Румянцев С.И. и др. Ремонт автомобилей
Подождите немного. Документ загружается.

лажненную ткань на приклеенную вставку не действуют ни
температура, ни влага и никакие химические растворители. Раз-
рывы обивки, изготовленной из кожзаменителя или из поливинил-
хлоридной пленки, армированной или не армированной сеткой из
синтетических волокон, устраняют подклейкой вставок полиамид-
ным клеем
ПЭФ-2/10.
Склеивание осуществляют при комнатной
температуре с последующей выдержкой под прессом в течение
1—1,5
ч. Для приклейки новой
обивки
к картону применяется
клей
88НП.
Материал для пошива новых деталей обивки
раскра-,
ивают по разметке или шаблонам при
помощи
электроножа.
Соединяемые детали обивки сшивают с определенным
шагом
строчки на заданном расстоянии от кромок одинарным или
двой-
ным швом с нелицевой стороны обивки. Для увеличения
прочно-
сти соединений верхней обивки подушки сидений применяют об-
точные
швы с кантом. Сшитая обивка не должна иметь слабой
затяжки, перекосов, морщин, складок и повреждений на лицевой
стороне. Для сборки подушек и спинок сидений применяют пнев-
матический стенд, позволяющий сжимать пружины подушек для
обеспечения натяжения материала.
«
4. Ремонт основных механизмов
и оборудования кузовов и кабин
К основным механизмам и оборудованию кузовов и кабин
относятся: замки, стеклоподъемники и механизм крепления сте-
кол, остовы сидений, петли дверей и капотов, калориферная си-
стема отопления, пневматические дверные механизмы автобусов
и др.
Все детали кузовных механизмов сравнительно просты по
своей конструкции и ремонт их сводится к выполнению неслож-
ных
слесарно-сварочных
операций. Имеющиеся трещины в кор-
пусах заваривают, а
износы
рабочих поверхностей ремонтируют
наплавкой или обработкой под ремонтный размер. Корпусные де-
тали с обломами выбраковывают. Поломанные пружины и пру-
жины, потерявшие свою упругость, заменяют новыми. Обломан-
ные винты в резьбовых соединениях удаляют вывертыванием,
если есть возможность захватить их за выступающую часть, или
высверливанием отверстия сверлом меньшего диаметра, чем винт.
В это отверстие вставляют квадратный стержень, при помощи
которого вывертывают остаток винта. После удаления винта резь-
бу в отверстии прогоняют метчиком. Если
повреждена-резьба
в
отверстии, то отверстие заваривают, зачищают наплывы металла
от сварки заподлицо с основным металлом корпуса, просверлива-
ют отверстие под резьбу нужного размера и нарезают новую
резьбу. Ослабленные заклепки подтягивают, а неподдающиеся
подтягиванию срубают и заменяют новыми. Разрушенные манже-
ты, сальники,
уплотнительные
кольца и прокладки заменяют но-
выми. Незначительные налеты коррозии на поверхности деталей
очищают наждачной бумагой или шабером и смазывают кероси-
340
Рис.
IV.11.10.
Стенд для запрессов-
ки стекол дверей автомобилей:
/ — рама стенда; 2 — пневматический
цилиндр; 3 — ограничитель хода штока
ном-
При глубоких следах кор-
зии поврежденные детали за-
меняют новыми.
г]ри
капитальном
ремонте
кузовов
и кабин замки разбира-
ю
т
полностью. Все детали тща-
тельно
промывают в ванне с
i
керосином и вытирают насухо.
После ремонта деталей или их
замены замок
собирают
и регу-
лируют.
Технология ремонта стекло-
подъемников состоит из полной
их разборки,
мойки,
дефектации,
замены негодных деталей новы-
ми, сборки и последующей регу-
лировки.
При сборке стеклоподъемни-
ка приводной валик необходимо
f
ЦИЛИНДР"
О —
\j\
uan.ri-i»
KAHILI
**-^t^^
_
устанавливать
без
ЗаЖИМа
ВДОЛЬ
пневщоцилиндра;
4 -
нажимной
брус;
ОСИ.
Проверку
рабОТЫ
ТОрМОЗ-
'
-
6
-*™*™*
ных
устройств и плавности хода
стеклоподъемника производят
на специальном приспособлении.
Поврежденные стекла дверей заменяют новыми. Запрессовку
в рамку поворотного стекла и в обойму опускного стекла выпол-
няют на специальном стенде (рис. IV. 11.10). Перед монтажом
проверяют состояние и прямолинейность рамок и обойм, а при
необходимости выправляют их с помощью специальных оправок.
Чтобы запрессовать стекло, рамку устанавливают между смен-
ными плитами, затем вставляют стекло с уплотнительной про-
кладкой в рамку и, нажимая на педаль, приводят в действие на-
жимной брус, при помощи которого вдавливают стекло в гнездо
рамки. Необходимо следить за тем, чтобы обойма стала на свое
старое место по ширине стекла, так как иначе стекло будет пло-
хо подниматься и опускаться в направляющих желобках. За-
меняя плиты и нажимной брус, на данном стенде можно за-
прессовать стекла в обоймы и рамки для всех рамок автомо-
билей.
Наиболее характерные дефекты остовов сидений: царапины,
отслоение хромового покрытия и коррозия на поверхности верх-
ней части остова, деформация верхней части остова, трещины и
обрывы в изгибах и местах пайки, погнутость или обрывы лапок
крепления остова к полу и поломка кронштейнов крепления спи-
нок. Для восстановления декоративного покрытия хромированные
дужки снимают и наносят новое покрытие. На большинстве ав-
тобусов детали остова сидений соединены между собой при по-
мощи пайки твердым припоем
ПМЦ-54.
Нарушенные места пай-
ки
очищают
от старого припоя и других загрязнений и вновь
341
пропаивают. Детали, имеющие трещины, обрывы и другие по-
вреждения, отпаивают газовой горелкой и заменяют новыми. Но-
вые части каркаса изготавливают из бесшовной
трубы,
наружный
диаметр которой равен 25 мм, а толщина стенки 1,5 мм. Резка
труб осуществляется на дисковой пиле или на ленточном отрез-
ном станке. Для гибки труб применяют приспособления, а так-
же станки с ручным приводом и
трубогибочные
станки с элект-
рическим приводом. Для придания большей жесткости кар-
касы сидений в местах перехода от сиденья к спинке при ре-
монте усиливают косынками из листовой стали толщиной
4—
5 мм.
Ремонт петель дверей и капотов заключается в устранении
погнутостей путем правки молотком на плите, устранении тре-
щин и износов заваркой с последующей механической обработ-
кой и восстановлении отверстий под ремонтные размеры. Детали
петель, имеющие обломы, заменяют новыми.
Основными частями калориферной системы отопления являют-
ся радиатор, вентилятор, воздуховоды и приборы, включающие
систему и регулирующие поток подогреваемого воздуха. Техноло-
гия ремонта радиатора отопителя
анало!ична
технологическому
процессу восстановления радиаторов системы охлаждения дви-
гателя. Вентиляторы отопителей, требующие ремонта, отправля-
ются в отделение ремонта электрооборудования автомобиля.
Вмятины, трещины и изломы металлических деталей воздухово-
дов устраняют обычными приемами жестяницких и сварочных
работ. При ремонте деталей воздуховодов обращают внимание на
восстановление геометрических размеров, с тем чтобы при монта-
же было обеспечено плотное прилегание их к соответствующим
местам кузова. Поврежденные соединительные резиновые шланги
заменяют новыми.
Характерными дефектами пневматического дверного механиз-
ма кузовов автобусов являются вмятины на поверхности цилинд-
ров механизма управления, изгиб стержней, срез шлицев рычагов
управления. Вмятины на цилиндрах из стальных труб и бронзы
выравнивают протяжкой, имеющей калиброванную сферическую
поверхность, диаметр которой соответствует внутреннему диамет-
ру цилиндра. Протягивание производят на гидравлических прес-
сах. Погнутые стержни поршня выправляют при помощи молот-
ка и щупа на призмах, установленных на плите. Рычаги управле-
ния с поврежденными шлицами, а также тяги и вилки с повреж-
денной резьбой заменяют новыми. После сборки механизм
управления дверьми автобуса испытывают на герметичность. Ис-
пытания механизма осуществляют на универсальных стендах, пред-
назначенных для проверки и регулировки пневматического обо-
рудования автобусов, или на установках, приспособленных для
испытания только дверного механизма (рис. IV.
11.11).
При на-
полнении воздушного баллона 2 через кран
/
сжатым воздухом в
объеме 1 л под давлением около 0,7 МПа, контролируемым ма-
нометром 3, поршень цилиндра 5 механизма привода двери пере-
342
1 2
Сжатый
воздух
Рис. IV
11.11.
Схема установки для проверки пневматических механизмов две-
рей автобусов
мещается в крайнее левое положение.
.После
открывания крана
4 поршень должен плавно без рывков переместиться в крайнее
правое положение. Время срабатывания механизма на установке
должно быть в пределах
0,5—3
с.
Герметичность механизма считается удовлетворительной, если
падение давления по манометру в течение 3 мин будет не более
чем 1
МПа.
Распространенным дефектом крана управления дверьми явля-
ется нарушение его герметичности. После разборки и тщательной
промывки производят притирку рабочих поверхностей золотника
и корпуса крана с применением пасты. Перед сборкой крана его
детали тщательно промывают и продувают сжатым воздухом.
После сборки герметичность крана проверяют в закрытом его
положении.
Если в течение 3 мин давление по манометру уменьшится не
более чем на 0,1 МПа, герметичность крана удовлетворительна.
5. Сборка и окраска кузовов, кабин и
оперения
Сборка автомобильных кузовов и кабин при ремонте осущест-
вляется в две стадии. Первая сборка кузова производится до его
окраски и предусматривает установку всех деталей, подлежащих
окраске, вместе с кузовом, а также деталей, которые при сборке
после окраски могут повредить лакокрасочное покрытие. Коли-
чество устанавливаемых деталей и порядок их постановки зави-
сят от конструкции кузова. После выполнения всех пригоночных
работ собранные кузова и кабины поступают в окрасочное отде-
ление.
Сборка кузовов и кабин после окраски заключается в монта-
же на них всех отремонтированных деталей и узлов в соответст-
вии с техническими требованиями на капитальный ремонт авто-
мобиля. Особое внимание при сборке необходимо уделять меро-
приятиям, предусмотренным технологическим процессом для
уменьшения шума и вибрации в кузове, а также правильности
установки приборов и узлов, которые предназначены для обеспе-
чения нормальных условий эксплуатации автомобиля. К основ-
ным
мероприятиям,
применяемым для уменьшения шума и виб-
раций в кузове, относятся: нанесение на внутреннюю поверхность
343
/ft/yo8a
/~pt/HmoffKa
поверхно
/fi/yoffa
и
сушка
и
м/soffa
после
грунтов/си
и
ci/шки
и
зашпаклеванной
Занесение
ул
и
//а
ниж
vacmu
кузова
CC/LUKO.
//анесение
яер&ого
(ЗА/яви/лель
-
наго)
слоя
хряски
и
ct/шка
Зй/лравка
ло$ермости
кузова
шпаклеванием
и
последующая
сушка.
ловерхнос/ли
кузова
кузова специальных мастик; уп-
•лотнение щелей, зазоров и не-
плотностей в соединениях путем
постановки резиновых уплотне-
ний, прокладок; постановка обив-
ки и звукопоглощающих мате-
риалов внутри кузова и др.
Лакокрасочное покрытие ку-
зовов, кабин и оперения совре-
менных автомобилей характе-
ризуется высокими защитно-де-
коративными свойствами. Для
получения при капитальном ре-
монте кузовов и кабин качест-
венного защитно-декоративного
покрытия, удовлетворяющего
своим служебным свойствам,
технологический процесс нане-
сения лакокрасочных материа-
лов включает в себя целый
комплекс работ (рис.
IV.11.12).
Подготовка поверхностей к ок-
раске, грунтование, шпаклева-
ние, шлифование, окраска и
сушка осуществляются спосо-
бами, изложенными в гл. 7 разд.
III. Особенностями окраски ку-
зовов и кабин при капитальном
ремонте являются: выполнение
операций нанесения противошум-
ных и
уплотнительных
мас-
тик, выявительного слоя краски
и выправки поверхностей шпак-
леванием. Нанесение противошумных мастик на внутренние и
нижние части кузова производят пневматическим способом
распылителями с увеличенным диаметром сопла.
Выявительная
окраска предназначена для обнаружения мел-
ких рисок, царапин и т. п., не обнаруженных при предыдущих ос-
мотрах.
На глянцевой поверхности нанесенной эмали эти дефекты вы-
ступают яснее.
Выявительный
слой краски должен быть тонким и
ровным по всей поверхности, без пропусков, подтеков и других
дефектов.
Выправку поверхности кузова после выявительного слоя шпак-
леванием производят нанесением быстросохнущей шпаклевки
АШ-30
на дефектные места, которые затем шлифуют.
Процесс окраски и сушки кузовов или кабин производят в ок-
расочных и сушильных камерах,
снабженных
t
подвесным конвей-
ером (рис. IV. 11.13). Применение для окраски кузовов, кабин и
344
/Занесение
месколйхих
слоев
крас/си
//а
/ft/уов
Рис.
IV
11.12
Схема технологическо-
го процесса окраски кузовов и кабин
и
Рис.
IV.11.13.
Терморадиационная сушильная установка для сушки кабин:
/,
з, 6 и 9 — рефлекторные излучатели; 2 — панельный термоизлучатель; 4 — вытяжная
вентиляция; 5
—заборный
короб рециркуляции; 7 — воздушная завеса; 8 — толкающий
конвейер; 10 — кронштейн крепления термоизлучателей; Л — теплоизоляция;
/2
— при-
точный короб
оперения синтетических эмалей горячей сушки позволило исклю-
чить операцию полировки, так как качество лакокрасочного по-
крытия получается хорошее.
Разделу
ТЕХНИЧЕСКОЕ
НОРМИРОВАНИЕ ТРУДА НА АВТОРЕМОНТНЫХ
ПРЕДПРИЯТИЯХ
Глава
1
МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ ТРУДА
1. Задачи и методы нормирования
Основным условием существования человеческого общества
яв?
ляется труд. Организация труда требует установления
количеств
венных норм затрат времени в процессе производства, т. е.
норми-
рования труда. Нормы времени являются основанием для опреде-
ления количества, загрузки и производственных возможностей
оборудования, каждого рабочего места, участка и цеха, для опре-
деления количества рабочих и для правильного оперативного пла-
нирования производства. Без них нельзя составить сметную каль-
куляцию, обеспечить бесперебойную работу предприятия, правиль-
но организовать труд и его оплату.
Норма времени, затрачиваемая на выполнение той или иной
. операции, характеризует производительность труда. Высокая про-
изводительность труда может быть обеспечена внедрением новой
техники и передовых технологических процессов, механизации и
автоматизации производства, улучшением организации труда и
технического нормирования, так как
все
эти мероприятия в конеч-
ном итоге снижают норму времени.
Техническое нормирование
имеет
большое значение для наибо-
лее эффективного использования оборудования, выявления потерь
рабочего времени и узких мест производства и в итоге для луч-
шего планирования и более производительного использования ос-
новных фондов.
Правильное техническое нормирование требует систематическо-
го изыскания источников повышения производительности труда и
уменьшения затрат на единицу продукции и является большой ор-
ганизующей силой на производстве.
Но техническая норма времени не может оставаться неизмен-
ной, она должна все время отражать изменения, связанные с при-
менением нового оборудования, инструментов, приспособлений,
улучшением организации труда и других прогрессивных изме-
нений в производстве.
Задача технического нормирования заключается в установле-
нии норм времени на выполнение работ путем систематического
изучения технологических процессов, организации рабочих мест
и
других источников повышения производительности труда и
346
ме
ньшения
затрат на единицу продукции. Эта задача решается
У
основе
анализв
выполняемых операций по отдельным эле-
н
еН
'
таМ)
а
также
путем сокращения затрат времени
на
выполняе-
**
ю
работу и определения технически обоснованных норм
Техническая норма времени должна быть прогрессивной, обес-
пе
чивающей
наиболее полное использование всех средств произ-
водства, постоянное повышение производительности труда и как
следствие увеличение объема производства, повышение эффектив-
ности производства, снижение себестоимости продукции и улуч-
ше
ние
ее качества.
Техническая норма времени должна содействовать развитию
социалистического соревнования.
Таким образом, нормирование это одно из важнейших средств
ускорения темпов развития социалистического производства и ус-
пешного выполнения задач новой пятилетки.
Технически обоснованные нормы времени устанавливаются
двумя методами: аналитически-исследовательским и расчетно-
аналитическим.
Аналитически-исследовательский
метод
заклю-
чается в анализе затрат труда путем проведения фотографии ра-
бочего дня или хронометража.
Фотография рабочего дня представляет собой наблюдения и
замеры всех без исключения затрат рабочего времени в течение
смены
в порядке фактической их последовательности. При этом
выявляют потери рабочего времени и их причины, фактическую
выработку продукции в течение смены, степень использования
оборудования по времени, загрузку отдельных рабочих в брига-
де. Хронометраж представляет собой проведение наблюдений и
измерение затрат рабочего времени на выполнение основных и
вспомогательных приемов и движений, многократно повторяющих-
ся при выполнении операций.
Р
а
с
ч
етно-а
н
а
л
ити
ч
ески
и
метод
определения техни-
чески обоснованных норм времени на изготовление или ремонт
Детали заключается в поэлементном расчете норм
составляющих
элементов технологического процесса на основе технически обос-
нованных нормативов. Технически обоснованная норма времени
предусматривает рациональную последовательность выполнения
воздействия на детали, конкретное оборудование, определенный
режущий, измерительный и
рабочий
инструмент, оптимальный
технологический режим, а также условия выполнения работы ра-
бочими соответствующей квалификации.
Основным методом нормирования является
расчетно^аналити-
ческий метод, при помощи которого и определяются технически
обоснованные нормы времени.
Непосредственным объектом технического нормирования яв-
ляется технологический процесс и его основная часть — опе-
рация.
347
2. Классификация затрат рабочего времени
Рабочее время (продолжительность рабочего дня или смены)
включает в себя самые разнообразные по виду и продолжитель-
ности затраты. Его можно подразделить на нормируемое и ненор-
мируемое.
В нормируемое (полезное)
время
входят все затраты
рабочего времени, включаемые в состав технически обоснованной
нормы на операцию и необходимые для выполнения работы в
со-
ответствии с технологическим процессом. Нормируемое время
сек
стоит из подготовительно-заключительного, оперативного и
допол-,
нительного времени.
•
Подготовительно-заключительное
время затра-
чивается рабочим на ознакомление с порученной работой, на под-
готовку к этой работе и выполнение действий, связанных с ее
окончанием. Это время обычно затрачивается в начале и конце
рабочей смены и не повторяется в течение рабочего дня по мере
изготовления каждой детали. Продолжительность этого вида вре-
мени не зависит от количества деталей в партии. При выполне-
нии рабочим нескольких заданий в течение одной смены подгото-
вительно-заключительное время дается на каждое задание от-
дельно. На величину подготовительно-заключительного времени
оказывает влияние организация производства и, в частности, раз-
мер партии обрабатываемых деталей. Чем больше количество
изделий в партии, тем меньше будет подготовительно-заключи-
тельное время, приходящееся на одно изделие.
Оперативным называется время, в течение которого осу-
ществляется работа, непосредственно направленная на выполне-
ние данной операции. Оно состоит из основного и вспомогатель-
ного времени.
Основным (технологическим) называется время, в течение
которого происходит изменение формы, размеров и свойств изде-
лия в результате каких-либо воздействий (при механической об-
работке — время снятия стружки, при наплавке — время плав-
ления электрода, при хромировании — время осаждения хрома
и т. д.).
Основное-время
может быть: машинным — деталь обра-
батывается на станке при помощи механической подачи; машин-
но-ручным — деталь обрабатывается на станке с ручной подачей;
ручным — операции выполняются без применения каких-либо
механизмов (слесарные,
слесарно-сборочные
и другие работы).
Вспомогательным
называется время, затрачиваемое ра-
бочим на определенные действия, связанные с обеспечением
вы-_
полнения основной работы. К таким действиям относятся уста-
новка, крепление и снятие детали, наладка оборудования и уп-
равление им в период работы, перестановка инструмента (замена
электродов), обмер детали и взятие пробных стружек, подача
детали к месту сборки, очистка шва от шлака и поворот детали
при сварке и наплавке, завеска деталей в ванну при гальваниче-
ских покрытиях и т. д.
348
Дополнительное время состоит из времени на органи-
ионно-техническое обслуживание рабочего места и времени
«а
отдых и личные надобности рабочего. Организационно-техни-
ческое
обслуживание включает в себя следующие работы: регу-
лировку
инструмента, сварочных агрегатов и оборудования,
сме-
н
у
и заточку инструмента,
правку
шлифовального круга, смазку
станка
и очистку его от стружки, оборудование рабочего места,
прием и сдачу оборудования сменщику и др.
Время на отдых и личные надобности затрачивается на физи-
ологически необходимый отдых, производственную гимнастику,
естественные'надобности.
К.
ненормируемому
времени,
которое не включается
в
технически обоснованную норму, относятся потери времени,
$ы-
зываемые
организационно-техническими неполадками: нарушени-
ем трудовой дисциплины, недостатками материально-техническо-
го снабжения, поиском материалов, инструментов и приспособле-
ний, ожиданием мастера или контролера, отсутствием электро-
энергии и
др.
3. Состав технически обоснованных норм времени
Технически обоснованной нормой времени называется время,
определенное расчетным
путем,
на выполнение отдельных
опера-
ций технологического процесса в конкретных организационно-
технических условиях исходя из
полного.
и рационального ис-
пользования всех имеющихся возможностей рабочего • места с
учетом передового производственного опыта и последних дости-
жений
техники,.технологии,
организации труда и производства.
Технически обоснованная норма времени называется штучно-
калькуляционным временем.
Штучно-калькуляционное время слагается из затрат времени
на выполнение операций соответствующего технологического про-
цесса и в общем случае определяется по формуле
j
,
|
Г
п.з
tui.K —
tui
"1
и'
где
<
ш
«
к
—
штучно-калькуляционное время, мин, необходимое для обработки одного
изделия при выполнении одной операции с учетом времени на получение
и сдачу работы и подготовку рабочего места;
^
ш
—
штучное время, мин, полное время, необходимое для непосредственного
воздействия на одно изделие при выполнении одной операции с начала
и до конца;
^п.з—подготовительно-заключительное
время, мин;
п
п
—количество
деталей в партии, шт.
В свою очередь количество деталей в партии определяется по
формуле
349
где
2^
п
.э~
с
У
мма
подготовительно-заключительного
времени
на
партию
по
всем
операциям технологического процесса;
2^
ш—
сумма штучного времени на деталь по всем операциям;
k
—
коэффициент,
учитывающий потери времени на подготовительно-за-
ключительное время, зависящий от серийности производства; он бу-
дет иметь следующие значения:
для мелкосерийного производства
0,14—0,18;
для среднесерийного производства
0,08—0,13;
для крупносерийного производства
0,04—0,07.
Таким образом, штучно-калькуляционное время можно найти
только после определения штучного и подготовительно-заключи-
тельного времени по всем операциям технологического процесса
и расчета размера экономически выгодной партии (количества
деталей в
ней).
Штучное время определяется по формуле
tui
=
^
О
п
"Т"
ta,
где
t
ou
—оперативное
время, мин;
£
д
—
дополнительное время, мин.
Оперативное время это сумма основного
t
0
и вспомогательно-
го времени
t
BC
-
Дополнительное время задается в процентах к оперативному
времени и определяется по формуле
100
где
k
l
—
отношение дополнительного времени к оперативному,
°/
(
Вспомогательное время определяют по формуле
tec
—
/
ву
-f-
t
as,
где t
ву
t
вспомогательное время на установку и снятие детали, мин, зависящее от
массы и конфигурации изделия, конструкции приспособления, характера
и точности
установки
на станке;
вспомогательное время, связанное с переходом, мин, время, затрачивае-
мое рабочим на подвод и отвод режущего инструмента, включение и вы-
ключение
станка,
подач и скоростей. Оно зависит от технической харак-
теристики станка, длины обработки, точности и шероховатости обрабаты-
ваемой
поверхности,
конструкции
режущего,
и измерительного инструмента;
г
вз~вспомогательное
время, связанное с замерами обрабатываемого изделия
В процессе выполнения операции, мин.
Таким образом, общая формула штучно-калькуляционного
времени может быть определена по формуле
с
—•
to +
+
г
Из,
всех составляющих штучно-калькуляционного времени
рассчитывают основное и дополнительное; вспомогательное и
подготовительно-заключительное время назначают по таблицам
350
омативов
1
.
Расчет дополнительного времени сложности не
"едставляет.
j
aKJ1M
образом,
при
определении штучно-кальку-
ляционного времени наибольшую трудность будет представлять
расчет основного времени.
Полученные результаты технического нормирования всех
операций технологического процесса подготовительно-заключи-
тельного и штучного времени записывают в маршрутную карту,
основного, вспомогательного и дополнительного времени — в
операционные карты.
По норме времени может быть определена норма выработ-
ки
— объем работы (количество изделий, операций и др.), кото-
рый рабочий может выполнить в единицу времени. Норма
выра-
g
OTKH
—
величина,
обратно пропорциональная норме времени:
ft _ СМ
/7
вр
—
7 '
ш.к
где
Я
в
—
норма
выработки,
шт.;
t
—
продолжительность
смены, мин;
^
ш
к
— штучно-калькуляционное время, мин.
Технически обоснованную норму времени и норму выработки
' нельзя рассматривать как предел производительности. С улуч-
шением организационно-технических условий производства по-
вышается производительность труда и вместе с ней изменяются
нормы времени и нормы выработки. Составные части штучно-
калькуляционного времени показаны на рис.
V.I.I.
время
на
операцию
пз
/л„
I
Штучное
время
Оперативное
время
t
on
\
Дополнительное
время
tg
i
~
Основное
время
вспомога-
тельное
время
tg
Зремя на
организаиионно-
pafoveeo
места
t
y
\ 1
Г
' '
Машинное
время
t
M
Машинно
-ручное
время
£
М
д
Время
на
omffutJt,
1
ft/woe
время
t
fl
Зре
и
снятие
детали
/>SM#,
связанное
с
/ге/оеходом,
tg
n
время,
связанное
с замерами,
tg
3
Рис.
V.I.I.
Схема технически обоснованной нормы времени на операцию
1
Вспомогательное, подготовительно-заключительное и процент дополни-
тельного времени назначаются по нормативам, указанным в учебнике Э. Э.
Миллер
— Техническое нормирование труда в машиностроении. М., Маши-
ностроение,
1972,
247 с.
351
Глава 2
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
1. Общие положения по определению основного времени
Общая формула для определения
основного
времени при
нормировании станочных работ имеет следующий вид:
ns
(V.2.1)
где
t
Q
— основное
время,
мин;
£р—расчетная
длина обработки, мм;
п
—
частота вращения изделия или инструмента, об/мин;
s — величина подачи изделия или инструмента, мм/об;
(—
число проходов инструмента
Расчетная длина обработки определяется по формуле
1
Р
=
/
+
Ь,
где
I
—
действительная длина обработки, определяемая по чертежу изделия, мм;
/
—величина,
на которую необходимо увеличить перемещение изделия или ин-
струмента, связанная с технологическими особенностями инструмента (для
каждого способа обработки имеет свои способы определения), мм.
Частота вращения изделия или инструмента определяется по
формуле
(V.2.2)
где
v
—
скорость
резания,
м/мин;
d
—
наибольший диаметр обрабатываемой поверхности, мм
Частота двойных ходов определится по формуле
/
1000г>„ „
/г
дв
.х=-
(V.2.3)
где
t>
B
- скорость возвратно-поступательного движения, м/мин;
L
0
—
длина рабочего хода, мм.
Величина подачи и скорость резания зависят от большого
числа факторов и могут определяться по формулам, но в прак-
тических условиях их назначают по заранее
разработанным
нор-
мативам.
Для определения режимов обработки необходимо
знать
об-
щие для всех видов работ параметры: главное движение, вспо-
могательные движения, подачу, скорость резания и стойкость
инструмента. Методика их определения будет рассмотрена при
изучении вопросов нормирования отдельных видов работ.
Полученные теоретические значения подачи и частоты враще-
ния
сравнивают
со значениями по паспорту выбранного станка
352
и
принимают для последующих расчетов ближайшую меньшую
ЙЛИ
большую величину.
Для определения правильности выбранного оборудования и
е
го
оптимальной загрузки определяют для каждой операции
nN
— коэффициент использования оборудования по мощности
(определение ведется по наиболее загруженному переходу) в
следующей последовательности:
определяют усилие резания
Р
г
, которое является функцией
значительного количества переменных (назначается по нормати-
вам);
определяют мощность для данного процесса резания по фор-
муле
PZ"
60-102
кВт,
где
Р
г
— усилие резания, Н;
v
—
скорость резания, м/мин;
определяют необходимую мощность главного
теля станка по формуле
электродвига-
где
ij
M
— механический коэффициент полезного действия
»
0,97;
определяют коэффициент использования оборудования по
мощности:
где
ЛГц_
9
—
действительная мощность главного электродвигателя выбранного стан-
ка, кВт
Если значение коэффициента использования оборудования по
мощности близко к единице, то можно сделать вывод, что ста-
нок выбран правильно и можно переходить к определению ос-
новного времени. Если значение этого коэффициента значитель-
но меньше единицы, приходится выбирать другой станок с
меньшей мощностью главного электродвигателя и затем пере-
считывать все сначала.
2. Определение основного времени для токарных работ
На станках токарной группы могут обрабатываться изделия
самых разнообразных форм — цилиндрические, конические,
плоские и фасонные. В основном обработка ведется резцами,
однако могут быть использованы и другие инструменты: сверла,
зенкера, развертки, зенковки, плашки и метчики. Эти инструмен-
ты позволяют обтачивать наружные цилиндрические поверхно-
сти, растачивать отверстия, обрабатывать торцовые поверхно-
12-5592
•
353
Рис.
V.2.1.
Основные схемы резания
при токарной обработке:
а — обтачивание наружных поверхно-
стей; б — растачивание отверстий
сти, отрезать детали, нарезать резьбу и др. Для всех выше пере-
численных видов работ главным движением будет вращение из-
делия, вспомогательным движением — подача инструмента
(рис. V.2.1).
Расчет основного (машинного) времени осуществляется оди-
наково для всех видов обработки по формуле
(V.2.1).
В этом
случае
Ар
=
/
+
/!
+
/2,
где
/
—
длина обрабатываемой поверхности, мм;
/1
—
длина врезания инструмента, мм;
/2—
перебег инструмента, мм.
В реальных условиях сумма
/i+/2
берется в пределах
2—3
мм.
Последовательность расчета для всех видов токарных работ
одинакова.
При обработке наружных цилиндрических поверхностей ре-
жимы определяют в такой последовательности. Сначала находят
глубину резания, затем подачу, стойкость резца, скорость реза-
.
ния
И усилие резания.
Глубину резания t, мм, выбирают
в
зависимости
от общего
припуска на обработку, шероховатости и точности обрабатывае-
мой поверхности. При грубой обраб'отке поверхности глубину
резания берут равной величине припуска;
пр#
чистовой обработ-
ке припуск снимают за несколько проходов, причем для послед-
него прохода назначают глубину резания менее 1 мм.
Подачу s, мм/об, назначают по
нормативам
1
*и
уточняют по
паспортным
данным станка. Она зависит от обрабатываемого
материала, глубины резания, шероховатости поверхности и ско-
рости резания.
1
Здесь и далее нормативы назначаются по справочнику «Режимы реза-
ния металлов» под ред. Ю. В.
Барановского.
М.,
Машиностроение,
1972,
407 с. '
'
/
354
.
Стойкость резца
Т
р
,
мин, назначают по нормативам. Она зави-
сит от числа инструментов в наладке и равномерности их
за-
грузки.
Скорость резания v, м/мин, назначают по нормативам. Она
зависит от вида инструмента и его материала, обрабатываемого
металла и его твердости, глубины резания и подачи, угла в пла-
не инструмента и принятой его стойкости.
Усилие резания Pz,
H,
назначают по нормативам (как и ско-
рость резания, может рассчитываться) и применяют для опре-
деления коэффициента использования станка по мощности.
При растачивании отверстий (рис. V.2.1, б) зна-
чительно ухудшаются условия работы инструмента — увеличи-
вается его нагрев, так как уменьшается поперечное сечение, за-
трудняется подвод охлаждающей жидкости, увеличивается
де-
формация стружки в процессе резания. Все расчеты ведутся, как
для наружного обтачивания, с последующим
введением
попра-
вочного коэффициента
k
на скорость резания. Его значение за-
висит от диаметра растачиваемого отверстия: при диаметре от-
верстия более 250 мм k=\, при диаметре от 151 до 250 мм
fe=0,95, при диаметре
75—150
мм
&
=
0,90, и при диаметре ме-
нее 75 мм
/г=0,85.
При обработке
торцовых
поверхностей расчет
ведется так же, как для наружного
обтачивания,
но длина об-
/
d
работки при сплошной поверхности торца
/=
-=-мм,а
при коль-
цевой поверхности
/=•
.
' мм.
Но
таЧ
как при торцовом об-
тачивании по мере перемещения резца изменяется диаметр об-
работки, то изменяется и скорость резания, что приводит к
изменению стойкости инструмента. Для определения частоты вра-
щения по скорости принимают средний диаметр обрабатывае-
мой поверхности. Сумма
величин
врезания и перебега инстру-
мента принимается равной
/
1
+
Z
2
«'l—2
мм.
Отрезание деталей и прорезание канавок
производят отрезными резцами. Глубиной резания при этом яв-
ляется ширина отрезного резца, которая определяется по фор-
муле
где
Ъ
—
ширина режущей кромки отрезного резца, мм;
d
—
диаметр отрезаемой детали, мм.
Подачу и скорость резания назначают по нормативам; часто-
ту вращения и основное время определяют по формулам
(V.2.2)
и (V.2.1).
Нарезание
внешней
и внутренней
резьбы
про-
изводят резьбовыми резцами, заточенными по профилю созда-
ваемой резьбы за счет осуществления черновых и чистовых про-
ходов общим числом около 10. Для треугольных резьб глубина
12* 355
резания должна быть: при шаге резьбы менее 2 мм для чисто-
вых и черновых проходов в пределах
0,05
—
0,10
мм на один про-
ход; при шаге резьбы более 2 мм для черновых проходов 0,25—
0,50 мм, для чистовых
0,05—0,10
мм на один проход. При наре-
зании внутренней резьбы число проходов увеличивается на 25%.
Подача определяется шагом нарезаемой резьбы. Скорость ре-
зания назначают по нормативам, как для наружного обтачива-
ния (при нарезании внутренней резьбы ее умножают на коэф-
фициент
/(=0,8).
Частоту вращения определяют по формуле
(V.2.2).
Основное время определяют по формуле (V.2.1) с ум-
ножением ее на два за счет времени, затрачиваемого на переме-
щение инструмента в исходное
положение.,
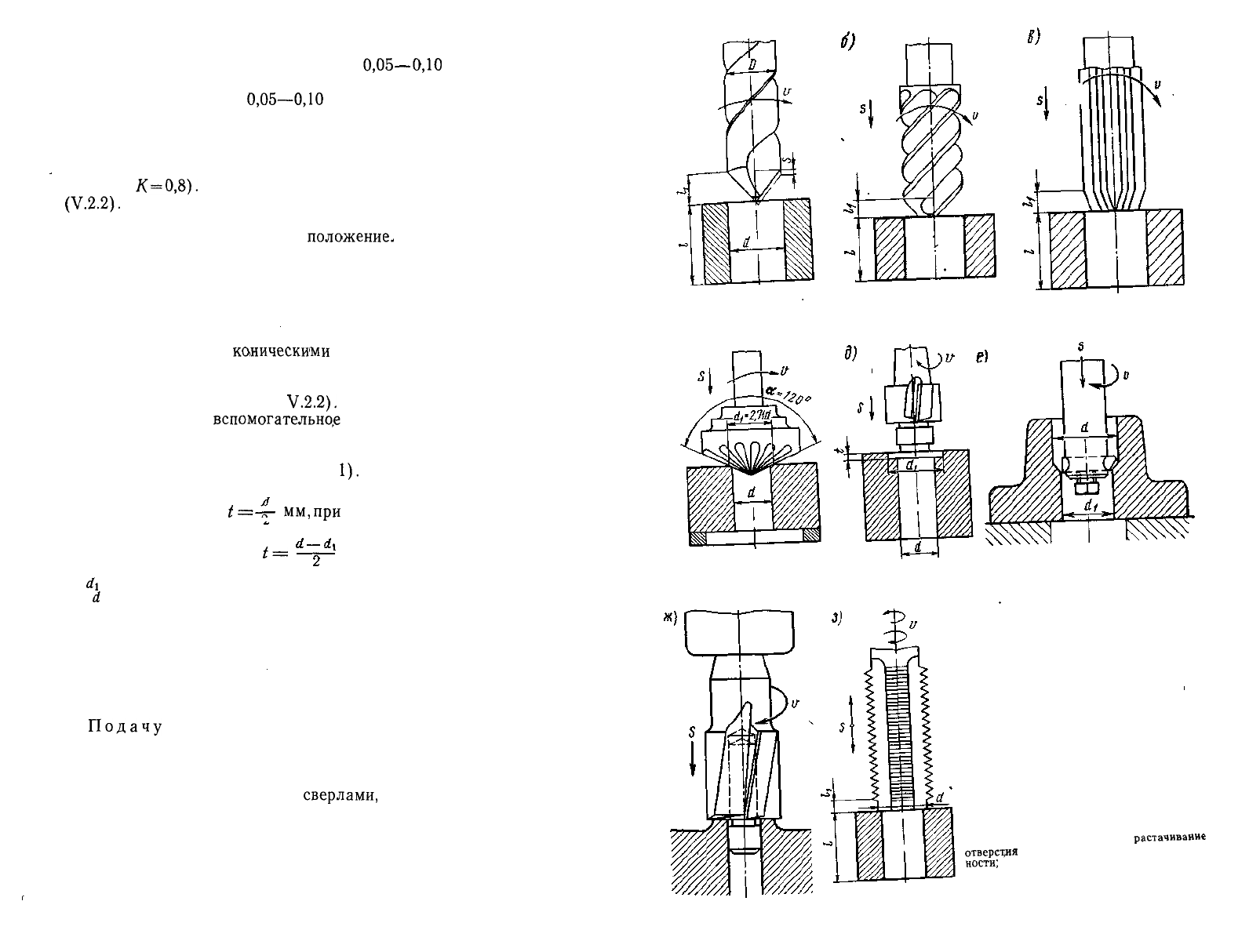
3. Определение основного времени для сверлильных
и расточных работ
На станках сверлильной группы могут выполняться следую-
щие виды работ: сверление, зенкерование и развертывание от-
верстий, зенкование
коническими
и цилиндрическими зенковка-
ми, нарезание резьбы метчиками, а также растачивание отвер-
стий (включая зеркало цилиндров) и обработка плоскости бо-
бышек — цекование (рис.
V.2.2).
Главное движение — враще-
ние инструмента,
вспомогательное
движение — подача инстру-
мента.
Общая методика расчета и последовательность определения
режимов остается прежней (см. п.
1).
Глубина резан и'я при сверлении отверстий в сплош-
ном материале будет
£=—
мм,
при
обработке отверстий
а)
t—
мм,
где
di
— диаметр отверстия после обработки, мм;
d
— диаметр отверстия до обработки, мм.
При развертывании и зенковании конических отверстий глу-
бина резания не определяется. При нарезании резьбы глубиной
резания является глубина резьбы. При цилиндрическом зенко-
вании и цековании глубиной резания является ширина обработ-
ки. При расточных работах глубиной резания является толщина
снимаемого слоя за один проход инструмента.
Подачу
s, мм/об, назначают по нормативам и затем уточ-
няют по паспортным данным станка. Она зависит от условий и
вида обработки, обрабатываемого металла, от диаметра и точ-
ности обработки.
При обработке отверстий
сверлами,
зенкерами или разверт-
ками отделение стружки затруднено, что приводит к их нагре-
ванию и необходимости обильного охлаждения. В связи с этим
различают нормальную длину обработки и глубокую обработку.
Под нормальной длиной обработки понимают длину отверстия
356
Л
г)
Рис V.2.2. Основные схемы резания
при сверлильных и расточных ра-
ботах:
а — сверление; б — зенкерование; в —
развертывание; г - зенкование кониче-
ской зенковкой; д - зенкование Цилинд-
рической зенковкой; е -
растачивание
отверстия
резцом; ж - цекование поверх-
ности-
з - нарезание резьбы в отвер-
стии
L, не
превышающую трех диаметров
-jj-^З
, при
этом применяют
нормальные инструменты и нормальные режимы работы. Если
длина отверстия превышает указанный
предел-^-
>3, то
условия обработки ухудшаются и подачи приобретают меньшие
значения.
Стойкость инструмента
Г
р
,
мин, назначается по
нормативам и зависит от диаметра обработки.
Скорость резания v, м/мин, назначается по нормати-
вам в зависимости от вида обработки и обрабатываемого мате-
риала, диаметра обработки и подачи, стойкости инструмента и
его материала, точности обработки и шероховатости поверх-
ности.
Частоту вращения шпинделя п, об/мин, определя-
ют расчетом по формуле (V.2.2) и уточняют по паспорту станка.
Мощность резания
N
f
,
кВт, определяют расчетом по фор-
муле
vV
D
=
N
табл
KN
1000'
•
где
УУ
табл
— мощность резания, назначаемая по нормативам, кВт;
k
N
— коэффициент, зависящий от обрабатываемого материала;
п
—
частота вращения
инструмента,
об/мин.
Основное машинное время для сверления,
рования и развертывания определяется по формуле
зенке-
где
/
—
длина обрабатываемого отверстия, мм;
п
—
частота вращения шпинделя, об/мин;
s
—
подача, мм/об;
Л-Нз—0,3D
— величина врезания и выхода сверла, мм;
-
D
—
диаметр сверла, мм.
При растачивании отверстий машинное время определяется,
как при токарной обработке.
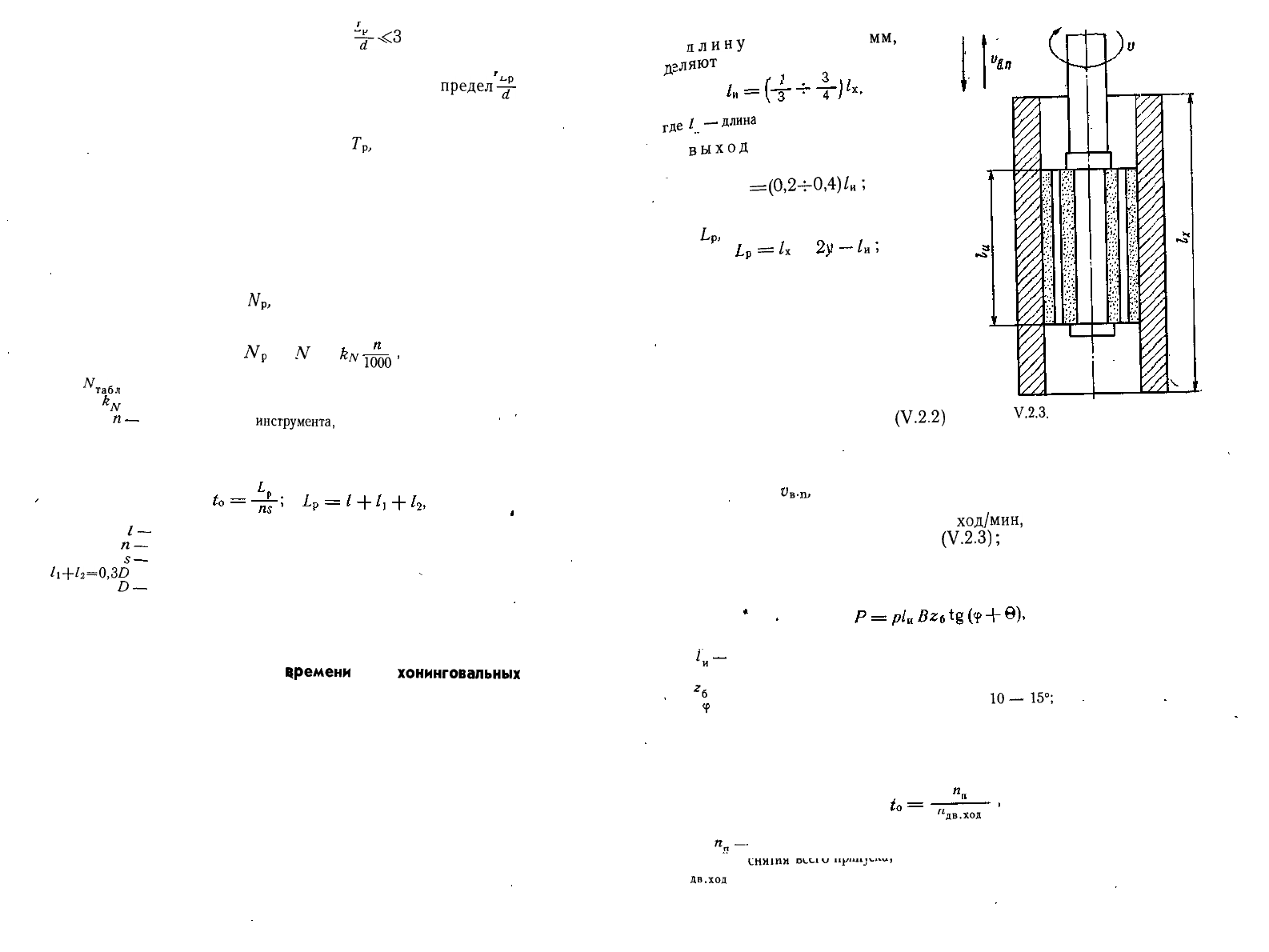
4. Определение основного
времени
для
хонинговальных
работ
Хонингование (доводку) отверстий производят для получе-
ния точных размеров и придания поверхности шероховатости
высокого класса. Этот процесс осуществляется за счет снятия с
обрабатываемой поверхности мельчайшей стружки при помощи
абразивного или алмазного инструмента (рис. V.2.3). Главное
движение — вращение хонинговальной головки, вспомогатель-
ное движение — возвратно-поступательное движение хонинго-
вальной головки.
Режимы резания при хонинговании отверстий абразивным
инструментом определяют следующим образом:
358
длину
брусков /„
мм,
опре-
еляют
расчетом по формуле
•^
,1
.4
\ .
где
i
—
длина
хонингования, мм;
выход
брусков за торцы об-
рабатываемой поверхности у, мм:
у
=
(0,2-5-0,4)
4;
длину рабочего хода бру-
ска
Ь
Р
,
мм:
=
/х
+
/„
;
Рис.
V.2.3.
Схема процесса хо-
нингования
величина припуска z, мм, на
каждый переход назначается по
нормативам;
скорость вращения хонинговаль-
ной головки v, м/мин, назначает-
ся по нормативам;
частоту вращения хонинговаль-
ной головки п, об/мин, определя-
ют расчетом по формуле
(V.2.2)
и уточняют по паспортным данным
станка;
скорость возвратно-поступательного , движения хонинговаль-
ной головки
«„.л,
м/мин, назначают по нормативам и уточняют
по паспортным данным станка;
частоту двойных ходов п, дв.
ход/мин,
хонинговальной го-
ловки рассчитывают по формуле
(V.2.3)
;
удельное давление брусков р, МПа, назначают по нормати-
вам; усилие пружины Р, Н, механизма разжима брусков опреде-
ляют по формуле
где р — удельное давление брусков, МПа;
/„
—
длина брусков, см;
В — ширина брусков, см;
z
&
— число брусков;
<р
— угол конуса разжима принимается равным
10
—
15°;
в — угол трения принимается равным 6°;
точность формы и шероховатость поверхности назначают по
нормативам и их значения сравнивают с ТУ.
Основное время при хонинговании определяют
"дв.ход
где
л
п
—
полное число двойных ходов хонинговальной головки, необходимое для
снятия всего припуска;
п
дв.ход
LMHmH
Dlt,l
\J
llfiuij
x...
u
,
— частота двойных ходов хонинговальной головки в мин.
359