Синица Л.М. Организация производства
Подождите немного. Документ загружается.

жны находиться в процессе обработки в каждый данный момент вре-
мени, по формуле
Z
— цикловой задел по предметам труда у'-го наименования, шт.;
Т
.
— длительность производственного цикла изготовления или сбор-
ки партии деталей у'-го наименования, дн.; N — среднесуточная по-
требность сборки в деталях у'-го наименования, шт.
Расчет циклового задела может основываться на ранее установ-
ленных нормативных величинах периодичности изготовления партий
соответствующих деталей h и длительности производственного цикла
их обработки.
Нормативные цикловые заделы на любую дату можно определить
непосредственно из календарных графиков работы производственных
участков.
Складские заделы устанавливаются для необходимости резерва на
случай возможного опоздания изготовления очередной партии. При
равномерном расходовании деталей для питания дальнейших техноло-
гических стадий производства складской задел Z рассчитывается по
формуле
где
Z
cki
— складской задел по предметам труда у'-го наименования,
шт.; и и — величина партии предметов труда у'-го наименования
цеха-поставщика и цеха-потребителя соответственно, шт.; Z — стра-
ховой задел предметов труда у'-го наименования.
Складские заделы могут устанавливаться методом статистическо-
го моделирования на основе данных фактических отклонений в сро-
ках изготовления предметов труда в условиях данного производствен-
ного участка.
Нормативная величина переходящих цикловых и складских заде-
лов на 1-е число месяца может быть точно исчислена на основе конк-
ретного графика, определяющего календарные сроки запуска и выпус-
ка партий деталей по отдельным участкам (цехам).
Нормативная величина незавершенного производства включает
цикловой и складской заделы. В стоимостном выражении она опреде-
ляется по формуле
Z
.
= С. (Z К + Z .),
II.
I
II.
/ /
v
II
/
II. I
скл
1"
где Z
N
,
s и
— незавершенное производство по предмету труда у'-го
наименования, р.; С — себестоимость предмета труда у'-го наимено-
160
вания, p.; K
t
з
— коэффициент, учитывающий нарастание затрат при
изготовлении предметов труда у'-го наименования.
Расчеты календарно-плановых нормативов в единичном производ-
стве.
Основным календарно-плановым нормативом в единичном произ-
водстве является длительность производственного цикла изготовления
заказа. Расчет его проводят в порядке, обратном ходу технологическо-
го процесса, от заключительной выпускающей фазы до запуска матери-
алов в обработку в заготовительных цехах предприятия.
Сначала разрабатывается календарный график монтажной (об-
щий) и узловой сборки изделия, который называется циклограммой
сборки.
Наиболее эффективно построение циклограммы сборки при помо-
щи сетевых методов планирования. Создается сетевая модель сбороч-
ного процесса, показывающая последовательность выполнения отдель-
ных работ монтажа изделия, порядок вхождения узлов и подузлов,
возможность параллельного выполнения работ. После этого устанав-
ливается продолжительность выполнения отдельных работ на основе
нормативной трудоемкости отдельных операций сборочного процесса
по формуле
in т
т
= I ——
" ,= | РМ
а
, К,'
где
Т
ц
— длительность выполнения работы, ч; Г
б
— нормативная тру-
доемкость сборочной операции, ч; РМ
с6
— число рабочих, занятых на
данной сборочной операции, чел.; К, — плановый коэффициент выпол-
нения норм выработки; / = 1, m — количество операций.
Далее рассчитываются параметры сетевой модели и определяется
критический путь, т. е. длительность производственного цикла выпол-
нения сборочного процесса изделия. От даты выпуска изделия парамет-
ры сетевого графика привязывают к календарю и устанавливают сроки
выполнения отдельных работ. Расчеты производятся с помощью ЭВМ.
После определения длительности производственного цикла выпол-
нения сборочного процесса рассчитывается длительность цикла меха-
нической обработки деталей с целью установления начальных сроков
запуска деталей в механическую обработку и обеспечение своевремен-
ного их изготовления и подачи на сборку в соответствии с циклограм-
мой сборочных работ.
Цикл изготовления деталей в единичном производстве устанавли-
вается по ведущим деталям каждого изделия или каждого узла комп-
лекта. Ведущие детали — это детали, отличающиеся наибольшей тру-
доемкостью и многооперационностыо обработки. Они определяются по
161
каждому
из
обрабатывающих цехов, комплектующих сборку данного
изделия. Расчет длительности производственного цикла изготовления
партии ведущих деталей производится
по
формуле, применяемой
при
последовательном виде движения предметов труда (см.
гл. 3).
Изготовление остальных деталей соответствующего заказа (узла)
выполняется параллельно
в
календарном отношении
с
обработкой
ве-
дущей детали.
С работой механических цехов переплетаются работы термичес-
ких
и
гальванических цехов,
в
которых длительность пребывания
де-
талей устанавливается укрупненно
для
каждого захода деталей
в эти
цехи
с
учетом технологических операций
и
обрабатываемого матери-
ала
по
данным наблюдений
и
замеров фактического времени.
Цикл обработки деталей служит основой для определения сроков про-
изводства заготовок
и
установления общей продолжительности цикла из-
готовления
по
данному заказу
в
целом.
С
этой целью составляется цикло-
вой график выполнения заказа, который является важнейшим документом
межцехового оперативного планирования
в
единичном
и
мелкосерийном
производстве.
При
составлении циклового графика учитываются меж-
цеховые перерывы
и
устанавливаются календарные опережения отдель-
ных частичных процессов изготовления изделий
по
отношению
к
сроку
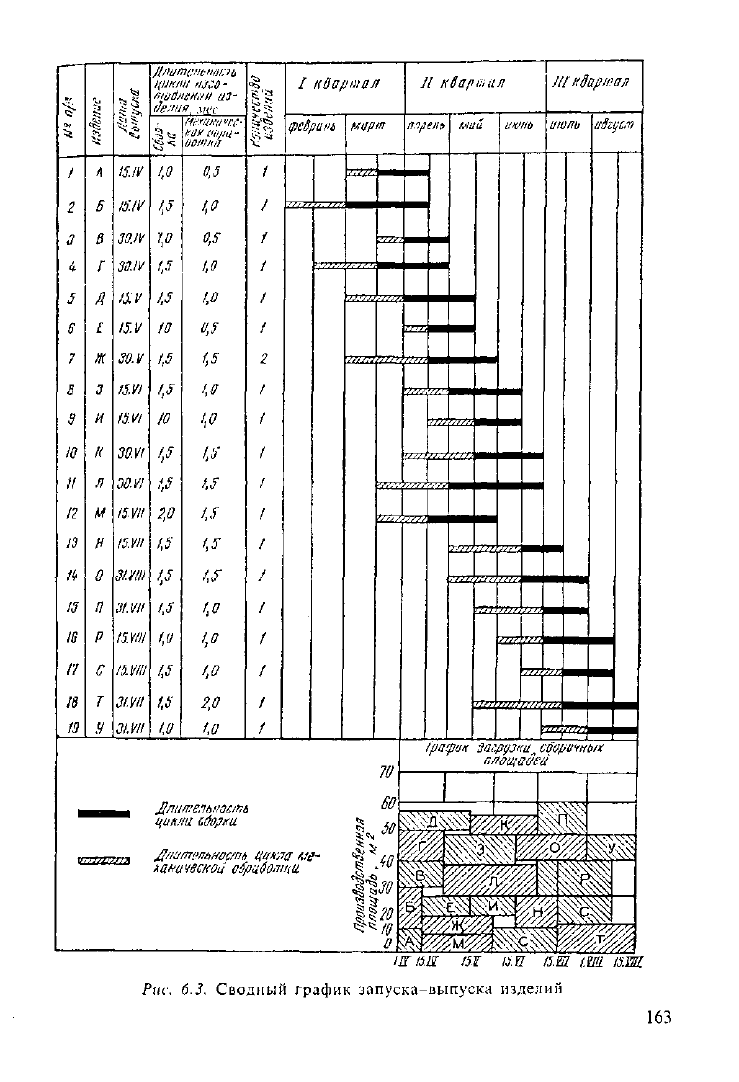
их выпуска. Затем строится сводный график запуска-выпуска всех изде-
лий, предусмотренных производственной программой
на
очередной пла-
новый период (рис. 6.3). Отправными точками при
его
построении явля-
ются намеченные сроки выпуска изделий
по
плану.
При
этом загрузка
производственных площадей
и
оборудования работами рассчитывается
с
учетом выполнения различных заказов, проходящих
в
один
и тот же ка-
лендарный период через соответствующие стадии производства. Сводный
график выполнения заказов должен обеспечивать полную увязку
в
рабо-
те технических
и
производственных подразделений предприятия.
6.4. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ
ПЛАНИРОВАНИЕ В МАССОВОМ ПРОИЗВОДСТВЕ
На начальной стадии оперативно-производственного планирова-
ния производится календарное распределение годовой (квартальной)
программы выпуска
по
месяцам.
В
условиях массового (крупносерий-
ного) производства порядок календарного распределения следующий:
1) устанавливается характер распределения выпуска отдельных
изделий
на
протяжении планируемого года.
При
этом возможны сле-
дующие варианты:
162
J)
^1
Jl/iumciiLito{;ib
ЦНИИII
IIJ со -
niud.'iciniH
из-
йнпия,
мес
11
»|
5i
^1
is*
/•/nn/wi:,;.
Оотт]
/
Л IS. IV
1,0
0,0
/
г
5
ts.iv
i
t
s
1,0
/
3
В
30.lv
\0
0,5
/
i
Г
30.1V 1,5
1,0
/
s
Д
l&V
1,5
1,0
/
s
£
IS.V 10
0,5
/
7
Ж
зо.
v
1,0
1,5 2
8
3
15.VI
1,5
1,0
1
3
И
IS.VI
10
1,0
/
10
К
30.41
if
1,5
1
1/
л
SO. VI
1,5
1,5
1
12
М
ism
2,0
1,5
I
13
И
IS.VI/
1,5
1,5
1
III
0
31.У/П
1,5
1,S
!
IS
п
31.VII
1,5
1,0
1
16
р
I5.VI1I
1,4 1,0
1
17 с
I5.VIII
1,5
1,0
/
18
т
3I.VII
1,5
2,0
1
19 У
31.
VII
1,0
1,0
1
I квартал
7/еороиь
карт
11
к Sap та л
T
tr.ipei/t
чип
июнь
Мкдартад
ант
а1густ
Длительность
цинна
сборни.
Длительность цата
ме-
ханической
обработки.
70
SO
ft*
|1И
о
Ipaipuri загрузни сборочном
площадей
IЖ 15.11
151 ИВ
15.Ш
1.Ш
IS.M
Рис. 6.3.
Сводный график запуска-выпуска изделий
а) равномерный выпуск изделий на протяжении года, пропорцио-
нальный числу рабочих дней по месяцам (используется при стабильной
потребности в данных изделиях);
б) равномерно нарастающий (или убывающий) выпуск, пропорци-
ональный числу рабочих дней (применяется при растущей (или снижа-
ющейся) потребности в данных изделиях);
в) нарастающий выпуск по параболе при освоении новых изделий;
2) учитываются сроки выпуска изделий разных модификаций, из-
готовляемых в массовом порядке, оговоренные договорами с потреби-
телями;
3) производится распределение изделий исходя из конкретных ус-
ловий производства, договорных обязательств и определяется темп
выпуска изделий;
4) проводятся проверочные расчеты загрузки оборудования и осу-
ществляется корректировка расчетов.
В массовом производстве наибольшее распространение получи-
ла система оперативного планирования производства по ритму вы-
пуска. С помощью этой системы обеспечивается слаженный ход ра-
боты всех звеньев производства путем выравнивания их
производительности к такту (ритму) выпуска готовой продукции.
При планировании по ритму выпуска основной планово-учетной
единицей является деталь, а для механосборочных и сборочных це-
хов — агрегат или готовая машина (изделия). Одновременно эти
цехи получают и подетальные расшифровки производственных за-
даний, где определяется количество деталей каждого наименования,
которое должно быть получено и изготовлено цехом для обеспече-
ния планируемого выпуска агрегатов или изделий. Объем задания
цехам по каждой детали определяется в штуках. Для расчета исполь-
зуется цепной метод или метод цеховых спецификаций. При цепном
методе расчет ведется обратно ходу технологического процесса,
последовательно от сборочных (выпускающих) к обрабатывающим,
а затем к заготовительным цехам, т. е. в соответствии с планом сбы-
та (реализации) продукции сначала устанавливается задание выпус-
ка готовой продукции сборочным цехам. Далее определяется коли-
чество деталей, узлов и агрегатов, которое должно быть подано в
сборочный цех, затем в механический и т. д. Программное задание
по выпуску деталей и узлов каждого наименования рассчитывается
по каждому цеху так, чтобы оно обеспечивало потребность в этой
детали (узле) в последующем по ходу технологического процесса для
запуска ее в обработку. Учитываются также поставки на сторону и
164
необходимое пополнение межцехового задела. Расчет ведется по
формуле
Br
W.,
вп
>ы
„„ =—£ + вп,„ + (Н Н
ф
,,,.),
it.
л
где ВП
вь|||//
— объем выпуска /-го наименования детали, узла (продук-
ции) в натуральном выражении ву'-м цехе; ВП.
п
— объем выпуска
/-го вида детали, узла продукции, предназначенный к запуску в произ-
водство в последующем по ходу технологического процесса (/'+1)-м
цехе;
i
—
1, ...,т — виды продукции; К
в
— коэффициент выхода де-
талей /-го вида в у'-м цехе; ВП.
ст
— объем выпуска деталей /-го вида на
сторону в у'-м цехе; H
n j(
.— нормативный уровень межцехового заде-
ла по i-й детали между цехами у и у + 1 на начало планового перио-
да; Н
ф
,
t
. — фактический уровень межцехового задела между цехами у
и
у
+ Т."
Программа по запуску каждой детали ВП
ым
определяется исхо-
дя из потребности выпуска и необходимого пополнения внутрицехово-
го задела до нормы:
ВП =ВП +(Н -Н, .),
чаи
I/
цып
;/
л.
ц/
ф.
ц/'
где Н
м ц
— нормативный уровень циклового задела по данной детали
в у'-м цехе на начало планового периода; Н
ц
. — фактический уровень
циклового задела по данной детали в у'-м цехе.
Производственные задания по цехам методом цеховых специфи-
каций составляются одновременно по всей совокупности цехов на ос-
нове цеховых спецификаций применяемости деталей, в которых пока-
зано,
какое количество деталей по каждому наименованию идет на тот
или иной узел машины. Имея программу выпуска машин и узлов и
цеховые спецификации, подсчитывают потребность в каждом виде уз-
лов и деталей по цехам и предприятию в целом. При этом планы цехов
корректируются с учетом восполнения заделов до нормативной вели-
чины. Разработка планов по цехам сопровождается расчетами загруз-
ки и пропускной способности оборудования.
На предприятиях массового производства разработка цеховых но-
менклатурно-календарных планов осуществляется на ЭВМ.
Номенклатурно-календарные планы включают:
шифр или индекс детали и количество деталей на машину для раз-
личных модификаций;
шифр цеха-потребителя, которому сдается изготовленная деталь;
шифр поставщика заготовки или полуфабриката;
165
количество деталей
на
выпуск машин, запасных частей,
на
сторону;
нормативная
и
фактическая величина межцехового задела
по де-
талям;
общее количество
к
сдаче.
При этом каждому цеху устанавливаются
три
плана:
• получения, составляется
в
разрезе цехов-поставщиков;
• изготовления, составляется
по
участкам цеха-изготовителя;
• сдачи, составляется
в
разрезе цехов-потребителей.
К месячным планам дополнительно выдаются коррективы
в
резуль-
тате дополнительных заданий, временного отставания
от
плана
или
снижения спроса. Устанавливаются сменнно-суточные графики сдачи
основной продукции.
В массовом производстве основным звеном планирования, регули-
рования
и
учета выпуска продукции является поточная
и
автоматичес-
кая линии, работа которых регламентируется установленным тактом.
Кроме такта устанавливаются темп работы линии
и
каждого рабочего
места, периодичность подачи заготовок
на
первую операцию, виды
за-
делов
на
линии, порядок
их
расходования
и
восполнения.
При планировании работы поточных
и
автоматических линий
плановики цеха
в
случае необходимости вносят коррективы
в
темпы
изготовления
и
сдачи деталей,
а
также
в
графики работы линий. Если
фактическое положение значительно отклоняется
от
запланированно-
го,
то
составляются временные графики, которые могут менять расста-
новку рабочих
по
операциям, маршрут
и
чередование многостаночной
работы, сроки восполнения заделов.
6.5. ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕ
ПЛАНИРОВАНИЕ
В СЕРИЙНОМ ПРОИЗВОДСТВЕ
Календарное распределение выпуска
в
серийном производстве
проходит
ряд
этапов.
1.
Распределяются
по
месяцам
те
изделия, выпуск которых запла-
нирован
на
протяжении всего года.
При
этом выбирается вариант рас-
пределения, рассмотренный
при
массовом производстве.
2.
Определяется полезный фонд времени оборудования
и
площадей,
необходимый
на
обработку
и
сборку данной номенклатуры изделий.
3.
Определяется остаточная часть фонда времени
для
изготовле-
ния других изделий, предусмотренных программой выпуска.
Эти
изде-
лия распределяются
в
календарном отношении
в
соответствии
со
сро-
ками, указанными договорными обязательствами.
166
4.
Все изделия, срок выпуска которых лежит в близких интерва-
лах времени, разбиваются на несколько комбинаций или наборов, бо-
лее или менее равномерно загружающих оборудование, с таким рас-
четом, чтобы максимально сократить количество различных
номенклатурных позиций, закрепляемых в отдельные месяцы.
5.
Каждый набор изделий закрепляется за определенным отрезком
планового периода. Причем желательно периодическое повторение
одинаковых сочетаний изделий на протяжении года, что создает бла-
гоприятные предпосылки для ритмичной работы. Последовательный
запуск наборов изделий должен исчерпать номенклатуру и объем вы-
пуска по годовой программе.
6. Проводятся проверочные расчеты загрузки оборудования при
различных комбинациях операций.
В серийном производстве применяются следующие системы опера-
тивно-производственного планирования (ОПП):
• планирования по цикловым комплектам;
• планирования по заделам;
• непрерывного ОПП по опыту Новочеркасского электровозост-
роительного завода;
• планирования по комплектовочным номерам или машинокомп-
лектам и др.
Применяемые системы ОПП по типам проиводства приведены в
табл. 6.3.
Основной планово-учетной единицей для обрабатывающих цехов
являются цикловой (групповой) комплект деталей и заготовок, услов-
ный комплект или сутко-комплект деталей и заготовок; для выпускаю-
щих цехов (сборочных) — во всех случаях изделия или партия изделий.
Для межцехового планирования по цикловым комплектам исходны-
ми документами являются номенклатурно-календарный план производ-
ства изделий на год и массив информации о составе циклового комплек-
та, в котором перечисляются все входящие в него детали и приводятся
календарно-плановые нормативы для каждой детали и всего комплекта
в целом. Плановые сроки запуска — выпуска цикловых комплектов по
каждому цеху устанавливаются на основе заданных сроков выпуска го-
товых изделий по плану, установленной очередности подачи комплектов
на сборку и нормативной длительности производственных циклов. Эти
сроки лежат в основе составления производственных программ цехам.
В производственной программе перечисляются все изделия и цик-
ловые комплекты, подлежащие изготовлению в данном цехе в плани-
руемом квартале. По каждому из них устанавливаются количество и
сроки выпуска по месяцам.
167
Планы работы участков при этой системе представляют собой ка-
лендарные планы запуска-выпуска партий деталей, закрепленных за
данным участком и входящих в групповые комплекты, предусмотрен-
ные месячным планом.
Система планирования по цикловым комплектам способствует рит-
мичному ходу производства и значительно сокращает время пролежива-
ния деталей. Ее целесообразно применять в условиях устойчивого серий-
ного производства при значительных циклах сборки партий изделий.
Самая распространенная вследствие своей гибкости система — это
система планирования по заделами. При данной системе заранее опре-
деляется расчетный уровень задела по деталям, полуфабрикатам и уз-
лам для каждого цеха. Задача заключается в поддержании заделов на
этом расчетном уровне. Эта система имеет ряд модификаций, к которым
относится «система Р-Г». В основе «системы Р-Г» лежит определение
показателя обеспеченности Р-Г, где Р — разряд обеспеченности, пока-
зывающий, на сколько дней цех (участок) обеспечен деталями (полу-
фабрикатами), а Г — группа опережения, показывающая время опере-
жения начала изготовления данного полуфабриката по сравнению со
временем выпуска готовой продукции. Разность между разрядом обес-
печенности и группой опережения показывает, насколько обеспеченность
выше (ниже) нормальной потребности.
Объем задания по каждой детали определяется в днях (пятидневках)
комплектного обеспечения выпуска конечной продукции предприятия.
Новочеркасская система ОПП включает разработку следующих
этапов:
1) устанавливается ведущее изделие — условный представитель,
т. е. изделие, которое преобладает в производственной программе и по-
стоянно изготавливается на протяжении всех месяцев планируемого пе-
риода примерно в одинаковых количествах. Все остальные изделия как
бы условно комплектуют это ведущее изделие. На этой основе произво-
дится расчет условного комплекта деталей на изделие-представитель.
Пример расчета условного количества деталей А на изделие-пред-
ставитель электровоз ВЛ-60 приведен в табл. 6.3;
2) производится расчет необходимых опережений по каждой дета-
ли по всем технологическим переделам и на этой основе определяется
размер заделов, который должен быть обязательным и неснижаемым,
поэтому он как бы «снимается» с учета. Это дает возможность устано-
вить единый календарный график-задание в условных машино-комп-
лектах для всех цехов, не дифференцируя задание согласно календар-
ным опережениям. Таким образом, все цехи работают над закрытием
единого номера комплекта;
168
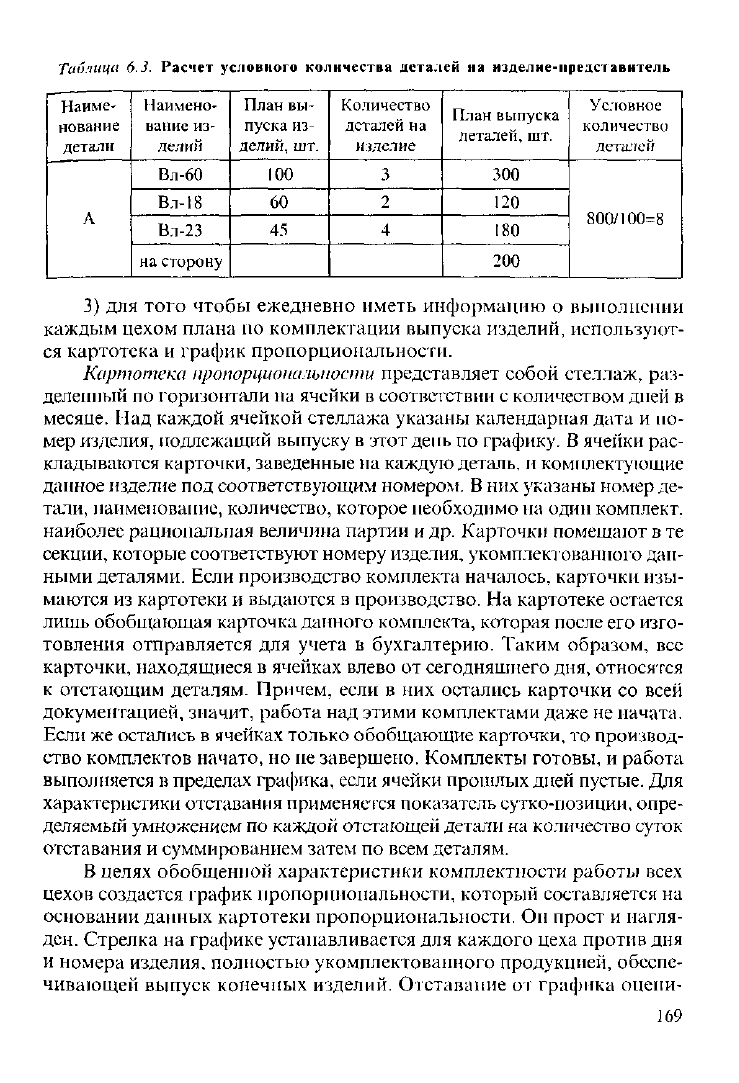
Таблица 6.3. Расчет условного количества деталей на изделие-представитель
Наиме-
нование
детали
Наимено-
вание из-
делий
План вы-
пуска из-
делий, шт.
Количество
деталей на
изделие
План выпуска
деталей, шт.
Условное
количество
деталей
Вл-60 100 3 300
Вл-18 60
2
120
800/100=8
А
Вл-23
45 4
180
800/100=8
на сторону
200
3) для того чтобы ежедневно иметь информацию о выполнении
каждым цехом плана по комплектации выпуска изделий, используют-
ся картотека и график пропорциональности.
Картотека пропорциональности представляет собой стеллаж, раз-
деленный по горизонтали на ячейки в соответствии с количеством дней в
месяце. Над каждой ячейкой стеллажа указаны календарная дата и по-
мер изделия, подлежащий выпуску в этот день по графику. В ячейки рас-
кладываются карточки, заведенные на каждую деталь, и комплектующие
данное изделие под соответствующим номером. В них указаны номер де-
тали, наименование, количество, которое необходимо на один комплект,
наиболее рациональная величина партии и др. Карточки помещают в те
секции, которые соответствуют номеру изделия, укомплектованного дан-
ными деталями. Если производство комплекта началось, карточки изы-
маются из картотеки и выдаются в производство. На картотеке остается
лишь обобщающая карточка данного комплекта, которая после его изго-
товления отправляется для учета в бухгалтерию. Таким образом, все
карточки, находящиеся в ячейках влево от сегодняшнего дня, относятся
к отстающим деталям. Причем, если в них остались карточки со всей
документацией, значит, работа над этими комплектами даже не начата.
Если же остались в ячейках только обобщающие карточки, то производ-
ство комплектов начато, но не завершено. Комплекты готовы, и работа
выполняется в пределах графика, если ячейки прошлых дней пустые. Для
характеристики отставания применяется показатель сутко-позиции, опре-
деляемый умножением по каждой отстающей детали на количество суток
отставания и суммированием затем по всем деталям.
В целях обобщенной характеристики комплектности работы всех
цехов создается график пропорциональности, который составляется на
основании данных картотеки пропорциональности. Он прост и нагля-
ден. Стрелка на графике устанавливается для каждого цеха против дня
и номера изделия, полностью укомплектованного продукцией, обеспе-
чивающей выпуск конечных изделий. Отставание от графика оцени-
169