strength in the primary zone, S
p
is the area of the shear plane and
V
s
the shear velocity. Assume first that a fraction of the heat, β, is conducted back into the bar.
This leaves a fraction (1-β) to be absorbed by the volume of material (S
p
V
n
), flowing across the
zone. This is converted into heat giving the temperature rise for the primary zone as
(5.2)
where ρ and c are the density and specific heat and V
n
is the velocity normal to the shear
plane. V
s
and V
n
may be calculated from the simple hodograph for machining. Alternatively,
expressing equation 5.2 in terms of measurable quantities
dW
dt
-------- k
p
S
p
V
s
=
ΔT
p
k
p
V
s
ρcV
n
-------------
1 β–()=
HEAT IN THE PRIMARY SHEAR ZONE 99
(5.3)
where F
c
and F
f
are the cutting forces, φ is the shear plane angle, α is the tool rake angle and
w
1
t
1
is the product of the undeformed chip width and thickness. As indicated above, most of the
heat generated on the shear plane passes into the chip, but a proportion is conducted into the
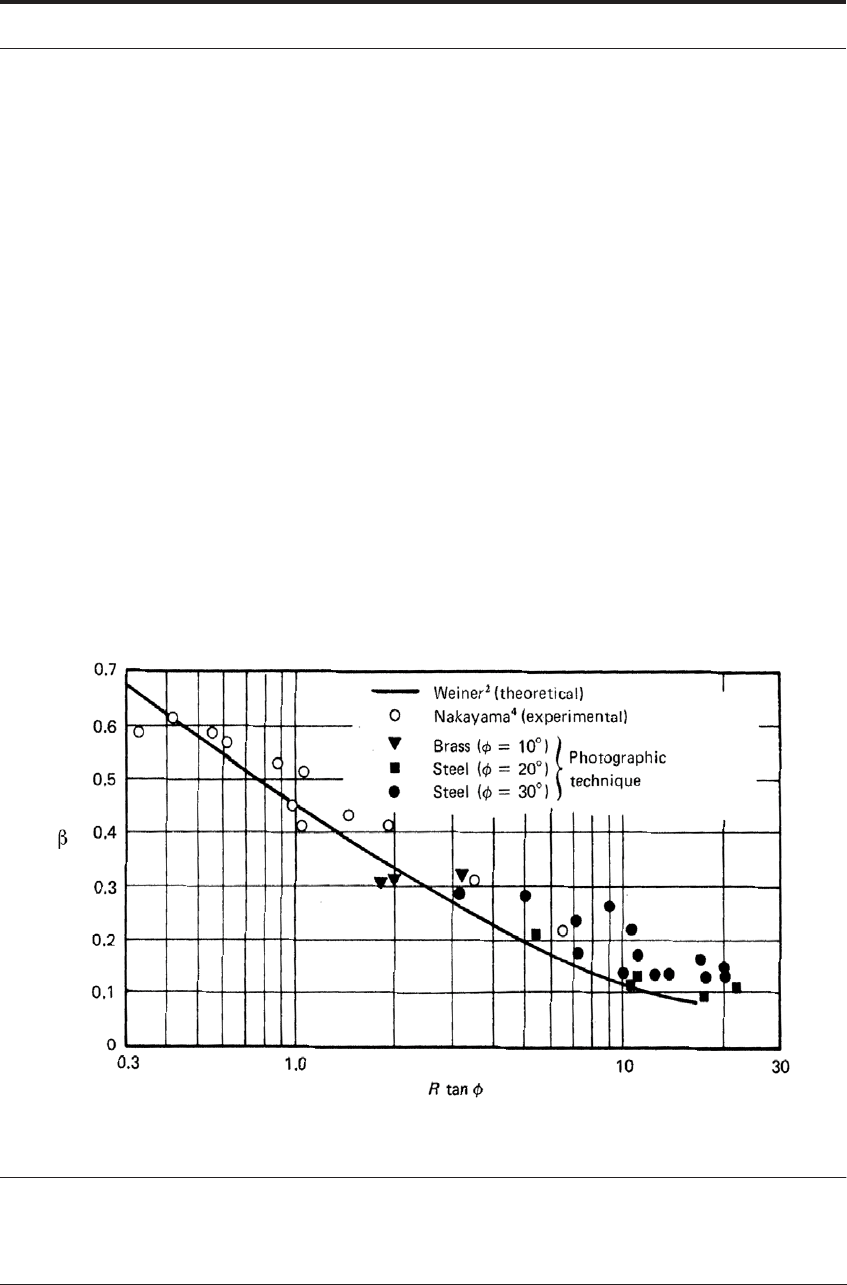
work material. Theoretical calculations and experimentally determined values show that this
proportion (β) may be as high as 50% for very low rates of metal removal, materials with high
conductivity and small shear plane angles. However, for high rates of metal removal and
machining steel (where temperature effects become a serious problem) it is of the order of 10-
15%. To calculate the temperature rise in the chip the value of β should be determined using
Boothroyd’s experimental graph based on the thermal number for machining (Figure 5.1).
3
The
thermal number is given by
(5.4)
where V
w
is the work material velocity and k
t
the thermal conductivity.
FIGURE 5.1 Boothroyd’s expermental curve for the proportion of heat conducted back into the
workmaterial
ΔT
p
F
c
φcos F
f
φsin–()αcos
ρcw
1
t
1
φα–()cos
-----------------------------------------------------------
1 β–()=
R
T
ρcV
w
t
1
k
t
------------------=
100 HEAT IN METAL CUTTING
The temperature of the body of the chip (in the absence of a built-up edge) is not greatly influ-
enced by the cutting speed. The value of β decreases as the cutting speed is raised, and there is
an increase in temperature because less heat flows back into the work material, but the chip body
temperature tends to become constant at high speeds. Calculation of chip body temperature to
higher accuracy requires data for the variation with temperature of the specific heat and thermal
conductivity of the work material.
The most obvious indication of the temperature of steel chips is their color. When steel is
machined at high speed without the use of a coolant, the chip is seen to change color, usually to
a brown or blue, a few seconds after leaving the tool. These ‘temper colors’ are caused by a thin
layer of oxide on the steel surface and indicate a temperature on the order of 250 to 350
°
C. At
very low speeds the chip does not change color, indicating a lower temperature, usually associ-
ated with a built-up edge. Under very exceptional conditions, when cutting fully hardened steel
or certain nickel alloys at high speed, chips have been seen to leave the tool red hot - i.e. a tem-
perature over 650
°
C - but in most operations when cutting steel the chip body reaches a temper-
ature in the range 200 - 350
°
C.
The temperature of the chip can affect the performance of the tool only as long as the chip
remains in contact; the heat remaining in the chip after it breaks contact is carried out of the sys-
tem. Any small element of the body of the chip, after being heated in passing through the shear
zone, is not further deformed and heated as it passes over the rake face, and the time required to
pass over the area of contact is very short. For example, at a cutting speed of 50 m min
-1
(150 ft/
min), if the chip thickness ratio is 2, the chip velocity is 25 m min
-1
(75 ft/min). If the contact on
the rake face (L) is 1 mm long, a small element of the chip will pass over this area in just over 2
milliseconds. Very little of the heat can be lost from the chip body in this short time interval by
radiation or convection to the air, or by conduction into the tool.
In one investigation, the temperature of the top surface of the chip was measured by a radiation
pyrometer.
4
A low carbon steel was being cut under the following conditions:
The temperature of the top surface of the chip was shown to be 335
°
C and a very small tem-
perature increase, 2
°
C, was recorded as it passed over the contact area, due to heat generated on
the rake face.
While heat may also be lost from the body of the chip by conduction into the tool through the
contact area, it will be shown that, under most conditions of cutting, particularly at high rate of
metal removal, the work done by the feed force, F
f
, heats the flow-zone at the under surface of
the chip to a temperature higher than that of the body of the chip. More heat then tends to flow
into the body of the chip from the flow-zone, and no heat is lost from the body of the chip into
the tool by conduction.
cutting speed 160m min
-1
(500
ft/min)
feed 0.32 mm rev
-1
(0.013 in/rev)
depth of cut 3 mm (0.125 in)
HEAT IN THE PRIMARY SHEAR ZONE 101
FIGURE 5.2 Metal flow around edge of tool used to cut very low carbon steel (as Figure 3.18); (a) using
normal tool (b) using tool with restricted contact on rake face (see Figure 4.11)
The amount of heat conducted into the workpiece is often higher than that calculated using
Boothroyd’s idealized model in which heat is generated on the shear plane (OD in Figure 4.1).
3
In reality the strain is not confined to a precise shear plane, but takes place in a finite volume of
metal, the shape of which varies with the material being cut and the cutting conditions. Quick-
stop sections provide evidence that the strained region does not terminate at the cutting edge.
Figure 3.18 shows the flow around the edge of a tool used to cut a low carbon steel.
Figure 5.2a shows the region near the cutting edge when machining a commercially pure iron
at 16 m min
-1
(50 ft/min) at a feed of 0.25 mm (0.01 in per rev). With both materials the
deformed region visibly extends into the work material at the cutting edge. Thus a zone of

102 HEAT IN METAL CUTTING
strained and heated material remains on the new workpiece surface. In many operations, such as
turning, much of the metal heated during one revolution of the workpiece is removed on the next
revolution, and this portion of the heat is also fed into the chip. However, some of the heat from
the deformed layer of work material is conducted back into the workpiece and goes to raise the
temperature of the machined part. It is sometimes necessary to remove this heat with a liquid
coolant to maintain dimensional accuracy.
The thickness of the deformed layer on the workpiece is very variable. For example, Figure
5.2b shows a quick-stop section through the same work material as Figure 5.2a but the cutting
speed was 110 m min
-1
(350 ft/min) and the tool was shaped to give reduced contact length. The
visibly deformed zone at the work surface below the cutting edge extends to a depth of not more
than 20 μm (compared with more than 100 μm in Figure 5.2a) and heating of the surface must
have been correspondingly reduced.
Low cutting speeds, low rake angles and other factors which give a small shear plane angle
tend to increase the heat flow into the workpiece. Alloying and treatments which reduce the duc-
tility of the work material will usually reduce the residual strain in the workpiece.
To sum up, most of the heat resulting from the work done on the shear plane to form the chip
remains in the chip and is carried away with it, while a small but variable percentage is con-
ducted into the workpiece and raises its temperature. This part of the work done in cutting makes
a relatively unimportant contribution to the heating of the cutting tool.
5.3 HEAT AT THE TOOL/WORK INTERFACE
The heat generated at the tool/work interface is of major importance in relation to tool perfor-
mance, and is particularly significant in limiting the rates of metal removal when cutting iron,
steel and other metals and alloys of high melting point. In most publications the generation of
heat in this region is treated on the basis of classical friction theory; here the subject is reconsid-
ered in the light of the evidence that seizure is a normal condition at the tool/work interface. First
it is necessary to discuss in more detail the pattern of strain in the built-up edge or in the flow-
zone, which constitute the main heat sources raising the tool temperature.
5.3.1 Interface temperatures with a built-up edge
From photomicrographs of built-up edges (Figures 3.21 and 5.3) the amount of strain in the
main part of these structures is seen to be many times greater than in the body of the chip. Con-
sequently, much more energy is expended per unit volume in the built-up edge, and higher tem-
peratures are generated, than in the body of the chip. The lower part of the built-up edge is
formed during the first few seconds cutting. For most of the duration of cutting this part remains
stationary and unstrained.
It is the region near the boundary between chip and built-up edge (O´to B in Figure 3.22) that
is subjected to continuous strain. The heat generated in this region raises its temperature above
that of the chip. Heat is conducted both into the chip, to be carried out of the system, and through
the body of the built-up edge into the tool. This is the main heat source raising the tool tempera-
ture. The highest temperature is in this region of heat generation and the tool/work interface tem-