Синица Л.М. Организация производства
Подождите немного. Документ загружается.

Материально-
техническое
обеспечение
Функция обеспечения
Планирование
производства
Техническая
подготовка
производства
Суточный
график
iaro твитель
ных цехов
Суточный
график-
механических
цехов
Суточный
график
сборочных
цехов
Функция обеспечения
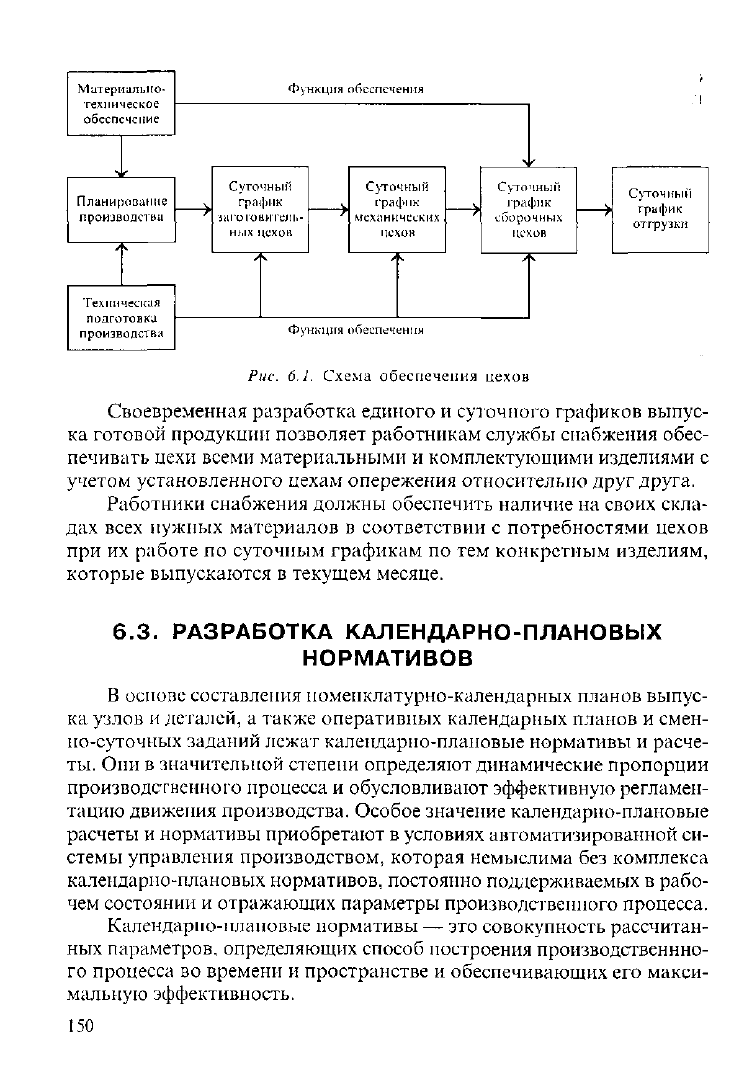
Рис.
6.1. Схема обеспечения
цехов
Суточный
график
отгрузки
Своевременная разработка единого
и
суточного графиков выпус-
ка готовой продукции позволяет работникам службы снабжения обес-
печивать цехи всеми материальными
и
комплектующими изделиями
с
учетом установленного цехам опережения относительно друг друга.
Работники снабжения должны обеспечить наличие
на
своих скла-
дах всех нужных материалов
в
соответствии
с
потребностями цехов
при
их
работе
по
суточным графикам
по тем
конкретным изделиям,
которые выпускаются
в
текущем месяце.
6.3. РАЗРАБОТКА КАЛЕНДАРНО-ПЛАНОВЫХ
НОРМАТИВОВ
В основе составления номенклатурно-календарных планов выпус-
ка узлов
и
деталей,
а
также оперативных календарных планов
и
смен-
но-суточных заданий лежат календарно-плановые нормативы
и
расче-
ты.
Они
в
значительной степени определяют динамические пропорции
производственного процесса
и
обусловливают эффективную регламен-
тацию движения производства. Особое значение календарно-плановые
расчеты
и
нормативы приобретают
в
условиях автоматизированной си-
стемы управления производством, которая немыслима
без
комплекса
календарно-плановых нормативов, постоянно поддерживаемых
в
рабо-
чем состоянии
и
отражающих параметры производственного процесса.
Календарно-плановые нормативы
—
это совокупность рассчитан-
ных параметров, определяющих способ построения производственнно-
го процесса
во
времени
и
пространстве
и
обеспечивающих его макси-
мальную эффективность.
150
Календарно-плановые нормативы должны отличаться высокой
степенью надежности, обоснованности, способствовать повышению
организационно-планового уровня и обеспечивать наиболее экономич-
ные результаты производства.
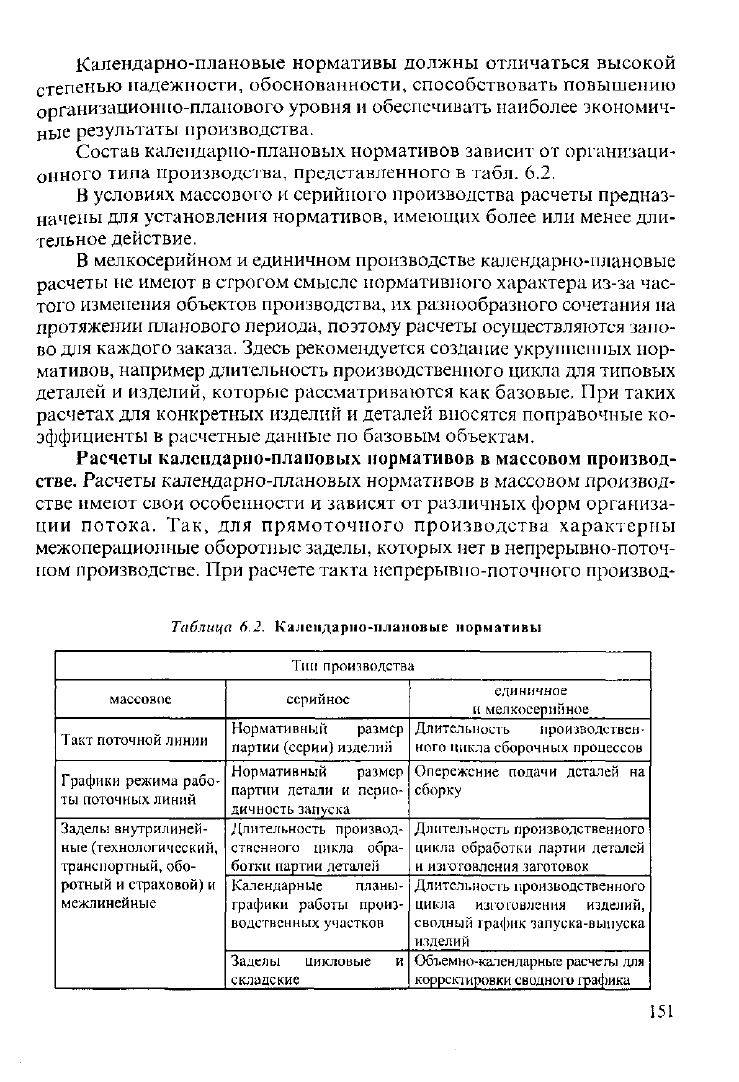
Состав календарно-плановых нормативов зависит от организаци-
онного типа производства, представленного в табл. 6.2.
В условиях массового и серийного производства расчеты предназ-
начены для установления нормативов, имеющих более или менее дли-
тельное действие.
В мелкосерийном и единичном производстве календарно-плановые
расчеты не имеют в строгом смысле нормативного характера из-за час-
того изменения объектов производства, их разнообразного сочетания на
протяжении планового периода, поэтому расчеты осуществляются зано-
во для каждого заказа. Здесь рекомендуется создание укрупненных нор-
мативов, например длительность производственного цикла для типовых
деталей и изделий, которые рассматриваются как базовые. При таких
расчетах для конкретных изделий и деталей вносятся поправочные ко-
эффициенты в расчетные данные по базовым объектам.
Расчеты календарно-плановых нормативов в массовом производ-
стве. Расчеты календарно-плановых нормативов в массовом производ-
стве имеют свои особенности и зависят от различных форм организа-
ции потока. Так, для прямоточного производства характерны
межоперационные оборотные заделы, которых нет в непрерывно-поточ-
ном производстве. При расчете такта непрерывно-поточного производ-
Таблица 6.2. Календарно-плановые нормативы
Тип производства
массовое серийное
единичное
и мелкосерийное
Такт поточной линии
Нормативный размер
партии (серии) изделий
Длительность производствен-
ного цикла сборочных процессов
Графики режима рабо-
ты поточных линий
Нормативный размер
партии детали и перио-
дичность запуска
Опережение подачи деталей на
сборку
Заделы внутрилиней-
ные (технологический,
транспортный, обо-
ротный и страховой)и
межлинейные
Длительность производ-
ственного цикла обра-
ботки партии деталей
Длительность производственного
цикла обработки партии деталей
и изготовления заготовок
Заделы внутрилиней-
ные (технологический,
транспортный, обо-
ротный и страховой)и
межлинейные
Календарные планы-
графики работы произ-
водственных участков
Длительность производственного
цикла изготовления изделий,
сводный график запуска-выпуска
изделий
Заделы внутрилиней-
ные (технологический,
транспортный, обо-
ротный и страховой)и
межлинейные
Заделы цикловые и
складские
Объемно-календарные расчеты для
корректировки сводного графика
151
ства необходимо предусматривать регламентированные перерывы на
отдых рабочих, а в прямоточном такой необходимости нет и т. д.
Расчеты календарно-плановых нормативов непрерывно-поточного
производства.
Исходной величиной для организации работы поточной
линии и всех расчетов движения производственного процесса является такт
поточной линии. Такты, ритмы, темпы (см. гл. 4) в массовом производ-
стве рассчитываются по изделиям и деталям по всем цехам и участкам.
Для того чтобы работа поточной линии осуществлялась беспере-
бойно, в заданном такте, необходимо насыщение всех стадий произ-
водственного процесса заделами, уровень которых должен быть стро-
го регламентирован. Заделы — это находящиеся на разных стадиях
обработки и сборки заготовки, детали и узлы. Задел характеризует не-
завершенное производство в натуральном выражении.
В зависимости от места положения заделы подразделяются на внут-
ри-
(цикловые) и межлинейные (межцеховые). В свою очередь цикло-
вые заделы делятся на: технологические, т. е. находящиеся непосред-
ственно па рабочих местах, транспортные и страховые (резервные).
Технологические заделы — это общее количество деталей (изделий), на-
ходящихся на всех операциях поточной линии, определяемое по формуле
т
z =
П
'.Е РМ,
тс*,,
,.
= 1
где Z — технологический задел, шт.; ri — количество деталей,
одновременно обрабатываемых на каждом рабочем месте, шт.; РМ.—
количество рабочих мест на ;'-й операции; т — число операций в тех-
нологическом процессе.
Межоперационный транспортный задел на непрерывно-поточных
линиях включает все детали, находящиеся на транспортных устрой-
ствах. Он зависит от передачи деталей с операции на операцию (по-
штучно или передаточной партией). Общее количество деталей на
транспортных устройствах непрерывного действия Z (в штуках) за-
висит от длины транспортного устройства L и расстояния между цен-
трами изделий на транспортном устройстве 1\
Z
= Ll I . (7.3)
тр и
v J
Страховой (резервный) задел создается на случай всякого рода
перебоев и отклонений от такта в работе поточных линий. Он опреде-
ляется на основе опытных данных и проводимых наблюдений за всеми
отклонениями от такта.
Основными причинами отклонений от такта в работе поточных
линий являются:
152
• производственно-технические неполадки (несвоевременная по-
дача заготовок и материалов, брак заготовок, повышенная твердость
материала и другие отклонения от качества, неудовлетворительный
инструмент, выход из строя оборудования и т. д.);
• вспомогательные операции, прерывающие основной процесс (пе-
реналадка, смена инструмента и подналадка);
• колебания в производительности труда рабочих;
• колебания в спросе на продукцию.
При исчислении страховых заделов Z для компенсации производ-
ственно-технических неполадок принимаются в расчет не все простои
линии, а лишь потери и простои особо загруженных или уникальных ра-
бочих мест, а также потери, возникающие на малоосвоенных операциях.
Величина задела определяется исходя из устанавливаемого периода вре-
мени / , необходимого для ликвидации перебоев. Отношение этого пери-
ода к такту потока определит количество деталей в страховом заделе:
где /' = 1,2, т — число страхуемых операций.
Величина Z не должна превышать сменной потребности в дан-
ных деталях.
Для обеспечения бесперебойной работы непрерывно-поточной линии
механической обработки на время смены и подналадки инструмента со-
здаются резервные наладочные заделы. При этом нужно стремиться све-
сти перерывы на подналадку и смену инструмента к минимуму. При на-
личии резервных станков на операциях наладочный задел не создается.
Существующие колебания в производительности отдельных рабочих
вызывают необходимость в создании заделов-компенсаторов на каждом
рабочем месте. Величина такого задела должна быть минимальной. Сум-
марная величина задела на линии складывается из всех перечисленных
заделов, но с учетом возможного их перекрытия. Так, при значительной
величине транспортного задела могут не создаваться заделы-компенса-
торы, что повлечет изменение величины страховых заделов. Это отно-
сится и к наладочным заделам, которые не создаются на операциях, где
имеются страховые или большие транспортные заделы.
Межлинейные (межцеховые) заделы создаются между двумя пос-
ледовательно связанными и поточно работающими участками или це-
хами и состоят из транспортного, оборотного складского и резервно-
го (страхового)заделов.
Транспортный межцеховой задел включает все детали, заготов-
ки,
находящиеся в транспортировке между участками (цехами). Рас-
153
чет ведется по формуле (6.3), приведенной для линейного транспорт-
ного задела.
Оборотный складской задел образуется в случаях, когда смежные
участки работают с различной сменностью; один из участков работает
переменно-поточным, а другой — непрерывно-поточным методом; после-
дняя операция подающего участка и первая операция питаемого участка
работают прерывно и несинхронно. Во всех случаях максимальная вели-
чина оборотного задела при передаче деталей и узлов транспортными
партиями будет равна величине транспортной партии подающего участ-
ка (цеха). Минимальная величина этого задела равна нулю.
Страховой (резервный) задел создается для обеспечения беспере-
бойной ритмичной работы питаемого участка при колебаниях в задер-
жках в подаче деталей (заготовок) с предшествующего участка. Он
позволяет также не снижать темпов работы при обнаружении дефект-
ных деталей (заготовок). При установлении величины резервного за-
дела необходимо учитывать достигнутый уровень ритмичной работы
подающего и питаемого участков, стоимости деталей, цикла изготов-
ления на подающем участке, наличия заделов на последующих опера-
циях питаемой линии и т. д.
Расчеты календарно-плановых нормативов прямоточного произ-
водства. В прямоточном производстве, характеризующемся неравен-
ством или некратностыо штучного времени величине такта, возника-
ют потери в виде простоев оборудования. Это обусловливает
образование межоперационных оборотных заделов. Для их уменьше-
ния должен быть установлен эффективный нормативный график — рег-
ламент работы оборудования на линии на определенный период (час,
смену). Это задача многовариантная. Объектом оптимизации должны
быть межоперационные оборотные заделы, которые являются следстви-
ем асинхрогшости операций.
Построение нормативного графика прерывного потока последо-
вательно решает следующие задачи:
1) осуществляется подбор операций для выполнения их одним рабо-
чим. При подборе операций для последовательного их выполнения с це-
лью достижения полной загрузки рабочего за счет применения многоста-
ночного обслуживания должны удовлетворяться следующие требования:
• сумма штучного времени подобранных операций должна при-
мерно равняться такту работы линии;
• подбираемые операции должны быть по возможности однород-
ными;
• подбираемые операции должны выполняться на станках, кото-
рые расположены недалеко друг от друга;
154
2) устанавливается величина периода оборота, или периода обслу-
живания, линии.
Под периодом оборота линии понимается промежуток времени, в
течение которого достигается равенство выпуска по всем операциям,
а каждый период обслуживания линии завершает полный цикл обслу-
живания закрепленного за ней оборудования.
Наиболее целесообразным на машиностроительных предприятиях
является период оборота для крупных деталей 30 мин — 1 ч, для сред-
них — 1-2, для мелких — 4-8 ч;
3) определяется порядок работы оборудования и очередность его
обслуживания рабочими. При этом в целях минимизации межопераци-
онных заделов при определении порядка работы оборудования и оче-
редности их обслуживания необходимо стремиться к:
• параллельной (одновременной) работе оборудования на смеж-
ных операциях;
• доведению до минимума таких сочетаний смежных операций, ко-
торые требуют создания оборотных заделов к началу (концу) периода.
При построении регламента работы прямоточных линий следует
ориентироваться на удобное расположение станков для многостаноч-
ного обслуживания, на рациональные маршруты и частоту переходов
рабочих от станка к станку;
4) рассчитываются межоперационные оборотные заделы. Во-пер-
вых, по всем парам смежных операций (в автоматических линиях по
парам смежных автоматизированных блоков) рассматриваются меж-
операционные заделы. В каждой паре смежных операций период рабо-
ты оборудования расчленяется на фазы. В фазу входит отрезок време-
ни,
в котором никаких изменений в выполнении смежных операций нет.
Любое изменение в работе (рабочий переходит на другую операцию;
дополнительное подключение в работу рабочего или единицы обору-
дования; остановка станка) свидетельствует о начале новой фазы. По
продолжительности фазы могут быть различными.
Далее производится расчет изменений межоперационного задела
по фазам:
у.-.
_ у,..
* ',„-, '
где Z — изменение межоперационного задела между двумя смежными
операциями т - 1 и т за время фазы г ; f — продолжительность фазы,
мин; г , t — штучное время на смежных т - 1 и т операциях, мин;
n
m-v
п
т
— количество параллельно работающего оборудования.
Если изменение межоперационного задела между двумя смежны-
ми операциями т- \ ит положительно, то на данной фазе происходит
155
возрастание задела и эпюра задела будет во времени повышаться.
Отрицательное значение свидетельствует о снижении межопе-
рационного задела за время рассматриваемой фазы, так как последу-
ющая операция производительнее предыдущей.
Данные расчета переносятся в принятом масштабе на график.
Изменение заделов каждой последующей фазы должно быть продол-
жением графика предшествующей фазы.
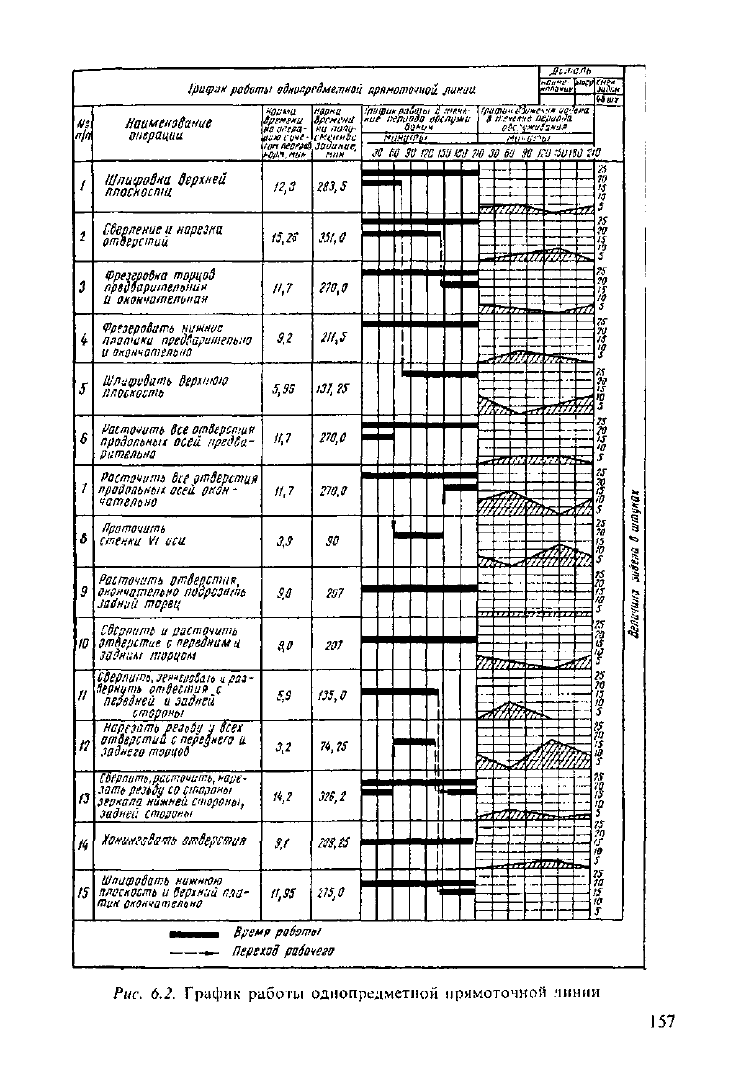
Равноценное значение межоперационного задела на начало и ко-
нец периода свидетельствует о правильности расчета и построения
графика движения заделов. График работы прямоточной линии пред-
ставлен на рис. 6.2. Расчет технологического, страхового, транспорт-
ного и межлинейных заделов для прямоточной линии аналогичен их
расчету для непрерывно-поточной линии.
Расчеты календарно-плановых нормативов в серийном производ-
стве. Основным календарно-плановым нормативом в серийном произ-
водстве является нормативный размер партии предметов труда (дета-
лей, заготовок). Все последующие нормативы являются производными
от величины партии деталей.
Для расчета нормативного размера партии предметов труда тре-
буется их группировка в зависимости от трудоемкости обработки,
материалоемкости, габаритных размеров, затрат времени на наладку.
Эти признаки определяют выбор метода расчета партии деталей, ко-
торые можно подразделить на две группы. К первой группе относится
метод установления партии исходя из временных параметров. Опреде-
ляющим здесь является соотношение подготовительно-заключительного
времени и времени обработки партии деталей на рабочем месте. Рас-
чет может вестись по формуле
/; = ,
t • а
ш i
где п — минимальная величина партии предметов труда, шт.; t
u з
— нор-
ма подготовительно-заключительного времени, приходящегося на партию,
мин; t — норма штучного времени с учетом выполнения норм, мин; а —
коэффициент допустимых потерь на переналадку оборудования.
Коэффициент допустимых потерь на переналадку колеблется от
0,03 до 0,10 в зависимости от числа операций, закрепленных за рабо-
чим местом, и вида оборудования.
Если на производственном участке применяется оборудование, тре-
бующее значительного времени на наладку (агрегатные станки, авто-
маты и полуавтоматы), то в качестве отправного критерия при уста-
новлении нормативной величины партии следует принимать такое
156
/ри/рин
работы
однопредметной
прямоточной
линии
Срыви*рабты О
гир.чи-
\fpuipt/i(
03u*e*'i* wJem
ние периода обслити В
ii:e*enu&
периода
0э»ия Dk.*y*u32»'J?
Ф
Наименование
операции
ХОрми
бремени
на опера-
тип
перераб
зидиние,
коря пин
норка
времени
HU
пОЛЦ-
сменнЬс
нпниты
зо so so по
ail
но ?ю зо so so
т
anno но
Шписровна
верхней
плосноепщ
12,3
213,5
Обеднение
и
нарезка
отверстий
/5,20
351,0
Фрезеровка
торцов
предоарителыш»
и окончатепьнан
11,7
210,0
Фрезеровать
нимнис
плотини
предварительно
и
окончательно
3.2
211,5
Шлифовать
верхнюю
плоскость
5,36
137,25
Расточить
все
отверстия
продольных
осей предва-
рительно
11,7
270,0
Расточить
все
отверстия
продольных
осей,
окон
-
чатепьно
11,7
270,0
Проточить
Стенки
VI оси
3,9
SO
Расточить
отверстия,
окончательно
подрезать
задний торец
S.0
207
Свсрпить
а
расточить
отверстие
с
передним
и
задним торцом
3,0
207
Сверлить,
зенкеровагь
и
раз
-
дернить
отвестия
j
передней
и
задней
стороны
5,3
135,0
Нарезать резьба
у
всех
отверстии
с
переднего
и.
завнего
торцов
74,25
Сверлить,расточить,
наре-
зать
резьбу
со
сторонь/
зернапа нитей,
стороны,
задней
стороны
ft,
2
321,2
15
XOHUifeolawis
smSepctmiR
газ, 25
Шписродать
нижнюю
плоскость
и
верхний
ппа-
тин
окончательно
11,35
275,0
ZZ
Z2 22 5Ё
а*
Время
работы
Переход
рабочего
Рис.
6.2.
График работы однопредметной прямоточной линии
соотношение между подготовительно-заключительным временем и вре-
менем обработки партии деталей на ведущих операциях технологичес-
кого процесса, которое соответствует допустимому проценту потерь на
наладку. Ведущей операцией, по которой должен проводиться расчет ми-
нимального размера партии, следует считать операцию с наибольшим
отношением подготовительно-заключительного времени к штучному.
Если на производственном участке применяется оборудование, не
требующее значительного времени на наладку, то отправным крите-
рием при установлении нормативной величины партии должна служить
непрерывность выполнения каждой операции по меньшей мере в тече-
ние смены. В этом случае размер партии определяется по наиболее
производительной операции, характерной для данного технологичес-
кого процесса, и должен быть как минимум равен сменной либо при
высокой производительности соответствующего оборудования — по-
лусменной выработке деталей. При этом следует дополнительно опре-
делять продолжительность обработки партии по наиболее трудоемким
операциям, чтобы избегать чрезмерного увеличения длительности про-
изводственного цикла.
Последующая корректировка минимального размера партии долж-
на привести ее в соответствие с потребностью в деталях для выполне-
ния плана производства. Для обеспечения периодического изготовления
деталей необходимо, чтобы установленный размер партии укладывался
в объем задания целое число раз или был кратен этой величине.
Данный метод используется при расчете размера партии деталей
типа нормалей, изготовляемых на оборудовании со сложной наладкой
и большим подготовительно-заключительным временем.
Для трудоемких деталей с высокой стоимостью исходных матери-
алов предъявляются более высокие требования к расчету партии с
точки зрения учета затрат, связанных с запуском партии в обработку,
полезного использования оборудования, затрат по хранению задела,
производительности труда рабочих, потерь от связывания средств в не-
завершенном производстве, стойкости инструмента. В этом случае ис-
пользуется вторая группа методов расчета по формуле
где З.
з
— затраты на запуск одной партии деталей (на наладку и другие
работы по подготовке к запуску), р.; N — размер годового объема вы-
пуска для данных деталей, шт.; С — полная себестоимость одной дета-
ли,
р.; К — нормативный коэффициент, учитывающий затраты на хра-
нение заделов (доля от их стоимостной оценки составляет в среднем 0,2).
158
Полученный размер партии корректируется с учетом производ-
ственных условий, наличия площадей для хранения задела и лимита
незавершенного производства.
Величина размера партии влияет на целый ряд технико-экономи-
ческих показателей. Так, увеличение размера партии способствует
лучшему использованию оборудования и повышению производитель-
ности труда рабочих за счет как сокращения подготовительно-заклю-
чительного времени в среднем на одну деталь, так и ускорения обра-
ботки, благодаря более длительному непрерывному повторению
одних и тех же предметов труда. В то же время увеличение партии
создает дополнительную потребность в производственных и складс-
ких площадях, увеличивает длительность производственного цикла,
замедляет оборачиваемость оборотных средств в незавершенном про-
изводстве.
Для тех случаев, когда потребность в деталях достаточно равно-
мерна, их изготовление должно носить четко периодический характер.
В этих условиях устанавливается периодичность запуска партии в
производство по формуле
п.
XI
где h — периодичность запуска партии предметов труда у'-го наиме-
нования, дн.; п — величина партии предметов труда у'-го наименова-
ния, шт.; N — среднедневная потребность в предметах труда у'-го наи-
менования, шт.
Для упрощения оперативного планирования и регулирования хода
производства, а также для создания условий ритмичной работы на
каждом производственном участке целесообразно унифицировать по-
лученные значения периодичности запуска и изготовления разных де-
талей: свести их к двум-трем вариантам или же принять единую пери-
одичность для всех деталей, обрабатываемых на данном участке. На
практике используются следующие значения унифицированной перио-
дичности: 6М, ЗМ, М, М/2, М/4, М/8, где М — размер месячного за-
дания по деталям данного наименования.
В серийном производстве рассчитываются цикловые, складские
межцеховые и сквозные заделы опережения.
Цикловые заделы включают партии узлов, деталей, заготовок, за-
пущенные в производство, но еще не законченные обработкой на той
или иной технологической стадии. При их расчете определяется коли-
чество партии одноименных деталей (узлов, заготовок), которые дол-
159