Новиков В.М. (ред.) Справочник технолога рыбной промышленности. Том. IV
Подождите немного. Документ загружается.

Таблица
145
Г л а в а IV
МЕТАЛЛИЧЕСКАЯ
И
СТЕКЛЯННАЯ КОНСЕРВНАЯ
ТАРА
ОСНОВНЫЕ
И
ВСПОМОГАТЕЛЬНЫЕ
МАТЕРИАЛЫ
ДЛЯ
ИЗГОТОВЛЕНИЯ
МЕТАЛЛИЧЕСКОЙ
ТАРЫ
Жесть
Для
изготовления жестяных банок выпускается белая
жесть
—
тонкая малоуглеродистая сталь, покрытая
с
обеих сторон оловом,
и
черная
—
безоловянистая
лакированная
жесть.
Белая
жесть
по
способу проката стали подразделяется
на
горя-
чекатаную
и
холоднокатаную,
а по
способу покрытия оловом
—
на
жесть
горячего
и
электролитического лужения.
Жесть
горячего
лужения холоднокатаная выпускается
в
листах
и
рулонах,
горяче-
катаная
в
листах.
Жесть
электролитического лужения выпускается
в
листах
и
рулонах лакированной
и
нелакированной. Существует
три
способа электролитического лужения рулонной жести:
в ще-
лочных, сернокислотных
и
галогеноидных
электролитах.
Технологическая
схема
изготовления
жести электролитическо-
го
лужения состоит
в
следующем: рулоны черной полированной
жести подаются
в
ванны
для
обезжиривания, промывания, трав-
ления, электролитического лужения, промывания
и в
установку
для
оплавления.
В
современных агрегатах электролитического лужения после
оплавления
жести проводится
ее
пассирование (обработка хромата-
ми)
и
промасливание.
В
результате
обработки жести растворами
хромовых солей (хроматов)
на ее
поверхности
образуется
невиди-
мая
окисная
пленка, способствующая увеличению
сопротивляе-
мости
жести коррозии. Затем
на
жесть
наносится слой масла
в
электростатическом поле. Толщина масляной пленки незначитель-
ная
(расход масла
при
процессе
промасливания
составляет
всего
5—10
мг/м
2
).
Для
лужения
жести применяется чистое олово
ма-
рок О1 пч и О1 по
ГОСТ
860—60.
Количество примесей
в
оловянном
покрытии
не
должно превышать
0,14%,
в том
числе свинца
0,04%.
В
целях
экономии олова
при
производстве жести наряду
с
ор-
ганизацией
электролитического лужения осуществляется выпуск
жести хромированной лакированной
в
рулонах; жести черной
ла-
кированной
в
рулонах; алюминия, алюминиевых сплавов
в
листах
и
рулонах
и
алюминиевой фольги
в
рулонах.
Основой любой холоднокатаной жести является малоуглеро-
дистая
сталь, содержащая
(в %, не
более): углерода
0,09,
марган-
ца
0,43,
кремния
следы, фосфора
и
серы
0,3;
в
горячекатаной листо-
вой
жести содержание углерода
достигает
0,17%,
кремния
0,03%,
серы
0,05%,
фосфора
0,09%.
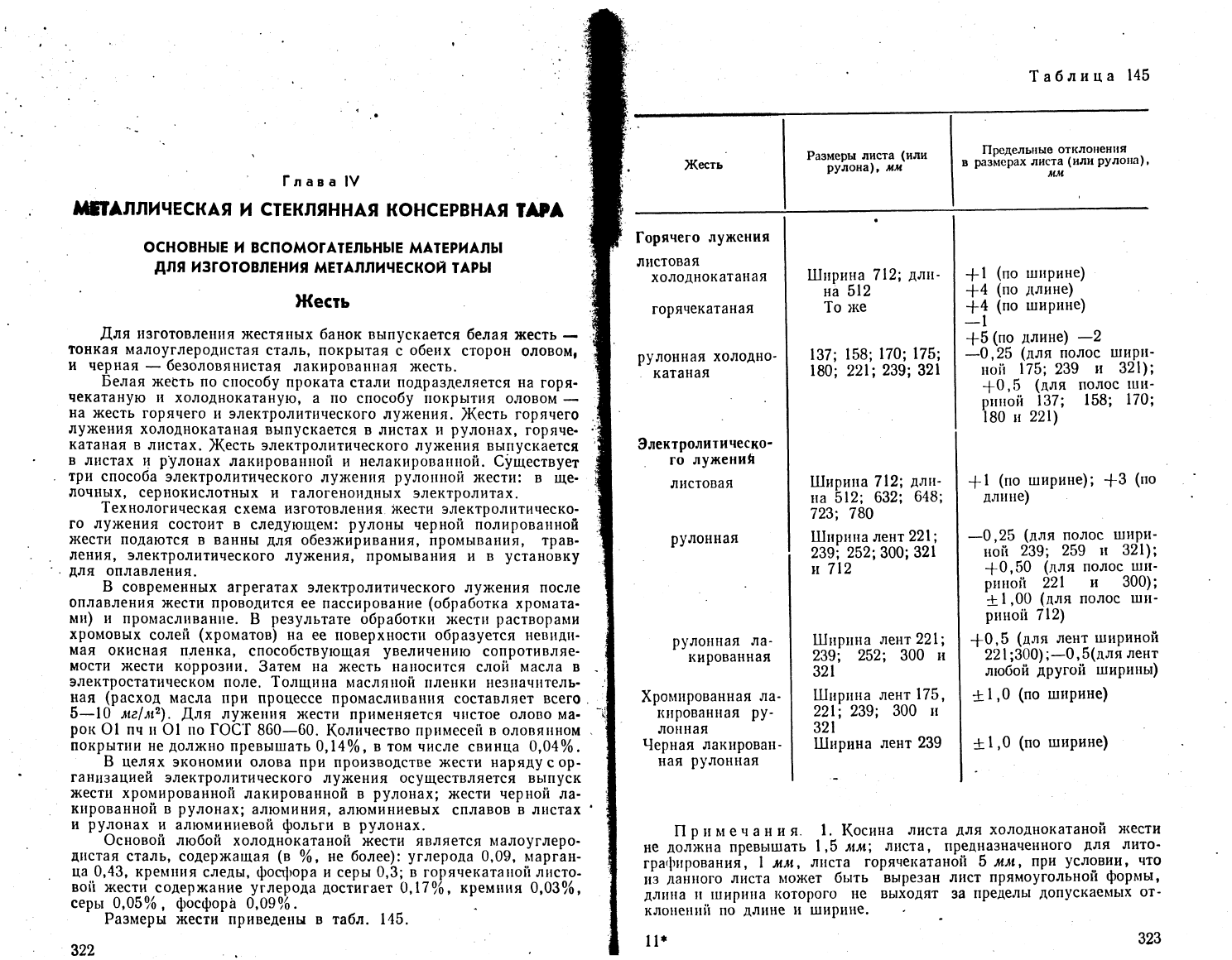
Размеры жести приведены
в
табл.
145.
322 .
..
.
•
Жесть
Размеры
листа
(или
рулона),
мм
Предельные
отклонения
в
размерах листа (или
рулона),
мм
Горячего лужения
листовая
холоднокатаная
горячекатаная
рулонная
холодно-
катаная
Электролитическо-
го
лужений
листовая
рулонная
рулонная
ла-
кированная
Хромированная
ла-
кированная
ру-
лонная
Черная
лакирован-
ная
рулонная
Ширина
712; дли-
на
512
То
же
137;
158; 170; 175;
180;
221; 239;
321
Ширина
712;
дли-
на
512;
632; 648;
723;
780
Ширина
лент
221;
239;
252;
300;
321
и
712
Ширина
лент
221;
239;
252;
300 и
321
Ширина
лент
175,
221;
239;
300 и
321
Ширина
лент
239
+
1
(по
ширине)
+4 (по
длине)
+4 (по
ширине)
4-5
(по
длине)
—2
—0,25
(для
полос
шири-
ной
175;
239 и
321);
-|-0,5
(для
полос
ши-
риной
137; 158; 170;
180 и
221)
4-1
(по
ширине);
4-3
(по
длине)
—0,25
(для
полос шири-
ной
239;
259 и
321);
4-0,50
(для
полос
ши-
риной
221 и
300);
±1,00 (для
полос
ши-
риной
712)
4-0,5
(для
лент шириной
221;300);—0,5(длялент
любой другой
ширины)
±1,0
(по
ширине)
±1,0
(по
ширине)
Примечания.
1.
Косина листа
для
холоднокатаной
жести
не
должна превышать
1,5
мм\
листа, предназначенного
для
лито-
графирования,
1
мм,
листа
горячекатаной
5
мм,
при
условии,
что
из
данного листа может быть вырезан лист прямоугольной формы,
длина
и
ширина
которого
не
выходят
за
пределы допускаемых
от-
клонений
по
длине
и
ширине.
11'
323
2. По
соглашению
сторон
допускается
поставка
листовой
жести
горячего
лужения
меньших
размеров,
получаемой
из
листа
размером
712x512
мм, и
рулонной
жести
другой
ширины;
листовой
жести
электролитического
лужения
другой
длины
при
ширине
712 мм.
Белая
жесть
Листовую
и
рулонную холоднокатаную
жесть
горячего
и
элек-
тролитического
лужения поставляют
в
зависимости
от
назначения
и
состояния поверхности следующих марок:
ГЖК
—
горячелуженая
жесть
консервная;
ГЖР —
горячелуженая
жесть
разная;
ЭЖК—
электролуженая
жесть
консервная;
ЭЖР —
электролуженая
жесть
разная.
Таблица
146
Таблица
147
Номер
Жести
•
•
20
22
25
28
32
36
Продольная
толщина
листа,
мм
холоднокатаной
жести
горячего
и
электроли-
тического
лужения
наимень-
шая
0,19
0,21
0,24
0,27
0,30
0,34
наиболь-
шая
0,22
0,24
0,27
0,30
0,34
0,38
горячекатаной
жести
наимень-
шая
_
—
0,22
0,25
0,28
0,31
наиболь-
шая
_
—
0,27
0,31
0,34
0,39
Наибольшая
разность тол-
щины
в
разных точках
одного
листа
или
1
пог.
м
жести,
мм
холодно-
катаной
•
0,02
0,02
0,022
0,022
0,02
0,03
горяче-
катаной
—
0,03
0,03
0,03
0,04
Примечай
и е.
Толщина жести
и
допускаемые отклонения
в
толщине жести электролитического лужения, хромированной
ру-
лонной
и
черной
лакированной жести соответствуют таким
же
пока-
зателям жести холоднокатаной горячего лужения,
указанным*
в
дан-
ной
таблице.
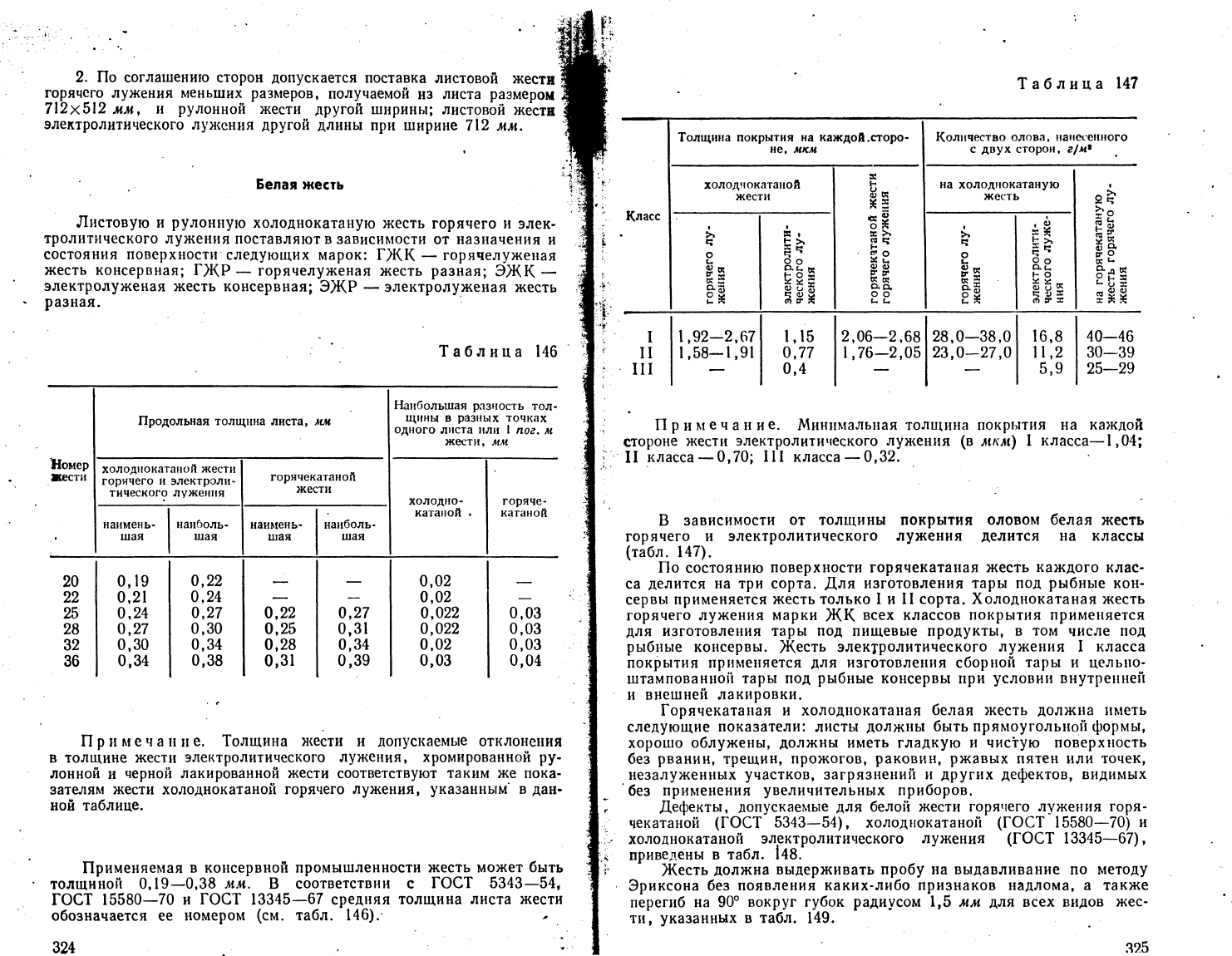
Применяемая
в
консервной промышленности
жесть
может
быть
толщиной
0,19—0,38
мм. В
соответствии
с
ГОСТ
5343—54,
ГОСТ
15580—70
и
ГОСТ
13345—67
средняя толщина листа жести
обозначается
ее
номером
(см.
табл.
146).
324 . ..
-
Класс
•
I
II
III
Толщина покрытия
на
каждой
.сторо-
не,
мкм
холоднокатаной
жести
ч
о
И
и
Я
1,92-2,67
1,58-1,91
Рх
§
ч
о о
Ш
Ш
1.15
0,77
0,4
К
* Я
«
*
II
«•
о
II
О
0
и
и,
2,06—2,68
1,76-2,05
Количество
олова,
нанесенного
с
двух
сторон,
г/м*
на
холоднокатаную
жесть
>,
о
к
я
и
я
28,0—38,0
23,0-27,0
—
•
ь
>>
ч
О
о
ь
о
0}
1)
К
§^?
16,8
11,2
5,9
•
2
ч
=
2
§|
!§•
К
и
Ш
40—46
30—39
25—29
Примечание.
Минимальная
толщина покрытия
на
каждой
стороне
жести
электролитического лужения
(в
мкм)
I
класса—1,04;
II
класса
—
О,70;
III
класса
—0,32.
В
зависимости
от
толщины покрытия
оловом
белая
жесть
горячего
и
электролитического лужения
делится
на
классы
(табл.
147).
По
состоянию поверхности горячекатаная
жесть
каждого клас-
са
делится
на три
сорта.
Для
изготовления тары
под
рыбные кон-
сервы применяется
жесть
только
I и II
сорта.
Холоднокатаная
жесть
горячего лужения марки
ЖК
всех
классов покрытия применяется
для
изготовления тары
под
пищевые продукты,
в том
числе
под
рыбные
консервы.
Жесть
электролитического
лужения
I
класса
покрытия
применяется
для
изготовления сборной тары
и
цельно-
штампованной
тары
под
рыбные консервы
при
условии внутренней
и
внешней лакировки.
Горячекатаная
и
холоднокатаная
белая
жесть
должна
иметь
следующие показатели: листы должны быть прямоугольной формы,
хорошо
облужены,
должны иметь гладкую
и
чистую поверхность
без
рванин, трещин, прожогов, раковин, ржавых пятен
или
точек,
незалуженных
участков, загрязнений
и
других дефектов, видимых
'без
применения
увеличительных приборов.
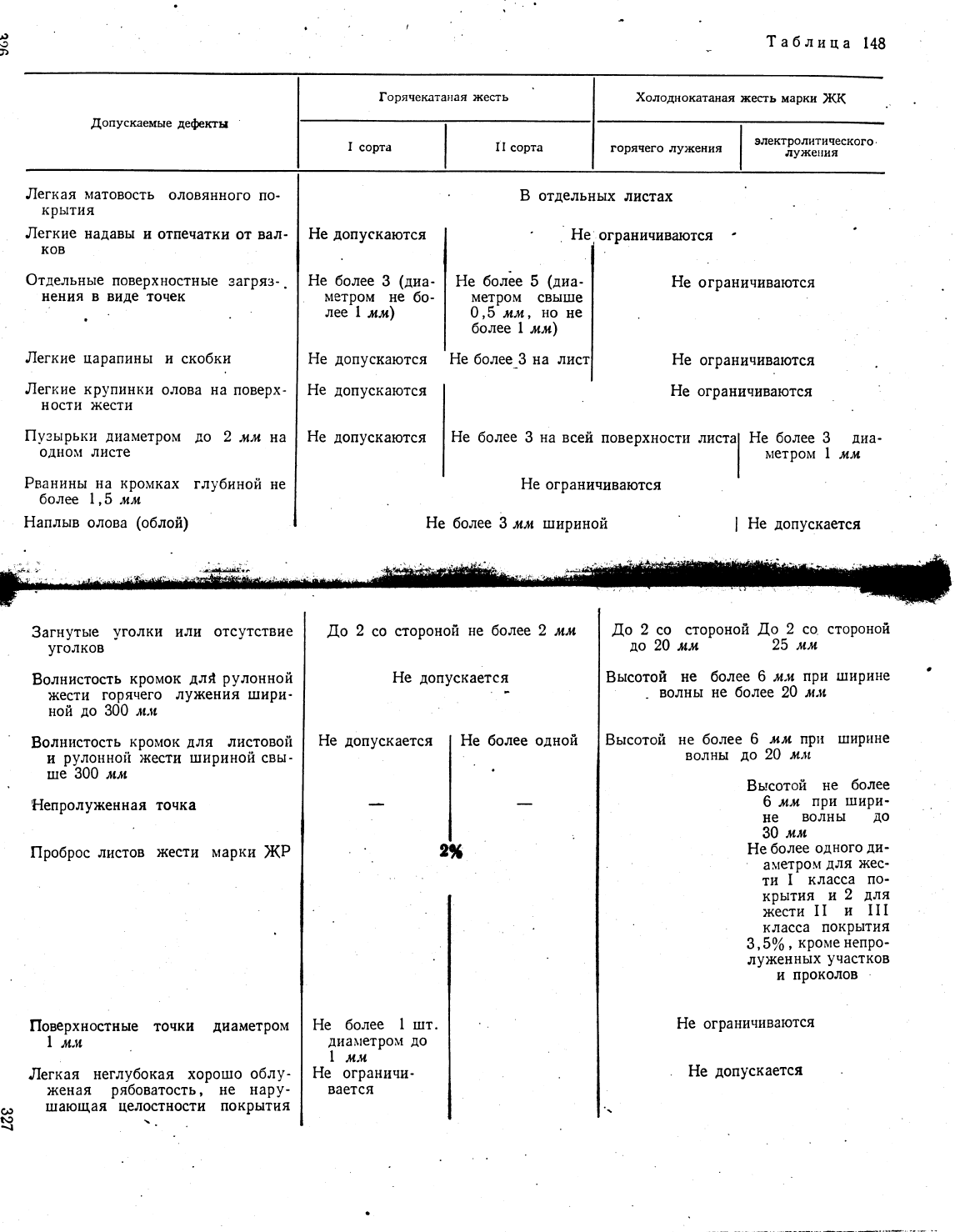
Дефекты, допускаемые
для
белой жести горячего лужения горя-
чекатаной
(ГОСТ
5343—54),
холоднокатаной
(ГОСТ*
15580—70)
и
холоднокатаной
электролитического лужения (ГОСТ
13345—67),
приведены
в
табл.
148.
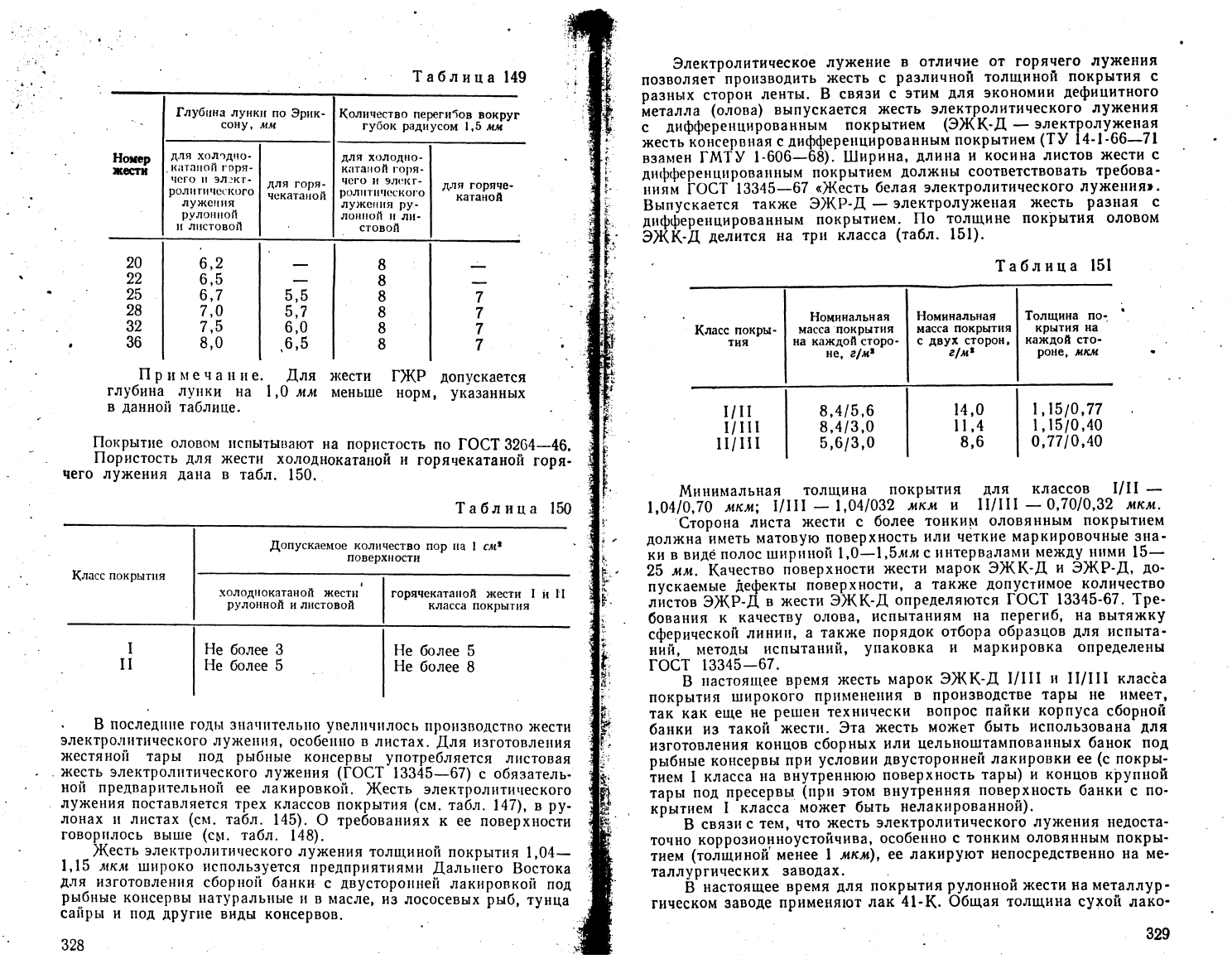
Жесть
должна выдерживать пробу
на
выдавливание
по
методу
Эриксона
без
появления каких-либо признаков надлома,
а
также
перегиб
на 90°
вокруг губок радиусом
1,5 мм для
всех
видов жес-
ти,
указанных
в
табл.
149.
325
Таблица
148
Допускаемые
дефекты
Горячекатаная
жесть
I
сорта
II
сорта
Холоднокатаная
жесть
марки
ЖК
горячего
лужения
электролитического
•
лужения
Легкая матовость оловянного
по-
крытия
Легкие
надавы
и
отпечатки
от
вал-
ков
Отдельные поверхностные
загряз-.
нения
в
виде точек
Легкие
царапины
и
скобки
Легкие
крупинки
олова
на
поверх-
ности
жести
Пузырьки
диаметром
до 2 мм на
одном
листе
Рванины
на
кромках глубиной
не
более
1,5
мм
Наплыв
олова (облой)
Не
допускаются
Не
более
3
(диа-
метром
не бо-
лее 1 мм)
В
отдельных
листах
Не
(
ограничиваются
Не
более
5
(диа-
метром
свыше
0,5
мм
у
но не
более
1 мм)
Не
допускаются
Не
более
3 на
лист
Не
допускаются
Не
допускаются
Не
ограничиваются
Не
ограничиваются
Не
ограничиваются
Не
более
3 на
всей поверхности листа
Не
ограничиваются
Не
более
3 мм
шириной
Не
более
3
диа-
метром
1 мм
Не
допускается
Загнутые уголки
или
отсутствие
уголков
Волнистость кромок
дли
рулонной
жести горячего лужения шири-
ной
до 300 мм
Волнистость
кромок
для
листовой
и
рулонной
жести
шириной
свы-
ше
300 мм
Непролуженная
точка
Проброс
листов жести марки
ЖР
Поверхностные точки диаметром
1
мм
Легкая неглубокая хорошо облу-
женая
рябоватость,
не
пару-
си
шающая
целостности покрытия
53
До 2 со
стороной
не
более
2 мм
Не
допускается
Не
допускается
Не
более
одной
2%
Не
более
1 шт.
диаметром
до
1
мм
Не
ограничи-
вается
До 2 со
стороной
До 2 со.
стороной
до
20 мм 25 мм
Высотой
не
более
б мм при
ширине
волны
не
более
20 мм
Высотой
не
более
6 мм при
ширине
волны
до 20 мм
Высотой
не
более
6 мм при
шири-
не
волны
до
30 мм
Не
более одного
ди-
аметром
для
жес-
ти I
класса
по-
крытия
и 2 для
жести
II и III
класса
покрытия
3,5%,
кроме
непро-
луженных
участков
и
проколов
Не
ограничиваются
Не
допускается
Таблица
149
Номер
жести
20
22
25
28
32
36
Глубина лунки
по
Эрик-
сон
у, мм
для
холодно-
катаной
горя-
чего
и
элект-
ролитического
лужения
рулонной
и
листовой
6,2
6,5
6,7
7,0
7,5
8,0
для
горя-
чекатаной
—
5,5
5,7
6,0
6,5
Количество
перегибов
вокруг
губок радиусом
1,5 мм
для
холодно-
катаной
горя-
чего
и
элект-
ролитического
лужения
ру-
лонной
и
ли-
стовой
8
8
8
8
8
8
для
горяче-
катаной
-
7
7
7
7
Примечание.
Для
жести
ГЖР
допускается
глубина
лунки
на 1,0 мм
меньше норм, указанных
в
данной таблице.
Покрытие
оловом испытывают
на
пористость
по
ГОСТ
3264—46.
Пористость
для
жести холоднокатаной
и
горячекатаной горя-
чего лужения дана
в
табл.
150.
Таблица
150
Класс
покрытия
I
II
Допускаемое количество
пор на 1 см*
поверхности
холоднокатаной
жести
рулонной
и
листовой
Не
более
3
Не
более
5
горячекатаной
жести
I и II
класса
покрытия
Не
более
5
Не
более
8
В
последние годы
значительно
увеличилось производство жести
электролитического
лужения, особенно
в
листах.
Для
изготовления
жестяной тары
под
рыбные консервы употребляется листовая
жесть электролитического лужения (ГОСТ
13345—67)
с
обязатель-
ной
предварительной
ее
лакировкой. Жесть электролитического
лужения
поставляется трех классов покрытия (см.
табл.
147),
в ру-
лонах
и
листах (см. табл. 145).
О
требованиях
к ее
поверхности
говорилось выше (см. табл. 148).
Жесть электролитического лужения толщиной
покрытия
1,04—
1,15
мкм
широко используется
предприятиями
Дальнего Востока
для
изготовления
сборной банки
с
двусторонней лакировкой
под
рыбные
консервы натуральные
и
в
масле,
из
лососевых рыб, тунца
сайры
и под
другие виды консервов.
328
Электролитическое лужение
в
отличие
от
горячего лужения
позволяет производить
жесть
с
различной толщиной покрытия
с
разных
сторон ленты.
В
связи
с
этим
для
экономии
дефицитного
металла (олова) выпускается
жесть
электролитического лужения
с
дифференцированным
покрытием
(ЭЖК-Д
—
электролуженая
жесть
консервная
с
дифференцированным
покрытием
(ТУ
14-1-66—71
взамен
ГМТУ
1-606—68).
Ширина,
длина
и
косина листов жести
с
дифференцированным
покрытием должны соответствовать
требова-
ниям
ГОСТ
13345—67
«Жесть
белая электролитического лужения».
Выпускается
также
ЭЖР-Д
—
электролуженая
жесть
разная
с
дифференцированным
покрытием.
По
толщине покрытия оловом
ЭЖК-Д
делится
на три
класса
(табл.
151).
Таблица
151
Класс покры-
тия
1/П
1/111
П/И1
Номинальная
масса
покрытия
на
каждой сторо-
не,
г/ле
1
8,4/5,6
8,4/3,0
5,6/3,0
Номинальная
масса покрытия
с
двух
сторон,
г/м*
14,0
11,4
8,6
Толщина
по-
крытия
на
каждой сто-
роне,
мкм
1,15/0,77
1,15/0,40
0,77/0,40
Минимальная
толщина покрытия
для
классов
1/11
—
1,04/0,70
мкм\
1/111
—
1,04/032
мкм и
11/111—0,70/0,32
мкм.
Сторона
листа жести
с
более тонким оловянным покрытием
должна иметь матовую поверхность
или
четкие маркировочные зна-
ки
в
виде
полос
шириной
1,0—1,5лшс
интервалами
между
ними
15—
25 мм.
Качество поверхности жести марок
ЭЖК-Д
и
ЭЖР-Д,
до-
пускаемые дефекты поверхности,
а
также
допустимое количество
листов
ЭЖР-Д
в
жести ЭЖК-Д определяются ГОСТ
13345-67.
Тре-
бования
к
качеству олова,
испытаниям
на
перегиб,
на
вытяжку
сферической
линии,
а
также порядок
отбора
образцов
для
испыта-
ний,
методы
испытаний,
упаковка
и
маркировка определены
ГОСТ
13345—67.
В
настоящее время
жесть
марок
ЭЖК-Д
1/1II
и
11/111
класса
покрытия
широкого
применения
в
производстве тары
не
имеет,
так как еще не
решен технически вопрос пайки корпуса сборной
банки
из
такой жести.
Эта
жесть может быть использована
для
изготовления
концов сборных
или
цельноштампованных
банок
под
рыбные консервы
при
условии двусторонней лакировки
ее (с
покры-
тием
I
класса
на
внутреннюю поверхность тары)
и
концов крупной
тары
под
пресервы
(при
этом внутренняя поверхность банки
с по-
крытием
I
класса
может
быть нелакированной).
В
связи
с
тем,
что
жесть
электролитического лужения недоста-
точно
коррозионноустойчива,
особенно
с
тонким оловянным покры-
тием (толщиной менее
1
мкм),
ее
лакируют непосредственно
на ме-
таллургических
заводах.
В
настоящее время
для
покрытия рулонной
жести
на
металлур-
гическом
заводе
применяют
лак
41-К.
Общая толщина сухой лако-
329
вой
пленки
при
двухслойном покрытии
составляет
6—9
мкм,
при
однослойном покрытии
3—5
мкм.
В
связи
с
низкой коррозионной
стойкостью лакового покрытия
41-К
эта
жесть
не
рекомендуется
для
изготовления концов
к
таре
под
рыбные консервы.
Жесть
марки
ЖК
рекомендуется
для
изготовления крышек
СКО
и
концов
к
жестяной таре
под
консервы
с
неагрессивными
средами,
а
также тары
для
сухих пищевых продуктов,
а
жесть
марки
ЖР
(жесть
разная)
— для
изготовления тары
под
сухие продукты,
кондитерские изделия, корончатых крышек
для
укупорки буты-
лок
и т.
д.
Жесть
рулонная электролитического лужения лакированная
выпускается
с
толщиной покрытия оловом
0,7 мкм (I
класс покры-
тия)
или
0,32
мкм (II
класс покрытия).
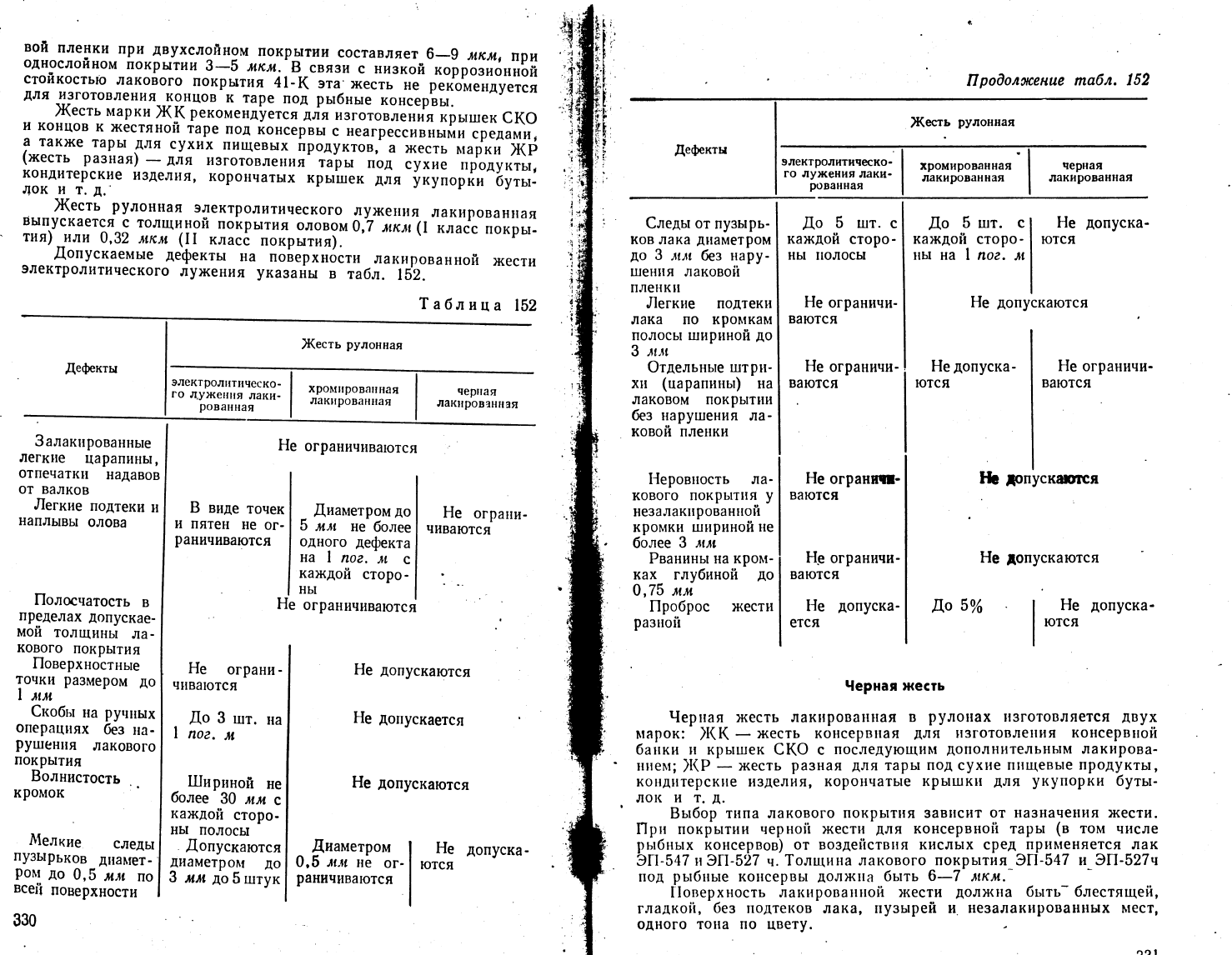
Допускаемые дефекты
на
поверхности лакированной жести
электролитического лужения указаны
в
табл.
152.
Таблица
152
Дефекты
Залакированные
легкие царапины,
отпечатки надавов
от
валков
Легкие
подтеки
и
наплывы
олова
Полосчатость
в
пределах
допускае-
мой
толщины
ла-
кового
покрытия
Поверхностные
точки размером
до
1
мм
Скобы
на
ручных
операциях
без на-
рушения
лакового
покрытия
Волнистость
кромок
Мелкие
следы
пузырьков
диамет-
ром
до 0,5 мм по
всей
поверхности
Жесть
рулонная
электролитическо-
го
лужения
лаки-
рованная
хромированная
лакированная
черная
лакированная
Не
ограничиваются
В
виде
точек
и
пятен
не ог-
раничиваются
Диаметром
до
5 мм не
более
одного
дефекта
на
1
пог.
м с
каждой
сторо-
ны
Не
ограничиваются
Не
ограни-
чиваются
-
'
Не
ограни-
чиваются
До 3 шт. на
1
пог.
м
Шириной
не
более
30 мм с
каждой
сторо-
ны
полосы
Допускаются
диаметром
до
3 мм до 5
штук
Не
допускаются
Не
допускается
Не
допускаются
Диаметром
0,5 мм не ог-
раничиваются
Не
допуска-
ются
330
Продолжение
табл.
152
Жесть
рулонная
Дефекты
Следы
от
пузырь-
ков
лака диаметром
до
3 мм без
нару-
шения
лаковой
пленки
Легкие подтеки
лака
по
кромкам
полосы
шириной
до
3 мм
Отдельные штри-
хи
(царапины)
на
лаковом
покрытии
без
нарушения
ла-
ковой
пленки
Неровность
ла-
кового
покрытия
у
незалакированной
кромки
шириной
не
более
3 мм
Рванины
на
кром-
ках
глубиной
до
0,75
мм
Проброс жести
разной
электролитическо-
го
лужения лаки-
рованная
До
5 шт. с
каждой сторо-
ны
полосы
Не
ограничи-
ваются
Не
ограничи-
ваются
Не
ограничи-
ваются
Не
ограничи-
ваются
Не
допуска-
ется
хромированная
лакированная
До 5 шт. с
каждой сторо-
ны
на 1
пог.
м
черная
лакированная
Не
допуска-
ются
Не
допускаются
Не
допуска-
ются
Не
доп
Не
ограничи-
ваются
ускаются
Не
допускаются
До
5%
Не
допуска-
ются
Черная жесть
Черная
жесть
лакированная
в
рулонах изготовляется
двух
марок:
ЖК —
жесть
консервная
для
изготовления
консервной
банки
и
крышек
СКО с
последующим дополнительным лакирова-
нием;
ЖР —
жесть
разная
для
тары
под
сухие пищевые продукты,
кондитерские
изделия, корончатые
крышки
для
укупорки буты-
лок
и т. д.
Выбор типа лакового покрытия зависит
от
назначения
жести.
При
покрытии черной жести
для
консервной тары
(в том
числе
рыбных
консервов)
от
воздействия кислых
сред
применяется
лак
ЭП-547
и
ЭП-527
ч.
Толщина лакового покрытия
ЭП-547
и
ЭП-527ч
под
рыбные консервы должна быть
6—7
мкм.
Поверхность
лакированной жести должна быть блестящей,
гладкой,
без
подтеков лака, пузырей
и
незалакированных мест,
одного тона
по
цвету.
В
настоящее время проводятся опытно-промышленные испы-
тания
по
применению черной жести
с
двухразовым
и
двусторонним
покрытием
ее
лаком ЭП-527ч
и
ЭП-547
для
производства рыбных
консервов
в
томатном
соусе,
натуральных
и в
масле.
Жесть
хромированную лакированную
в
рулонах
в
зависимос-
ти
от ее
состояния
и
назначения
выпускают двух марок:
ХЖК
—
хромированная
жесть
консервная
и ХЖР —
хромированная
жесть
разная. Толщина стальной основы жести
и
отклонения
по
толщине
те же, что и для
жести холоднокатаной горячего лужения. Толщина
слоя
электролитически осажденного хрома
с
каждой стороны поло-
сы
для
жести марки
ХЖК
должна быть
0,02—0,05
лш,
а для
жести
марки
ХЖР
допускается повышение толщины хрома
до
0,08
мм.
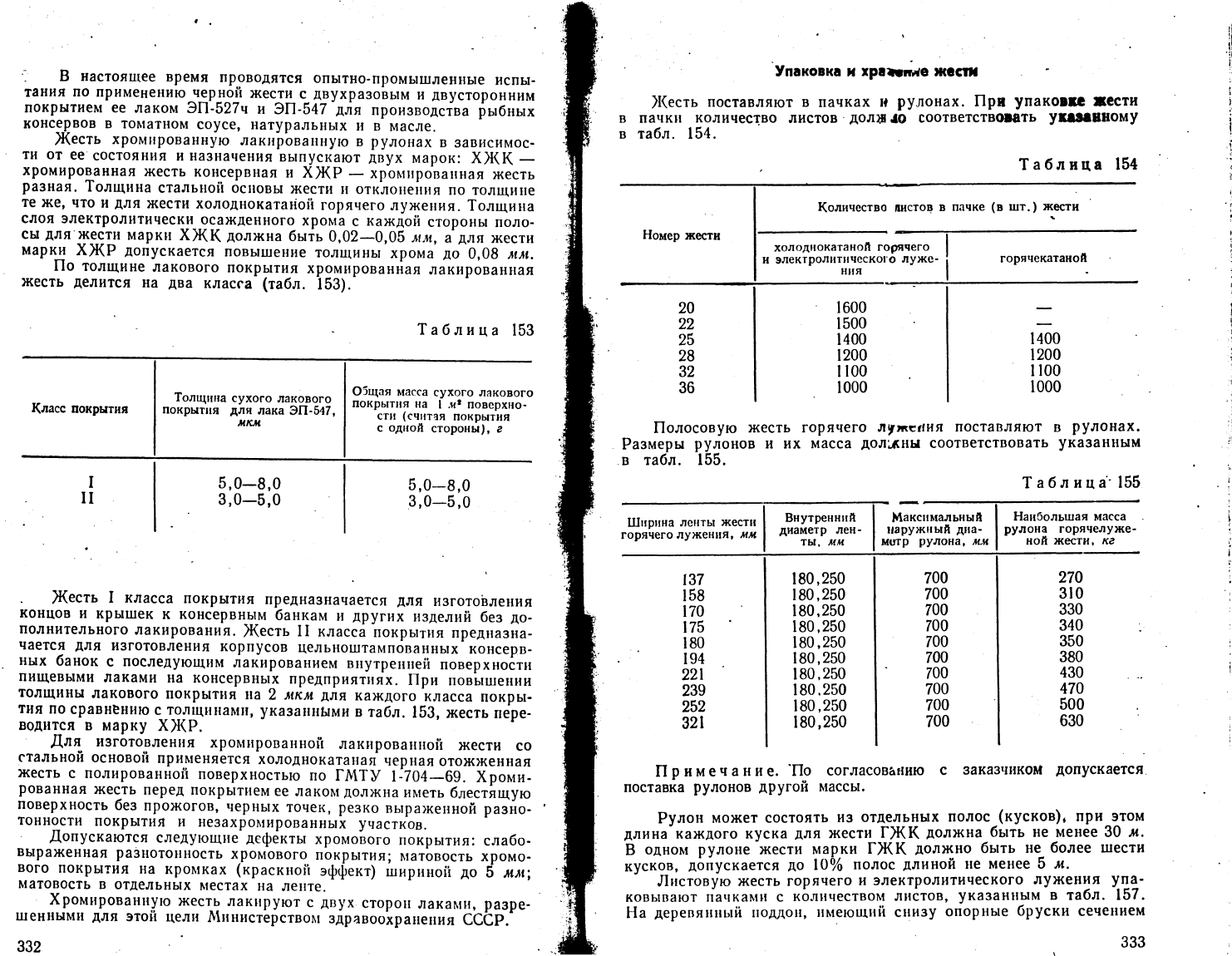
По
толщине лакового покрытия хромированная лакированная
жесть
делится
на два
класса
(табл.
153).
Таблица
153
Класс
покрытия
Толщина
сухого
лакового
покрытия
для
лака
ЭП-547,
мкм
Общая
масса
сухого
лакового
покрытия
на 1
м*
поверхно-
сти
(считая
покрытия
с
одной
стороны),
г
I
II
5,0—8,0
3,0-5,0
5,0-8,0
3,0-5,0
Жесть
I
класса покрытия предназначается
для
изготовления
концов
и
крышек
к
консервным банкам
и
других изделий
без до-
полнительного лакирования.
Жесть
II
класса покрытия предназна-
чается
для
изготовления корпусов
цельноштампованных
консерв-
ных
банок
с
последующим лакированием внутренней поверхности
пищевыми
лаками
на
консервных предприятиях.
При
повышении
толщины лакового покрытия
на 2 мкм для
каждого класса
покры-
тия
по
сравнению
с
толщинами,
указанными
в
табл.
153,
жесть
пере-
водится
в
марку
ХЖР.
Для^
изготовления хромированной лакированной
жести
со
стальной основой применяется
холоднокатаная
черная отожженная
жесть
с
полированной поверхностью
по
ГМТУ
1-704—69.
Хроми-
рованная
жесть
перед покрытием
ее
лаком должна иметь блестящую
поверхность
без
прожогов, черных точек, резко выраженной разно-
тонности
покрытия
и
незахромированных
участков.
Допускаются следующие дефекты хромового покрытия: слабо-
выраженная
разнотонность хромового покрытия; матовость хромо-
вого покрытия
на
кромках
(краскной
эффект) шириной
до 5 мм;
матовость
в
отдельных местах
на
ленте.
Хромированную
жесть лакируют
с
двух сторон лаками, разре-
шенными
для
этой цели Министерством здравоохранения
СССР.
332
Упаковка
и
храгютде
жести
Жесть
поставляют
в
пачках
и
рулонах.
При
упаковке
жести
в
пачки количество
листов
дол»
40
соответствовать
указанному
в
табл.
154.
Таблица
154
Номер
жести
20
22
25
28
32
36
Количество
листов
в
пачке
(в
шт.)
жести
•V
холоднокатаной
горячего
и
электролитического
луже-
ния
1600
1500
1400
1200
1100
1000
горячекатаной
-
_
—
1400
1200
1100
1000
Полосовую
жесть
горячего
лугжелия
поставляют
в
рулонах.
Размеры рулонов
и их
масса
должны
соответствовать
указанным
в
табл.
155.
Таблица*
155
Ширина
ленты
жести
горячего
лужения,
мм
137
158
170
175
'
180
. ' 194
221
239
252
321
Внутренний
диаметр
лен-
ты,
мм
180,250
180,250
180,250
180,250
180,250
180,250
180,250
180,250
180,250
180,250
Максимальный
наружный
дна-
мотр
рулона,
мм
700
700
700
700
700
700
700
700
700
700
Наибольшая
масса
рулона
горячелуже-
ной
жести,
кг
270
310
330
340
350
380
430
470
500
630
Примечание.
*По
согласованию
с
заказчиком
допускается
поставка рулонов другой массы.
Рулон
может состоять
из
отдельных полос
(кусков),
при
этом
длина
каждого куска
для
жести
ГЖК
должна
быть
не
менее
30 м.
В
одном рулоне жести марки
ГЖК
должно
быть
не
более
шести
кусков, допускается
до 10%
полос длиной
не
менее
5 м.
Листовую
жесть
горячего
и
электролитического
лужения
упа-
ковывают
пачками
с
количеством листов, указанным
в
табл.
157.
На
деревянный
поддон,
имеющий снизу опорные бруски сечением
333
80X80
мм,
укладывают лист водонепроницаемого картона
(ГОСТ
6659—53)
или
бракованный лист черной жести, затем
на
него
лист двухслойной водонепроницаемой бумаги (ГОСТ
8828—61),
затем лист подпергамента (ГОСТ
1760—53),
на
который набирают
пачку
жести. Набранную пачку обертывают вначале подпергамен-
том, затем двухслойной водонепроницаемой бумагой,
а
сверху
на-
кладывают лист картона.
На
ребра
и
боковые грани
пачки
накла-
дывают
металлические
уголки,
пачки
плотно скрепляют
поверх
бу-
-
мажной
упаковки двумя продольными
и
двумя поперечными сталь-
ными
полосками.
На
боковые стороны пачки жести надевают кожух,
изготовленный
из
тонколистовой стали
или из
трехслойного гофри-
рованного
картона (ГОСТ
7376—55),
закрывают металлической
крышкой
и
вновь скрепляют двумя продольными
и
двумя
попереч-
ными
стальными полосами.
Упаковка
и
маркировка жести электролитического лужения
листовой,
рулонной
и с
дифференцированным покрытием осуществ-
ляется
так же, как
листовой
и
рулонной
жести
горячего электроли-
тического лужения.
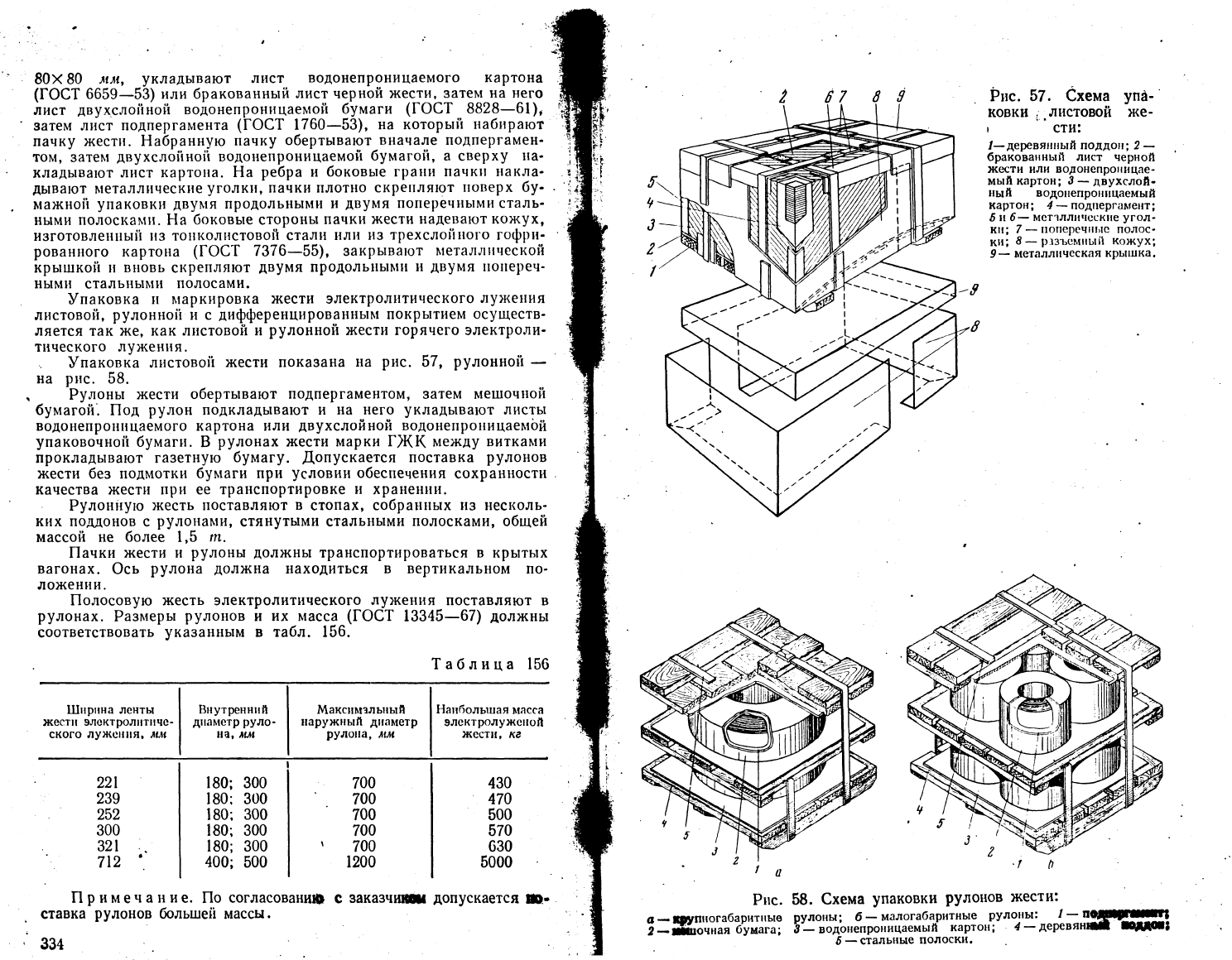
Упаковка листовой жести показана
на
рис.
57,
рулонной
—
на
рис.
58.
,
Рулоны жести обертывают
подпергаментом^
затем мешочной
бумагой.
Под
рулон
подкладывают
и на
него укладывают листы
водонепроницаемого
картона
или
двухслойной водонепроницаемой
упаковочной
бумаги.
В
рулонах жести марки
ГЖК
между витками
прокладывают
газетную
бумагу.
Допускается поставка рулонов
жести
без
подмотки бумаги
при
условии обеспечения сохранности
качества жести
при ее
транспортировке
и
хранении.
Рулонную жесть поставляют
в
стопах, собранных
из
несколь-
ких
поддонов
с
рулонами, стянутыми стальными полосками, общей
массой
не
более
1,5 т.
Пачки
жести
и
рулоны должны транспортироваться
в
крытых
вагонах.
Ось
рулона должна находиться
в
вертикальном
по-
ложении.
Полосовую
жесть
электролитического лужения поставляют
в
рулонах. Размеры рулонов
и их
масса (ГОСТ
13345—67)
должны
соответствовать указанным
в
табл.
156.
Таблица
156
Ширина
ленты
жести
электролитиче-
ского
лужения,
мм
221
239
252
300
321
.,
712
'
Внутренний
диаметр руло-
на,
мм
180;
300
180;
300
180;
300
180;
300
180;
300
400;
500
Максимальный
наружный диаметр
рулона,
мм
700
700
700
700
700
1200
Наибольшая масса
электролуженой
жести,
кг
430
470
500
570
630
5000
Примечание.
По
согласований!
с
заказчиком
допускается
ставка рулонов большей массы.
334
6783
Рис.
57.
Схема
упа-
ковки
{а
листовой
же-
>
'
сти:
/—деревянный
поддон;
2 —
бракованный
лист
черной
жести
или
водонепроницае-
мый
картон;
3 —
двухслой-
ный
водонепроницаемый
картон;
4 —
подпергамент;
5
и
6—
метчллические
угол-
ки;
7
—
поперечные полос-
ки;
5
—
рдзъемный
кожух;
9—
металлическая
крышка.
Рис.
58.
Схема
упаковки рулонов
жести:
—
крупногабаритные
рулоны;
б —
малогабаритные
рулоны:
1
—
мбшочная
бумага;
3 —
водонепроницаемый картон;
4 —
деревя
а
—
2
—
стальные
полоски.
•
• ;
'
Алюминий
и
алюминиевые
сплавы
Выпускаемый технический алюминий марок
А7, А6, А5 по
ГОСТ
11069—64
используется
предприятиями
пищевой промыш-
ленности
для
изготовления крышек
СКО.
Алюминий
указанных
марок
не
может
быть использован
для
изготовления цельноштам-
пованных
банок,
так как
требует
термической обработки перед
штамповкой
банок.
Для
производства банок
под
рыбные консервы могут быть
ис-
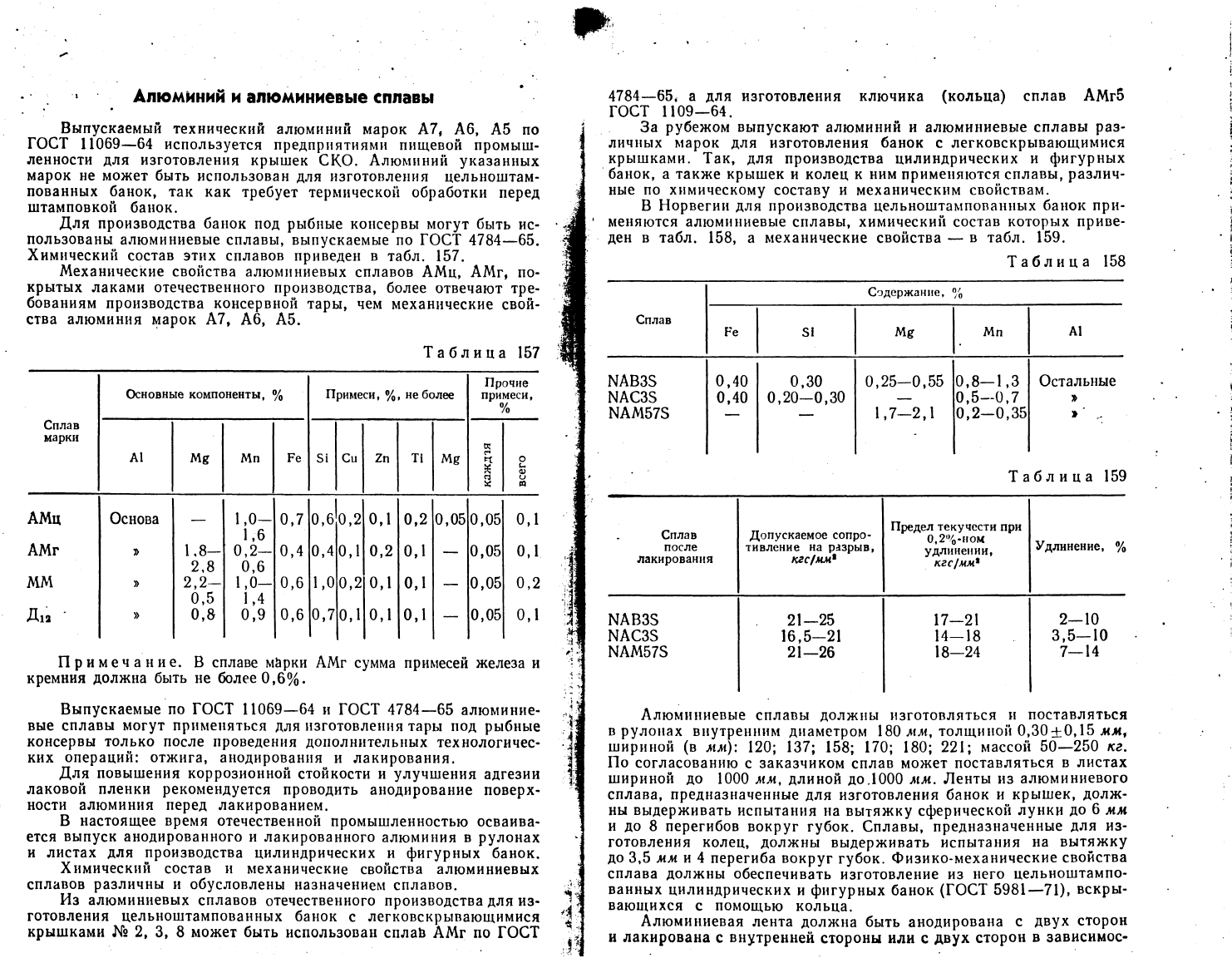
пользованы алюминиевые сплавы, выпускаемые
по
ГОСТ
4784—65.
Химический
состав
этих сплавов приведен
в
табл.
157.
Механические свойства алюминиевых сплавов АМц,
АМг,
по-
крытых лаками отечественного производства,
более
отвечают
тре-
бованиям
производства консервной тары,
чем
механические свой-
ства
алюминия марок
А7,
А6,
А5.
Таблица
157
Сплав
марки
АМц
АМг
ММ
Дн
'
Основные
компоненты,
%
А1
Основа
»
»
»
м?
1,8-
2,8
2,2-
0,5
0,8
Мп
1,0-
1,6
0,2-
0,6
1,0—
1,4
0,9
Ре
0,7
0 4
0,6
0,6
Примеси,
%, не
более
51
0,6
0 4
1,0
0,7
Си
0,2
0 1
0,2
0,1
2п
0,1
0
?
0,1
0,1
Т1
0,2
0 1
0,1
0,1
Мд
0,05
Прочие
примеси,
%
каждчя
0,05
0,05
0,05
0,05
всего
0,1
0,1
0,2
0,1
Примечание.
В
сплаве
м&рки
АМг
сумма примесей
железа
и
кремния
должна быть
не
более
0,6%.
Выпускаемые
по
ГОСТ
11069—64
и
ГОСТ
4784—65
алюминие-
вые
сплавы могут применяться
для
изготовления
тары
под
рыбные
консервы
только
после
проведения
дополнительных
технологичес-
ких
операций: отжига, анодирования
и
лакирования.
Для
повышения коррозионной стойкости
и
улучшения адгезии
лаковой
пленки рекомендуется проводить анодирование
поверх-
ности алюминия перед лакированием.
В
настоящее время отечественной промышленностью осваива-
ется
выпуск анодированного
и
лакированного алюминия
в
рулонах
и
листах
для
производства цилиндрических
и
фигурных банок.
Химический
состав
и
механические свойства алюминиевых
сплавов различны
и
обусловлены
назначением
сплавов.
Из
алюминиевых сплавов отечественного производства
для из-
готовления цельноштампованных банок
с
легковскрывающимися
крышками
№
2,
3, 8
может
быть использован сплав
АМг по
ГОСТ
,11
4784—65,
а для
изготовления ключика
(кольца)
сплав
АМг5
ГОСТ
1109—64.
За
рубежом выпускают алюминий
и
алюминиевые
сплавы
раз-
личных
марок
для
изготовления банок
с
легковскрывающимися
крышками.
Так,
для
производства цилиндрических
и
фигурных
банок,
а
также
крышек
и
колец
к ним
применяются сплавы, различ-
ные
по
химическому
составу
и
механическим свойствам.
В
Норвегии
для
производства
цельноштампованных
банок при-
меняются
алюминиевые сплавы, химический состав которых приве-
ден
в
табл.
158,
а
механические свойства
— в
табл.
159.
Таблица
158
Содержание,
%
Сплав
ЫАВ35
ЫАС35
ЫАМ575
Ре
0,40
0,40
51
0,30
0,20-0,30
Ме
0,25-0,55
—
1,7-2,1
Мп
0,8—1,3
0,5-0,7
0,2-0,35
А1
Остальные
»
»
'
^
Таблица
159
0,1
:
0,1
,|
0,2
|
о.'
1
ч
за и 1
Сплав
после
лакирования
ЫАВ35
МАС35
МАМ575
Допускаемое
сопро-
тивление
на
разрыв,
кгс/мм*
21-25
16,5-21
21—26
Предел
текучести
при
0,2%-
ном
удлинении,
кг с
/мм*
17—21
14—18
18—24
Удлинение,
%
2—10
3,5—10
7-14
Алюминиевые
сплавы должны изготовляться
и
поставляться
в
рулонах
внутренним
диаметром
180
мм,
толщиной
0,30±0,15
мм,
шириной
(в
ЛАС):
120; 137; 158; 170; 180; 221;
массой
50—250
кг.
По
согласованию
с
заказчиком сплав
может
поставляться
в
листах
шириной
до
1000
мм,
длиной
до.1000
мм.
Ленты
из
алюминиевого
сплава, предназначенные
для
изготовления банок
и
крышек,
долж-
ны
выдерживать испытания
на
вытяжку сферической лунки
до 6 лл
и
до 8
перегибов вокруг
губок.
Сплавы, предназначенные
для из-
готовления
колец,
должны выдерживать испытания
на
вытяжку
до 3,5 лл и 4
перегиба вокруг губок. Физико-механические свойства
сплава должны обеспечивать изготовление
из
него цельноштампо-
ванных
цилиндрических
и
фигурных банок
(ГОСТ
5981—71),
вскры-
вающихся
с
помощью кольца.
Алюминиевая
лента должна быть анодирована
с
двух
сторон
и
лакирована
с
внутренней стороны
или с
двух
сторон
в
зависимое-
Ти
от
требования заказчика. Механические свойства
лент
после
анодирования
и
лакового покрытия
не
должны ухудшаться.
Для
покрытия ленты
должен
быть применен лак, допущенный
органами
санитарного надзора
для
консервной промышленности.
Лаковое
покрытие
должно
быть
по
цвету
однотонным, равномерным,
гладким
и
выдерживать глубокую штамповку цилиндрических
ба-
нок
№ 8, 17, 19 по
ГОСТ
5981—62,
должно быть пригодно
для из-
готовления рыбных консервов
в
томатном
соусе,
натуральных
и
в
масле.
Лаковое
покрытие должно выдерживать
без
заметных
измене-
ний
двухчасовое кипячение
в
дистиллированной
воде,
в
3%-ном
со-
ляном
растворе
и в
3%-ном
растворе
уксусной кислоты. Растворы
после двухчасового кипячения лакированных пластинок должны
оставаться прозрачными. Водная вытяжка
не
должна
иметь замет-
ного постороннего запаха
и
привкуса.
Лаковое
покрытие должно
выдерживать
также
стерилизацию
при
120°
С в
течение
1 ч в
воде,
в
2%-ном растворе виннокаменной кислоты,
3%-ном
соляном рас-
творе
и
3%-ном растворе уксусной кислоты.
Рулоны
лент
в
период транспортировки должны быть предохра-
нены
от
коррозии,
механических повреждений, проникающей вла-
ги и
пыли.
Кашированная
алюминиевая
фольга
В
качестве тарного материала
под-консервы
и
пресервы может
'быть
использована
кашированная
фольга
с
термостойким полимер-
ным
покрытием.
В
отечественной промышленности разрабатывают-
ся
два
типа материала: полипропилен
—
адгезив
—
алюминиевая
фольга
—
адгезив
—
полипропилен
и
полипропилен
—
адгезив
—
алюминиевая
фольга
—
термостойкий лак.
Кашированная
алюминиевая фольга должна обладать следую-
щими
свойствами: быть нетоксичной, иметь толщину
160—170
мкм,
в том
числе толщину фольги
100—110
мкм,
полипропиленовой плен-
ки
50—60
мкм и
лаковой пленки
5—7
мкм.
На ее
использование
в
виде тарного материала
для
расфасовки стерилизуемой консерв-
•ной
продукции
должно
быть
разрешение Министерства здравоохра-
нения
СССР.
К
выпуску консервов
и
пресервов
в
таре
из
каширо-
ванной
фольги приступил
Клайпедский
консервный
завод.
Лакирование
листовой
жести,
алюминия
и
металлической
тары
Для
предохранения^внутренней
поверхности^консервной
тары
(оловянного покрытия)
от
коррозии
и
сохранения пищевой ценности
и
товарных качеств консервов
при
хранении, особенно консервов
с
агрессивными средами
в
таре
из
жести горячего
и
электролити-
ческого лужения, жестяную
тару
для
всех
видов рыбных консервов
обязательно лакируют.
Сборная
и
цельноштампованная тара, изготовляемая
из
жести
горячего лужения
под
рыбные консервы натуральные,
в
масле,
в
томатном
соусе,
должна
иметь
лакированную внутреннюю поверх-
ность,
а
наружная поверхность
может
быть
нелакированной. Банки,
изготовленные
из
жести
электролитического лужения,
должны
иметь
лакированную внутреннюю поверхность,
а
внешняя поверх-
ность
может
быть лакированной
или
литографированной.
Жесть
электролитического
лужения
для
изготовления цельноштампован-
ной
банки применять
не
рекоменудется,
так как
действующее
на
предприятиях
оборудование обеспечивает лакировку только внут-
ренней
поверхности.
Химической
промышленностью разработана
и
осваивается
се-
рийное
производство новых лаков
ЭП-547
и
ЭП-5147,
выдерживаю-
щих
глубокую штамповку банок,
что
позволит изготавливать
цель-
ноштампованные
банки непосредственно
из
листовой жести
и,
следовательно,
более
широко использовать
жесть
электролитичес-
кого лужения
в
рыбной промышленности
(т. е. не
только
для
про-
изводства сборных банок,
но и для
изготовления цельноштампован-
ных
банок).
На
жестянобаночных
фабриках организовано лакирование лис-
товой
жести,
предназначенной
для
последующего
изготовления
сборной тары
и
готовой
цельноштампованной
тары.
•
Лаки
и
эмали наносят
на
листы
жести
и
алюминия
с
помощью
лакировочных
машин валкового типа,
а
сушка
их
проводится
в
конвейерных
печах,
на
автоматических линиях фирм
«Тойо-Сейкан»
(Япония),
«Майлендер»
(ФРГ)
и
линии
отечественного производ-
ства.
Лакирование внутренней поверхности цилиндрических
и фи-
гурных
цельноштампованных
банок проводится методом пульвери-
зации.
Для
сушки лакированной пустой тары применяются конвек-
ционные
печи
фирмы
«Нагема»
(ГДР)
и
печи
с
инфракрасными
из-
лучателями, выпускаемые отечественным заводом.
Антикоррозионные
лаки
для
защиты наружной поверхности
консервных
банок наносят (после стерилизации
их
методом окуна-
ния
или
методом пульверизации
на
банколакировочных
машинах.
Для
внутреннего покрытия банок
с
консервами, богатыми бел-
ковыми веществами (лососевые, крабовые, тунцовые
и т.
д.), при-
меняют
белковоустойчивые
эмали,
а
банок
с
консервами
в
томат-
ном
соусе
—
лаки.
~
Лаковые
и
эмалевые покрытия
для
защиты внутренней поверх-
ности
банок должны быть безвредными
в
пищевом отношении,
сплошными,
непористыми, водоустойчивыми,
не
должны придавать
консервам
постороннего привкуса
или
запаха
и
окрашивать
их.
Покрытия
должны выдерживать штамповку,
обладать
хорошей
адгезией
к
металлу, быть
эластичными,
достаточно твердыми
и
прочными.
Химическая,
стойкость лакового покрытия
должна
отвечать
следующим требованиям:
покрытие
лаков
ФЛ-560
(КР-1),
ФЛ-561
(41-К)
и
ФЛ-559
(3-30-59)
на
пластинках должно выдерживать
без
заметных изме-
нений
внешнего вида двухчасовое
кипячение
в
воде,
в
3%-ном
соля-
ном
растворе,
в
2%-ном растворе виннокаменной кислоты,
в
томат-
пюре
с
содержанием
12—15%
сухих
веществ,
а
также
двухчасовую
термическую
обработку
в
подсолнечном
масле
при
температуре
120°-
С;
покрытие
масляно-смоляных
лаков
ФЛ-561
и41-Т/В-1
после
двухчасового
кипячения
в
3%-ном
растворе
уксусной
кислоты
на
339
жести
горячего лужения может иметь
сеть
подпленочных
пузырь-
ков, незначительную потерю блеска
и
гладкости поверхности,
а на
жести электролитического лужения
—
сеть подпленочных
пузырь-
ков, потерю блеска
и
гладкости поверхности
без
разрыва
пленки,
и
сползания. После двухчасового
кипячения
в
3%-ной,
уксусной
кислоте покрытие лаком
ФЛ-559
по
белой жести
и
алюминию
не
должно иметь нарушения. Растворы после двухчасового
кипячения
лакированных
пластинок должны оставаться
прозрачными.
Водная
вытяжка
не
должна иметь заметного постороннего запаха
и
при-
вкуса;
покрытие
лаком
ФЛ-559
и
другими
на
эпоксифенольной
основе
должно выдерживать
(по
жести электролитического лужения)
без
заметных
изменений
стерилизацию
при
120°
С в
течение
1
ч
в
воде,
в
3%-ном
растворе уксусной кислоты,
в
3%-ном
соляном растворе
и
в
2%-ном
растворе
виннокаменной
кислоты;
покрытие
белковоустойчивых
эмалей
на
белой жести должно
выдерживать двухчасовое
кипячение
в
воде
и в
3%-ном соляном
растворе,
а
также
термическую обработку
в
растительном масле
при
температуре
120°
С в
течение
2 ч.
Прочность лакового
и
эмалевого покрытия
должна
соответст-
вовать
требованиям,
приведенным ниже.
Вид
испытания
Прочность
покрытия
при
рас-
тяжении
на
приборе—прессе
мар-
Ъ
Э
(ГОСТ
5628-51)
Прочность
покрытия
при
ударе
на
приборе
У-1
(У-1а)
(ГОСТ
4765—59)
Прочность
покрытия
при
штам-
повке крышек
СКО83
Требования
к
прочности
лакового
покрытия
Покрытие
не
должно разру-
шаться
при
образовании
тре-
щин
глубиной
6,0 мм
Покрытие должно
выдержи-
вать удар
без
отслаивания
и
обсыпания
не
менее
50
кгс/сж
2
Покрытие
на
деформирован-
ных
частях
(по
венчику
и
крюч-
ку) не
должно отслаиваться,
обсыпаться
и
иметь
сдиры
.-'
г
.
Лакокрасочные материалы
Консервные
лаки
Лаки
представляют собой растворы смол, олиф
и
масел
в
ком-;'
.позиции
растворителей.
В.
консервной
промышленности
для
защи-
ты
внутренней поверхности банок применяют лаки: масляно-смо-
.ляные,
приготовленные
на
основе синтетических смол
и
высыхаю-
щих
масел
(масляно-копаловые,
масляно-алкидные,
эпоксиэфиры
и
др.)
и
смоляные, приготовленные
на
основе синтетических смол
(феноло-формальдегидные,
эпоксидные,
глифталевые,
эпоксифе-
нольные
и
др.).
Масляно-смоляные
лаки
ФЛ-560
и
ФЛ-561
применяются
для
покрытия
белой жести.
В
настоящее время указанные лаки вытес-
няются
эпоксифенольными,
так как не
отвечают всем требованиям
консервного
производства
и не
рекомендуются
для
покрытия жести
электролитического лужения, особенно
для
изготовления тары
под
томатные консервы
и
агрессивные среды.
340
.
• •
-
Эпоксифенольные
консервные лаки
ФЛ-559
и
ЭП-527
получа-
ют
смешением эпоксидных смол
с
феноло-формальдегидными.
Лак
ФЛ-559
наносят
на
листовую
жесть
электролитического
лужения
для
изготовления сборной банки
на
линиях
валкового
типа
по
одному слою
на
каждую сторону листа (толщина пленки
3—4
г/ж
2
).
При
первом прогоне покрытие
сушат
при
температуре
140—150°
С в
течение
12—15
мин,
при
втором прогоне
— при
тем-
пературе
180±2°С
в
течение
12—15
мин.
Лак
ФЛ-559
рекомендуется
для
лакирования жести горячего
и
электролитического лужения
и
сборной тары
под
консервы
в то-
матном
соусе.
Этот
лак на
листовую
жесть
наносят
с
помощью
ла-
кировочных
машин валкового типа,
а на
внутреннюю поверхность
цельноштампованных
банок
— с
помощью лакировочных машин
распылительного типа.
Из
выпускаемых химической промышленностью лаков только
лак
ФЛ-559
пригоден
для
лакирования
готовых
цельноштампован-
ных
банок методом шприцевания,
так как он
обладает достаточ-
ной
химической стойкостью
и
более
низкой
температурой сушки
по
сравнению
с
масляными
лаками
ФЛ-560
и
ФЛ-561.
Лак
ЭП-527
не
обладает достаточной
химической
стойкостью.
Этим
лаком можно покрывать только
жесть,
предназначенную
для
•изготовления
сборной тары
под
консервы рыбные
в
масле.
Лак
ЭП-547 обладает высоким запасом
механической
прочнос-
ти.
Так,
из
жести электролитического лужения,
покрытой
этим
ла-
ком,
можно штамповать банку
№ 3 при
толщине покрытия
6—
—8
мкм.
Лаковая пленка (ЭП-547) остается
без
изменения
при
хране-
нии
рыбных консервов
в
томатном
соусе
и в
масле
(из
скумбрии
и
ставриды)
в
цельноштампованных банках
№ 3, 8,
изготовленных
из
лакированной
жести
электролитического
лужения
ЭП-547
в
течение
3
лет.
Лак
ЭП-547
требует
более
продолжительной сушки,
чем
дру-
гие
лаки, поэтому
его
следует
наносить
на
листовую
жесть
электро-
литического лужения одним слоем
на
каждую
сторону
листа
сле-
дующим
образом: сначала лакировать
внутреннюю
поверхность
тары (толщина лаковой пленки
(6—8
г/ж
2
,
температура сушки
200—205°
С,
продолжительность сушки
12—15
мин),
затем наруж-
ную
поверхность тары (толщина лаковой пленки
3—5
г/ж
2
;
темпе-
ратура сушки
200—205°
С,
продолжительность сушки
12—15
мин).
При
литографировании наружной тары
следует
сначала
на-
носить
лак
(ЭП-547)
на
внутреннюю поверхность
по
режиму,
ука-
занному
выше,
затем
наносить литографскую печать
на
наружную
поверхность листа.
В
случае появления кратеров
в лак
вносят
спе-
циальные
добавки
ФГ-9.
Лакирование жести горячего лужения
лаком ЭП-547 проводят одним слоем (внутренняя сторона тары)
причем
толщина сухой пленки
6—8
г/ж
2
,
температура
сушки,
205—210°
С,
продолжительность
сушки
15
мин.
В
состав
консервных лаков входят различные пленкообразую-
щие
материалы, обладающие специфическими свойствами, поэтому
одни
из
4
них
защищают поверхность жести
от
действия белковых
сред (эмали), другие
— от
кислых
сред
(лаки)
и
применяются
в
зависимости
от
назначения
консервной
тары
и
условий предстоя-
щего
хранения
продуктов.
Технические
характеристики консервных лаков отечествен-
ного производства приведены
в
табл.
160.