Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

1086 COMPOSITES FABRICATION PROCESSES
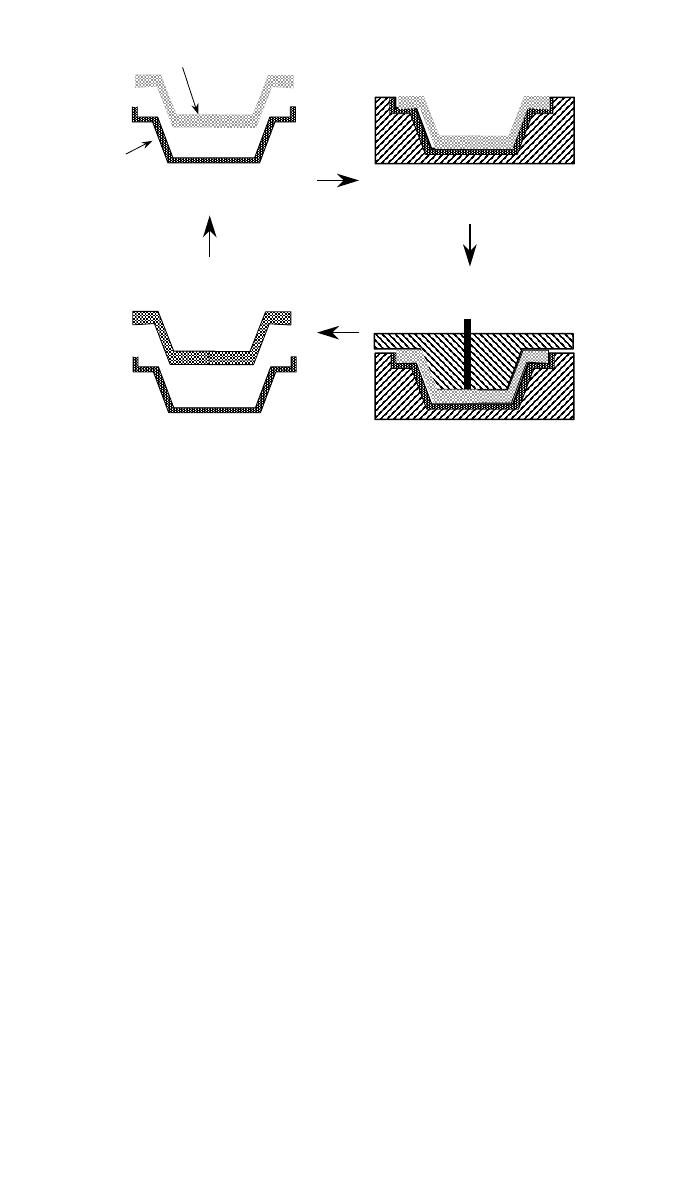
1. Preform loaded into transferrable
insert
2. Preform and insert placed in mold
3. Mold closed - resin injected
4. Cured part demolded
insert recycled.
Preform
Insert
Fig. 29 Productivity in the RTM process may be enhanced by use of a system of transferable
mold inserts. These are auxiliary tools, usually thin sheet metal construction. The preforms are
built up on these inserts, which are finally placed into the RTM molds. Several inserts may be
rotated, so that preform assembly and demolding may be carried out concurrently with molding.
cesses utilize fully automatic techniques that are usually computer controlled.
Labor requirements are low but the rate of build also tends to be quite low.
9.2 Filament Winding
The principle here is that the fiber roving is laid onto a rotating mandrel by a
dispensing head, which may simply reciprocate or execute more complex mo-
tion. In the simplest version a cylindrical mandrel is rotated and the dispensing
head traverses forward and backward parallel to the axis of the mandrel. This
results in a simple structure laid at angles of
⫹
and ⫺
to the mandrel axis
(Fig. 30). This produces a tubular structure. The angle of the lay-up is controlled
by the relative speeds of the rotation and the traverse, and it is convenient to
wind at angles from near 90
⬚, the hoop direction, to about 25⬚. Clearly it is not
easy to wind close to the axial direction with this arrangement, but alternative
machine configurations allow this to be done, e.g., the race track winder (Fig.
31). A number of other configurations are also possible so that virtually any
desired configuration can be attained on axisymmetric shapes. By incorporating
extra degrees of freedom in the winding head, nonaxisymmetric shapes may also
be wound. However, the main output of commercial filament winders are cylin-
drical tubes and pressure vessels. In the case of tubes there is a transition region
at each end when the traverse reverses. This is a ring of thicker section where
the angle changes from
⫹
to ⫺
and vice versa. This is usually trimmed off.
For pressure vessels a cylindrical section blends into hemispherical ends. This
enables the winding to be carried over the end as the traverse changes direction.
This provides an ideal fiber configuration for pressure applications. The cylin-
9 FILAMENT WINDING AND TOW PLACEMENT 1087
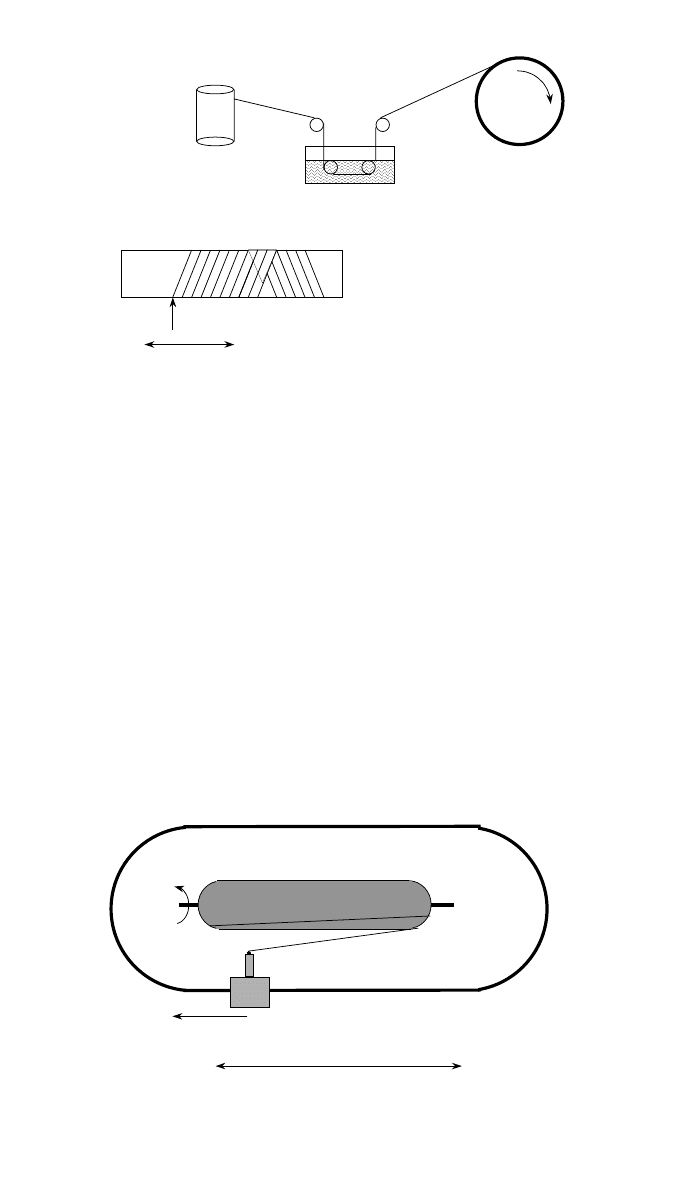
Rotating mandrel
Resin bath
Fiber supply creel
Fiber feed
Traversing feeder head
Showing winding a simple
⫾⍜
array onto cylindrical
mandrel
Fig. 30 Basic filament winding process. Impregnated fiber tows are wound onto a rotating
mandrel. Control of rotation and traverse speeds determines the angle of wind. A Ⳳ
pattern is
built up as the traverse direction is alternated. This results in a basket weave structure.
2. Dispenser reciprocates and mandrel rotates faster for
angle or hoop winding
“Racetrack”
Mandrel rotates about its axis
1. Roving dispenser circulates around racetrack whilst
mandrel rotates slowly for near axial winding.
Fig. 31 Setup illustrated in Fig. 30 is not suitable for laying tow oriented closer than about 20⬚
to the mandrel axis. Zero winding angles may be laid with a race-track machine. This is suitable
for axial, hoop, and angled windings according to the relative speeds of the
race-track dispenser and the mandrel rotation.
drical portion is wound at Ⳳ55⬚, which gives twice the strength in the hoop
direction compared with the axial, an ideal balance. The fibers are wound uni-
formly in all directions over the hemispherical ends giving isotropic properties.
An alternative is to wind a spherical vessel. To wind hollow pressure vessels it
is necessary to devise a means of removing the mandrel. Various techniques
have been adopted: inflatable mandrels, plaster and salt mandrels, which are
leached out with hot water after the part has been cured, and expanded polysty-
rene, which can be collapsed by heating or use of hydrocarbon solvents.
Filament winding is ideally suited to the manufacture of axisymmetric hollow
shapes, but, as indicated above, some nonaxisymmetric shapes can also be
formed. There are some restrictions. The winding path needs to comply quite

1088 COMPOSITES FABRICATION PROCESSES
w - ribbon width
x = w / cos
y = w / sin
Winding
angle
Fig. 32 Illustrates the concept of ribbon width. The ribbon is normally built up by laying
several impregnated tows simultaneously. The axial and hoop coverage are then
simple functions of the winding angle.
closely to a geodesic path (great circle path) on the curved surface, otherwise
the winding tension will lead to lateral slippage of the wound rovings. Friction
may allow some small deviations from the ideal path. Another restriction is that
it is generally not possible to wind into concave surfaces. These restrictions do
not apply to winding thermoplastic matrix systems, which are effectively welded
into place as laid (see Section 9.3).
Filament winding usually uses continuous dry rovings that are impregnated
with resin by passing through a trough of liquid resin immediately prior to
deposition. The resin content is controlled by the resin viscosity and by passing
the wet tow through a calibrated eye, which squeezes out any excess resin. This
is a simple and effective technique. After winding, the resin is allowed to cure
either at room temperature or at elevated temperature. An oven or radiant heater
may be used. It is sometimes desirable to rotate the mandrel during cure to
prevent any excess resin running to the bottom of the winding.
As the roving is laid down on the mandrel, it will be in the form of a flat
ribbon, and to obtain a uniform winding it is necessary that complete coverage
be obtained with a integral number of ribbons, without overlap or gaps. It is
common practice to combine several rovings to form a wider ribbon. This ribbon
is then wound as an open helix along the length of the mandrel. The next run
will be in the reverse direction and will consist of a helix of opposite angle. It
must be arranged that the width of the tape, w, is related to the circumference
of the mandrel,
d, so that nw/sin
⫽
d (Figs. 32 and 33). The number of
double runs necessary for complete coverage is then equal to n. It is also nec-
essary that the start point for each run be positioned so that each ribbon is
perfectly butted to its neighbors. The ribbon width must be chosen so that a
logical sequence of positions may be realized. For instance if n
⫽ 7, there must
be 7 start points around the circumference at each end of the mandrel. The
sequence for winding may then be 1, 2, 3, 4, 5, 6, 7; 1, 3, 5, 7, 2, 4, 6; or 1, 4,
7, 3, 6, 2, 5. Each of these results in a slightly different variation of the basket
weave structure that characterizes filament winding.
Filament winding may also be carried out using preimpregnated tows or with
prepreg tape. It is also possible to wind fibers preimpregnated with thermoplastic
resins. In this case local heat is applied to melt the thermoplastic, and pressure
9 FILAMENT WINDING AND TOW PLACEMENT 1089
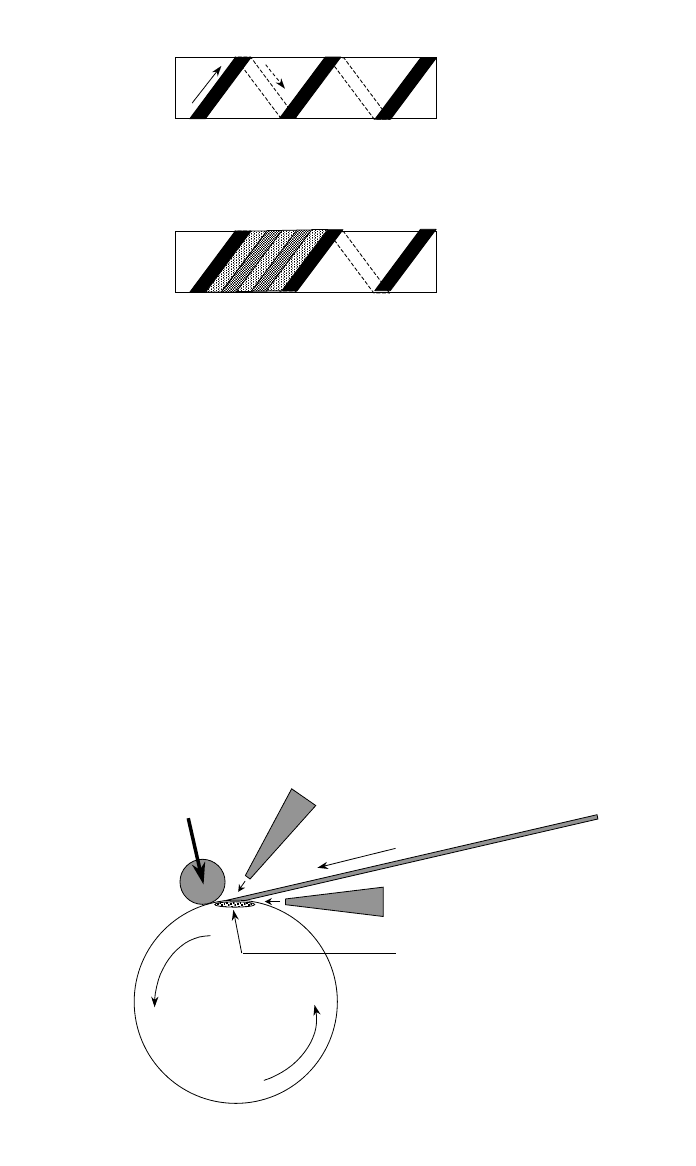
a b c d e f a
a
a
a
1. Single pass produces an open helix
2. Ribbon width must be arranged so that an integral
number of passes produces a complete cover -
6 in this illustration.
a
Fig. 33 Illustrates how a full cover is achieved by laying a number of ribbons successively so
that they each butt up to each other. The ribbon width and the start position for each pass
must be carefully synchronized to achieve this effect.
Thermoplastic impregnated
fiber tow
Hot gas jets
Cold
compaction
roller
Melt zone
Rotating winding
mandrel
Fig. 34 Thermoplastics impregnated tows may be filament wound by thermally welding them
into place at the point of application. The principle is illustrated in the figure. This technique can
also be adapted for tow placement technologies.
is applied to consolidate at the point of application (Fig. 34). This is essentially
welding the tape or roving into position as it is laid.
Tubular components are widely used for transport of fluids at moderate pres-
sures and also for drive shafts. In the latter case the configuration is modified.
Layers at
Ⳳ45⬚ are used to carry torsion loads, and others at 0
o
for bending.
Machinery for simple filament winding is relatively inexpensive, it can be op-
erated automatically with manual attention only necessary to change mandrels
when a winding run is completed. The range of sizes is wide, varying from less
than 10 mm diameter up to more than 3 m. Lengths are limited by the length
of mandrel that can be supported without undue sag. Machines have been de-

1090 COMPOSITES FABRICATION PROCESSES
veloped, with reciprocating mandrels and in situ cure, that allow for the manu-
facture of continuous piping.
9.3 Tow Placement
Tow placement technology is a variant of filament winding where impregnated
tows (rovings) are precisely placed onto the mold surface using a robotic tow
placement head. The basic technique is to place the tows into/onto a stationary
mold, which may be flat or have complex curvatures. Further part shape possi-
bilities may be generated by moving the mold as well as the placement head. A
standard tow placement machine is similar in many respects to a tape laying
machine with the placement head operating from a gantry moving over a flat
bed on which the tool is mounted. Other machines are essentially robots that
bear the tow placement head and can be manipulated with 3–7 degrees of free-
dom according to the complexity of the surfaces to be generated.
The tow or roving is normally fed dry into the placement head, where it is
impregnated with resin prior to being placed in position. Pressure is applied at
the point of placement to bond the laid tow to the previously laid layers or to
the mold surface if it is the first layer. The alternative is to use preimpregnated
tow, which is supplied in spools and stored at low temperature, like prepreg. It
is also important that the impregnated tow have a degree of tack, so that it
remains in place once laid. One strategy is to warm the impregnated tow im-
mediately prior to placement; this softens the resin. After placement it cools, the
resin viscosity increases sharply, and it will be effectively stuck in place. This
strategy is also the basis for tow placement using preimpregnated thermoplastic
matrix tows. In thermoset systems the completed laminates are then cured using
conventional autoclave or vacuum bag and oven cure technologies.
Tow placement is a more versatile technique in terms of shapes that may be
generated than either filament winding or tape laying. There is no requirement
that the placement head follow a geodesic path or that the path needs to be
straight. Tows can be effectively laid into concave surfaces. The normal strategy
is to lay the tows in layers to build up the required laminate configuration. The
tows are cut at the end of each traverse and the head reset for the next run. The
limitations of tow placement are the high acquisition costs of the placement
equipment and a relatively low rate of production. The maximum placement
speed is currently of the order of 1 m/s. If the tow weight were 2500 tex, a
heavy tow, this translates to a placement rate of about 9 kg/h. This does not
allow for inevitable losses due to the need to manipulate the head each time a
run is completed. In spite of these disadvantages, tow placement is seen as one
of the more cost-effective techniques for laying up high-performance structures
for aerospace and similarly performance-dominated applications.
10 PULTRUSION
10.1 Principle
This is a versatile process for the manufacture of prismatic sections. In this
respect it differs from most composites technology in that a semifinished product
rather than a component is manufactured. The concept is very simple; continuous
reinforcement is impregnated with liquid resin and then drawn through a long,
10 PULTRUSION 1091
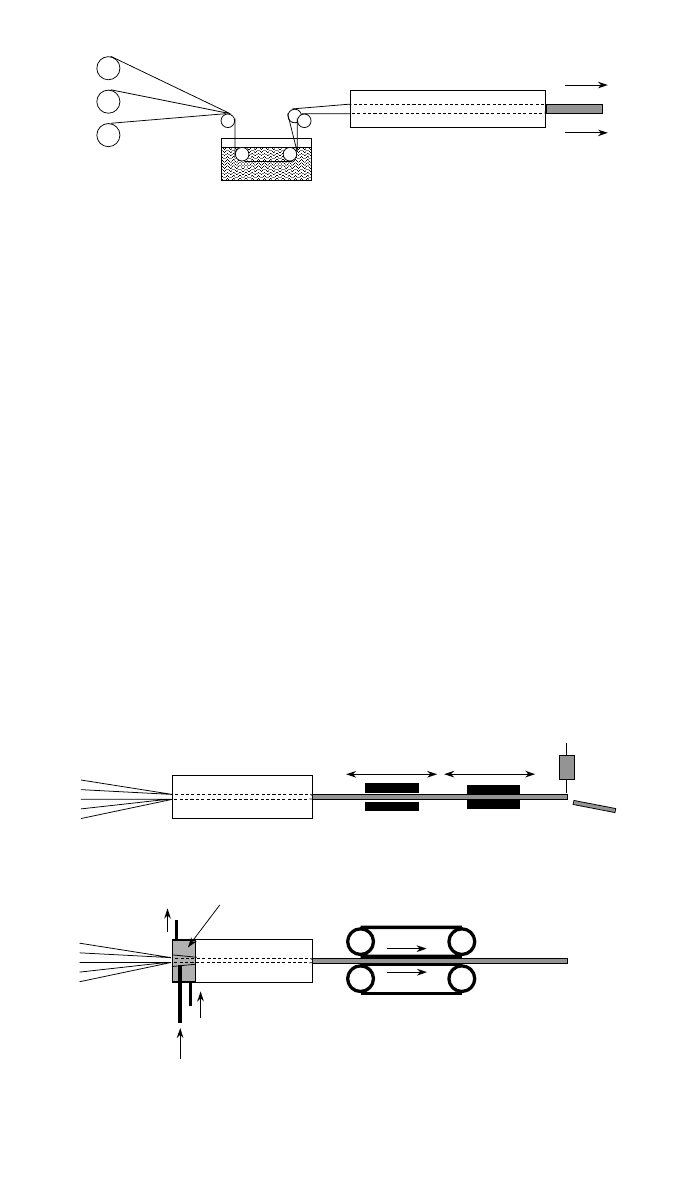
Fiber supply
creels
Resin bath
Heated pultrusion die
Cured section
pulled from die
Pultrusion speed 0.1 - 5 m/min
Max. die dimension ~1.5 m
Fig. 35 In the basic pultrusion process, resin impregnated tows are pulled through a heated
die, from which they emerge as fully cured solid sections.
Impregnated
reinforcement from
resin bath
Pultrusion die
Pair of reciprocating pullers
Cut-off saw
Dry
reinforcement
Resin injected
into die entry
Water inlet
Water outlet
Caterpillar puller
Cooled inlet section
Fig. 36 Two alternative techniques for pulling pultruded sections are illustrated. The reciprocat-
ing puller is more easily adapted to different section shapes and is generally the more versatile.
Also illustrated is the alternative resin injection technology, where resin is injected
into a cooled entry section of the die, rather than the reinforcement being impregnated
by passing through a bath of resin.
heated, shaped die. During its passage through the die, the resin is cured and a
solid section emerges. The continuous emerging section is then cut off into
convenient lengths for transportation and conversion into the finished product.
Slender sections may be coiled so that very long lengths can be manufactured.
This principle is illustrated in Figs. 35 and 36. The traction to pull the material
through the die is applied to the emerging cured section, either a caterpillar or
more usually a pair of reciprocating pullers are used. These are operated by a
chain drive in a manner analogous to ‘‘hand-over-hand’’ pulling a rope. One
puller is clamped to the pultrusion and engages in the drive chain. It pulls the
product for a short distance, e.g., 1–2 m, while the second puller is returned to
its start position. Then the second puller is engaged and the first released and
returned. The pullers are easily adapted to different pultruded profiles by simply

1092 COMPOSITES FABRICATION PROCESSES
changing the shaped clamping pads. Caterpillar traction is suitable for handling
flat products but is generally not as versatile as the reciprocating system. The
reinforcement may be impregnated by passing it through a bath of resin, as with
filament winding, or by injecting resin into the entry portion of the die. These
points are all illustrated in Figs. 35–38.
Solid and hollow sections may be manufactured and virtually any external
profile that can be contained in a window approximately 2
⫻ 1 m. Pultrusion
speeds are quite low, seldom more than 2–3 m/min. The speed is dictated by
the length of the die and the necessary cure time, which is temperature depen-
dent. In practice die temperature and pulling rate are adjusted so that the section
is sufficiently cured when it emerges from the die. The process may be speeded
up by preheating the charge as it enters the die or by partly curing in the die
and then postcuring. There are shape restrictions, which are discussed below.
There are also several options in choice of reinforcement and some possibilities
for making curved sections and accommodating section changes along the length
of the product. There is considerable interest in pultruding composites with ther-
moplastic matrices. In this case the reinforcement must either be preimpregnated
or consist of one of the commingled forms, the resin in the form of fibers or
strips of tape, interspersed with the reinforcement fibers. The charge must be
heated to melt the matrix before or during entry into the first section of the die,
which is hot. The charge then passes through a hot consolidation stage and
finally through a cooled exit stage so that the matrix has solidified by the exit
point. This is a developing technology and is not yet standard practice.
10.2 Reinforcement Options for Pultrusion
The basic requirement is that the reinforcement is continuous or at least in
sufficiently long lengths that batches may be joined to maintain the continuous
operation of the pultruder. The most obvious feedstocks are continuous rovings.
The logistics of the process warrant some consideration. Individual packages
(cheeses) of roving are generally supplied in weights of up to
⬇25 kg. For a
typical roving density of 2500 tex, this translates to a continuous length of 10
km, sufficient to keep the process running for about 100 h. One E-glass roving
of 2500 tex corresponds to approximately 1 mm
2
cross-sectional area when
molded. Thus, to pultrude a hollow section 100 mm
2
and of 3 mm wall thickness,
i.e., cross-sectional area of approximately 1200 mm
2
, 1200 individual roving
packages, or creels, would need to be set up to feed into the die. Setting up the
machine is therefore a significant logistical exercise. But, having set up the
process, 10 km of the section could be manufactured in a single campaign, with
very little supervision being required beyond maintaining the flow of resin and
disposing of the product. One problem with using just roving as feedstock is
that the product is composed entirely of uniaxial fibers. This may be acceptable
for a limited range of products but some cross reinforcement is usually required.
Alternative forms of feedstock are tapes of any of the standard sheet forms
of reinforcements. Chopped strand and continuous random mats are widely used
together with woven and braided fabrics. These are invariably prepared as rolls
of tape, trimmed to widths to suit the part being manufactured. These may be
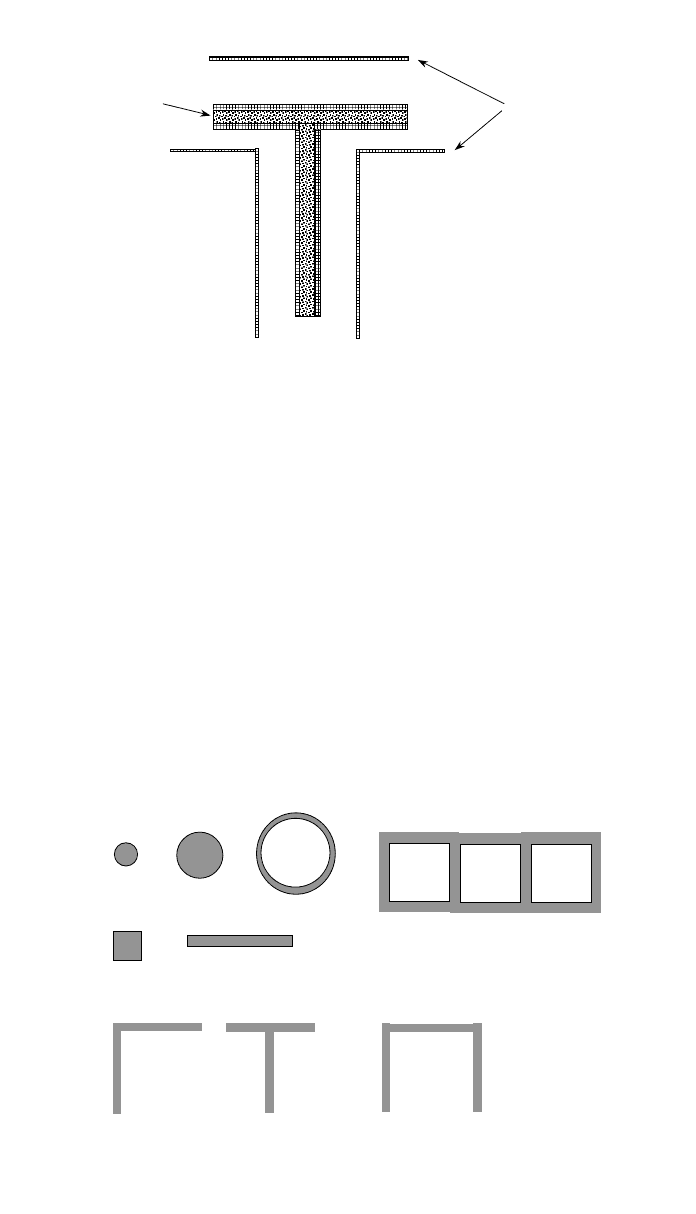
folded as they enter the die to form angle, channel, Tee and H sections, ribbed
tubes, and a wide range of special sections, as illustrated in Fig. 37. Typical
cross sections for pultruded products are shown in Fig. 38. Pultrusions may be
10 PULTRUSION 1093
Three strips of
fabric tape form
outer layers of
Tee section
Core formed
from uniaxial
tows
Fig. 37 Pultruded sections may be assembled from a variety of tow and tape reinforcements.
This is illustrated for a Tee section formed from uniaxial tows in the core and three fabric tapes.
These could be of either woven fabric or random mat.
Rods, strips & tubes
Angles, tees, channels
Complex hollow sections
Fig. 38 Selection of section shapes suitable for pultrusion. The hollow sections are formed
using a blind mandrel. There is no requirement for draft (taper) on the flanges of Tees and
angle sections and corners can be quite sharp.
manufactured in a similar range shapes as extrusions in aluminum alloys, and
they are designed, in as far as is possible, so that they merely need to be cut to
length to form the final component. The main principle for design of a section
is to avoid having a wide range of thicknesses in a section, as this leads to
difficulties in achieving uniform cure. Wall thicknesses of less than 1 mm are
generally avoided, and simple profiles on the inside of hollow sections are pre-
ferred.
10.3 Process Variations
As noted in Section 10.1, for thermoset matrices the speed of the process is
dictated by the need to adequately cure the resin by the time the product exits
the die. Higher speeds may be achieved by operating the die at higher temper-
1094 COMPOSITES FABRICATION PROCESSES
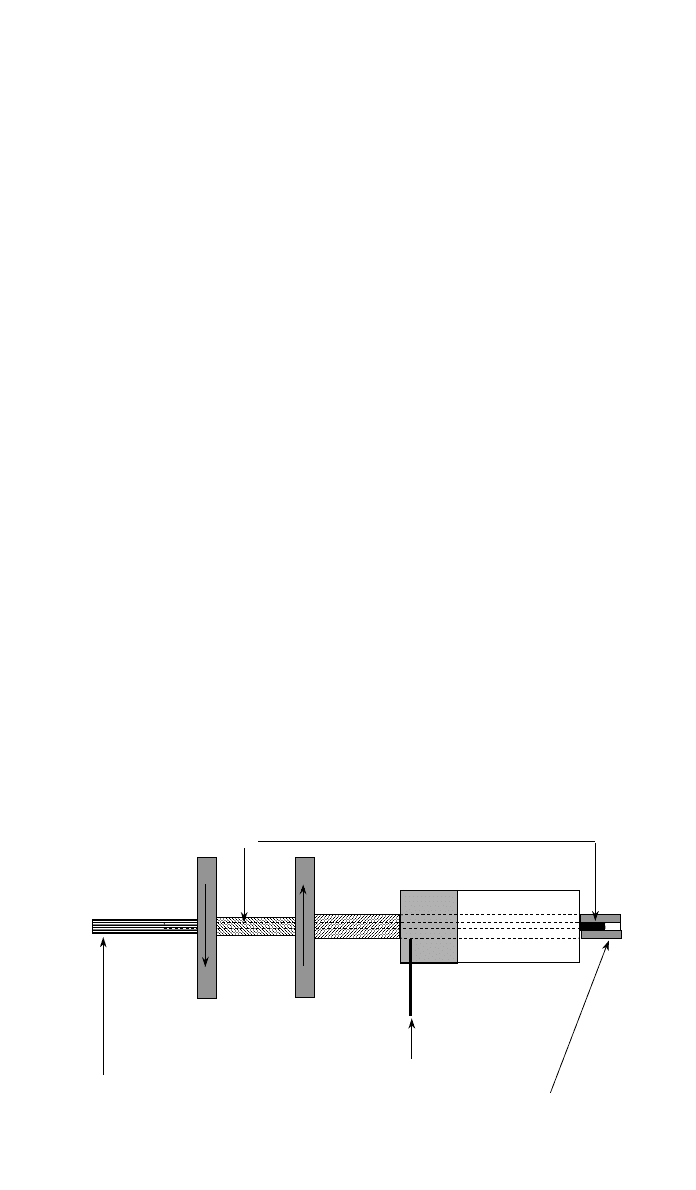
Resin injection
pultrusion die
Resin injection
Tubular section
pultrusion
Pair of braiding wheels
winding RH & LH angled
layers
Unidirectional
tows
Blind mandrel to form hollow core of tube
Fig. 39 Further possibilities are to filament wind, using braiding wheels, onto core sections
formed from uniaxial or fabric reinforcements. The linear nature of the process allows for any
number of operations before the section enters the die.
atures or by use of longer dies, so that the residence time is adequate to ensure
cure. In practice these options are of limited use as the cure profile of most
resins becomes unmanageable, due to excessive exotherm, if a temperature
higher than the normal range cure temperatures is used. Also in longer dies the
friction is greater and the pull traction needs to be higher. Heat transfer from
the hot die to the charge is inefficient due to the low thermal conductivity of
the charge. So, it is advantageous to preheat the charge, i.e., resin and reinforce-
ment, at the point of entry into the die. This can be effected by microwave or
dielectric heating according to the characteristics of the resin and reinforcement.
Vinyl-ester and UPE resins can be heated by both methods, glass reinforcement
is inert and does not interfere, but carbon is an electrical conductor and may
interfere with these processes. Induction heating has been used with carbon but
is not established practice because the vast majority of commercial pultrusions
are made with glass reinforcement. Preheating must be done before the charge
enters the metal die.
Most pultrusions consist of simple prismatic sections produced from passage
through a single die. However, the linear nature of the pultrusion process makes
it adaptable to multistage processing. For example, a tubular section could be
formed from uniaxial glass rovings, then overwrapped using a pair of winding
wheels to produce a
Ⳳ
outer layer, before passing through the curing die (Fig.
39). It is also possible to produce curved pultruded sections by using a recip-
rocating die in the form of an arc of a circle. A related process, termed Pul-
forming, allows for the manufacture of parts with nonuniform cross section, by
replacing the die by a series of clamshell molds carried by a pair of caterpillar
conveyers.
10.4 Summary
Pultrusion is a versatile process and, although limited to the production of fairly
simple cross-section prismatic shapes, it can be highly cost effective. It is most
suited to the production of long runs of standardized sections. The capital costs

12 SHEET AND BULK MOLDING COMPOUNDS 1095
of equipment and tooling are relatively modest and the equipment, once set up,
will run with minimal supervision. A number of construction systems have been
developed that are based on the use of pultruded sections, often assembled by
interlocking. These are widely used for the construction of corrosion-resistant
industrial walkways, and one system has been developed for construction of
bridges and associated structures.
11 CONTINUOUS LAMINATION
This is a specialized operation for the production of flat and profiled sheet ma-
terials, mainly transparent or translucent panels for the construction industry.
Rolls of reinforcement, usually CSM or CRM, are fed through a series of rolls
where liquid resin is incorporated. The impregnated material then passes through
a curing section, which is typically a heated double-belt press. The material is
cured during passage through the press, and the continuous section is cut to the
required lengths by a flying saw or shears. If transparent sheeting is required,
careful control of the choice of resin and reinforcement, especially the choice
of binder on the reinforcement, is necessary, so that refractive indices of the
glass and cured resin match and the porosity content is low. There is a danger
that weathering in service results in disbonding of the resin/glass interfaces,
which then reveal the fiber bundles and lower the transparency.
12 SHEET AND BULK MOLDING COMPOUNDS
12.1 General Principles
Sheet molding compound (SMC) and bulk molding compound (BMC) [also
dough molding compound (DMC) in Europe] are both precompounded rein-
forcements intended for fast processing by compression, transfer, and injection
molding. As its name implies, SMC is supplied in sheet form; usually in the
form of rolls, typically 1–2 m wide and about 5 mm thick. Bulk molding com-
pound is similar in constitution but supplied in bulk form, usually as a thick
‘‘rope,’’ 20–50 mm diameter. The compounds consist of reinforcing fibers, al-
most always E-glass, and usually random discontinuous, fillers, and the resin,
which is usually either UPE or vinyl-ester. The resins are specially formulated
with a thickening agent so that they thicken to a stiff pasty consistency over a
period of maturation of about 72 h after the initial compounding operation. This
renders the compounds dry, nonsticky, and easy to handle. The SMC has a
leathery consistency and may be cut with shears or blanked into shapes.
The compounds are cured by the application of heat and pressure. Initially
the heat softens the resin so that the compound may be consolidated and molded
into the die cavity by the applied pressure. The continued heating cures the
resin. The whole process cycle may be completed in 2–20 min according to the
section thickness and precise formulation.
12.2 Sheet Molding Compounds
Standard SMC consists of chopped strand E-glass blended with resin and fillers
supplied in continuous rolls. It is manufactured on a continuous belt. A lower
cover film is coated with the liquid resin/filler blend, glass rovings are then
chopped to lengths of 20–75 mm, and allowed to settle on the moving belt; a