Pumping Station Desing - Second Edition by Robert L. Sanks, George Tchobahoglous, Garr M. Jones
Подождите немного. Документ загружается.

For the
common, general-duty application
of
stan-
dard off-the-shelf pumps
and
motors
of
small pump-
ing
units
—
for
example,
20 kW (25
hp)
or
less
—
the
adoption
of
unit responsibility
is
less important but,
nevertheless,
has
advantages over separate purchase
specifications.
Some engineers prefer
the
second approach (the
separation
of
specifications
for
each component
of a
pumping
unit),
but
responsibility
for
properly mating
all
components then
falls
on the
engineer.
A
list
of the
added responsibilities
the
engineer must assume
includes
the
following:
•
Coordinating
the
equipment
to
obtain correct over-
all
shaft
length
•
Coordinating
the
compatibility
of
couplings
•
Determining
the
critical speed
for
pump, motor,
and
shafting
•
Analyzing
the
complete system
for
torsion (see
Chapter
22)
•
Coordinating
the
complete system
to
avoid danger-
ous
resonance frequencies
•
Selecting
the
motor starter
•
Matching
and
coordinating
the
speed
of the
pump
and
driver
•
Ensuring
the
compatibility over
the
entire speed
range
of
variable-speed drives
•
Coordinating
the field
testing
of the
entire system.
Consulting
engineers normally
do not
have
the
resources necessary
to
perform these tasks because
they
do not
manufacture
the
products. They
are in no
position
to
coordinate
the
multitude
of
mechanical,
structural,
electrical,
and
instrumentation details,
and
they
rarely have
the
training
or
contractual relation-
ship
to do so.
Some contractors
may
prefer
to
purchase equip-
ment
components separately
to
obtain lower prices.
In
such
cases,
the
owner loses value because
of the
lack
of
proper engineering
in
selecting
the
various pieces
of
rotating equipment
and
their appurtenances.
The
specification
provision requiring unit responsibility
is
one of the
best approaches available
for
controlling
this
type
of
activity.
The
owner always
benefits
from
an
open bidding process
in
which more than
one
man-
ufacturer
is
allowed
to
meet
the
specifications. Speci-
fications,
however,
should
be
clearly
and
properly
drafted
(consistent with applicable laws)
to
limit
equipment
to
that most suited
to the
project.
In
many
(if
not
most) pumping station projects, more than
one
manufacturer
is
capable
of
providing equipment
within
the
limitations established
by the
owner's bud-
get and
project needs.
It is the
engineer's responsibil-
ity
to
provide
the
specification mechanism that will
ensure good equipment
and
good mating
of
equip-
ment components.
An
example
of the
consequences
of a
contractor's
evasion
of the
unit-responsibility clause (see Appen-
dix C,
Section
1
.02B)
was
found
in the
construction
of
Sunset Beach Pumping Station
in
Steilacoom, Wash-
ington. Because
the
contractor purchased parts
from
different
suppliers,
the
parts
did not fit,
completion
was
delayed
by
four
months,
and the
contractor suf-
fered
significant losses
due to
penalties plus
the
cost
of
new
equipment. Permitting such practice
has no
benefit
to
either contractor
or
owner
and
makes
for
poor coordination
and
higher cost.
One
means
to
fore-
stall such noncompliance
is to
require
an
affidavit
signed
by
both
the
contractor
and an
officer
of the
manufacturer,
under
the
penalty
of
perjury, that
the
latter
has
accepted unit responsibility
in
accordance
with
the
contract documents.
16-2. Methods
for
Specifying
Quality
of
Equipment
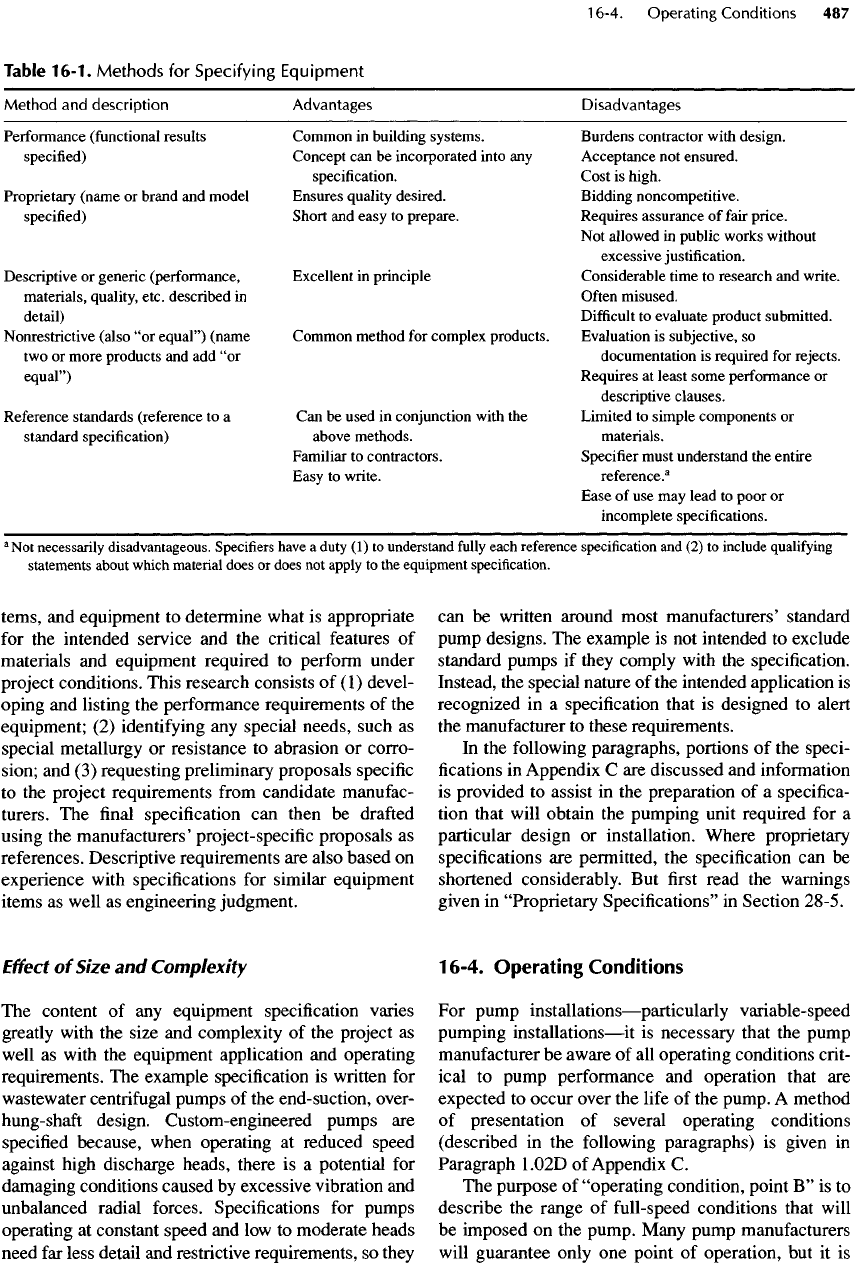
Several methods
for
specifying
the
quality
of
products
are
compared
in
Table
16-1.
More complete descrip-
tions
are
given
in
Section 28-5
and in the CSI
manual
of
practice
[I].
16-3.
Nonrestrictive
Specifications
Appendix
C is an
example
of a
combination descrip-
tive
and
performance approach
to a
nonrestrictive
specification
for
pumps
and
drivers.
The
specification
is
a
guide
for (1)
writing
a
pump specification
and (2)
the
topics
to be
included.
The
format conforms
to the
CSI
three-part section format
[2].
The
example
in
Appendix
C
illustrates
how
both
performance
and
descriptive specification systems
are
combined
in
writing
a
pump specification. Brand
names
or
manufacturers
are
seldom used
in the
exam-
ple.
The
paragraphs
on
design requirements
and
oper-
ating conditions state
the end
results
to be
achieved
and
also include
the
necessary restrictions. Minimum
salient characteristics
are
specified that limit
the
con-
tractor's choice
of
equipment
but
that
are
sufficiently
open
to
permit competition.
Research
Needs
Except
for the
electric motor specification (which
is
basically oriented toward certain minimum perfor-
mance criteria necessary
for the
project), most
of the
material requirements
in
Part
2 of the
specification
are
listed
in
descriptive form. Preparing such descriptive
portions requires researching pumps, pumping sys-
terns,
and
equipment
to
determine what
is
appropriate
for
the
intended service
and the
critical features
of
materials
and
equipment required
to
perform under
project conditions. This research consists
of (1)
devel-
oping
and
listing
the
performance requirements
of the
equipment;
(2)
identifying
any
special needs, such
as
special metallurgy
or
resistance
to
abrasion
or
corro-
sion;
and (3)
requesting preliminary proposals specific
to the
project requirements
from
candidate
manufac-
turers.
The final
specification
can
then
be
drafted
using
the
manufacturers'
project-specific proposals
as
references.
Descriptive requirements
are
also based
on
experience with specifications
for
similar equipment
items
as
well
as
engineering judgment.
Effect
of
Size
and
Complexity
The
content
of any
equipment specification varies
greatly
with
the
size
and
complexity
of the
project
as
well
as
with
the
equipment application
and
operating
requirements.
The
example specification
is
written
for
wastewater
centrifugal pumps
of the
end-suction, over-
hung-shaft
design. Custom-engineered pumps
are
specified
because, when operating
at
reduced speed
against
high discharge heads, there
is a
potential
for
damaging
conditions caused
by
excessive vibration
and
unbalanced
radial forces. Specifications
for
pumps
operating
at
constant speed
and low to
moderate heads
need
far
less detail
and
restrictive requirements,
so
they
can
be
written around most manufacturers' standard
pump
designs.
The
example
is not
intended
to
exclude
standard
pumps
if
they comply with
the
specification.
Instead,
the
special nature
of the
intended application
is
recognized
in a
specification that
is
designed
to
alert
the
manufacturer
to
these requirements.
In the
following paragraphs, portions
of the
speci-
fications
in
Appendix
C are
discussed
and
information
is
provided
to
assist
in the
preparation
of a
specifica-
tion
that will obtain
the
pumping unit required
for a
particular design
or
installation. Where proprietary
specifications
are
permitted,
the
specification
can be
shortened considerably.
But first
read
the
warnings
given
in
"Proprietary
Specifications"
in
Section 28-5.
1
6-4.
Operating Conditions
For
pump
installations
—
particularly
variable-speed
pumping
installations
—
it
is
necessary that
the
pump
manufacturer
be
aware
of all
operating conditions crit-
ical
to
pump performance
and
operation that
are
expected
to
occur over
the
life
of the
pump.
A
method
of
presentation
of
several operating conditions
(described
in the
following paragraphs)
is
given
in
Paragraph 1.02D
of
Appendix
C.
The
purpose
of
"operating
condition, point
B" is to
describe
the
range
of
full-speed conditions that will
be
imposed
on the
pump. Many pump manufacturers
will guarantee only
one
point
of
operation,
but it is
Table
16-1.
Methods
for
Specifying
Equipment
Method
and
description Advantages
Disadvantages
Performance (functional results Common
in
building systems. Burdens contractor with
design,
specified)
Concept
can be
incorporated
into
any
Acceptance
not
ensured.
specification.
Cost
is
high.
Proprietary (name
or
brand
and
model Ensures quality desired. Bidding noncompetitive.
specified)
Short
and
easy
to
prepare.
Requires assurance
of
fair
price.
Not
allowed
in
public works without
excessive
justification.
Descriptive
or
generic
(performance, Excellent
in
principle
Considerable
time
to
research
and
write,
materials, quality, etc.
described
in
Often misused.
detail)
Difficult
to
evaluate product submitted.
Nonrestrictive
(also
"or
equal")
(name Common method
for
complex products. Evaluation
is
subjective,
so
two
or
more products
and add "or
documentation
is
required
for
rejects,
equal")
Requires
at
least
some performance
or
descriptive
clauses.
Reference standards (reference
to a Can be
used
in
conjunction with
the
Limited
to
simple components
or
standard specification) above
methods.
materials.
Familiar
to
contractors. Specifier must understand
the
entire
Easy
to
write.
reference.
3
Ease
of use may
lead
to
poor
or
incomplete specifications.
a
Not
necessarily
disadvantageous.
Specifiers
have
a
duty
(1)
to
understand
fully
each reference
specification
and (2) to
include
qualifying
statements
about which material does
or
does
not
apply
to the
equipment specification.
nevertheless
necessary
to
alert
the
manufacturer
to
other conditions that will occur over
the
life
of the
station.
At
each
of two
pumping stations,
X and Y, the
pumps
discharge into
two
force mains.
As
more
pumps
are
placed into service,
the
dynamic head
increases, which alters
the
full-speed total dynamic
head accordingly.
"Operating
condition, point
C" is
selected
judi-
ciously
to
describe
fairly
the
minimum sustained
operation point
for the
equipment.
In
high head pump-
ing
applications,
the
selection
of
point
C is
critical
because
it
represents
the
worst loading condition
for
determining
the
size
of the
radial bearings,
the
shafts,
and,
to a
certain extent,
the
thrust bearings.
"Operating
condition, point
D" is
provided
to
indi-
cate
the
starting condition
and to
alert
the
manufac-
turer
to a
potential concern with motor starting power.
16-5.
Mass
Elastic
Systems
and
Critical
Speeds
For
pumps
60 kW (75 hp) or
larger
and
operating
at
variable speed,
the
analysis
of
critical speeds
and the
complete mass elastic system
(specified
in
Paragraph
1.02E
of
Appendix
C) is
generally warranted
and
should
be
considered, particularly
for
custom-engi-
neered units.
The
results guide
the
equipment
manufac-
turer
in
avoiding combinations
of
rotating elements that
may
be
subject
to
fatigue
failure
(see Section
22-1
1).
If
critical speed
falls
within
the
operating range
of
a
variable-speed unit, continuous operation
at
that
speed must
be
avoided
to
prevent destructive vibra-
tion. Calculations
can be
made
to
predict
the
critical
frequency
of a
unit,
but
variations
in
metal densities
and
minor casting irregularities make total accuracy
impossible.
16-6.
Pump
Testing
The
true test
of
pump performance
is
satisfactory
operation
in the
intended installation,
and it may be
desirable
or
necessary
to
test
a
pump
in the
factory
or
in
the field (or
both)
to
provide assurance
of the
pump's
capacity
to
meet project requirements. Con-
sider, however, that
the
methodology used
to
deter-
mine
flowrate is the
result
of
projections based
on
unit
demand factors
or
total consumption
figures
developed
from
historical data. These data,
in
turn,
are
based
on flow
records (which
are
usually inaccu-
rate)
and on
population estimates, which
in
them-
selves
are
never more accurate than ±10%. Headloss
figures are
based
on
estimations
of
pipe wall rough-
ness
and
data
for
turbulent losses through
fittings,
valves,
and
special conditions (such
as
dividing
or
uniting
flows) in
which each loss
is
within
the
"shadow"
of
another
and
losses
may
easily double
by
swirling. Some
of
these data were developed
from
model studies
(1)
without
a
reasonable allowance
for
the
effects
of
scale;
(2)
that were performed many
years ago, some under questionable assumptions;
and
(3)
with metering
and
measuring devices
less
accu-
rate than
the
apparent precision
of the
hydraulic com-
putations
in
which they become
an
integral part.
On
the
other hand,
the
range
of
static heads
can be
pre-
cisely determined,
a
range
of
pipe
friction
losses
can
be
confined
to an
acceptable band with confidence,
and
the
inaccurate losses
in fittings are a
small part
of
the
total losses and, hence,
of
minor
effect.
In
sum-
mary,
pump performance requirements should
be
viewed
objectively
—
not
with
the
assumed precision
many
engineers assign
to
them.
Ensuring that
the
pump supplied will meet
the
required performance specifications requires
a
guar-
antee
from
the
manufacturer, which,
in
turn,
may
require
a
factory test. Whether
the
test should
be
made
at all
(with
the
designer
and
client relying
on
previous tests
of
similarly sized impellers), whether
a
specific
pump test should
be
witnessed,
and
whether
factory
tests must
be
followed with
field
tests depend
on
the
cost-benefit ratio
of
testing
and the
need
for
positive assurance
of
performance.
One way to
approximate
the
cost-benefit ratio
is to
speculate
about
the
effect
of
efficiency.
Suppose,
for
example,
the
efficiency
of a
pump
is 85% for a
discharge
of
0.38
m
3
/s
(6000
gal/min)
at a
head
of 15 m (50 ft) and
the
efficiency
of the
motor
is
95%.
For a
life
of 20 yr
at 8%
interest with power
at
60/kW
• h, the
present
worth
of a 3%
change
in
efficiency
is
nearly
$11,000
(see
the
interest
formulas
in
Section
29-4).
A
factory
test
of a
pump
of
this size might cost
the
owner
$2500
(depending
on the
configuration
of the
unit).
A
wit-
nessed test might cost nearly double plus
the
cost
for
the
consulting
engineer's
on-site representative.
Either
a
factory test
or a
witnessed factory test would
establish
not
only
the
efficiency
but
also
the
head
and
discharge under test conditions
and to
some degree
vibration
and
noise.
Test
Requirements
At
the
outset,
the
designer should
identify
two or
more
manufacturers
with
the
capability
of
conducting
full-
scale
tests. Mid-sized equipment
(up to 500 hp, 480 V,
and
15,000
gal/min capacity)
can be
tested
by
most
manufacturers.
At
least three manufacturers
can
test
equipment
up to
1500
hp and
4160
V. For
larger
equipment,
it may be
necessary
to
utilize
an
indepen-
dent
hydraulic laboratory. Despite these limitations
and
difficulties,
some experienced engineers believe
the
cost
of
properly performed tests
of
each pump
is
money well spent. Consider, however,
the
following
means
of
keeping costs
at a
minimum.
•
Discuss
the
proposed tests with
at
least
two
manu-
facturers.
Determine
the
probable cost
of the
tests
and any
viable modifications.
•
Consider using
a
factory-calibrated motor
or
dyna-
mometer. However, failure
to use the
actual produc-
tion motor
on
large units leads
to
controversy
if
subsequent
wire-to-
water
power
field
tests vary sig-
nificantly
from
factory test results.
•
Test
at
constant speed.
But for
variable-speed
pumps,
select
four
or five
well-spaced operating
points
from
minimum
to
maximum discharge.
•
Consider testing only
one of a
group
of
identical
units,
but be
aware that
(1)
the
manufacturer
may
not
guarantee
any
pump
not
tested,
(2) the
effi-
ciency
at the
design point
may
vary
as
much
as 3%
and
there
may be
significant
variation
in
shut-off
head
and
performance curve characteristics
due to
machining
tolerance
or
errors,
and (3)
some experts
insist
on
testing each pump
in the
group.
•
Test only those pumps
for
which
a
cost-benefit
ratio
is
reasonable.
If the
costs
are too
great,
it may
be
more cost
effective
to
oversize
the
pump
and
driver.
•
Consider whether nonwitnessed pump tests
are
suf-
ficient.
Much depends
on the
manufacturer's repu-
tation
and
standard methodology
in
testing.
Factory
Pump
Tests
If
factory tests
are
made,
the
following
are
essential:
•
Require
the
pump manufacturer
(or the
general con-
tractor)
to
guarantee performance
at the
specified
conditions
of
head, capacity,
and
efficiency.
But
note that unless
the
contract
is a
direct prepurchase
one,
the
owner
has no
direct contractual relation-
ship with
the
manufacturer,
so
obligate
the
general
contractor,
who in
turn obligates
the
manufacturer.
•
Require that
the
testing
and the
test setup conform
to
the
Hydraulic Institute's standards
[3]
together
with
any
special requirements
[e.g.,
testing
a
sub-
mersible pump with
its
discharge elbow
and a
1.5-
m
(5-ft)
length
of
discharge
pipe].
•
Require that both test logs
and
curves
be
certified
by an
officer
of the
manufacturer's corporation.
(Note that submittal
of
test logs
is
usually
a
special
requirement.)
Performance requirements
for the
pumping station
may
not be
satisfied
if the field
conditions cannot
be
reasonably
met in the
factory.
For
example,
it may be
impractical
to
test
a
long, deep well pump
in a
vertical
position
without reducing
the
length
to a few
bowls.
Very
large pumps
may
exceed
the
capabilities
of the
factory
test site. Note also that
the
Hydraulic Insti-
tute's
standard
tolerances
are
+10%
in
capacity
at the
specified
head
and +5% in
head
at the
specified capac-
ity
[3].
Be
careful
to
ensure that these tolerances can-
not
overload
the
driver.
Both
factory
and field
tests
of
pumps
are
discussed
at
length
by
Dicmas
[4].
Groundwater pumping tests
are
extensively described
by
Walton [5],
and a
diskette pro-
grammed
in
BASIC
is
available
from
the
publisher
[5].
Witnessed
Pump
Tests
Owner-witnessed factory tests cost considerably more
than
factory tests because
(1) the
tests
are
made
twice
—
once
to
make sure
the
pump will meet specifi-
cations
and
again when
the
owner's representative
is
present
—
and
(2) the
owner must
pay for the
engi-
neer's
attendance
and
travel. Still, witnessed factory
tests
are
valuable because they tell
the
manufacturer
that
the
owner
is
serious, which encourages honest
performance
in
test setups. Anecdotes abound about
the
discovery
of
faults
by a
witness,
but
none, how-
ever,
has
been
personally
experienced
by the
authors
of
this chapter.
The
benefit
to the
owner
of
witnessed tests depends
on
many factors, including
the
size
of the
pump,
the
projected hours
of
service,
the
cost
of
power,
the
repu-
tation
of the
manufacturer,
and the
engineer's
famil-
iarity with
the
manufacturer's test methodology.
In
general,
it is
wise
to
confer with
the
owner
to
assess
the
potential benefits before specifying that tests
be
witnessed.
The
following
is a
checklist
for the
engineer
who is
required
to
witness
a
pump
test:
• Be
thoroughly familiar with project specifications,
any
referenced standards,
and the
manufacturer's
proposed test setup prior
to
arriving
for the
test.
Be
familiar
with
the
test procedures
and
setups
in the
Hydraulic
Institute's
standards
[3] and in
Dicmas
[4].
•
Require submission
and
approval
of the
test setup
prior
to
beginning
the
test.
•
Develop
a
checklist based
on
project specifications
and
referenced test standards prior
to
arriving
for
the
test.
• Be
completely familiar with
the
test data compila-
tion procedure prior
to the
test date.
• Be
sure
to
arrive early enough
the
night before
to be
fully
rested
and
alert.
• Be
prepared
to
stay longer than scheduled
if a
test
fails.
•
Upon arrival, check
the
test setup against
the
agreed-upon testing procedure.
•
Obtain photocopies
of the
calibration
records
for all
test gauges, meters, motors,
and
dynamometers.
•
Check
the
calibration curves against
the
serial num-
ber of
each gauge, meter, motor,
and
dynamometer.
• Go
over
the
test procedure with
the
manufacturer's
test
engineer
to be
certain
all
concerns have been
addressed.
•
Note
the
time testing begins
for
each pump.
•
Make
a
note
of the
serial number
of
each pump.
(On
bowl-type pumps,
the
serial number
is on the
bowl.)
•
Check
all
zero points
or
readings before starting
the
test.
•
Once testing begins, observe
the
data recorded
by
the
test technician, read gauges, manometers,
and
other instruments
at the
same time that
the
techni-
cian reads them,
but do not
record
any
data, only
confirm.
Be
certain gauges
and
manometers
are
sta-
ble at the
time readings
are
taken.
•
Subjectively
assess pump vibration
by
feeling each
pump
case.
A
pump usually vibrates more
on the
test stand than
in the
pumping station because
the
pumps
are not
mounted
on a
proper foundation
and
are
not
driven
by the field
drivers.
On the
other
hand,
resonance
or
equipment problems
may
occur
in
the field.
•
Listen
for any
unusual noises (which
may be
diffi-
cult
because
of
ambient noise
at the
test site).
•
Note
the
time that testing
is finished for
each pump.
•
Sign each test
log and
obtain photocopies
of all
test
data
as
soon
as
they
are
developed.
•
Spot check
the
calculated results
by
reducing
a few
data points
yourself.
• Do not
approve
or
sign developed performance
curves
until
you
have independently checked
four
or
more data points.
• Be
prepared
for
long periods
of
inactivity
if
several
pumps
are to be
tested.
It
takes awhile
to
disassem-
ble one
test setup
and
assemble
the
next. Take your
briefcase,
work
on the
report, study this textbook,
or
tour
the
plant. This
is an
excellent opportunity
for
an
experienced engineer
to
educate
an
intern
who
can
then
be the
witness
for
other tests.
When
the
test
is
completed,
the
witness should pre-
pare
a
report
for the
owner that
describes
the
test, con-
ditions,
observations,
and
results. Appendices
to the
report should include copies
of the
test logs, generated
curves,
and any
other information pertinent
to the
test
procedure
or
results.
Variable-Speed Pumps
Many
specifications require that
the
intended
field
drive equipment
be
used
in the
tests
of
variable-speed
pumps,
which doubles
or
triples
the
cost
of the
tests.
The
perceived
benefits
include
(1) the
evaluation
of
the
pump's ability
to
perform
at
specified conditions,
(2) the
determination
of
wire-to-water power
effi-
ciency,
(3) the
determination
of the
compatibility
of
all
components,
and (4) the
discovery
of
objectionable
vibration.
The
setup
in a
manufacturer's test bed, how-
ever, is never the same as in the final installation.
Although
efficiency
and
compatibility
can
indeed
be
assessed, harmonics
in
AFDs
are a
function
of the
entire
electrical
system including
the
supply, which
is
different
in the field.
Observations
of
vibration under
various
operating conditions
are
qualitative
at
best
because
the
vibrational
characteristics
of the
support-
ing
structure
are
missing
in the field.
Factory tests
of a
complete pumping assembly
are
particularly expen-
sive
if
special test stands must
be
fabricated
—
for
example,
for
motors mounted
on a floor
above
the
pumps.
Shipping motors, controllers,
and
other parts
of
the
driving units
to the
pump manufacturer
as
well
as
the
assembly, disassembly, electrical work, coordi-
nation,
and
possible delays increase
the
costs
for
test-
ing
complete pumping units.
In
summary, engineers
should
have
a
clear idea
of
what
is to be
accom-
plished, exactly
how the
tests should
be
run, what
added costs
are
incurred,
and the
benefits
that accrue
from
such tests before specifying
factory
tests
of
com-
plete pumping assemblies.
Example Specifications
Example specifications
for
hydrostatic tests
and
wit-
nessed performances
are
given
in
Section 1.02F
of
Appendix
C.
Both
of the
testing procedures
in
Para-
graphs
1.02F2
and
1.02F3
are
desirable
for
custom-
built
pumping units.
Field
Pump
Tests
Field
pump tests
are of two
general types:
(1)
field
operational
pump tests
in
which accuracy
of flow and
head
are
measured
to
within
an
error band
(or
uncer-
tainty)
of ±5 to 7% and (2)
pump acceptance tests
in
which
final
acceptance
may be
based
on
satisfactory
field
performance
with reward/penalty clauses written
into
the
contract
for
failure
of the
pump
to
perform
within
specified limits. Such
a
specification requires
expensive tests that
may
have limited practical value
because manufacturers cannot
be
responsible
for
fac-
tors outside their control, such
as
improper sump
design with intake problems,
insufficient
NPSH
A
,
sys-
tem
characteristics
different
from
those submitted,
and
inadequate supporting structure.
A
good factory
test
is a
great help
in
identifying
and
resolving such
problems.
Field
Operational
Tests
Comprehensive
field
operational tests
are
important,
and
many engineers require such tests
of
every
installed pump
as a
check
in
which
the
entire pumping
unit
(including instruments, controls, motor, pump,
and
valves)
is
observed
for
operational integrity
and
function.
Testing
flowrates and
pressures
at
allowable
errors
(or
uncertainties)
of 5 to 7% is not
difficult,
time-consuming,
or
expensive.
The
methods given
in
Section
3-9 for
measuring
the
roughness
of
pipe apply
equally
well
to the
testing
of
pump discharges. (Note,
however, that
a
pump manufacturer's guarantee
should
apply only
to the
factory test.) Such tests
are
valuable
for
discovering trouble.
For
example,
in a
two-hour
field
trial,
a
single-stage vertical turbine
pump
delivered
30%
less
flow
than expected. When
the
pump
was
disassembled,
the
impeller
was
found
to
have
slipped down
the
shaft.
Repairs restored
the
full
discharge capacity. Without
the
test,
the
inefficiency
would
not
have been discovered.
A field
test
is,
how-
ever,
as
much
a
test
of the
hydraulic design
of the
pumping
station
and of the
technicians' skill
as it is a
test
of the
pump
and
driver.
For
example, vortices pro-
foundly
affect
the
pump performance,
and
these
are,
in
turn,
a
function
of the
sump design
and the
suction
intake
velocity. Confer with
the
manufacturer
to
make
sure
the
sump
in the field
test
is
acceptable.
The field
operational test
is
also valuable
as the
basis
for the
intelligent operation
of the
facility.
Before
beginning
field
tests, observe
the
sump sur-
face
for
vortex formation
or
signs
of
disturbance that
would
lead
to
rotation. Vortices
may be
intermittent
on
15-
to
30-s
intervals,
so
allot
sufficient
time
for the
observation. Even with
the use of
clear water, subsur-
face
vortices
are not
visible,
but if
they
are
suspected,
dye
(which
is
used
in
model studies)
can
also
be
used
in
field
tests, although
the
water
in the
system must
be
changed when
discolored.
An
alternative
is to use
col-
ored plastic chips
of
polyethylene (which
has a
spe-
cific
gravity
of
0.92
to
0.96).
Chips
25 x 25 x 1.6 mm
(lxlxl/16
in.)
are
about
the right
size. They
can be
put
into
a
small sack, which
can be
positioned
at the
suspected origin
of a
subsurface vortex
and
then bro-
ken
to
release
the
chips. (See various
directories
[6, 7]
for
suppliers
of
pigmented polyethylene chips.)
The
chips slowly
float to the
surface
and can be
netted.
If
vortices
are
detected, model studies
are
definitely
required.
Flow
can be
measured with
the
pumping station
flowmeter
after
calibration
in
situ
by
volumetric
or
tracer methods (see
Section
3-9).
If no
permanent
flowmeter
is
installed,
a
temporary
flowmeter,
such
as
a
strap-on magmeter, orifice,
pitot
tube,
or
elbow
meter,
can be
installed
and
also calibrated
in
situ.
Alternatively, tracer and/or volumetric methods
can be
used
for
metering
the flow
throughout
the
test.
Because
one
purpose
of an
operational test
is to
provide
the
basis
for
facility operation,
it is a
change
in
the
operational
status
—
not
absolute
values
—
that
is
important. Consequently,
the
pressure gauges
to be
used
by the
operating personnel should
be
used
for the
test.
The
gauges should
be
calibrated
and
installed
in
accordance with
the
Hydraulic Institute's standards
[3].
The
discharge pressure gauge should
be
located
at
least three pipe diameters downstream
from
the
pump
discharge nozzle with
no
intervening
flow
distur-
bances such
as
those caused
by
valves
or fittings.
Electrical instruments
in
pumping stations
are not
adequate
to
obtain overall (wire-to-water power)
effi-
ciency.
If the
efficiency
must
be
checked, special
meters must
be
temporarily installed.
When running
the
tests,
try to
obtain
two or
three
separated test points
of
head versus
flow on
both sides
of
the
normal pump operating
points.
Field
Pump
Acceptance
Tests
Only with extraordinary care
and
special instrumenta-
tion
can the
errors
in field
testing
be
reduced almost
to
the
same order
of
accuracy obtainable
in
factory
tests
(about
1%).
The
principal disadvantages
of
accep-
tance
by
precision
field
testing
are the
cost
and the
dif-
ficulty
of
rejecting
a
unit that
fails
the
test. Claims
(and,
perhaps, lawsuits) will abound
in
regard
to (1)
the
accuracy
of the field
test,
(2) the
validity
of the
design point,
and (3) the
reasonableness
of the
dis-
charge requirements. Delays
due to
repairs,
adjust-
ments,
or
replacements defeat
the
project schedule
and
can
force
the
engineer
to a
compromise adverse
to
the
client.
A
comprehensive, witnessed factory test
is
not
foolproof,
but it can
usually help
to
avoid such
confrontations.
Consider,
on the
other hand,
a
factory test
of a
large, long, multistage deep well turbine. Some manu-
facturers
might
be
able
to
test only
a
short column
length
consisting
of,
perhaps, only
a
single bowl
(or
four
to five
bowls
at
most).
It
might
be
necessary
to
operate
at
reduced speed because
of
power supply
limitations.
In the field,
however,
full-speed
operation
can
be
performed
to
evaluate
(1) the
suction well con-
ditions,
(2) the
oscillation
of the
full
assembly
in its
vertical
configuration,
(3) the
actual hydraulic losses
in
the
full
column length,
(4) the
mechanical friction
losses
in
additional
shafting
and
intermediate bear-
ings,
(5) the
true power requirements,
and (6) the
overall
efficiency.
The
accuracy
of
such
a field
test
might
be
superior
to a
factory
test, provided that
(7)
the
technicians
are
knowledgeable
and
skillful,
(8) the
pumping
station
was
designed with
field
testing
in
mind
(isolation valves
and
drain pipe
from
force main
to
sump
for
recirculating
the flow), (9)
pressure gauge
taps
are
properly located,
and
(10) calibrated, sensi-
tive
instruments
are
used.
But
note that
(11)
the
cali-
bration
of flowmeters to an
accuracy comparable
to a
factory
flowmeter
(repeatability
of,
e.g., 0.5%)
requires very great care, considerable skill,
and
meters
that
are
installed
in
strict accordance with
the
manu-
facturer's
recommendations; (12) pressure gauges
and
meters must
be 5 or,
better,
10
diameters downstream
from
disturbances; (13)
the
pressure taps should
be
located
at
quadrant points connected
to a
common
collector;
and
(14)
the
pressure gauges should have
a
face
at
least
200 mm (8
in.)
in
diameter
and
must
be
readable
and
accurate
to
0.25%.
The
other instrumen-
tation must
be of
similar
precision
to
approach
the
accuracy
of the
factory
test (see Dicmas
[4] and the
Hydraulic
Institute's standards
[3]).
Hence,
specify
factory
tests where proper instrumentation
is
available
followed
by field
operational tests unless circum-
stances
are so
unusual
that such
a
procedure
is
inade-
quate.
16-7.
Shipping
Major
Pumping
Units
Damage
to
major
equipment items during shipment
is
of
concern
on
most construction work, particularly
with
custom-made units.
To
protect against potential
damage
from
sudden impact,
it is
often
desirable
to
specify
shipping requirements
and
restrictions,
as in
Paragraph 1.02G
of
Appendix
C.
Recording acceler-
ometers
are
available
on a
rental basis
from
most rail-
road
and
trucking
firms at a
slight additional cost.
The
presence
of the
device
on a
shipment usually provides
some incentive
on the
part
of the
common carrier
to
exercise
more
than usual
care.
The
3.Og
value
(of
acceleration)
is a
commonly accepted criterion
for
indicating potential damage.
16-8.
Submittals
If
the
product
is
specified
by
performance criteria
or
is
to be
used
in a
complex system,
or if a
variety
of
contractor options
are
permitted, submittals should
be
specified
as in
Paragraph
1.04
of
Appendix
C.
Submittals
are
also required
for
equipment
or
materi-
als
that have long delivery times
to
reduce
the
chances
of
delays
due to the
rejection
of the
products
after
delivery.
Submittals listed
in the
specifications
are
designed
to
provide
sufficient
information
to the
engineer
regarding
the
design
to
indicate that
the
contractor
has
properly interpreted
the
drawings
and
specifica-
tions. Because
the
submittal requirements
are
specific
and
limited,
the
contractor does
not
have
to
guess
about
the
amount
of
information required
and the
design engineer does
not
waste time reviewing
irrele-
vant
or
unnecessary documents.
The
submittal
and
the
specification together should give
a
description
sufficient
for the
engineer
to
determine whether
the
contractor's
planned equipment
or
material will con-
form
to
design requirements.
Specify
only
the
infor-
mation
needed
to
make that determination.
The
submittal material requested
in the
pump
and
driver
specification,
Paragraph 1.04
of
Appendix
C,
con-
forms
to the
above
criteria.
16-9.
Information
to Be
Provided
Equipment specifications also
require
that other
infor-
mation
and
product data
be
provided
to
meet
a
wide
variety
of
owner needs. Much
of the
information goes
into
files as
part
of the
project records, some
is
used
by
the
engineer
or
construction manager
in
inspecting
the
contractor's work,
and
other data
form
the
basis
of
the O&M
manual.
There
must, however,
be
sufficient
detail
for the
engineer
or
construction manager
to
determine
the
acceptability
of the
equipment. Exam-
ples
of
information
to be
provided with
a
pumping
unit
are
listed
in
Paragraph 1.05
of
Appendix
C.
16-10.
Seals
Pumps with
a
stuffing
box,
shaft
packing,
and
clear-
water seal
are
specified
in
Paragraphs 2.02B4
and
2.02B5
of
Appendix
C.
Mechanical seals
are
often
preferred over
conventional
packing
because
mechan-
ical seals reduce maintenance.
But
mechanical seals
are not
only costly
but are
subject
to
failure
on
occa-
sion,
and the
failure
may be
sudden.
If
packing
fails,
the
pump
can
usually
be
kept running
by
temporary
adjustments
until
it is
convenient
to
shut
it
down.
If a
mechanical
seal
fails,
the
pump must
be
shut down
at
once. Some types
of
mechanical
seals,
however,
fail
gradually
with ample warning.
There
are a
variety
of
proprietary seal designs
and
no
industrywide
standard exists
as a
convenient speci-
fication
reference. Because seals
are a
continuing
maintenance
concern
and
interchangeability
is
desir-
able,
it is
recommended that,
if
possible,
one
manu-
facturer
be
required
to
supply
all
mechanical
seals.
16-11.
Pump
Shafts
The
extensive
specification
for the
pump
shaft
(Para-
graph
2.02B8
in
Appendix
C) is
intended
to
require
specific
attention
by the
manufacturer
to the
need
for
heavy-duty
shafts
for
applications where high dis-
charge heads
and
operation
at
variable speed
may
result
in
substantial radial thrust loads. This provision
can be
modified
to
less stringent requirements
if the
pump
is to
operate
at
constant speed
and
moderate
discharge
heads.
The
maximum
shaft
deflection
of 6
mils (1.5
mm)
at
the
worst radial-load condition applicable
to the
specified
continuous operating condition
is
considered
a
reasonable objective.
The
value
is
typically
10 to
20% of the
nominal wearing ring clearance
for an end
suction
pump.
The
methodology
specified
as the
basis
for
the
calculations
is
presented
in the
Hydraulic Insti-
tute's
standards
[3].
16-12.
Pump
Shaft
Bearings
For
pump installations where radial thrust
is a
prob-
lem, bearings must
be
sized
and
rated
to
withstand
successfully
the
worst loads applicable
to the
speci-
fied
continuous operating conditions.
To
ensure com-
pliance with this requirement, Paragraph 2.02B
10 of
Appendix
C
requires
the
submission
of
documenta-
tion
to
support
the
selection
of
bearing sizes.
As
a
guide, bearing design lives (based
on the
AFBMA
L-IO
rating method)
for
continuously oper-
ated
pumps typically range between
40,000
and
60,000
h if
good reliability
is
expected.
If the
opera-
tion
of the
equipment
has to be
extremely
reliable
or
if
the
equipment
is
quite large, design lives
of
100,000
to
200,000
h are not
unreasonable. Check
with
equipment suppliers where extreme reliability
is
required
to
ascertain that
the
specified design
life
can
be
provided.
16-13.
Vertical
Drive
Shafts
An
intermediate bearing
is
required
and
specified
for
the
vertical drive
shafts
in
Paragraph
2.02C
of
Appen-
dix C. If
intermediate bearings
are
required,
the
design should provide both
a
rigid support
for
the
bearing
and
convenient access
for
maintenance.
The
support
can
often
consist
of a
reinforced concrete
walkway
that serves
as
lateral support
for the
wall (see
Section
25-
10).
16-14.
Electric
Motors
Standard
electric
motors less than
150 kW
(200
hp)
are
normally covered
by a
separate specification.
However, information such
as
voltage, power, speed,
and
enclosure type, plus
all
motor
modifications
including
overtemperature
devices
and
space heaters,
should
be
specified
in the
specific
equipment section.
Overtemperature
or
thermal protection
for
motors
is
often
recommended
for
pumping units with vari-
able-speed controllers
to
protect
the
motor against
sustained
overload conditions. Overtemperature sens-
ing
devices
may be
located either
in the
motor starter
or in the
motor winding.
The
sensing element speci-
fied
in the
motor winding (Paragraph 2.02D2, Appen-
dix C)
provides
a
more accurate
and
faster
indication
of
winding temperature
and is
more reliable than
a
device
in the
motor starter.
Space heaters
(to
reduce condensation
in the
motor
enclosure), thermal protection,
and
other motor modi-
fications
should
be
specified only when
the
value
of
the
motor warrants
the
cost
of
modification.
If the
motor
has
epoxy-coated windings, space heaters
are
not
usually required,
but if the
windings
are
unpro-
tected, space heaters
are
normally specified whenever
the
motor
is
located
(1)
outside (especially
if, as a
standby
unit,
it
sits idle
for
extended periods),
(2)
where
humidity
is
high
for
long periods,
or (3)
below
grade
in a
damp atmosphere.
16-15.
Optimum
Efficiency
An
analysis
of
capital
and
operating
costs
(including
the
cost
of
energy) shows that
the
present worth
of
wire-to-water energy
efficiency
can
have
a
profound
effect
on
selecting
the
most advantageous bid.
A
pur-
chase specification (for
a
pumping unit) that includes
an
efficiency
evaluation
is
given
in
Paragraph 4.01
of
Appendix
C. The
specification
is
simplistic,
but
more
complete energy cost factors (such
as
maximum
power demand, power factor, peak
and
off-peak
rates,
seasonal changes
in
rates,
and
other power-cost-modi-
fying
concerns)
can be
added
as
well
as
expected
inflation
and
power escalation costs.
The
calculation
of
such costs
can be
imposed
on the
bidder
if
applica-
ble
formulas
and
data
are
given.
Although
high
efficiency
is
desirable,
it is
less
important than
reliability
—
a
characteristic that
is
difficult
to
quantify.
Service records
of
similar
pumping
units
are
sometimes used
as a
basis
for
judgment.
16-16.
References
1. CSI
Document
MP
-FF/
120,
Methods
of
Specifying,
The
Construction Specifications Institute, Alexandria,
VA
(1996).
2. CSI
Document
M
P
-2
-2,
Section Format,
The
Construction
Specifications
Institute, Alexandria,
VA
(1997).
3.
ANSI/HI
1.6,
Centrifugal
Pumps,
and
2.6,
Vertical
Pumps, Hydraulic Institute,
Parsippany,
NJ
(1994).
4.
Dicmas,
J.
L.,
Vertical
Turbine,
Mixed
Flow,
and
Propeller
Pumps, McGraw-Hill,
New
York (1987).
5.
Walton,
W.
C.,
Groundwater
Pumping
Tests,
Design
&
Analyses, Lewis
Publ.,
Chelsea,
MI
(1987).
6.
Modern Plastics Encyclopedia, McGraw-Hill,
New
York
(updated annually).
7.
Plastic Directory,
Cahner's
Publishing Company,
division
of
Reed Publishing, Newton,
MA
(updated
annually), with
a
subscription
to
Plastic
World.
The
thought process involved
in, and a
formalized
approach
to, the
design
of
wastewater pumping sta-
tions
are
described
in
this chapter. Although several
aspects
are
unique
to
wastewater pumping,
the
process
is
similar
for all
types
of
engineering design. Regard-
less
of the
size
of the
project, engineers should school
themselves
to
follow
the
procedure described here,
which
is
equally applicable
to the
very smallest
as
well
as
the
largest projects.
The
only
difference
is in the
for-
malities used
to
ensure that nothing
is
omitted
from
the
thought
process. Novices
are
encouraged
to
follow
the
process
formally
without regard
to
project size. Expe-
rienced
engineers
may
wish
to
take some shortcuts
in
the
formalized
process
—
especially
for
small projects.
1
7-1
.
Organization
and
Control
of the
Process
The
development
of a
well-organized plan
to
com-
plete
the
work
is
fundamental
to the
design
process.
Last-minute changes
in
project direction
(often
lead-
ing to an
unsuccessful
project)
can be
avoided
by first
thinking through
and
formalizing
the
individual steps
required
to
complete
the
assignment. Because
there
is
Chapter
1
7
System
Design
for
Wastewater
Pumping
GARR
M.
JONES
CONTRIBUTORS
Zbigniew
Czarnota
Gary
S.
Dodson
James
C.
Dowel
William
R.
Kirkpatrick
William
H.
Richardson
Michael
G.
Thalhamer
no
substitute
for an
orderly planning process,
set up a
procedure
for
managing
the
documentation
of
project
information.
The
documentation plan should provide
for
the filing and
identification
of the
following:
• The
project management plan
•
Quality assurance plan
•
Correspondence
to and
from:
°
The
owner
°
Equipment manufacturers
°
Information sources
°
Consultants
°
Regulatory authorities
°
Others
affected
by or
affecting
the
project
•
Calculations
•
Notes
of
meetings
•
Reference documents such
as
utility maps
and
"as-
built"
drawings
•
Reports
from
consultants
•
Reports/recommendations
to the
owner
•
Design memoranda.
All of
these should
be
neatly written, dated,
and
entered
into
the
record
book
of the
project. Document