Румянцев С.И. и др. Ремонт автомобилей
Подождите немного. Документ загружается.

Таблица
IV.8.5
Таблица
IV.8.6
Дефекты карданного вала
Позиции
на
рис.
IV.
8.
5
/
2
3
4
Дефекты
Скручивание трубы вала
Износ отверстий в вилке под подшипники
Изменение размера (погнутость) между щеками
Погнутость вала
Размеры, допустимые
без ремонта, мм
39,050
118,050
—
в сечении
А—А
должно быть не более 0,40 мм, а на всей длине
трубы не более 0,80 мм. При больших
значениях
радиального
биения вал правят на прессе; при
.невозможности
устранить де-
фект — трубу заменяют.
Изменение размера между щеками вилки устраняют правкой.
При невозможности устранить дефект данным способом — вил-
ку заменяют.
При износе отверстия в вилке под подшипник ее заменяют.
Восстановленный карданный вал должен отвечать следу-
ющим техническим требованиям:
при испытании
,на
кручение (момент 4,6
кН-м)
не должно
возникать
остаточных
деформаций и не должно нарушаться ка-
чество сварного шва;
размер а должен лежать в пределах
1422
±2,5
мм.
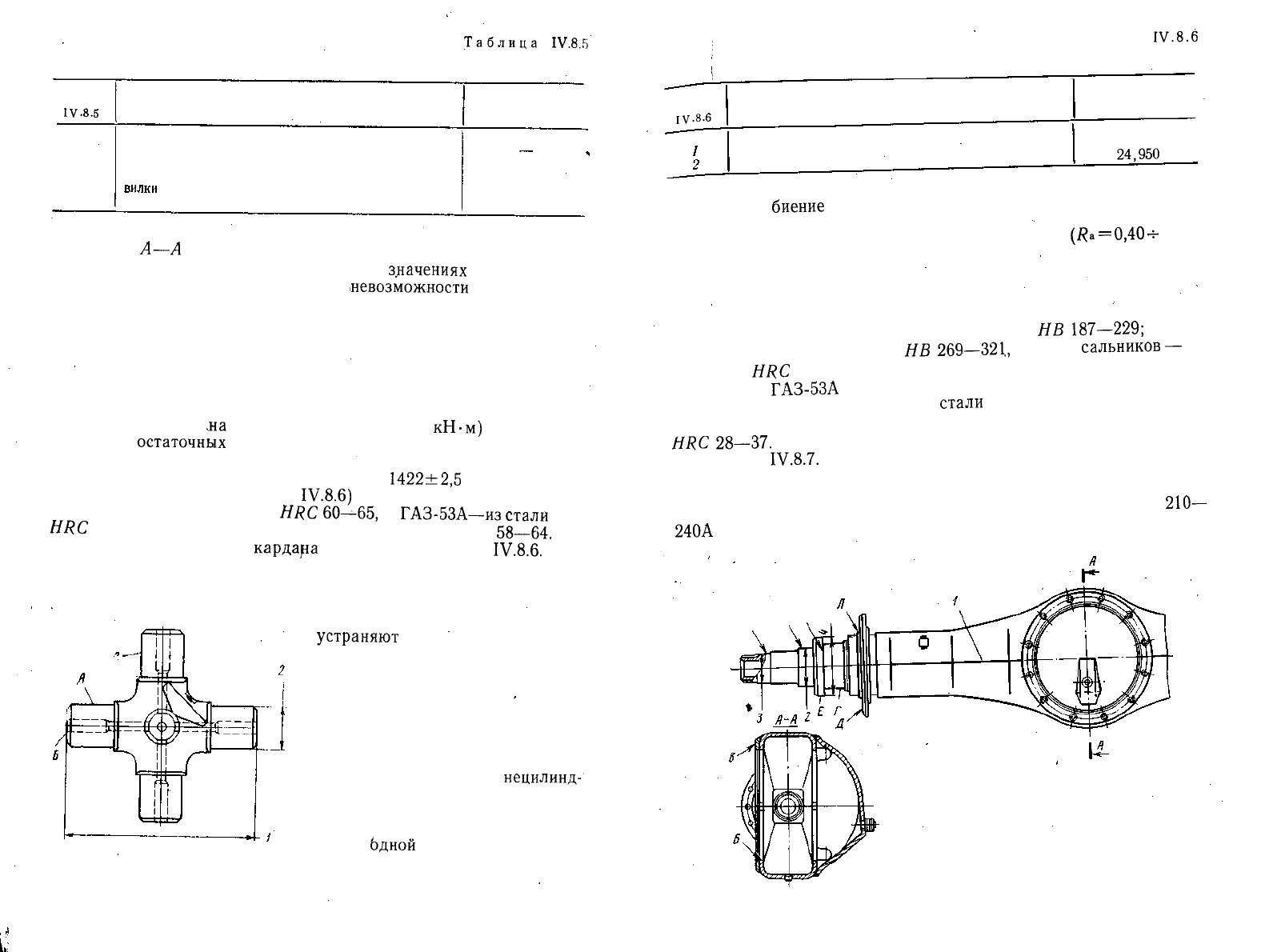
Крестовины кардана (рис.
IV.8.6)
изготавливают у автомо-
билей ЗИЛ-130 из стали 55,
HRC
60—65,
у
ГАЗ-53А—из
стали
20Х,
HRC
60 не менее, у МАЗ-500 — из стали 18ХГТ, HRC
58—64.
Дефекты крестовины
кардана
приведены в табл.
IV.8.6.
Износ торцов шипов определяется замером расстояния меж-
ду ними. При размере менее допустимого без ремонта крестови-
на бракуется.
Износ шипов по диаметру
устраняют
наплавкой их в среде
углекислого газа с последую-
щим шлифованием под размер
рабочего чертежа.
Восстановленная крестовина
кардана должна отвечать сле-
дующим техническим требовани-
ям:
по поверхностям А:
нецилинд-
ричность (на длине 20,0 мм от
поверхности Б) не более 0,007
мм, отклонение осей от положе-
ния в
бдной
плоскости не более
Рис. IV.8.6. Основные дефекты кресто-
вины кардана автомобиля ЗИЛ-130
298
0,3 мм , неперпендикулярность
осей не более 0,2 мм;
Дефекты крестовины кардана
Позиции
на
рис,
IV.
8.
6
Дефекты
Износ торцов шипов
Износ шипов по диаметру
Размеры, допустимые
без ремонта, мм
107,850
24,950
торцовое
биение
поверхности Б относительно поверхности А
для любого шипа не более 0,025 мм;
шероховатость поверхностей Л по 8в классу
(R&
=
0,40-т-
0,32).
4. Ведущие мосты
Картер ведущего моста (рис. IV.8.7) изготавливают путем
сварки верхней и нижней балок из стали 40,
НВ
187—229;
цапфы
изготавливают из стали 40Х
НВ
269—321.,
кольца
сальников
—
из
стали 45,
Я^С
56-62, крышки — из стали 20. Ведущий мост
автомобиля
ГАЗ-53А
сварен из тех же частей, изготовленных из
стали 40, а у МАЗ-500 отлит из
стали
40Л с запрессованными с
обеих сторон кожухами полуосей, изготовленных из стали 40Х,
HRC
28—37.
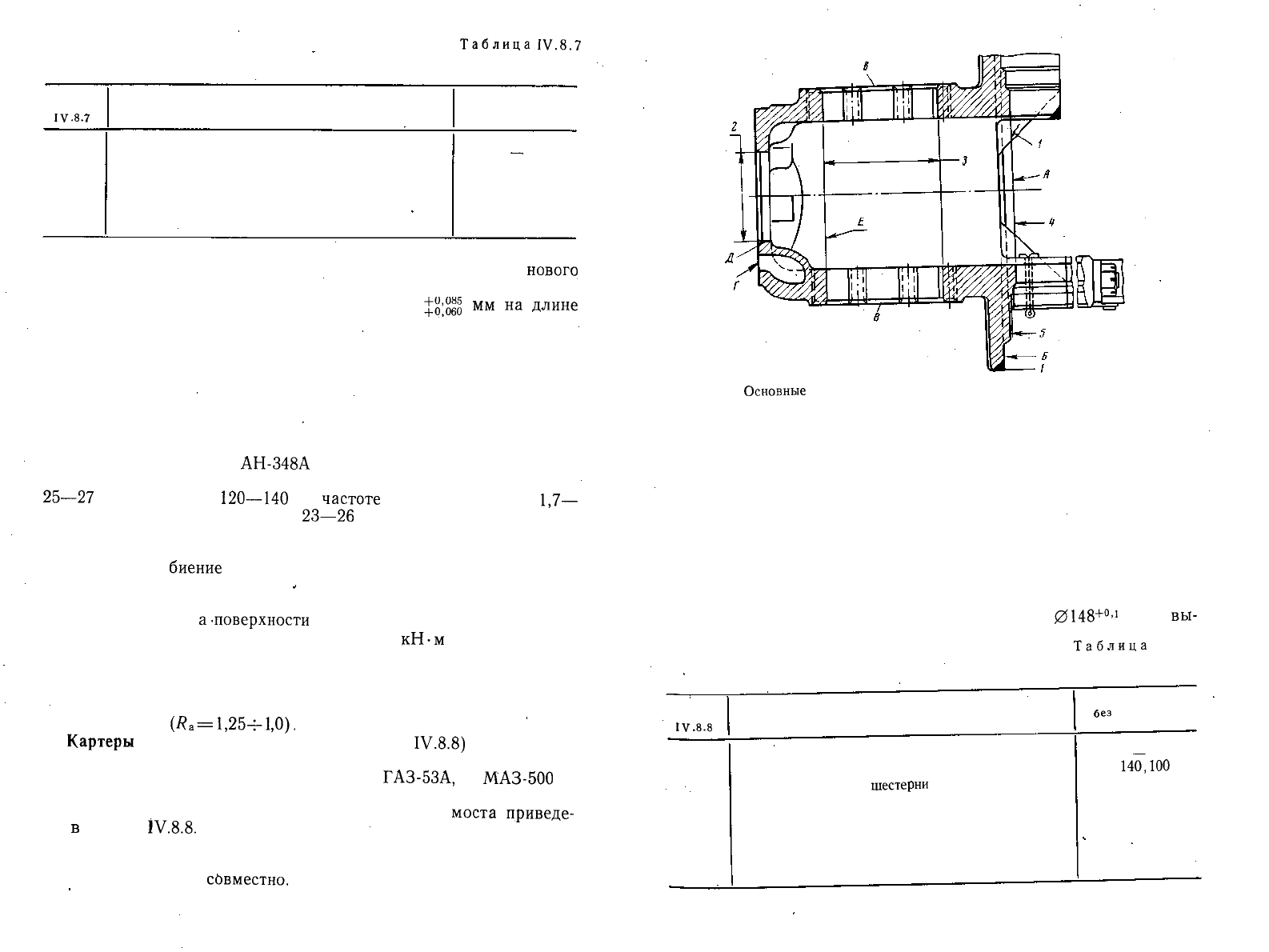
Основные дефекты картера ведущего моста приведе-
ны в табл.
IV.8.7.
При наличии трещин картер бракуют. Нарушенные сварные
швы после удаления старой наплавки заваривают вновь элект-
родуговой сваркой электродами 0 5 мм и силой тока
210—
240А
обратной полярности.
ж
и к
Рис. IV.8.7. Основные дефекты картера ве-
дущего моста автомобиля ЗИЛ-130
299
Таблица
IV.8.7
Дефекты картера ведущего моста
Позиции
на
рис.
IV.
8.
7
1
2
3
4
Дефекты
Нарушение сварных швов
Износ шейки под внутренний подшипник сту-
пицы заднего колеса
Износ шейки под наружный подшипник ступи-
цы заднего колеса
Износ кольца под сальник
Размеры, допустимые
без ремонта, мм
84,880
74,900
141,700
Износ кольца под сальник устраняют постановкой
нового
кольца с предварительной проверкой размера посадочной шей-
ки,
который должен быть
в
пределах
0 93
^о'оео
мм
на
Д
лине
20 мм.
Изношенные шейки под наружный и внутренний подшипники
ступицы колеса восстанавливают наплавкой под слоем флюса в
среде углекислого газа или вибродуговой наплавкой без охлаж-
дения.
При значительной коррозии шеек их обрабатывают «как чис-
то», но до диаметров не менее 74 мм и 84 мм и наплавляют
под слоем флюса электродной проволокой из стали 45 01,2 мм
с применением флюса
АН-348А
мелкой грануляции. Наплавку
ведут постоянным током обратной полярности при напряжении
25—27
В, силе тока
120—140
А,
частоте
вращения детали
1,7—
1,8 об/мин и скорости наплавки
23—26
м/ч.
Восстановленный картер моста должен отвечать следующим
техническим требованиям:
радиальное
биение
поверхности Л относительно поверхности
И не более 0,250 мм;
торцовое биение поверхности К относительно поверхности И
не более 0,050 мм,
а-поверхности
Д не более 0,100;
при приложении крутящего момента 2,5
кН-м
к фланцу цап-
фы и зажиме картера в местах крепления рессор не должны воз-
никать остаточная деформация и нарушение качества сварного
шва;
шероховатость поверхностей Я, Ж и Г должна соответство-
вать 7а классу
(7?
а
=
1,25-М
,0).
Картеры
редукторов задних мостов (рис.
IV.8.8)
изготавли-
вают у автомобилей ЗИЛ-130 из ковкого чугуна КЧ 35-10, как
и картер главной передачи автомобилей
ГАЗ-53А,
у
МАЗ-500
—
из чугуна КЧ 37-12.
Основные дефекты картера редуктора заднего
моста
приведе-
ны
в
табл.
1V.8.8.
В процессе разборки картер редуктора не должен разуком-
плектовываться с крышками подшипников дифференциала, так
как они обработаны
совместно.
300
Рис. IV.8.8.
Основные
дефекты картера редуктора заднего моста автомобиля
ЗИЛ-130
При обломах любого характера, кроме обломов фланца, кар-
тер редуктора бракуют. Если облом фланца захватывает более
половины отверстия под болты, то картер бракуют. Обломы
фланца крепления к картеру заднего моста, захватывающие ме-
нее половины отверстия под болты крепления, как и трещины на
картере, устраняют электродуговой заваркой.
Изношенные отверстия под роликовый подшипник ведущей
конической шестерни восстанавливают вибродуговой наплавкой
с последующей обработкой под размер рабочего чертежа. Воз-
можна также постановка ДРД, при этом картер редуктора ус-
танавливают и закрепляют в приспособлении на горизонтально-
расточном станке, растачивают отверстие до
0148+°
л
мм,
вы-
Таблица
IV.8.8
Дефекты картера редуктора заднего моста
Позиции
на
рис.
IV.8.8
/
' 2
3
4
5
Дефекты
Обломы фланца крепления к картеру и трещины
Износ отверстия под роликовый подшипник
ведущей конической
шестерни
Износ отверстий под гнезда подшипников ве-
дущей цилиндрической шестерни
Износ отверстий под подшипники дифференциа-
ла
Повреждение резьбы под гайку подшипника
дифференциала
Размеры, допустимые
без
ремонта, мм
140,100
135,080
130,080
Срыв более
двух ниток
301
держивая глубину
3±0,1
мм под буртик втулки. В расточенное
отверстие запрессовывают втулку с буртиком, подрезают )торец
заподлицо с основным металлом и растачивают
отверстие!
под-
размер рабочего чертежа. Применяют также постановку
ДРД,
при
этом отверстие борштангой растачивают до
0142+°'
040
мм
н|а
глу-
бину 15 мм, запрессовывают втулку, торец которой
подрезафт
за-
подлицо с основным металлом, и растачивают ее отверстие под
размер рабочего чертежа. 1
Отверстия под гнезда подшипников ведущей
цилиндрической
шестерни восстанавливают вибродуговой наплавкой или гальва-
ническим натиранием с последующей обработкой под размер
рабочего чертежа.
Таблица
IV.8.9
Дефекты чашки коробки дифференциала
Отверстия под гнезда подшипников допускают также
обра-
ботку под ремонтные размеры: первый —
0135,50+°'
040
.мм'!
(ин-
декс клеймения
Р1),
второй
—
0136,0+°'
040
мм
(индекс
кл,ейме-
ния
Р2).
Клеймение производится по поверхности В.
Отверстия под подшипники дифференциала восстанавливают
вибродуговой наплавкой по следующей технологии: растачивают
отверстия до 0137 мм, снимают крышки не обезличивая их, об-
варивают гнезда подшипников на картере и крышке (сварку
ведут ,не менее чем в два слоя постоянным током обратной по-
лярности, сила тока
200—240
А, электрод ОЗЧ-1 05
мм),
не до-
водя сварочный шов до плоскости разъема на
10—12
мм. Затем
припиливают плоскости разъема как на, картере, так и на крыш-
ке, устанавливают крышку на место и растачивают отверстия
борштангой под размер рабочего чертежа.
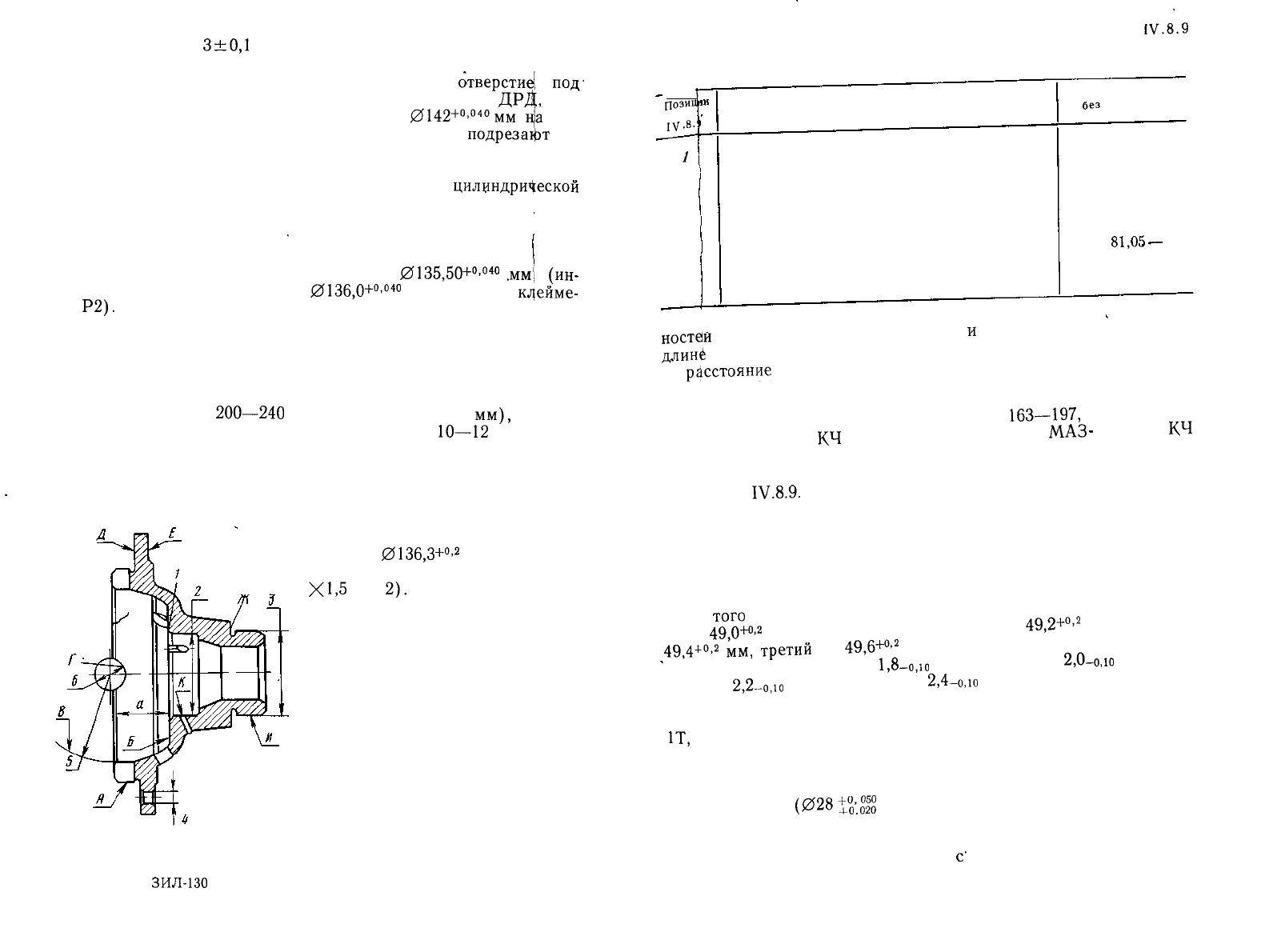
При повреждении резьбы под
гайку подшипника дифференциа-
ла резьбовое отверстие растачи-
вают до
0136,3+°'
2
мм и нареза-
ют ремонтную резьбу (М138Х
XI,5
кл.
2).
Возможна также ви-
бродуговая наплавка с последую-
щей расточкой и нарезанием
резьбы.
После восстановления картер
редуктора должен отвечать сле-
дующим требованиям:
непараллельность поверхно-
сти Б и оси поверхности А не
более 0,040 мм на длине 100 мм;
поверхности Г и оси поверхно-
сти Е не более 0,060 мм на дли-
не 100 мм;
неперпендикулярность поверх-
ности Д и оси поверхности Е не
более 0,060 мм на длине 100мм;
отклонение от положения в
одной плоскости осей поверх-
Рис. IV.8.9. Основные дефекты чаш-
ки коробки дифференциала автомоби-
ля ЗИЛ-130
•
[
Позии
на рис
IV-
8.!
/
2
3
4
5
6
Дефекты
Задиры, риски или неравномерный износ торца
под шайбу шестерни полуоси
Износ отверстия под шейку шестерни полуоси
Износ шейки под роликовый подшипник
Износ отверстий под стяжные болты
Задиры, риски или неравномерный износ сфе-
рической поверхности под шайбы
Износ отверстий под шипы крестовины
Размеры, допустимые
без
ремонта, мм
При размере а
более 49,8 — бра-
ковать
75,200
75,010
14,500
При радиусе
более
81,
05
—
бра-
ковать
28,100
I
ностем
£ и Д и осей поверхностей А
и
Е не более 0,030 мм на
длине
100 мм;
расстояние
между осями поверхностей Л и £ должно быть в
пределах 190,50+0,050 мм.
Чашки коробки дифференциалов (рис. IV.8.9) изготавливают
у автомобилей ЗИЛ-130 из стали 45, НВ
163—197,
у ГАЗ-53А —
из ковкого чугуна
КЧ
35-10, НВ 121 — 149, у
МАЗ
-
500 — из
КЧ
37-12.
Основные дефекты чашки коробки дифференциала приведе-
ны в табл.
IV.8.9.
В процессе разборки правая и левая чашки не должны раз-
укомплектовываться. При наличии на чашках трещин их бра-
куют.
Задиры, риски или неравномерный износ торца под шайбу
шестерни полуоси устраняют, обработкой его до ремонтного раз-
мера с компенсацией размера а за счет постановки при сборке
шайб
того
же ремонтного размера. Размер а по рабочему черте-
жу
49,0
+0
'
2
мм, первый ремонтный —
49,2+°'
2
мм, второй —
49^-1-0,2
ММ]
Т
р
ети
й
—
49,6+°'
2
мм, при
соответствующей толщине
шайб: основного размера
1,8-о,ю
мм, первого —
2,0_о,ю
мм, вто-
рого —
2,2-о,ю
мм, третьего —
2,4_о,ю
мм. При размере а более
49,8 мм чашку бракуют. Чашки коробки дифференциала ремонт-
ного размера маркируют по поверхности Е индексами клеймения
IT,
2T, ЗТ.
Изношенные отверстия под шипы крестовины восстанавлива-
ют сверлением новых отверстий, расположенных под углом 45° к
изношенным, с последующим развертыванием их под размер ра-
бочего чертежа
(028+%^
мм).
При задирах, рисках или износе сферической поверхности
чашки коробки дифференциала ее растачивают фасонным резцом
под один из ремонтных размеров
с'
компенсацией увеличенного
размера при сборке ремонтными шайбами. Все ремонтные разме-
303
302
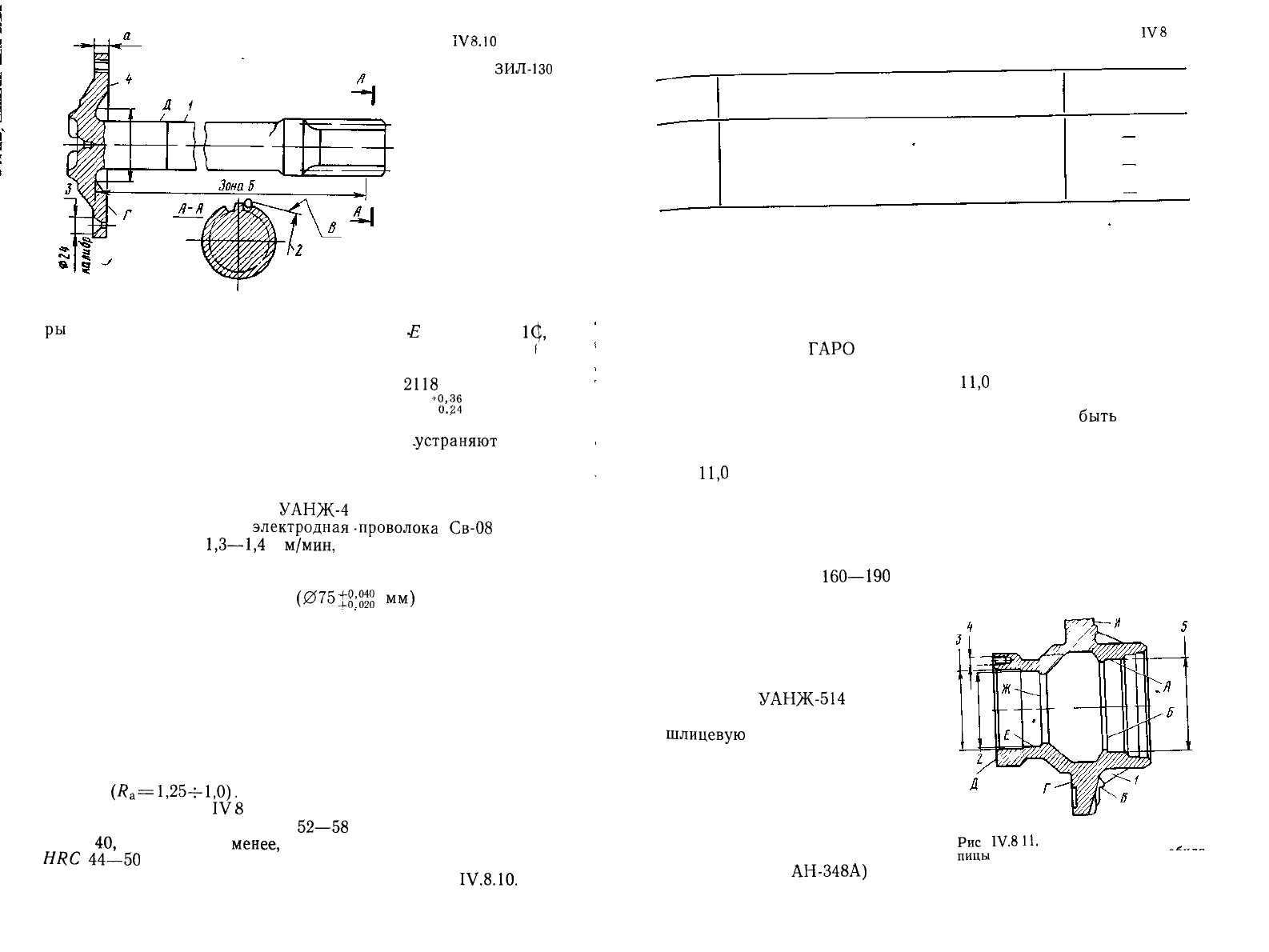
Рис.
IV
8.10
Основные
дефекты полуоси авто-
мобиля
ЗИЛ-130
Таблица
IV
8
10
Дефекты полуоси
ры
маркируют клеймением по поверхности
-Е
индексами
1(J,
2С,
ЗС, 4С, 5С, 6С
i
При износе отверстий под стяжные болты чашку закрепляют
в кондукторе на столе сверлильного станка
2118
и сверлят новые
отверстия в промежутке между старыми 014,0
*°
0
'Ц
мм и зенку-
ют их с двух сторон
Износ шейки под роликовый подшипник
.устраняют
хромиро-
ванием, осталиванием, вибродуговой наплавкой или раздачей.
Вибродуговую наплавку производят по следующей технологии:
чашку устанавливают в приспособление, обтачивают шейку до
073 мм, затем на установке
УАНЖ-4
ее наплавляют до диамет-
ра 78 мм при режиме:
электродная-проволока
Св-08
01,6 мм,
скорость подачи
1,3—1,4
м/мин,
частота вращения детали
2,0 об/мин, расход охлаждающей жидкости 0,05 л/мин. После
наплавки шейку обтачивают с припуском 0,15 мм и шлифуют
под размер рабочего чертежа
(075+g'°2o
MM
)
Отверстие под шейку шестерни полуоси восстанавливают вне-
ванным осталиванием, вибродуговой наплавкой или постановкой
ДРД с последующей расточкой под размер рабочего чертежа.
Восстановленная чашка коробки дифференциала должна от-
вечать следующим техническим требованиям:
при установке по поверхности А и опоре на поверхность Д
биение поверхности В не более 0,060 мм, радиальное биение по-
верхностей К и И не более 0,080 мм, торцовое биение поверх-
ности Ж не более 0,040 мм, а поверхности Б не более 0,050 мм;
шероховатость поверхности И должна соответствовать 7а
классу
(Я
а
=1,25-т-1,0).
Полуоси (рис.
IV
8
10) изготавливают у автомобилей
ЗИЛ-130 из стали 45РП, HRC
52—58
в зоне Б, у ГАЗ-53А — из
стали
40,
HRC 42 не
менее,
у МАЗ-500 — из стали 38ХГС,
HRC
44—50
Основные дефекты полуоси приведены в табл.
IV.8.10.
304
Позиции
на рис
IV 8 10
/
2
3
4
Дефекты
Погнутость полуоси
Износ шлицев по толщине
Износ конусных отверстий под разжимные
втулки
Погнутость фланца
Размеры, допустимые
без ремонта, мм
55,0
—
При наличии обломов или трещин, а также скручивания по-
луоси бракуют.
Погнутость определяют после установки полуоси в центрах
при помощи индикаторной головки. Величина радиального бие-
ния должна быть: поверхности В не более 0,30 мм, поверхности
Д не более 1,0 мм. При больших значениях погнутости полуоси
правят на прессе
ГАРО
типа 208 до устранения дефекта с после-
дующим подрезанием поверхности Г «как чисто», выдерживая
при этом толщину фланца не менее
11,0
мм
Погнутость фланца определяют наличием торцового биения,
которое при установке полуоси в центрах должно
быть
на по-
верхности Г не более 0,10 мм При большем значении биения
фланца поверхность Г подрезают «как чисто» При размере а ме-
нее
11,0
мм полуось бракуют.
Состояние конусных отверстий под разжимные втулки прове-
ряют конусным калибром с углом конуса 39° и большим диамет-
ром 24 мм. При несовпадении торцов детали и калибра более чем
на 1,0 мм отверстия подлежат восстановлению по следующей
технологии: их рассверливают до 022 мм и заплавляют (сила
постоянного тока
160—190
А, электроды Э-42, 04 мм), затем с
двух сторон подрезают торцы фланца и сверлят отверстия
012,5 мм с последующей зен-
ковкой до 020 мм.
Изношенные по толщине
шлицы восстанавливают на-
плавкой под слоем флюса на
установке
УАНЖ-514
НИИАТ.
Впадины между шлицами и
шлицевую
шейку наплавляют
продольными швами. Наплавку
ведут до 057 мм (сила постоян-
ного тока 230 А, напряжение
27 В, проволока марки
Нп-ЗОХГСА диаметром 1,8 мм,
скорость наплавки 14,4 м/ч, ско-
Рис
Iv
.8ll.
Основные дефекты
сту-
рость подачи проволоки
-'—
137 м/ч, флюс
АН-348А)
пицы
заднего колеса
ЗИЛ-130
автомобиля
305
Таблица
fV.8.1]
Дефекты ступиц задних колес
Позиции
на рис.
IV.
8.
11
/
2
3
4
5
Дефекты
Трещины на ребрах
Износ отверстия под наружное
кольцо
друж-
ного подшипника
Износ отверстия под наружный сальник
Срыв резьбы
Износ отверстия под наружное кольцо внутрен-
него подшипника
Размеры, допустимые
без ремонта, мм
134,990
136,400
Не более двух
ниток
149,990
Затем полуось проверяют на биение и при необходимости
правят,
шлицевую
шейку протачивают, снимают фаску и фрезе-
руют шлицы на фрезерном станке 5350А. Шлицевой конец затем
закаливают ТВЧ с нагревом до температуры
850—900°С
и охлаж-
дением в масле и отпускают при температуре
575—600°С
с после;
дующим охлаждением на воздухе.
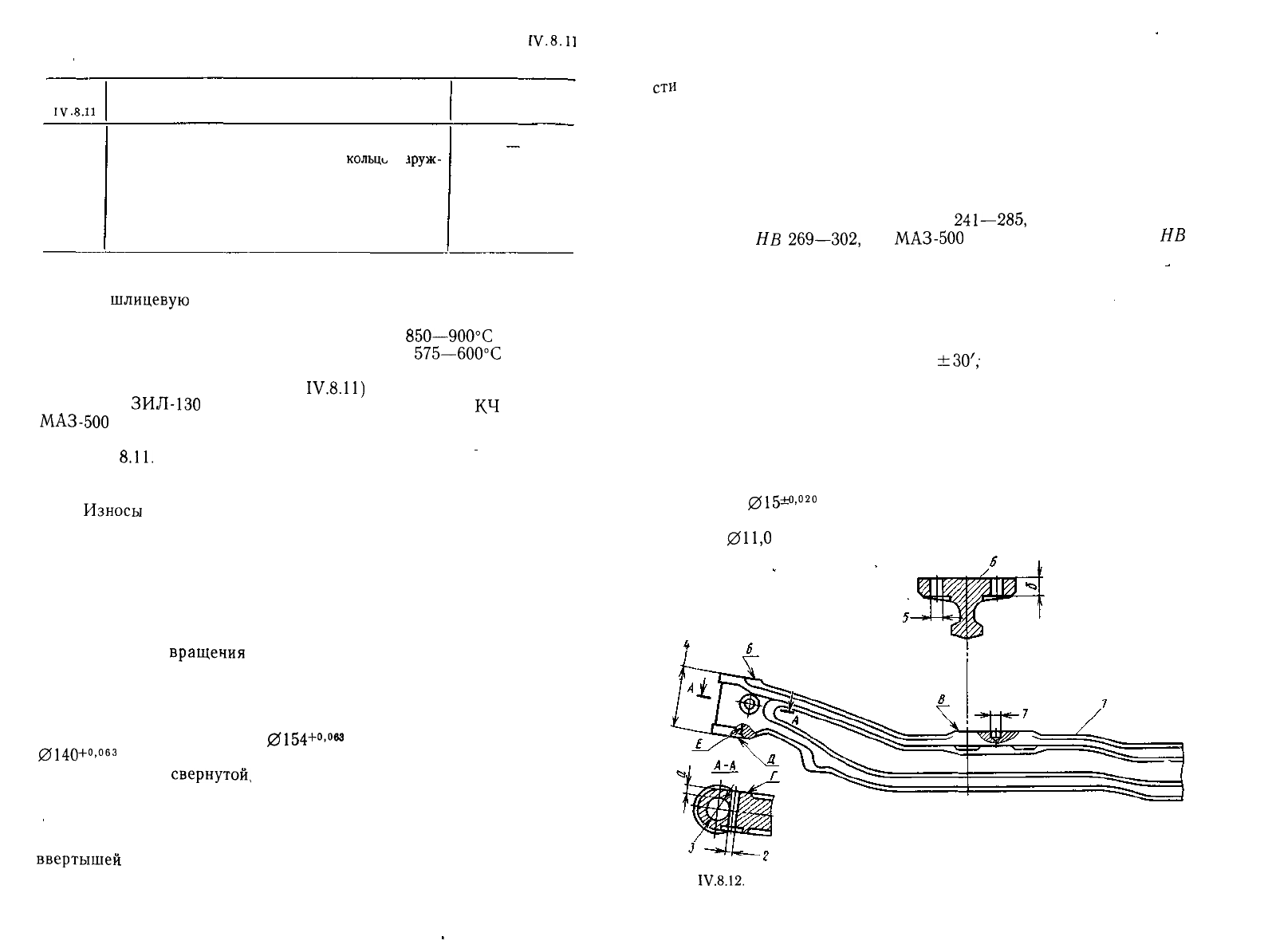
Ступицы задних колес (рис.
IV.8.11)
изготавливают у ав-
томобилей
ЗИЛ-130
и ГАЗ-53А из ковкого чугуна
КЧ
35-10, у
МАЗ-500
— из стали 40Л.
Основные дефекты ступицы заднего колеса приведены в
табл. IV.
8.11.
При наличии трещин на любых местах, кроме ребер, ступицы
бракуют. Трещины на ребрах устраняют электродуговой свар-
кой.
Износы
отверстий под наружное кольцо внутреннего и на-
ружного подшипников, а также под наружный сальник устраня-
ют вибродуговой наплавкой или постановкой ДРД.
При восстановлении отверстий под подшипники вибродуговой
наплавкой их растачивают на глубину до 2,0 мм и после этого
наплавляют: отверстия внутреннего подшипника до 0148 мм, а
наружного — до 0133 мм. Наплавку ведут проволокой Св-08
01,6 мм в два слоя при режиме: сила тока 100 А, напряжение
18 В, частота
вращения
детали 0,8 об/мин, шаг наплавки
3,3 мм/об, скорость подачи проволоки 1,3 м/мин. Затем отверстия
растачивают под размер рабочего чертежа.
Восстановление отверстий постановкой ДРД осуществляют
по следующей технологии: отверстия растачивают (под внут-
ренний
подшипник
до
0154+
0
'
063
мм, под
наружный
—
0140+°.°
63
мм на глубину соответственно 30 и 34 мм), из сталь-
ной трубы или
свернутой,
полосовой стали изготавливают ре-
монтные втулки, запрессовывают их в расточенные отверстия и
обрабатывают под размер рабочего чертежа.
у Резьбу под шпильки крепления полуоси восстанавливают на-
резанием ремонтной резьбы (М18 — кл. 2) или постановкой
ввертышей
с последующим нарезанием резьбы по рабочему чер-
тежу.
306
После ремонта ступица заднего колеса должна отвечать сле-
дующим техническим требованиям: при установке по поверхно-
сти
А и опоре на поверхность Б радиальное биение поверхности
Е не более 0,120 мм, поверхности В не более 0,150 мм; торцовое
биение поверхности Ж не более 0,080 мм, поверхности Д не бо-
лее 0,100 мм, поверхностей Г и Я не более 0,150 мм.
5. Передние мосты
Балки передних мостов (рис. IV.8.12) изготавливают у авто-
мобилей ЗИЛ-130 из стали 45, НВ
241—285,
у ГАЗ-53А — из
стали ЗОХ,
НВ
269—302,
у
МАЗ-500
— из стали 40Х,
НВ
241-285.
Основные дефекты балки переднего моста приведены в табл.
IV.
8.12.
При наличии трещин и отколов любого характера балку пе-
реднего моста бракуют. Изгиб и скручивание проверяют на спе-
циальном стенде (допустимый прогиб в горизонтальной плоскости
±1,5°,
в
вертикальной плоскости
±30';
допустимое
скручивание
±1,5°) и при необходимости балку правят в холодном состоя-
нии. До проверки и правки на балке зачищают забоины на тор-
цах отверстий под шкворень и площадки под рессоры. При изгибе
и скручивании, которые не поддаются правке, балку переднего
моста бракуют.
Изношенные отверстия под центрирующие выступы рессоры
восстанавливают постановкой ДРД: их рассверливают и развер-
тывают
до
015
±0
'
020
мм на
глубину
15 мм,
затем запрессовыва-
ют втулки заподлицо с основным металлом и сверлят в них от-
верстия
011,0
мм на глубину 8,0 мм.
Рис.
IV.8.12.
Основные дефекты балки переднего моста автомобиля ЗИЛ-130
307
Изношенные площадки под рессоры фрезеруют на вертикаль-
но-фрезерном станке
615
торцовой фрезой
0200
мм с
вставными
ножами, изготовленными из сплава
I15K6.
При толщине пло-
щадки (размер б) менее 14,5 мм балку бракуют. Поскольку пло-
щадки под рессоры являются базовыми поверхностями при уст-
ранении почти всех дефектов балки, их восстанавливают в пер-
. вую
очередь.
Износ отверстий под стремянки крепления рессор устраняют
постановкой ДРД с развертыванием
их'
под размер рабочего
чертежа.
Износ бобышки по высоте устраняют фрезерованием торцов
на специальном фрезерном станке, на котором и растачивают
отверстия под шкворень. При размере бобышки менее 89,0 мм
балку
бракуют..
Уменьшение высоты бобышки компенсируют при
сборке постановкой регулировочных шайб трех ремонтных разме-
ров (0,50; 1,0; 2,0 мм).
Изношенные отверстия под шкворень восстанавливают поста-
новкой ДРД до следующей технологии: отверстие растачивают
до
044+
0
'
060
мм, в
него запрессовывают втулку так, чтобы ради-
усная канавка совпала с отверстием под клин. Запрессованную
втулку растачивают
под
размер рабочего чертежа
(038+
М39
мм)
и подрезают торец бобышки с двух сторон «как чисто». При тол-
щине стенки бобышки (размер а) в средней ее части по высоте
менее 8,0 мм балку бракуют.
Изношенные отверстия под клин шкворня обрабатывают до
одного из ремонтных размеров и маркируют краской на поверх-
ности Г (первый ремонтный размер
014,5+°'
120
— зеленой, вто-
рой ремонтный размер
015,0+°>
120
— голубой). При сборке уста-
навливают клин соответствующего ремонтного размера.
Восстановленная балка переднего моста должна отвечать
следующим техническим требованиям: неперпендикулярность по-
Таблица
IV.8.12
Дефекты балки переднего моста
Позиции
на
рис.
IV.
8.
12
/
2
3
4
5
6
7
Дефекты
Изгиб и скручивание
Износ отверстия -под клин шкворня
Износ отверстия под шкворень
Износ бобышки под шкворень по высоте
Износ отверстий под стремянки крепления рес-
сор
Износ площадок рессор по высоте
Износ отверстий под центрирующие выступы
рессор
Размеры, допустимые
без ремонта, мм
Угол наклона
оси шкворня 8° +
+
15'
1
*
^
14,250
38,060
89,0
21,600 .
Размер б не ме-
нее
14,5
12,0
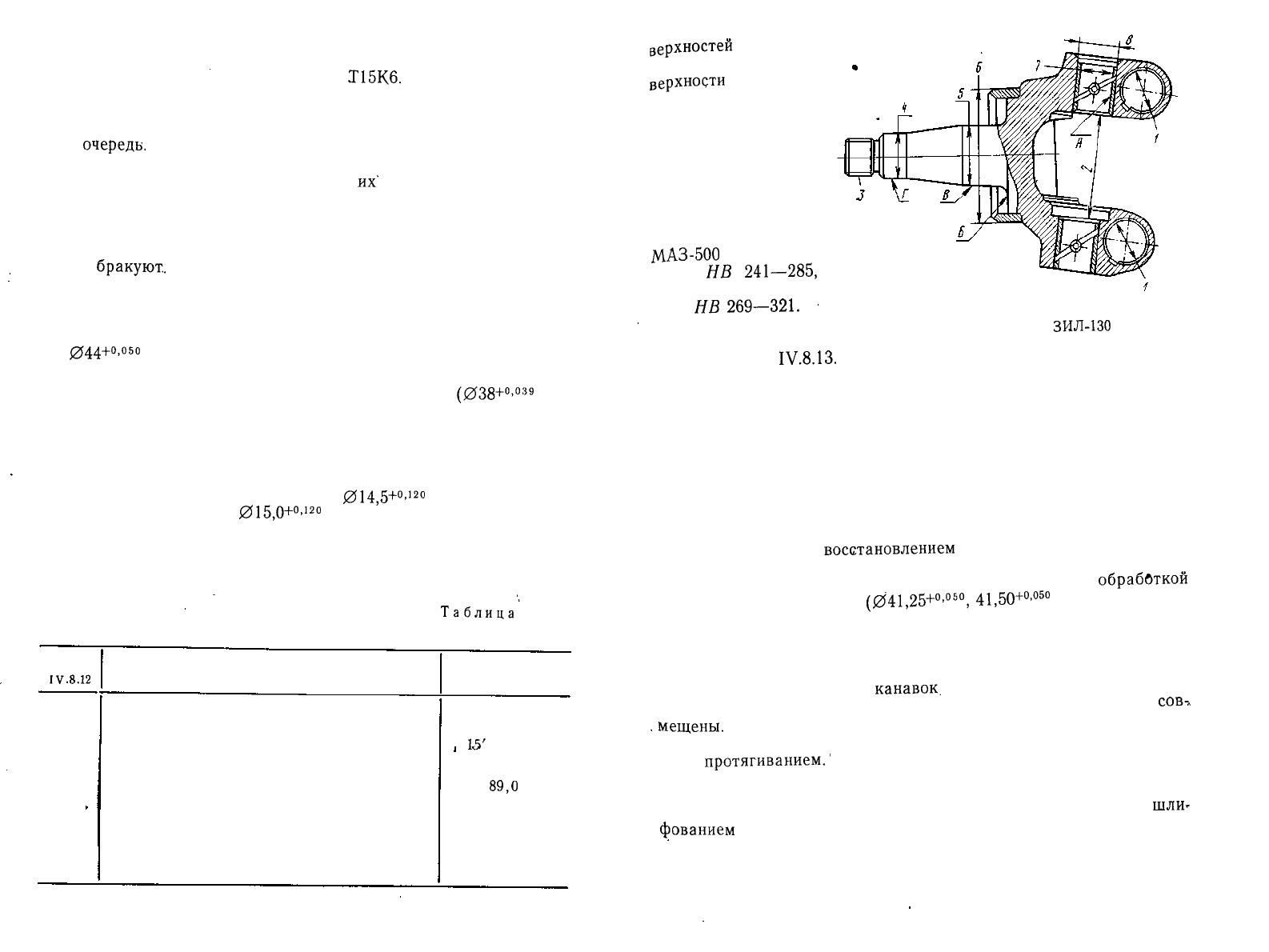
Рис. IV.8.13. Основные дефекты поворот-
ной цапфы автомобиля
ЗИЛ-130
308
верхностей
Б и Д от-
носительно оси по-
верхности
Е не более
0,20 мм и отклонение
от положения в од-
ной плоскости поверх-
ностей В должно быть
не более 1,0 мм.
Поворотные цапфы
(рис. IV. 8.13) изго-
тавливают у автомо-
билей ЗИЛ-130 и
МАЗ-500
из стали
40Х,
НВ
241—285, у
ГАЗ-53А — из стали
35Х,
НВ
269—321.
Основные дефекты
поворотных цапф при-
ведены в табл.
IV.8.13.
' При наличии обломов и трещин любого характера поворотные
цапфы бракуют.
Износ конусных отверстий под рычаги поворотной цапфы оп-
ределяют введением в отверстие конусного калибра с конусно-
стью 1:8 и малым диаметром 35,0 мм. Состояние отверстия опре-
деляют на краску и по расстоянию между торцами калибра и
детали: если площадь пятен контакта при проверке на краску
менее 70%, то отверстие восстанавливают; если несовпадение
торцов превышает 1,50 мм, то поворотные цапфы бракуют. Вос-
становление отверстий осуществляют развертыванием конусными
развертками. Перед
восстановлением
цапф проверяют состояние
центровых фасок и при необходимости их правят.
Износ отверстий под втулки шкворня устраняют
обработкой
под ремонтные размеры
(041,25+°'°
50
,
41,50+°'
050
мм) с последу-
ющей постановкой втулок ремонтного размера.
Изношенные отверстия во втулках под шкворень восстанавли-
вают заменой втулки с последующей обработкой под размер ра-
бочего чертежа. При запрессовке втулки ее следует устанавли-
вать открытыми концами
канавок,
для смазки вверх. Отверстия
для смазки во втулках и в поворотной цапфе должны быть
сов-,
мещены.
При проверке стержень 07 мм должен проходить через
отверстия в цапфе и втулке. После запрессовки втулки обрабаты-
вают
протягиванием.
1
Износ шеек под сальник и внутренний и наружный подшипни-
ки устраняют хромированием (при износе менее 0,15 мм) или
осталиванием (при износе более 0,15 мм) с последующим
шли-
фованием
под размер рабочего чертежа.
Резьбу под гайку восстанавливают наплавкой с последующим
нарезанием резьбы по рабочему чертежу. Наплавку осуществля-
ют вибродуговым способом на установке УАНЖ-6 НИИАТ без
309
Таблица
IV.8.13
Дефекты поворотной цапфы
Позиции
на
рис.
IV-
8.13
/
2
3
4
5
6
7
8
Дефекты
Износ конусных отверстий под рычаги
Износ проушины под бобышку балки переднего
моста
Повреждение резьбы под гайку
Износ шейки под наружный подшипник ступицы
Износ шейки под внутренний подшипник сту-
пицы
Износ кольца под сальник ступицы
Износ отверстий во втулках шкворня
Износ отверстий под втулки шкворня
Размеры, допустимые
без ремонта, мм
Несовпадение
торцов детали и ка-
либра не более 1,50
113,0
.
39,970
54,960
111,800
38,060
41,060
охлаждающей жидкости до 042 мм плотным круговым швом
при режимах: электродная проволока сталь 50 01,6 мм, сила
тока 160 А, напряжение 15 В,
скорость
подачи проволоки
1,0—1,3
м/мин, шаг наплавки 3,0 мм/об, частота вращения дета-
ли 5 об/мин, или ручной электродуговой сваркой электродами
УОНИ 13/55 или
ОММ-5.
Затем наплавленную поверхность об-
рабатывают на токарном станке и фрезеруют
лыску
на резьбо-
вом конце.
Обработанный резьбовой конец поворотной цапфы нагревают
в соляной ванне в течение 30 мин до температуры 860°С, выдер-
живают 15 мин, затем охлаждают на воздухе и промывают
5%-ным
раствором соды при
температуре^
80—90°;
далее зачища-
ют заусенцы и прогоняют резьбу плашками по всей длине.
Износ проушины под бобышку балки переднего моста устра-
няют фрезерованием торцов «как чисто» с последующей поста-
новкой регулировочных шайб ремонтного размера при сборке.
При износе проушины более 113,0 мм поворотную цапфу бра-
куют.
После восстановления поворотная цапфа должна отвечать
следующим техническим требованиям:
ось отверстий под втулки шкворня должна быть наклонена в
сторону продольной оси автомобиля под углом 9°
±15';
торцовое биение поверхности Б при установке в центрах не
более 0,025 мм;
радиальное биение поверхности Г относительно поверхности
В не более 0,030 мм;
овальность и конусность поверхности Г не более
0,008
мм, а
поверхности В не более 0,010 мм;
шероховатость поверхностей А, Б, В и Г должна соответство-
вать
7
а классу
(#
а
=
1,25-Н
1,0).
310
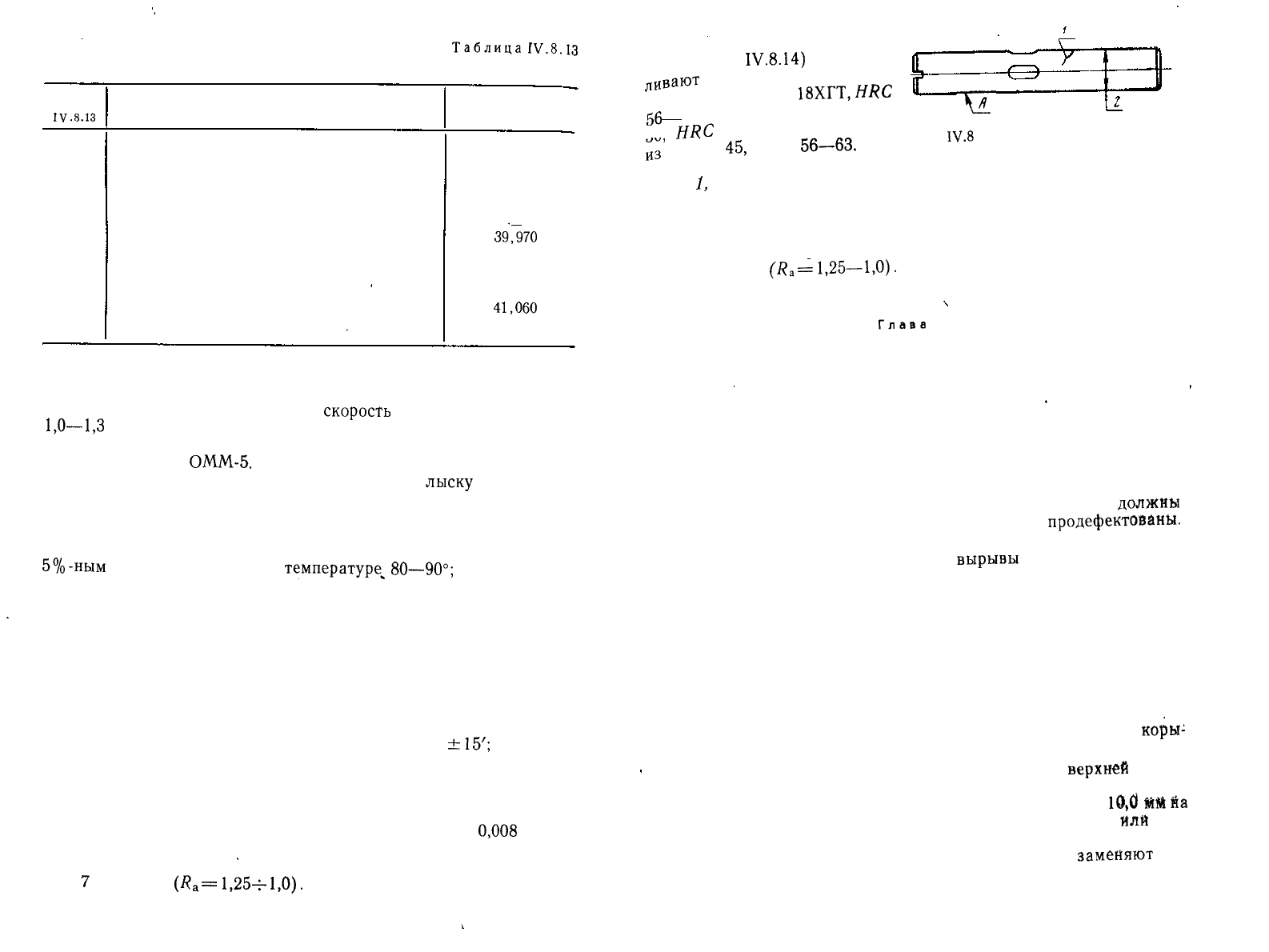
тг
Рис.
IV.8
14. Основные дефекты шквор-
ня автомобиля ЗИЛ-130
Шкворни поворотных
цапф (рис.
IV.8.14)
изготав-
ливают
у автомобилей
ЗИЛ-130 из стали
18ХГТ,ЯЯС
56
62, у ГАЗ-53А — из стали
50
HRC
57—60, у МАЗ-500—
И3
'
стали
45,
HRC
56—63.
Основные дефекты: тре-
щины
/,
при наличии которых
шкворень бракуют и износ по диаметру 2, при котором шкворень
восстанавливают хромированием или осталиванием с последую-
щим шлифованием под размер рабочего чертежа. Шероховатость
поверхности А шкворня после восстановления должна соответство-
вать 7а классу
(7?
а
—1,25—1,0).
Глава
9
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ХОДОВОЙ ЧАСТИ И МЕХАНИЗМОВ УПРАВЛЕНИЯ
1. Рама и подвеска
Продольные балки (лонжероны) рам изготавливают у автомо-
билей ЗИЛ-130 из стали ЗОТ, у ГАЗ-53А — из стали 25, у
МАЗ-500 — из стали 19ХГС. Поперечины рамы изготавливают у
автомобилей ЗИЛ-130 из сталей 20 и 08, у ГАЗ-53А — из стали
08 кп, у МАЗ-500 — из стали 20 кп.
Перед ремонтом рамы все заклепочные соединения
должны
быть разобраны, детали промыты и тщательно
продефектованы.
Основные дефекты продольных балок и поперечин рамы: по-
гнутость, повреждение кронштейнов,
вырывы
отверстий под бол-
ты крепления передних крюков, износ отверстий под заклепки,
трещины, проходящие через заклепочные отверстия, трещины в
сплошном металле, ослабление заклепок.
При поступлении в ремонт лонжеронов с разрушениями в зо-
не ранее наложенного шва, а также при наличии накладки или
корытообразной вставки их ремонтируют, отрезая часть лонже-
рона, имеющего повреждения, и приваривая встык такую же
годную часть с последующим упрочнением наклепом зоны терми-
ческого влияния шва.
При наличии на лонжероне более одной накладки или
коры
:
тообразной вставки его бракуют.
Погнутость лонжеронов определяют
кривизной
верхней
ПОЛКИ
(не более 2,0 мм на длине 1,0 м и 5,0 мм на всей длине) и
вертикальной стенки (не более 2,0 мм на длине 1,0 м и
10,0
МЙЙа
всей длине) и устраняют правкой без нагрева на прессе
или
спе-
циальном стенде. При невозможности устранить дефект правкой
Детали рамы бракуют. Поврежденные кронштейны
заменяют
но-
выми.
311
Вырывы
отверстий под болты устраняют правкой
лонжеронов
и заваркой их или отрезая дефектную часть и приваривая
встын
чакую
же годную часть.
Отверстия под заклепки восстанавливают, если диаметр ил
увеличился более чем на 1,0 мм, заваркой на медной подкладке
с последующей обработкой их под размер рабочего чертежа и
упрочнением кромок отверстий.
Трещины, проходящие через заклепочные отверстия,
устраня-
ют, вырезая дефектную полку стенки и приваривая на ее места
встык вставки с последующим упрочнением зоны
термического
влияния наклепом. Другой вариант ремонта заключается в завар-
ке трещины с постановкой усилительной подкладки. Трещины в
сплошном
металле
устраняют заваркой с последующим упрочне-
нием наклепом.
При ослаблении заклепок после ремонта их высверливают и
устанавливают новые с последующим расклепыванием. Клепка
при сборке может выполняться с предварительным нагревом или
без нагрева заклепок. Наиболее высокое качество достигается
при машинной клепке
«вхолодную»
при помощи гидравлических
клепальных установок ЗИЛ 5Н-366, МАЗ 62/350, ГАЗ 82-631, ко-
торые позволяют без нагрева обжимать заклепки диаметром до
13 мм.
Сварку рам производят постоянным током силой 200 А, элек-
тродами ОЗС-6 или УОНИ 13/55 0 4 мм. Затем сварочный шов
и поверхность по обе стороны от него на расстоянии
3—4
мм уп-
рочняют наклепом для увеличения предела выносливости соеди-
нения. Наклепывание ведут пневматическим молотком с работой
'
удара 5
Н-м
и бойком с рабочей сферой 4,5 мм. При этом от-
печатки бойка не должны сливаться в сплошную полосу, каждый
отпечаток должен быть хорощо заметен; между отпечатками не
должно быть ненаклепанного участка, соседние отпечатки долж-
ны перекрываться, диаметр отпечатка не более 3,0 мм.
Таблица IV 91
Дефекты рессоры
1 2
1 3
003ИЦИИ
на
рис.
IV-9
1
/
2
3
4
5
Дефекты
Обломы и трещины на листах, хомутах и за-
клепках крепления хомутов
Износ листов по толщине:
первого листа
Износ накладки первого листа по толщине
Износ торцов ушка рессоры
Износ отверстия во втулке ушка рессоры
Размеры, допустимые
без ремонта, мм
—
7 250
74,200
40,340
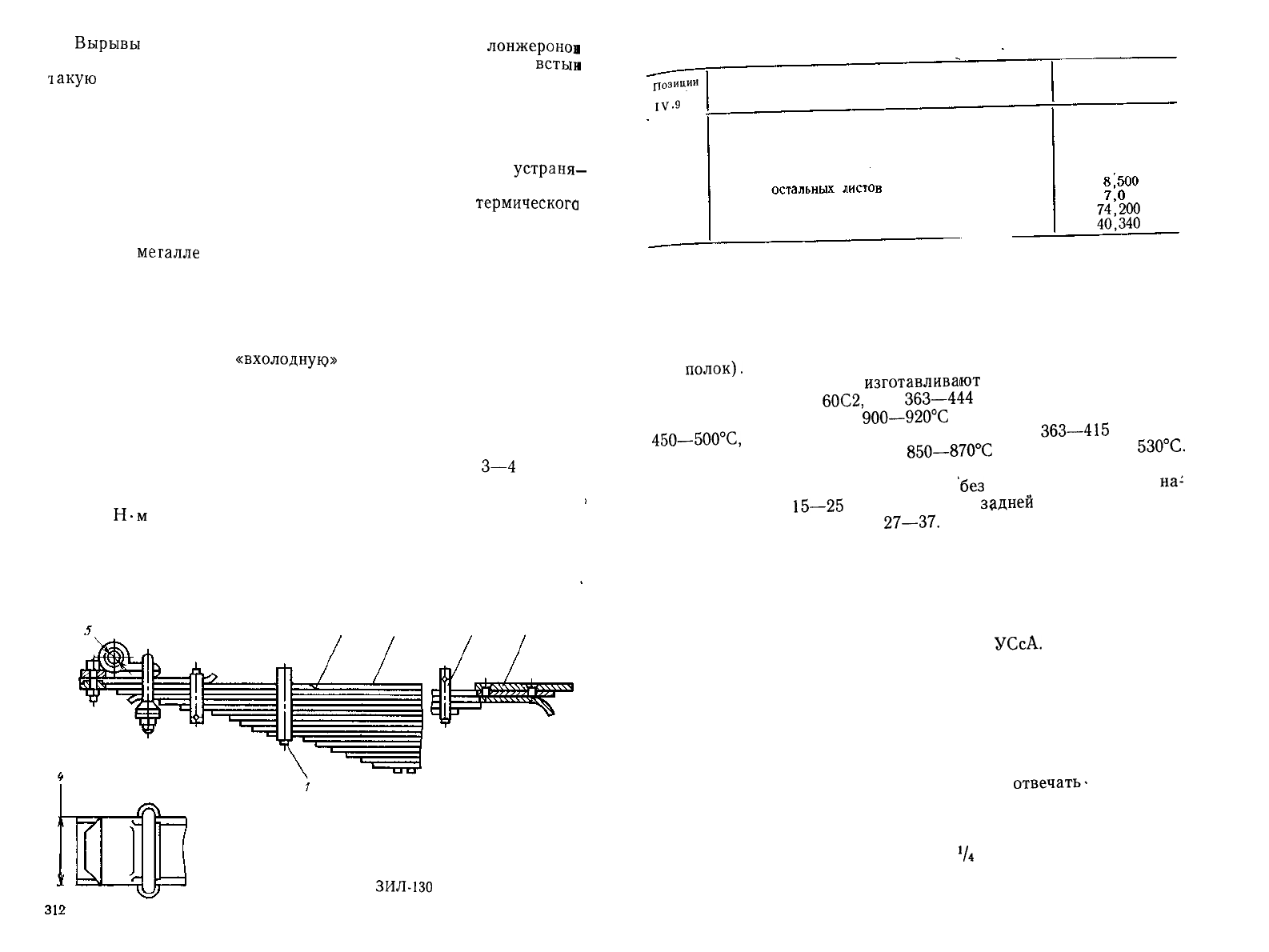
Рис. IV.9.1. Основные дефекты рессор автомобиля
ЗИЛ-130
После восстановления рама должна отвечать следующим тех-
ническим требованиям:
на лонжероне не допускается более трех сварных соединений
или заваренных трещин;
неплоскостность полок лонжеронов в поперечном сечении не
более 0,50 мм (проверяется на расстоянии 25 мм от горизонталь-
ных
полок).
Рессоры (рис. IV.9.1)
изготавливают
у автомобилей ЗИЛ-130
и МАЗ-500 из стали
60С2,
НВ
363—444
с последующей закалкой
в масле при температуре
900—920°С
и отпуском при температуре
450—500°С,
у ГАЗ-53А — из стали 50ХГА, НВ
363—415
с закал-
кой в масле при температуре
850—870°С
и отпуском при
530°С.
Состояние рессор определяют стрелой прогиба (мм), которая
у автомобилей ЗИЛ-130 должна быть
'без
нагрузки 101, при
на
:
грузке 15 кН —
15—25
(передняя) и у
задней
без нагрузки —
122, при нагрузке 19 кН —
27—37.
Основные дефекты рессор приведены в табл. IV. 9.1.
При наличии дефектов у рессоры или уменьшения стрелы
прогиба ее разбирают, промывают детали и дефектуют. Годные
листы, потерявшие упругость, отжигают, гнут, закаливают в спе-
циальной ванне с приспособлением для гибки 140 АКТБ, отпуска-
ют и по вогнутой стороне обрабатывают дробью. Перед сборкой
листы промазывают графитовой смазкой
УСсА.
Собирают рессо-
ры на станке типа 3039 Гипроавтотранса и испытывают их на
стенде модели 75 АКТБ. При необходимости завивку ушек у ко-
ренных листов осуществляют на станке 2350 КАРЗ.
Листы с обломами и трещинами, а также с износом по толщи-
не более допустимого размера заменяют новыми.
Износ отверстия во втулке устраняют ее заменой с последую-
щей разверткой под размер рабочего чертежа.
После восстановления рессоры должны
отвечать-
следующим
техническим требованиям:
зазоры между листами рессоры, стянутой в средней части до
соприкосновения листов, без приложения нагрузки на концы рес-
соры допускаются на длине не более
'/4
общей длины между двумя
смежными листами — не более 1,20 мм; при этом зазоры на
313
длине до 75 мм не должны быть более 0,3
мд;
зазоры на концах
рессоры не допускаются;
ширина пакета листов должна
бцть
в средней части рессоры
не более 77,0 мм, у передних рессор — не более 67,0 мм;
после сборки рессора должна быть подвергнута
\осадке
под
нагрузкой 55,6 кН (передняя — 26 кН), повторная осадка той
же
нагрузкой
не должна давать остаточных деформаций.
2. Рулевое управление
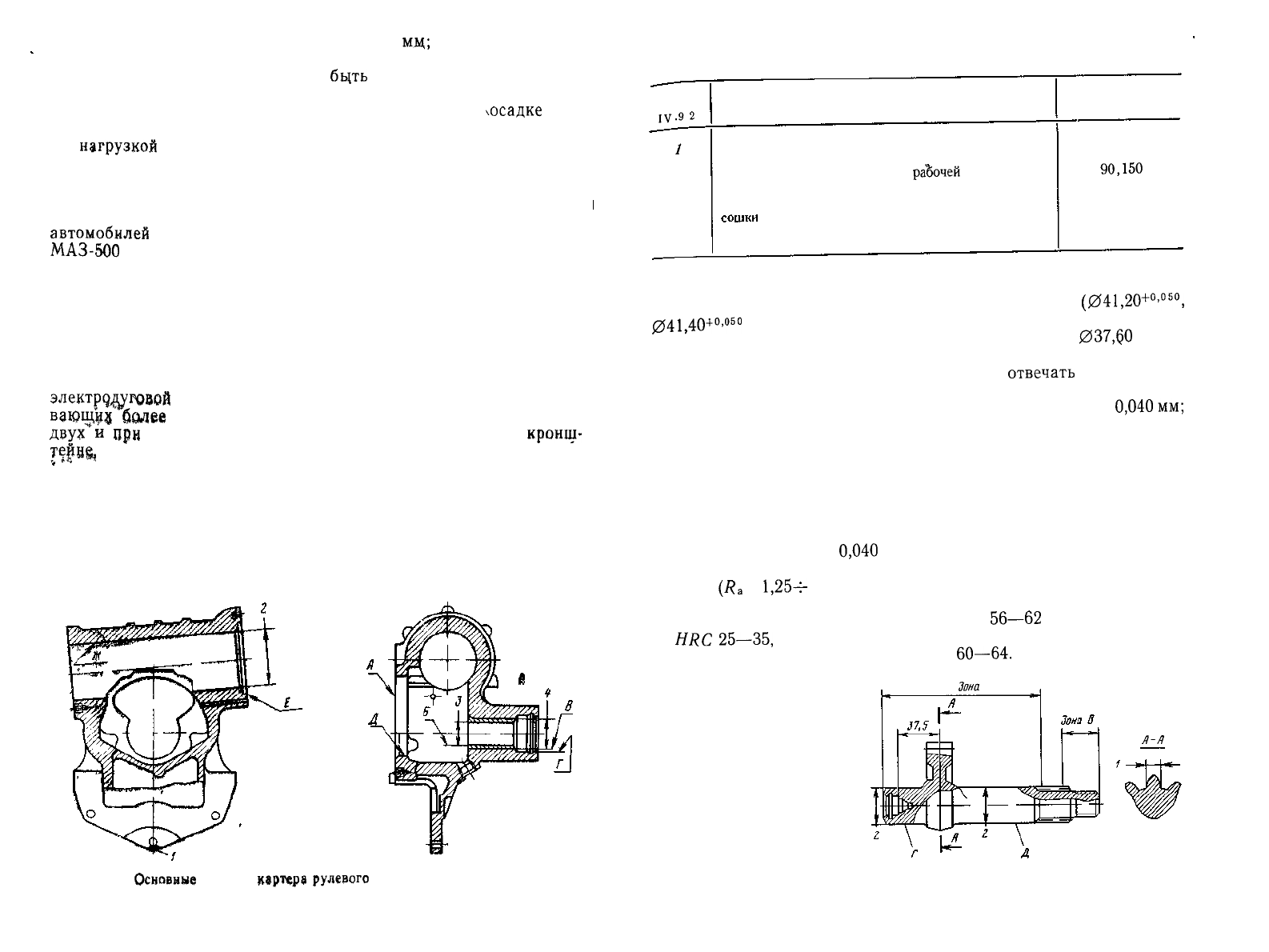
Картеры рулевого механизма (рис. IV 9 2) изготавливают у
автомобилей
ЗИЛ-130 и ГАЗ-53А из ковкого чугуна КЧ 35-10, у
МАЗ-500
— из КЧ 37-12; втулки — из бронзы Бр. ОЦС 4-4-2,5.
Основные дефекты картера приведены в табл. IV. 9 2
Обломы и трещины на кронштейне крепления картера восста-
навливают заваркой. Трещины подготавливают к заварке по су-
ществующей технологии Заварка ведется газовым пламенем с
использованием в качестве присадочного материала латунных
стержней Л62 или электродуговой сваркой постоянным током
обратной полярности медноникелевыми электродами. Применение
электрдд^говой
сварки предпочтительнее. При обломах, захваты-
вающих;
более
одного отверстия, при количестве трещин более
двух*
и
при
обломках и трещинах, находящихся не на
кронш-
TejriHgj
картер
рулевого механизма бракуют.
Небольшие риски и задиры на рабочей поверхности цилиндра
устраняют зачисткой шабером При наличии глубоких рисок и
износе рабочей поверхности цилиндра картер бракуют.
Износ отверстия во втулке под вал рулевой сошки устраняют
заменой ее с последующим развертыванием под размер рабочего
чертежа.
Таблица IV 9.2
Дефекты картера рулевого механизма
Позиции
на рис.
IV-92
/
2
3
4
Дефекты
Обломы и трещины на кронштейне крепления
картера
Риски, задиры и износ
рабочей
поверхности
цилиндра
Износ отверстия во втулке под вал рулевой
Износ отверстия в картере под втулку вала ру-
левой сошки
Размеры, допустимые
без ремонта, мм
—
90,150
38,050
41,070
Отверстие в картере под втулку восстанавливают обработкой
его под
один
из
двух
ремонтных размеров
(041,20
+0
'°
50
,
041,40
+0
'
050
мм) с
запрессовкой втулки соответствующего ремонт-
ного размера. После чего втулку проглаживают
до
037,§0
мм и
окончательно обрабатывают под размер рабочего чертежа.
После восстановления картер должен
отвечать
следующим
техническим требованиям:
неплоскостность поверхности А должна быть не более
0,040мм;
неперпендикулярность осей поверхностей Б и В относительно
поверхности А и общей оси поверхностей Г и Д относительно по-
верхности Ж должна быть не более 0,020 мм на длине 100 мм;
радиальное биение поверхности Г относительно поверхности
Б должно быть не более 0,080 мм, а поверхности Д относительно
поверхности Б не более 0,050 мм;
торцовое биение поверхности Е относительно поверхности Ж
должно быть не более
0,040
мм;
шероховатость поверхности Б должна соответствовать 7а
классу
(R
a
=
1,25^
1,0).
Валы рулевых сошек (рис. IV.9.3) изготавливают у автомо-
билей ЗИЛ-130 из стали 20ХГН4А, HRC
56—62
в зоне Б, в зоне
В
HRC
25—35,
у ГАЗ-53А — из стали ЗОХ, HRC не менее 40, у
МАЗ-500 — из стали 20ХНЗА, HRC
60—64.
Зона В
Я-Я
Рис IV.9 3. Основные де-
фекты вала рулевой со-
шки автомобиля
ЗИЛ-130
Рис IV 9 2,
Основные
дефекты
картера
рулевого
механизма автомобиля ЗИЛ-130
314
315
Таблица
IV.9.3
Дефекты вала рулевой сошки
Позиции
на
рис.
IV.
9.3
/
2
Дефекты
Износ зубьев сектора по толщине
Износ шеек вала под боковую крышку и втул-
ку картера рулевого механизма
Размеры, допустимые
без ремонта, мм
12,400
37 930
Основные дефекты вала рулевой сошки приведены в
табл. IV. 9.3.
Такие дефекты, как трещины на валу, выкрашивание или от-
слаивание цементованного слоя на рабочей поверхности зубьев,
повреждение шлицев под рулевую сошку, приводят к выбраковке
детали.
Износ зуба сектора по толщине определяется в сечении
А—А
на высоте 6,45 мм. При износе зуба более допустимого значения
деталь бракуют.
Износ шеек вала устраняют хромированием, если величина
износа менее 0,15 мм, или осталиванием при большем значении
износа с последующим шлифованием шеек под размер рабочего
чертежа.
После восстановления вал рулевой сошки должен отвечать
следующим техническим требованиям:
, некруглость и взаимное радиальное биение поверхностей Г и
Д должно быть не более 0,035 мм;
шероховатость поверхностей Г и Д должна соответствовать
76
классу
(Я
а
=
l,0-i-0,8).
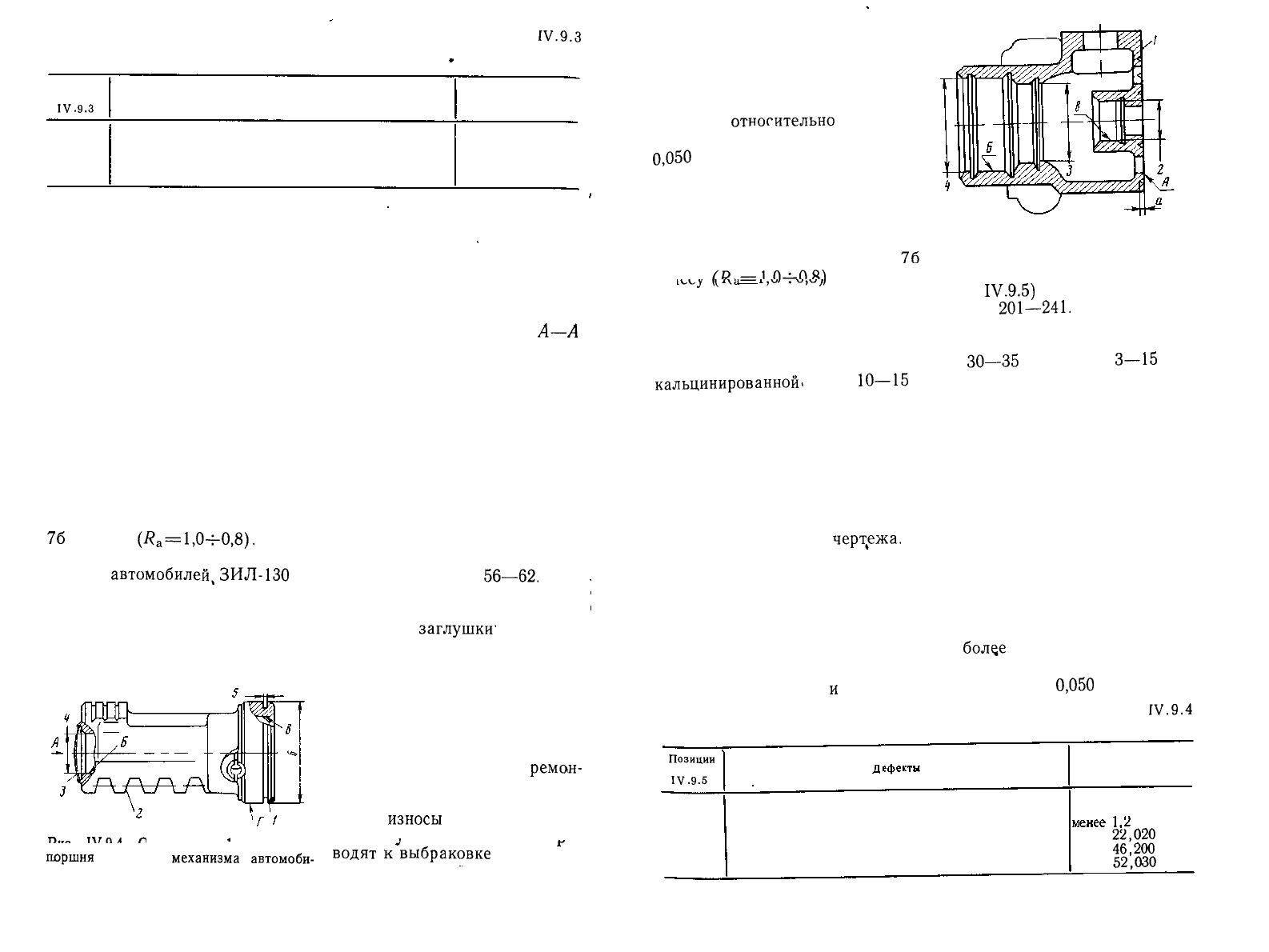
Рейку-поршень рулевого механизма (рис. IV.9.4) изготавли-
вают у
автомобилей,
ЗИЛ-130
из стали 18ХГТ, HRC
56—62.
Она
имеет следующие дефекты: обломы и трещины 1, износ поршня 6
по диаметру, износ поршневой канавки 5 по ширине, износ отвер-
стия 4 под шейку винта, ослабление посадки
заглушки'
3, выкра-
шивание и отслаивание цементованного слоя на зубьях 2 рейки.
Ослабление посадки заглушки определяют проверкой на гер-
метичность под давлением
7 МПа. При подводе топлива
со стороны стрелки А и утеч-
ке его через соединения в ко-
личестве более 15 г/мин ме-
ста посадки заглушки
ремон-
тируют закатыванием.
Наличие остальных дефек-
тов и
износы
элементов бо-
„„.„.._
,
, лее допустимых значений при-
Рис. IV.9.4. Основные дефекты рейки-
J
,
г
поршня
рулевого
механизма
автомоби-
В
°Д
ЯТ
к
выбраковке
детали
И
ля ЗИЛ-130 замене ее новой.
316
Рейка-поршень рулевого ме-
ханизма должна отвечать сле-
дующим техническим требова-
ниям:
радиальное биение поверх-
ности Б
относительно
поверх-
ности Г должно быть не более
0,050
мм, поверхности В отно-
сительно поверхности Г не бо-
лее 0,080 мм, а взаимное биение
поверхностей Б и В не более
0,060 мм;
шероховатость поверхности
Г должна соответствовать
76
классу
(Я
а
=
1,04-0,8)
Рис. IV.9.5. Основные дефекты кор-
пуса насоса гидроусилителя автомо-
биля ЗИЛ-130
l»-V-J
\'\ii
1,"
•
">^/
•
Корпус насоса гидроусилителя (рис.
IV.9.5)
изготавливают у
автомобиля ЗИЛ-130 из серого чугуна, НВ
201—241.
Основные де-
фекты приведены в табл. IV. 9.4.
После разборки детали насоса гидроусилителя следует промы-
вать раствором: тринатрийфосфата
30—35
кг, ОП-7
3—15
кг,
кальцинированной,
соды
10—15
кг на 1 м
3
воды, затем обмыть
горячей водой и обдуть сжатым воздухом.
При наличии трещин и обломов на корпусе насоса его бра-
куют. Задиры и риски на торцовой поверхности устраняют об-
работкой «как чисто» до размера а не менее 1,20 мм; при мень-
шем размере корпус насоса бракуют.
Износ отверстия под шариковый подшипник, как и износ от-
верстия под сальник, устраняют постановкой ДРД или приме-
нением синтетических материалов с последующей обработкой
под размер рабочего
чертежа.
Отверстие под игольчатый подшипник восстанавливают по-
становкой ДРД с последующей обработкой под размер рабочего
чертежа.
Восстановленный корпус насоса должен отвечать следующим
техническим требованиям:
неплоскостность поверхности А не
боле,е
0,010 мм;
неперпендикулярность поверхности А относительно общей
оси поверхностей Б
к
В должна быть не более
0,050
мм;
Дефекты корпуса насоса гидроусилителя
Таблица
IV.9.4
Позиции
на
рис.
IV.
9. 5
1
2
3
4
Задиры и риски на торцовой поверхности
Износ отверстия под игольчатый подшипник
Износ отверстия под сальник
Износ отверстия под шариковый подшипник
Размеры, допустимые
без ремонта, мм
Размер а не
22,020
46,200
52,030
317