Синица Л.М. Организация производства
Подождите немного. Документ загружается.

чества отработанных нормо-часов по всем станкам на коэффициент,
учитывающий многостаночное обслуживание.
При обслуживании машин и механизмов бригадой рабочих сред-
ний процент выполнения норм устанавливается по производительнос-
ти оборудования.
Между средним и прогрессивным уровнем выполнения норм суще-
ствует определенная зависимость, которая принята в качестве коэф-
фициента приведения средних норм выработки к прогрессивному уров-
ню.
Эта зависимость определяется по формуле
К = К / К ,
up н ср'
где К — коэффициент приведения; К
|
— прогрессивный процент вы-
полнения норм выработки передовиками производства; К — средне-
взвешенный процент выполнения норм по группам рабочих.
В нашем примере коэффициент приведения составляет 1,1 (134 /
/122 %).
Для упрощения расчетов по приведению среднего уровня выпол-
нения норм до прогрессивного для предприятий машиностроения и
металлообработки рекомендованы следующие коэффициенты приведе-
ния: 1,1 при К.
р
до 125 %, 1,12 при К
ср
от 126 до 150 %.
Прогрессивный процент выполнения норм по цеху (участку) опре-
деляется путем умножения среднего уровня выполнения норм за луч-
ший квартал предшествующего года на установленный коэффициент
приведения.
На основании прогрессивного процента выполнения норм рассчи-
тывается прогрессивная трудоемкость изделия t
n
, принимаемая за ос-
нову исчисления входной производственной мощности на 1 января
расчетного года:
t = t • 100 / К ,
II
Л II
где t — действующая норма трудоемкости с учетом подготовительно-
заключительного времени на 1 января расчетного года, нормо-ч.
Норма трудоемкости для определения производственной мощнос-
ти на конец года t
wi
должна отличаться от величины, принятой для
расчета на начало года за счет планируемого в расчетном периоде
роста производительности труда и снижения норм трудоемкости изго-
товления продукции (изделий). В этом случае
?
,ш =
1 к
с
=
('л'
10
°)
1
к
„ ' Ке-
гле K
u]
— коэффициент, учитывающий снижение норм трудоемкости в
расчетном периоде.
120
При расчете трудоемкости вновь вводимых или реконструируемых
цехов
или
участков
за
основу берут проектные нормы
из
технологи-
ческих карт или данные технических паспортов оборудования.
Поскольку
на
одном
и
том
же
оборудовании,
как
правило,
в
течение
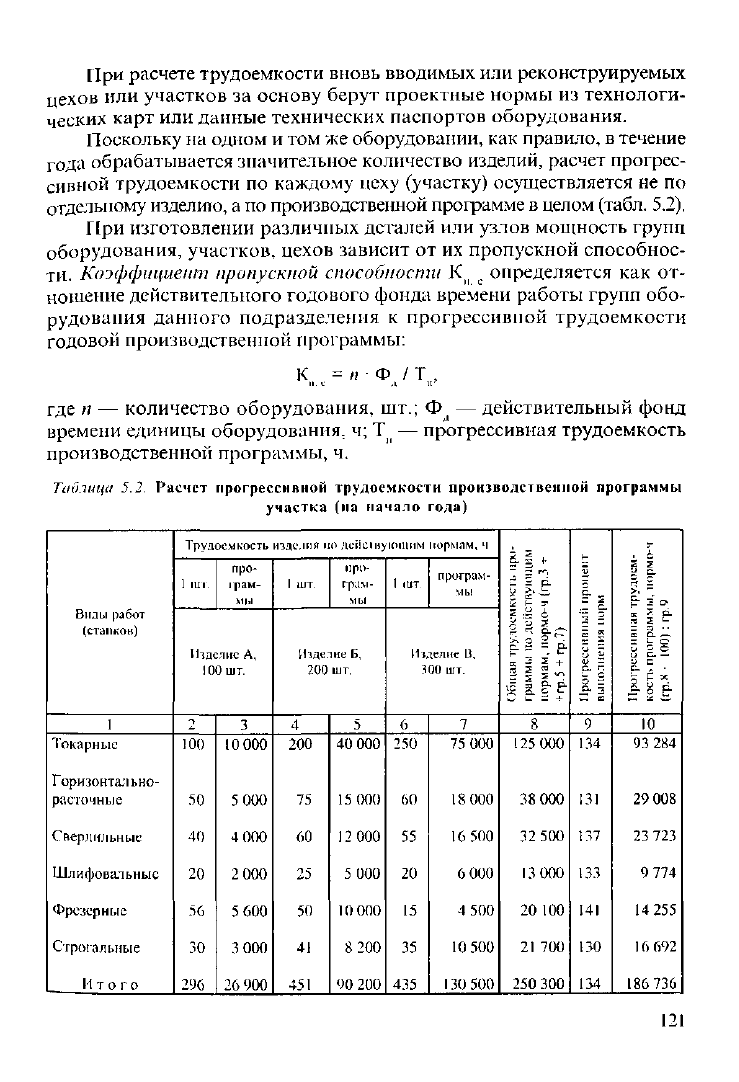
года обрабатывается значительное количество изделий, расчет прогрес-
сивной трудоемкости
по
каждому цеху (участку) осуществляется
не по
отдельному изделию,
а
по производственной программе
в
целом (табл. 5.2).
При изготовлении различных деталей
или
узлов мощность групп
оборудования, участков, цехов зависит
от их
пропускной способнос-
ти.
Коэффициент пропускной способности
К
определяется
как от-
ношение действительного годового фонда времени работы групп обо-
рудования данного подразделения
к
прогрессивной трудоемкости
годовой производственной программы:
К = п • Ф / Т ,
и.
с д и'
где
п —
количество оборудования,
шт.; Ф
д
—
действительный фонд
времени единицы оборудования,
ч; Т —
прогрессивная трудоемкость
производственной программы,
ч.
Таблица 5.2. Расчет прогрессивной трудоемкости производственной программы
участка (на начало года)
Виды
работ
(станков)
Трудоемкость
изделия
по
действующим нормам,
ч
Общая
трудоемкость
про-
граммы
по
действующим
нормам,
пормо-ч
(гр.З
+
+гр.5
+ гр.7)
Прогрессивный
процент
выполнения
норм
Прогрессивная
трудоем-
кость
программы,
пормо-ч
(гр.8
•
100):
гр.9
Виды
работ
(станков)
1
шт.
про-
грам-
мы
1
шт.
про-
грам-
мы
1
шт.
програм-
мы
Общая
трудоемкость
про-
граммы
по
действующим
нормам,
пормо-ч
(гр.З
+
+гр.5
+ гр.7)
Прогрессивный
процент
выполнения
норм
Прогрессивная
трудоем-
кость
программы,
пормо-ч
(гр.8
•
100):
гр.9
Виды
работ
(станков)
Изделие
А,
100
шт.
Изделие
Б,
200
шт.
Изделие
В,
300
шт.
Общая
трудоемкость
про-
граммы
по
действующим
нормам,
пормо-ч
(гр.З
+
+гр.5
+ гр.7)
Прогрессивный
процент
выполнения
норм
Прогрессивная
трудоем-
кость
программы,
пормо-ч
(гр.8
•
100):
гр.9
1 2
3 4
5 6 7
8 9 10
Токарные
100
10
000
200 40 000 250 75 000 125 000
134
93 284
Горизонтально-
расточные
50 5 000
75
15 000 60 18 000 38 000
131 29 008
Сверлильные 40
4 000
60 12 000 55 16 500
32 500
137
23 723
Шлифовальные
20 2 000
25
5 000 20 6 000
13 000 133
9 774
Фрезерные
56
5 600
50 10 000 15 4 500 20 100
141 14 255
Строгальные
30 3 000
41
8
200 35 10 500
21 700 130
16 692
Итого
2%
26 900
451
90 200 435 130 500
250 300
134 186 736
121
Таким образом, коэффициент пропускной способности показыва-
ет возможность участка или цеха обеспечить выпуск запланированной
продукции. Обратная величина коэффициента пропускной способнос-
ти есть коэффициент загрузки оборудования:
К = T / п • Ф .
'».
О
[I Л
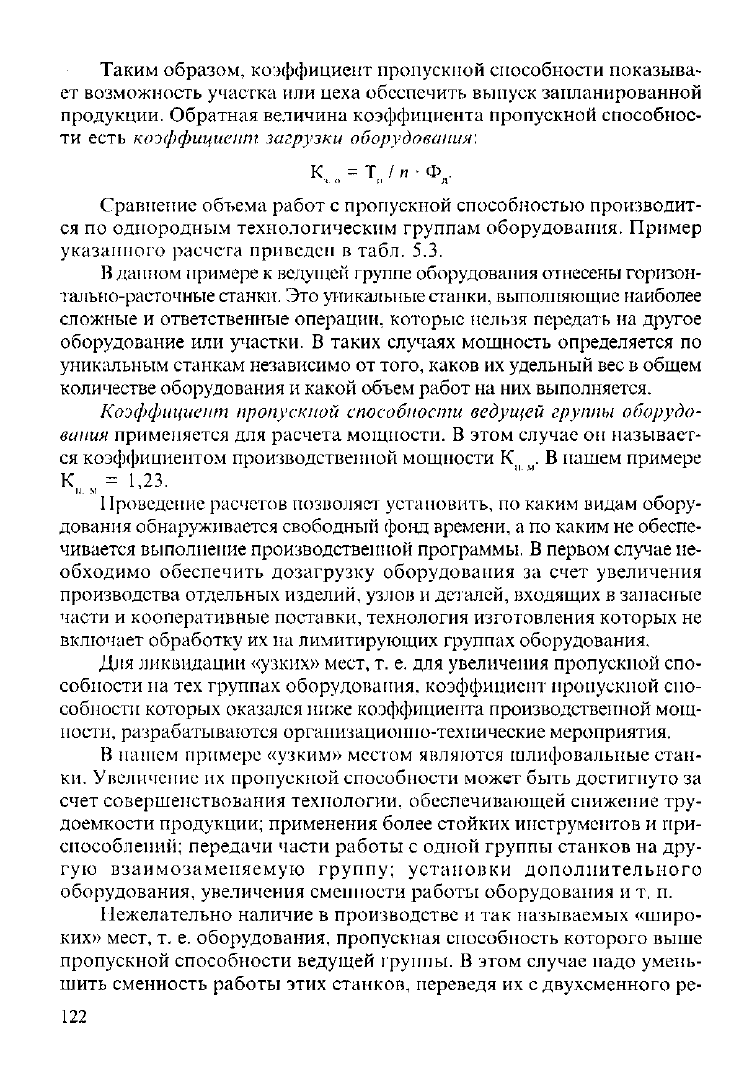
Сравнение объема работ с пропускной способностью производит-
ся по однородным технологическим группам оборудования. Пример
указанного расчета приведен в табл. 5.3.
В данном примере к ведущей группе оборудования отнесены горизон-
тально-расточные станки. Это уникальные станки, вьшолняющие наиболее
сложные и ответственные операции, которые нельзя передать на другое
оборудование или участки. В таких случаях мощность определяется по
уникальным станкам независимо от того, каков их удельный вес в общем
количестве оборудования и какой объем работ на них выполняется.
Коэффициент пропускной способности ведущей группы оборудо-
вания применяется для расчета мощности. В этом случае он называет-
ся коэффициентом производственной мощности К . В нашем примере
К
=1,23.
и. м
Проведение расчетов позволяет установить, по каким видам обору-
дования обнаруживается свободный фонд времени, а по каким не обеспе-
чивается выполнение производственной пропэаммы. В первом случае не-
обходимо обеспечить дозагрузку оборудования за счет увеличения
производства отдельных изделий, узлов и деталей, входящих в запасные
части и кооперативные поставки, технология изготовления которых не
включает обработку их на лимитирующих группах оборудования.
Для ликвидации «узких» мест, т. е. для увеличения пропускной спо-
собности на тех группах оборудования, коэффициент пропускной спо-
собности которых оказался ниже коэффициента производственной мощ-
ности, разрабатываются организационно-технические мероприятия.
В нашем примере «узким» местом являются шлифовальные стан-
ки.
Увеличение их пропускной способности может быть достигнуто за
счет совершенствования технологии, обеспечивающей снижение тру-
доемкости продукции; применения более стойких инструментов и при-
способлений; передачи части работы с одной группы станков на дру-
гую взаимозаменяемую группу; установки дополнительного
оборудования, увеличения сменности работы оборудования и т. п.
Нежелательно наличие в производстве и так называемых «широ-
ких» мест, т. е. оборудования, пропускная способность которого выше
пропускной способности ведущей группы. В этом случае надо умень-
шить сменность работы этих станков, переведя их с двухсменного ре-
122
Таблица 5.3. Расчет коэффициентов пропускной способности
в производственной мощности участка
Коэффицие IT
Группы
оборудования
во
единиц
обо-
я
п:
о
•е-
is:
ч
единицы
обору
1ри
трехсменнс
аботы
3
я
ll
•s
§
-а
>,
1
§"
§
о П
ивная
трудоем
граммы,
ч
ой
способ-
1
>рудоваиия
•5)
ственпой
н
участка
|
оборудова-
:
гр.4)
во лишних
ста
.5
•
гр.7)
и 5
н
н
с
и п.
ю
е-
о
н
S
и
о £
Р
—
я 3£
» =
V
с
о
ш
о
~
d-
<и
?,
Коли
1
рудов
1
Дейа
време
довап
режиг
Дейсп
време
(гр.2
Прогр
кость
проп;
ности
(гр.4
произ
|
мощи
загру
ПИЯ
([
j
Коли
1
ко-ча(
(гр.4
1 2
3 4 5 6
7
8
9
Токарные 20 5 960 119 200
93 284
1,
28
0,78
4 461
Горизонтально- 6
„
35 760 29 008
1,
1,
23
0,81
-
расточные
Сверлильные 5
»
29 800 23 723
1,
26
0.80
621
Шлифовальные
2
»
11
920
9 774
1,
22*
0,82
-
Фрезерные 3
»
17 880 14 255
1,
25
0.80 346
Строгальные
4
»
23 840 ] 6 692
1.
43
0.70 3 309
ИТОГО
40
238 400
186 736 1
28
0,78 8 737
*
По данной группе оборудования предусмотрена разработка мероприя-
тий по снижению трудоемкости операций.
жима работы
на
односменный, можно
и
дозагрузить «широкие» места,
взяв,
например, для них работу «со стороны».
Проблема «узких»
и
«широких» мест должна решаться
в
комплексе
по всему производству. Ведь одно
и то
же оборудование может быть «уз-
ким» местом
на
одних участках
и
«широким»
на
других.
В
этих случаях
потребуется перестройка производственной структуры предприятия.
После принятия соответствующих решений производятся нужные
изменения
и
пересчитывается пропускная способность оборудования.
Необходимо стремиться, чтобы величина коэффициента загрузки обо-
рудования была близка
к
единице.
Количество излишних или недостающих станко-часов
ФВ
опреде-
ляется
по
формуле
+
ФВ = п • Ф - Т К ,
д
и им'
где
Ф
д
—
действительный фонд времени единицы оборудования, ч;
Т
|
—
прогрессивная трудоемкость программы,
ч; К —
коэффициент про-
изводственной мощности участка;
п —
количество оборудования.
123
В нашем примере лишнее количество часов по группе токарных
станков составляет 4461 (119 200 - 93 284 • 1,23) ч.
Потребное количество оборудования на программу определяется
по формуле
п = Т / Ф .
п Л
Например, потребное количество токарных станков составит 16
(93 284 / 5 960) ед.
Кроме того, по каждой группе оборудования производится расчет
выпуска продукции. В нашем примере производственная программа
включает в себя три вида изделий: А — 100 шт., Б — 200, В — 300 шт.
(см.
табл. 5.2). На токарных станках за год можно изготовить 768 из-
делий, в том числе изделий А — 128 (100 • 1,28) шт., изделий Б — 256
(200 •
1,28),
изделий В — 384 (300 • 1,28) шт., на горизонтально-рас-
точных — 738 шт., в том числе изделий А — 123 (100
•
1,23) шт., изде-
лий Б — 246 (200 •
1,23),
изделий В — 369 (300 • 1,23) шт. и так по
всем группам оборудования. Рассчитанный возможный выпуск продук-
ции по ведущей группе оборудования является производственной мощ-
ностью участка. В нашем примере она соответствует выпуску продук-
ции на горизонтально-расточных станках, т. е. 738 изделиям в год.
При поточном методе организации производства мощность участ-
ков определяется исходя из мощности поточных линий.
Производственная мощность непрерывно-поточной синхронизи-
рованной линии М
п
_
п
зависит от действительного фонда времени ее
работы Ф и такта работы поточной линии г: М = Ф I г.
а 11.-п д
Мощность переменно-поточной и прямоточной (несиихронизиро-
ванной) поточной линии определяется на основе расчета коэффициен-
та мощности: К
м
= (Р
м
• Ф ) / А • Т., где Р
м
— общее количество рабо-
чих мест на поточной линии; А — общее количество изделий на
программу планового периода, шт.; Т, — длительность цикла сборки
(изготовления) одного изделия, ч.
Мощность автоматической поточной линии устанавливается на
основе часовой производительности, предусмотренной в техническом
паспорте линии, и фонда времени ее работы.
После определения мощности участков рассчитывается производ-
ственная мощность цеха, которая принимается равной мощности веду-
щего участка, входящего в состав данного цеха (табл. 5.4).
Производственная мощность механического цеха принята по мощ-
ности ведущего участка № 2, в котором выполняется наибольший по
трудоемкости объем работ.
124
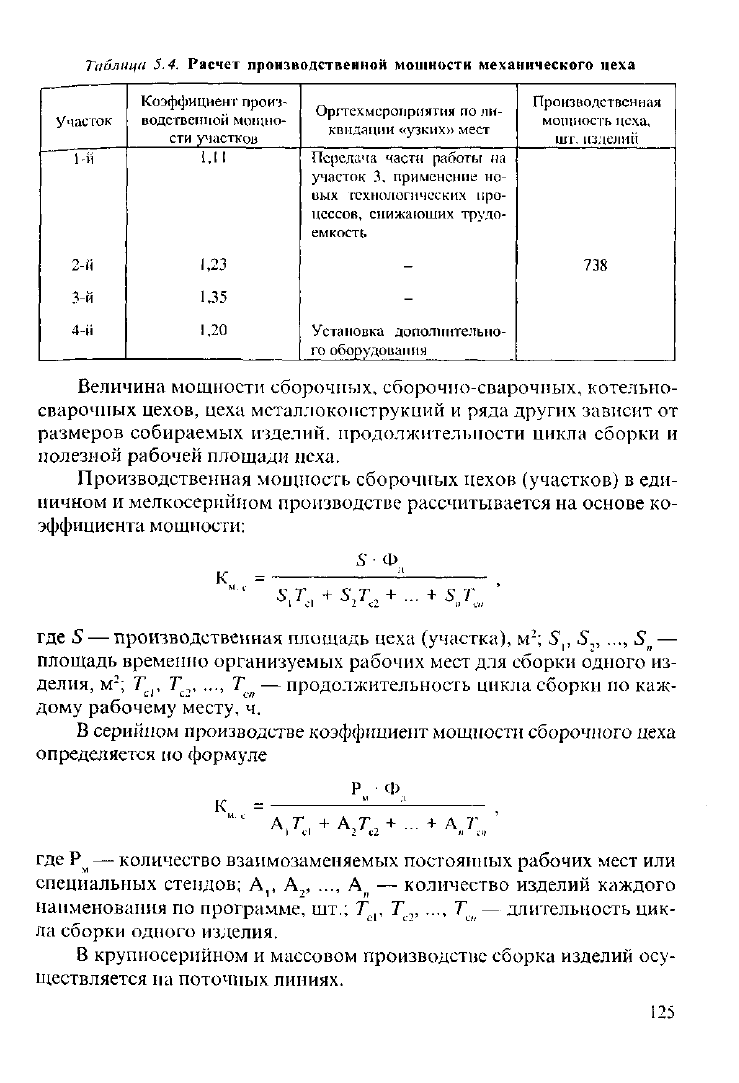
Таблица 5.4. Расчет производственной мощности механического цеха
Участок
Коэффициент произ-
водственной мощно-
сти участков
Оргтехмсроприятия по ли-
квидации «узких» мест
Производственная
мощность цеха,
шт. изделий
1-й
1,11
Передача части работы на
участок 3, применение но-
вых технологических про-
цессов, снижающих трудо-
емкость
2-й
3-й
1,23
1,35
-
738
4-й
1,20
Установка дополнительно-
го оборудования
Величина мощности сборочных, сборочпо-сварочных, котелыю-
сварочных цехов, цеха металлоконструкций и ряда других зависит от
размеров собираемых изделий, продолжительности цикла сборки и
полезной рабочей площади цеха.
Производственная мощность сборочных цехов (участков) в еди-
ничном и мелкосерийном производстве рассчитывается на основе ко-
эффициента мощности:
5
•
Ф
к =
±
5,7;, +
5
2
Г
2
+ ... + 5, Т
т
где S — производственная площадь цеха (участка), м
2
; S
1
,, S
2
, S
n
—
площадь временно организуемых рабочих мест для сборки одного из-
делия, м
2
; Г.,, Т
с2
, Т — продолжительность цикла сборки по каж-
дому рабочему месту, ч.
В серийном производстве коэффициент мощности сборочного цеха
определяется по формуле
Р
•
Ф
К = - -- ,
"•' А, Г, + А,Г,+ ... + А,Г.„
где Р
м
— количество взаимозаменяемых постоянных рабочих мест или
специальных стендов; А,, А,, А
п
— количество изделий каждого
наименования по программе, шт.; Г,, Г.,, T
ai
— длительность цик-
ла сборки одного изделия.
В крупносерийном и массовом производстве сборка изделий осу-
ществляется на поточных линиях.
125
Расчет производственной мощности цеха, определяемой по агре-
гатам периодического действия М
п
, производится по следующей фор-
муле:
Ф
М = Q • К-^-,
л.
п
Т
и
где Q — масса сырья или полуфабрикатов, вмещаемых агрегатом, т;
К — коэффициент выхода годной продукции; Т
ц
— длительность цик-
ла переработки партии сырья.
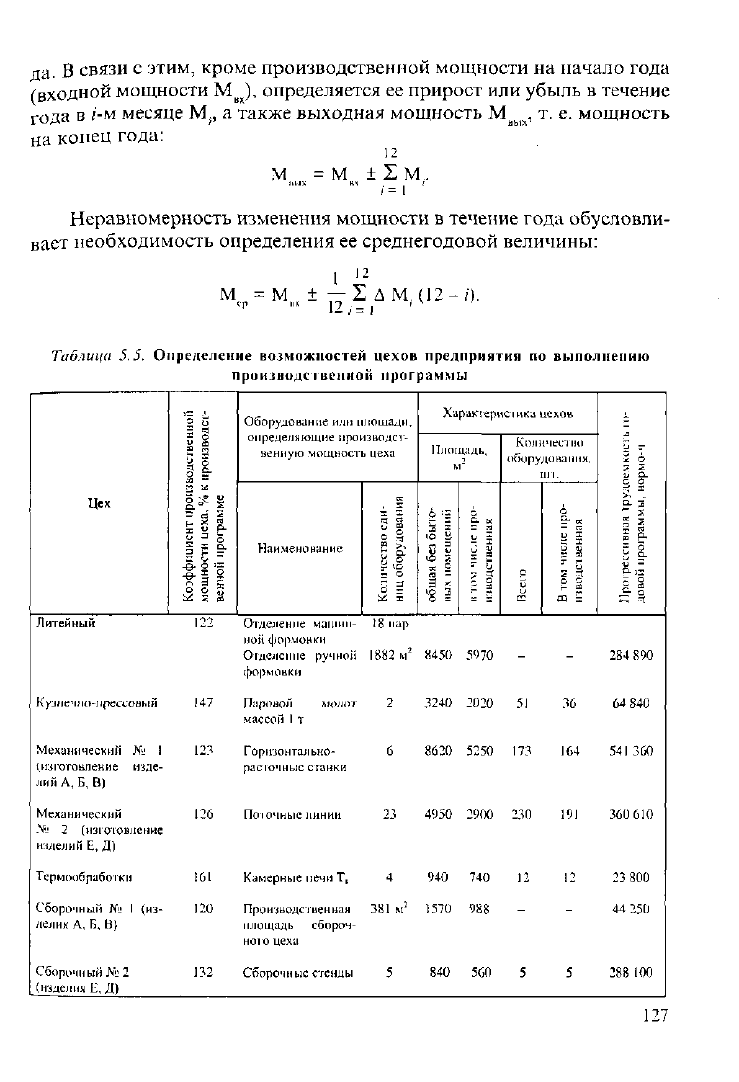
На основе расчета мощности цехов определяется производствен-
ная мощность предприятия. Для этого итоговые данные расчетов про-
изводственной мощности цехов обобщаются в табл. 5.5.
Производственная мощность предприятия определяется на основе
мощности ведущих цехов. В нашем примере ведущим цехом по изго-
товлению изделий А, Б и В является механический цех № 1, коэффици-
ент мощности которого равен 1,23. Это значит, что таких изделий за-
вод может выпустить на 23 % больше, чем по плану. Но для этого
требуется провести ряд мероприятий по ликвидации «узких» мест, ка-
кими являются литейный (может увеличить выпуск продукции на 22 %)
и сборочный (может обеспечить увеличение выпуска продукции толь-
ко на 20 %) цехи. В частности, можно организовать получение недо-
стающих отливок по кооперации от других заводов, предусмотреть
мероприятия по сокращению цикла сборки.
Ведущим цехом по изготовлению изделий Е, Д является механи-
ческий цех № 2.
В целях выявления и ликвидации «узких» мест в производстве
следует определять соответствие пропускной способности ведущих
цехов, участков, агрегатов и остальных звеньев предприятий путем
расчета коэффициента сопряженности К
с
по формуле
К = М, / М,
•
Р ,
с
I 2 у'
где М М — мощности цехов, участков (агрегатов), между которыми
определяется коэффициент сопряженности, в принятых единицах изме-
рения; Р
у
— удельный расход продукции цеха № 1 для производства
продукции цеха № 2.
Рассчитав возможности цехов по выполнению производственной
программы, определяют мощность предприятия по отдельным издели-
ям,
предусмотренным программой (табл. 5.5). Для этого планируемый
объем производства по всей номенклатуре и ассортименту умножают
на принятый коэффициент мощности.
Производственная мощность предприятия (цеха, участка) являет-
ся категорией динамичной, изменяющейся в течение планового перио-
126
да. В связи с этим, кроме производственной мощности на начало года
(входной мощности М
вх
), определяется ее прирост или убыль в течение
года в /-м месяце М., а также выходная мощность М
вых
, т. е. мощность
на конец года:
12
м =м ±1м..
Неравномерность изменения мощности в течение года обусловли-
вает необходимость определения ее среднегодовой величины:
М = М + -1ДМ (12- /).
» 12/=|
Таблица 5.5. Определение возможностей цехов предприятия по выполнению
производственной программы
S ь
Оборудование или площади.
Характеристика цехов
6
£ о
эа
ю
определяющие производст-
Количество
Ч °
венную мощность цеха Площадь,
м
1
оборудования,
ШТ.
1 1
V
О.
Цех
os? «
о- „ £
w
t
§-
3
"
Коэффициент
г
мощности
цеха
венной
HporpaN
Наименование
Количество
едт
ниц
оборудова!
общая
без
быте
вых
помещенш
с. *
51
3 и
=
рэ
II
Всего
В
том числе npi
изводственная
IIpoiрессивная
довой
профайл
Литейный 122
Отделение машин-
ной формовки
18 нар
Отделение ручной 1882 м
2
8450
5070
- -
284 890
формовки
Кузнечно-ирессовыи 147 Паровой молот
массой 1 т
2 3240
2020 51
36 64 840
Механический № I
123
Горизонтально-
6 8620
5250 173
164
541 360
(изготовление изде-
расточные станки
лий А, Б, В)
Механический 126
Поточные линии 23
4950
2900 230 191 360 610
№ 2 (изготовление
изделий Е, Д)
Тер м ооб работк и 161
Камерные печи Т
к
4 940
740 12 12 23 800
Сборочный № 1 (из-
120 Производственная 381 м
2
1570
988
_
44 250
делия А, Б, В)
площадь сбороч-
ного цеха
Сборочный № 2 132
Сборочные стенды 5
840
560
5 5
288 100
(изделия Е, Д)
127
Следовательно, среднегодовая мощность находится путем вычи-
тания из наличной мощности на начало года среднегодовой выбываю-
щей мощности и прибавления среднегодового прироста мощности в
течение года.
Среднегодовая вводимая (выбывающая) мощность исчисляется
путем умножения вводимой (выбывающей) мощности на число месяцев
ее действия (выбытия) до конца года и деления полученного произве-
дения на 12.
Если для планового периода известны только кварталы ввода в
действие дополнительных мощностей, то среднегодовая вводимая про-
изводственная мощность рассчитывается путем деления вводимой мощ-
ности па 12 и умножения полученного частного на 10,5 при вводе мощ-
ности в первом квартале, а в последующих кварталах соответственно
на 7,5; 4,5 и 1,5.
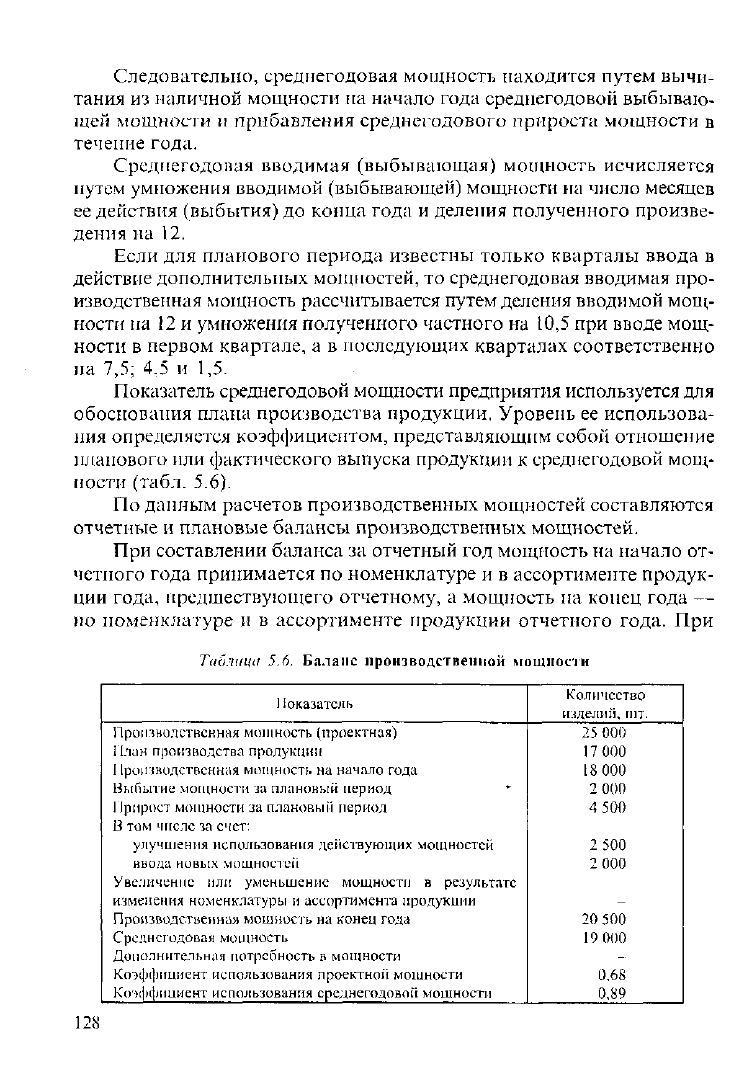
Показатель среднегодовой мощности предприятия используется для
обоснования плана производства продукции. Уровень ее использова-
ния определяется коэффициентом, представляющим собой отношение
планового или фактического выпуска продукции к среднегодовой мощ-
ности (табл. 5.6).
По данным расчетов производственных мощностей составляются
отчетные и плановые балансы производственных мощностей.
При составлении баланса за отчетный год мощность на начало от-
четного года принимается по номенклатуре и в ассортименте продук-
ции года, предшествующего отчетному, а мощность на конец года —
по номенклатуре и в ассортименте продукции отчетного года. При
Таблица 5.6. Баланс производственной мощности
Показатель
Количество
изделий, шт.
Производственная мощность (проектная)
25
ООО
План производства продукции
17
ООО
Производственная мощность на начало года
18
ООО
Выбытие мощности за плановый период
2
ООО
Прирост мощности за плановый период
4 500
В том числе за счет:
улучшения использования действующих мощностей
2 500
ввода новых мощностей
2 000
Увеличение или уменьшение мощности в результате
изменения номенклатуры и ассортимента продукции
-
Производственная мощность на конец года
20 500
Среднегодовая мощность
19 000
Дополнительная потребность в мощности
-
Коэффициент использования проектной мощности
0,68
Коэффициент использования среднегодовой мощности
0,89
128
разработке баланса на плановый период мощность на начало периода
принимается по номенклатуре и в ассортименте продукции отчетного
года, а на конец периода — по номенклатуре и в ассортименте про-
дукции планового периода.
Расчет производственной мощности — работа весьма трудоемкая.
Рассчитанная таким образом производственная мощность представля-
ет собой лишь один из ее вариантов при минимальном объеме счетно-
вычислительных работ.
На величину производственной мощности оказывает влияние зна-
чительное число факторов. При этом характер их влияния различен и
изменяется в значительных пределах. Следовательно, применительно
к конкретным условиям может быть рассчитано н-е количество значе-
ний величины производственной мощности. Задача сводится к опреде-
лению ее оптимальной величины посредством исследования функции
на экстремальность. Решить эту задачу обычными методами весьма
трудно, поэтому для нахождения оптимальной величины производствен-
ной мощности участка, цеха, предприятия используются методы линей-
ного программирования.
Рассмотрим экономико-математическую модель задачи расчета
оптимальной производственной программы при наиболее полной за-
грузке оборудования.
Известны исходные данные: т — число производимых видов про-
дукции; п — количество групп оборудования; / — трудоемкость изго-
товления одного изделияу'-го наименования на /-й группе оборудова-
ния (/' = 1, 2, т, i= 1,2, «), ч/шт.; Ф. — фонд времени работы за
год i-й группы оборудования (7 = 1, 2, п), ч/г.
Определить количество изделий каждого наименования х , ко-
торое может быть изготовлено при наиболее полной загрузке всех
п групп оборудования, т.е. найти максимум целевой функции по
формуле
т
Fix) = X T.Y. —> max,
где Т. — суммарная трудоемкость изготовления одного изделия у'-го
наименования на всех группах оборудования, т. е.
п
Ограничения задачи следующие:
129