Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


1106 COMPOSITES FABRICATION PROCESSES
progressively welded into position. This technique holds great promise for the
future but has yet to be perfected as a viable commercial process. The commin-
gled tows may also be used as feedstock for pultruding. Again, this is a devel-
oping technology of considerable promise but is currently not competitive with
thermoset-based pultruding.
The commingling principle is also being developed using other thermoplastics
as the matrix. There would appear to be considerable potential in the use of
polyamide fibers, especially PA11 or PA12, which have melting points of about
200
⬚C and low melt viscosity. These matrices in combination with carbon fibers
offer better mechanical properties and elevated temperature performance than
the E-glass/polypropylene materials at a cost that is attractive for automotive
and similar applications. There has also been development using high-
performance aromatic thermoplastics such as PEEK with carbon reinforcement.
Such materials are intrinsically much more expensive and need to be processed
at temperatures of about 400
⬚C and are only of interest where high performance
is essential. However, the development of the commercial commingled systems
means that an installed plant could be used for processing the more exotic com-
binations in the future. Overall this is a technology with great potential.
15.4 Fiber–Powder Combinations
Another technique, which has enjoyed some commercial success, is to combine
reinforcement fibers with thermoplastic polymer powders in a towlike material.
The reinforcing fibers are passed through a fluidized bed or a slurry of suspended
polymer powder. The fiber bundles are teased open, using gas or liquid jets so
that powder is entrapped between the fibers. The whole bundle is then encap-
sulated in a thin-walled tube of the polymer formed by wrapping a tape of
polymer foil around the bundle. The tape is then welded using a hot gas jet or
an ultrasonic welding device. The resultant product is a flexible tube containing
the reinforcement fibers and the entrapped powder particles. On heating and
pressing, both the foil tube and the powder particles are melted and flow to
infiltrate the fibers and form the matrix of the composite. This material may also
be woven, although not as conveniently as the commingled fibers, and may also
be used as tow placement, filament winding, and pultrusion feedstock.
16 SRIM OF MONOMER PRECURSOR THERMOPLASTICS
In general, one of the key attractions of thermoplastics composites is that there
are no chemical reactions during the final processing stages. There is, however,
a small group of materials that may be processed by in situ polymerization of
monomeric precursors to produce thermoplastic matrices. These are mainly the
polyamides, which are polymerized by ring-opening chemistry. These are no-
tably PA11 and PA12. The monomers, also known as lactams, are liquids of
very low, waterlike, viscosity. They are quite unstable, and addition of small
proportions of an initiator or catalyst will induce a rapid molecular ring opening
followed by addition polymerization, forming the thermoplastic. The reactions
are very fast and may be completed in periods of less than one minute. The
process is, thus, eminently suitable for use in a SRIM-type process, where dry
preforms of the reinforcement are placed in the mold, and the liquid precursor
is then injected. The equipment is basically similar to that used for conventional

17 INJECTION-MOLDED SHORT-FIBER-REINFORCED THERMOPLASTICS 1107
RIM or SRIM, but a mixing head of different design is needed as only a small
proportion of initiator/catalyst must be mixed with the monomer. This is the
critical operation. Provision must also be made to prevent overheating due to
the reaction exotherm. The very low viscosity of the monomer ensures rapid and
complete infiltration, and the rapid polymerization allows fast cycling. This is a
very specialized technology applicable only to this one class of polymer, at least
at the present time. Carbon fibers are particularly well suited for this process as
a strong interface bond is formed with the polyamide. This combination provides
considerable potential for mass production of higher performance components.
17 INJECTION-MOLDED SHORT-FIBER-REINFORCED
THERMOPLASTICS
17.1 General
Short-fiber-reinforced thermoplastics (SFRTPs), are often classified as reinforced
plastics rather than composites, but since they are one of the most important
groups of commodity materials, it is useful to include them in the present dis-
cussion. The total quantity of SFRTPs manufactured each year is comparable
with that of the basic E-glass/unsaturated polyester GRP materials. Together
they account for more than 80% of the composites market. They are injection-
moldable materials consisting of thermoplastics matrices with discontinuous fi-
bers, normally in the length range of 10 mm down to
⬍0.1 mm. The fibers are
much shorter than those in the other composites systems discussed in the pre-
vious sections. The fiber loading is also lower than in most other composites,
rarely more than V
ƒ
⬇ 0.2, although the fiber content is often expressed as a
weight percentage. Thus, a polyamide with 30 wt % of E-glass would have an
equivalent V
ƒ
of about 0.18. The very short fibers and low fiber loading are
necessary to allow the compounds to be easily injection molded and to achieve
a good surface finish. Somewhat better mechanical properties may be realized
at the expense of surface finish if longer fibers are used at higher loadings.
SFRTPs are often formulated with particulate fillers, e.g., talc or chalk, and
sometimes rubber additives as well as the fibers to obtain the optimum balance
of properties and cost.
17.2 Principal Systems
Fiber-reinforced grades of most of the commodity and engineering thermoplas-
tics are offered by the polymer suppliers and compounders. The most important
commercial systems are those based on polypropylene, the polyamides, the ac-
etal resins (Delrin), and the thermoplastic polyester family. In all of these ma-
terials the principal fiber used is E-glass. Glass-reinforced grades of the higher
performance thermoplastics such as polyphenylene sulfide and PEEK are also
offered, and carbon fiber is also used with polyamides and the higher perform-
ance materials.
17.3 Compounding
Short-fiber-reinforced thermoplastics are invariably precompounded. There are
two principal methods. In the first either continuous fiber rovings or rovings
precut into short lengths (e.g., 10 mm) are fed into a screw extruder through
1108 COMPOSITES FABRICATION PROCESSES
Standard fiber-reinforced
thermoplastic molding pellet:
Random very short fibers.
Long-fiber molding
pellet.
Fibers aligned and
full length of pellet
≈
10 mm
4 - 5 mm
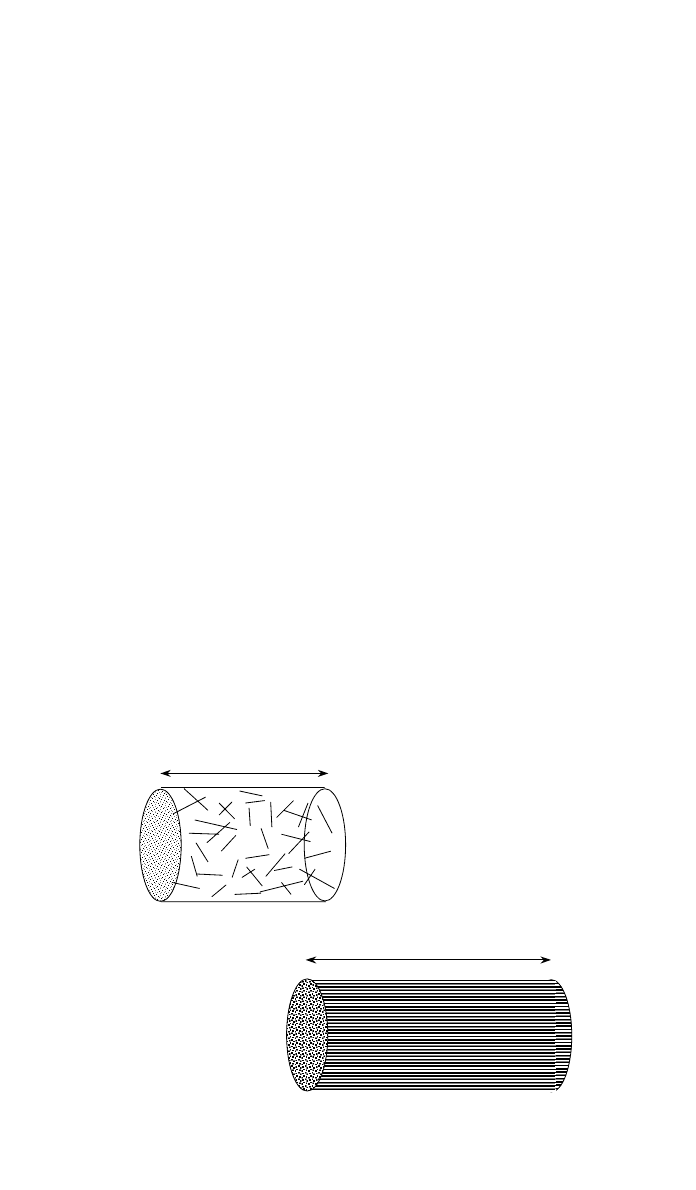
Fig. 46 Illustration of two types of injection-molding pellet for short-fiber-reinforced thermo-
plastics. The standard pellet is formed by extruding a compounded mixture of polymer and fi-
ber. It contains very short fibers in a random orientation distribution. The long-fiber pellet is
made by a cross-head extruder or a variation on the pultrusion principle. The fibers are oriented
along the full length of the pellet that are typically cut into 10 mm lengths.
which the plasticized polymer is also transported. The fiber and polymer are
vigorously mixed as the blend passes through the screw and are finally extruded
through a spaghetti die, and the extrudate cut into short pellets. The fibers are
broken into short lengths during this process. The output is cylindrical granules,
typically 4 mm diameter and length. The granules contain a semirandom array
of very short fibers, typically less than 1 mm long. These granules are used as
feedstock for the injection-molding process.
In the alternative process, continuous fiber rovings are impregnated with the
polymer, either in a specially adapted extruder with a cross-head die or by a
variant of the pultrusion process. The output is a continuous rod of about 4 mm
diameter. These rods are then chopped to lengths of about 10 mm, and this
material used as feedstock for the injection molders. The distinction between the
two compounding processes is that, in the former, the granules contain very
short fibers, while in the latter the fibers are the full length of the pellets. Further
fiber breakage occurs during injection molding, but the moldings made with the
long-fiber granules will contain fibers of much greater average length. This in-
duces superior stiffness, strength, and toughness, but surface finish may be
poorer. A schematic of the structure of both types of molding pellet are shown
in Fig. 46.
17.4 Injection Molding
Modern injection-molding machines are built around screw plasticizers that can
be rotated and reciprocated. The charge of compounded granules is gravity fed
from a conical hopper into the feed section of the screw. From here the charge
is carried forward by the action of the rotating screw. The charge passes down
the heated barrel, where it is melted and subjected to a strong mixing action,
which homogenizes the melt. The plasticized melt builds up at the end of the
17 INJECTION-MOLDED SHORT-FIBER-REINFORCED THERMOPLASTICS 1109
Feed hopper for reinforced
thermoplastics pellets
Heated barrel
Screw
Mold opening &
closing mechanism
Ejected part
Nozzle with shut-off
valve
Screw rotation and
reciprocation mechanisms
Water cooled
matched dies
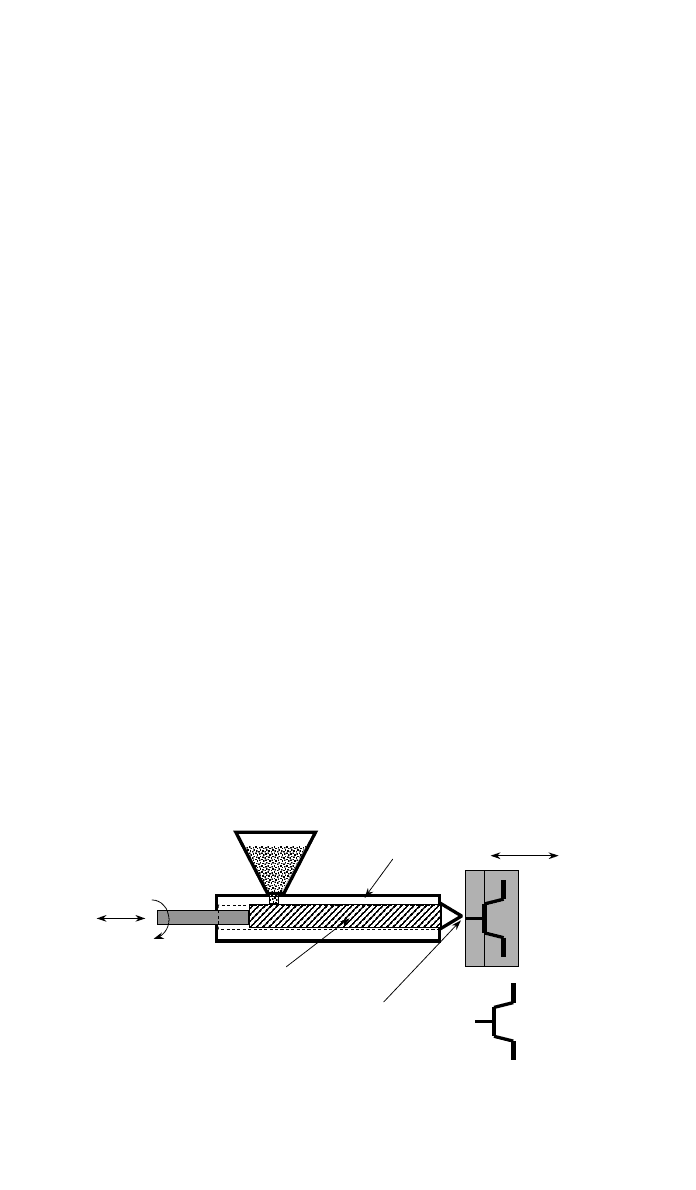
Fig. 47 Schematic of an injection-molding machine for reinforced thermoplastics. The pellets
are charged into the hopper, from which they are gravity fed into the entry section of a screw
pump. The charge is carried forward and melted in the heated barrel, while the screw retracts
under the pressure of the melted charge at its tip. When sufficient charge has accumulated,
the screw is forced forward and the nozzle valve opened allowing the molten charge
to be injected into the cold mold.
screw, against a closed discharge valve. The screw is forced back in the barrel
by the pressure built up against the valve. When sufficient charge has been
accumulated, the screw rotation is stopped, the valve is opened, and the screw
thrust forward by a hydraulic ram, which injects the charge into the mold. The
mold is relatively cool and the pressure is maintained (the dwell) until the ma-
terial in the gate has frozen. At this point screw rotation is restarted and the
next charge prepared. Meanwhile when the material in the mold has cooled
sufficiently, the mold may be opened and the part ejected. The whole cycle is
completed in times ranging from as little as 10 s to a few minutes. The critical
rate determining factor is usually the length of time required for the charge
to cool in the mold prior to ejection. This will be longer for larger moldings
and thicker sections where heat transfer through the mold is less efficient. A
schematic of the essential parts of an injection-molding machine is shown in
Fig. 47.
The operation of the machine must be carefully controlled to assure that the
specified mechanical properties are obtained, that the surface finish is acceptable,
and that the optimum production rate is achieved. The main controls are the
barrel and mold temperatures, the screw backpressure, the injection pressure and
rate, and the dwell time. A higher barrel temperature will increase the maximum
plasticization rate, usually expressed in kilograms/hour. Too high a temperature
may lead to degradation of the polymer. A lower mold temperature will speed
up the cooling cycle but often leads to poor surface finish. Better surface finish
usually entails a compromise, and mold temperatures are typically held at 40–
100
⬚C with polypropylene and polyamides. This increases cooling time and,
hence, the total cycle time. The screw backpressure regulates the pressure in the
melt reservoir prior to injection. A higher backpressure gives more thorough
mixing but also breaks the fibers into shorter lengths. This compromises
mechanical properties but tends to improve surface finish. Faster injection rates
result in better mold filling due to the shear thinning (pseudoplastic) behavior

1110 COMPOSITES FABRICATION PROCESSES
of polymer melts, where apparent viscosity decreases with increased shear rate.
There is also adiabatic heating, where the injected charge is heated through the
shear work performed during injection. Overheating can lead to burning and
degradation. Finally, higher pressure maintained during the dwell period tends
to compensate for the shrinkage that occurs as the polymer freezes. In this way
a sharper impression of the mold and better control of dimensions is ensured.
When molding SFRTPs, the principal concerns are to control the fiber length
distribution and the fiber orientation distribution to ensure that optimum per-
formance is obtained. The fiber length distribution is affected mainly by the
choice of feedstock, long or short fiber, and the backpressure and injection rate
settings. The orientation distribution is flow dominated. Convergent flow leads
to fiber orientation in the flow direction, while divergent flow has the opposite
effect. The flow pattern is mainly determined by the geometry of the part and
the placing of the injection point(s) or gate(s). Comprehensive suites of software
(e.g., Moldflo) are available that allow the flow in the mold to be visualized so
that optimum gate placement may be determined at the tool design stage.
BIBLIOGRAPHY
Recommendations for further reading are listed below under the principal section
headings used in this chapter.
Basic Principles for Processing
Bader, M. G., and C. Lekakou, Processing for Laminated Structures, in Composites Engineering
Handbook, P. K. Mallick (Ed.), Marcel Dekker, New York, 1997, pp. 371–480.
Gutowski, T. G. (Ed.), Advanced Composites Manufacturing, Wiley, New York, 1997.
Kelly, A., and S. T. Mileiko (Eds.), Fabrication of Composites, Vol. 4, Handbook of Composites, A.
Kelly and Yu N. Rabotnov (Eds.), Elsevier Science, Amsterdam and New York, 1983.
Manson, J-A. E., M. D. Wakeman, and N. Bernet, Composite Processing and Manufacturing—An
Overview, in Comprehensive Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R.
Talreja and J-A. E. Manson (Eds.), Elsevier Science, Oxford, UK, 2000, pp. 577–608.
Contact Molding
Cripps, D., T. J. Searle, and J. Summerscales, ‘‘Open Mold Techniques for Thermoset Composites,’’
in Comprehensive Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja and
J-A. E. Manson (Eds.), Elsevier Science, Oxford, UK, 2000, pp. 737–761.
Autoclave Processing of Prepreg
Seferis, J. C., R. W. Hillermeier, and F. U. Buehler, ‘‘Prepregging and Autoclaving of Thermoset
Composites,’’ in Comprehensive Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2,
R. Talreja and J-A. E. Manson (Eds.), Elsevier Science, Oxford, UK, 2000, pp. 701–736.
Resin Film Infiltration (RFI)
Cripps D., T. J. Searle, and J. Summerscales, ‘‘Open Mold Techniques for Thermoset Composites,’’
in Comprehensive Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja and
J-A. E. Manson (Eds.), Elsevier Science, Oxford UK, 2000, pp. 737–761.
Resin Transfer Molding (RTM)
Advani, S. G., and E. M. Sozer, ‘‘Liquid Molding of Thermoset Composites,’’ in Comprehensive
Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja and J-A. E. Manson
(Eds.), Elsevier Science, Oxford, UK, 2000, pp. 807–844.
Rudd, C. D., A. C. Long, K. N. Kendall, and C. G. E. Mangin, Liquid Molding Technologies,
Woodhead Publishing, Cambridge, England, 1997.
Verpoest, I., ‘‘Composite Preforming Techniques,’’ in Comprehensive Composite Materials, A. Kelly
and C. Zweben (Eds.), Vol. 2, R. Talreja and J-A. E. Manson (Eds.), Elsevier Science, Oxford,
UK, 2000, pp. 623 –669.

BIBLIOGRAPHY 1111
Filament Winding and Tow Placement and Pultrusion
Peters, S. T., and Yu M. Tarnopol’skii, ‘‘Filament Winding,’’ in Composites Engineering Handbook,
P. K. Mallick (Ed.), Marcel Dekker, New York, 1997, pp. 515–540.
Sohl, C., ‘‘Continuous Molding of Thermoset Composites,’’ in Comprehensive Composite Materials,
A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja and J-A. E. Manson (Eds.), Elsevier Science,
Oxford, UK, 2000, pp. 845–852.
Sumerak, J. E., ‘‘The Pultrusion Process for Continuous Automated Manufacture of Engineered Com-
posite Profiles,’’ in Composites Engineering Handbook, P. K. Mallick (Ed.), Marcel Dekker, New
York, 1997, pp. 549–578.
Press Molding and Sheet and Bulk Molding Compounds
Revellino, M., L. Saggese, and E. Gaiero, ‘‘Compression Molding of SMCs,’’ in Comprehensive
Composite Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja and J-A. E. Manson
(Eds.), Elsevier Science, Oxford, UK, 2000, pp. 763–805.
Glass Mat Thermoplastics (GMT)
Wakeman, M. D., and C. D. Rudd, ‘‘Compression Molding of Thermoplastic Composites,’’ in Com-
prehensive Composite Materials, A. Kelly, and C. Zweben (Eds.), Vol. 2, R. Talreja, and
J-A. E. Manson (Eds.), Elsevier Science, Oxford, UK, 2000, pp. 915–963.
Thermoplastic Matrix Composites
Gibson, A. G., ‘‘Continuous Molding of Thermoplastic Composites,’’ in Comprehensive Composite
Materials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja, and J-A. E. Manson (Eds.), Elsevier
Science, Oxford, UK, 2000, pp. 979–998.
SRIM of Monomer Precursor Thermoplastics
Bourban P-E., ‘‘Liquid Molding of Thermoplastic Composites,’’ in Comprehensive Composite Ma-
terials, A. Kelly and C. Zweben (Eds.), Vol. 2, R. Talreja, and J-A. E. Manson (Eds.), Elsevier
Science, Oxford, UK, 2000, pp. 965–977.
Injection-Molded Short-Fiber Reinforced Thermoplastics
Bader, M. G., and A. R. Hill, ‘‘Short Fiber Composites,’’ in Materials Science & Technology, R. W.
Cahn, P. Haasen, and E. J. Kramer (Eds.), Vol. 13, T. W. Chou (Ed.), VCH, New York, 1993,
pp. 291 –338.
Brooks, R., ‘‘Injection Molding Based Techniques,’’ in Comprehensive Composite Materials, A. Kelly,
and C. Zweben (Eds.), Vol. 2, R. Talreja, and J-A. E. Manson (Eds.), Elsevier Science, Oxford,
UK, 2000, pp. 999 –1028.

1113
CHAPTER 35
ADVANCED CERAMICS PROCESSING
Lisa C. Klein
Department of Ceramic and Materials Engineering
Rutgers University
Piscataway, New Jersey
1 OVERVIEW OF CERAMIC
PROCESSING 1113
1.1 Microstructure 1114
1.2 Motivation for Improvements 1114
1.3 Manufacturing versus
Processing 1115
1.4 Back to Basics 1115
2 CONVENTIONAL PROCESSING 1115
3 ADVANCED PROCESSING 1117
3.1 New Energy Sources 1117
3.2 New Shapes 1120
3.3 New Precursors 1123
4 SUMMARY AND PROJECTIONS 1127
BIBLIOGRAPHY 1127
1 OVERVIEW OF CERAMIC PROCESSING
Processing of ceramics is carried out through the consolidation of loose powders
to form polycrystalline objects. The majority of ceramics are sintered, using
solid-state sintering or liquid-phase sintering [See, e.g., Rahaman (1995),
Barsoum (1997)]. Generally, sintering occurs at temperatures below the melting
point for single-phase ceramics or below their liquidus for multiphase ceramics,
although a liquid phase may be present temporarily during sintering. The dis-
tinction that sets the majority of ceramics apart from the minority is the fact that
the majority is sintered below the melting temperature by solid-state transport.
The minority are those processed above the melting temperature, in particular,
glasses and glass-ceramics. Therefore, the key to successful processing of ce-
ramics is finding energy sources that can drive the transport processes.
In most cases, the source of energy is surface energy. The elimination of
surface energy, where surfaces of loose powders are converted to grain bound-
aries between particles, is what accounts for most of the energy available for
sintering. There are countless examples of ceramic products where the conver-
sion of this energy has resulted in a successful outcome. Nevertheless, there can
always be improvements in ceramic processing. Therefore, the focus of this
chapter is on new sources of energy to drive the consolidation and better, more
efficient uses of this energy to reach the goal of a well-consolidated, polycrys-
talline ceramic.
HandbookofMaterialsSelection.EditedbyMyerKutz
Copyright Ó 2002 John Wiley & Sons, Inc., NewYork.

1114 ADVANCED CERAMICS PROCESSING
Fig. 1 Industrial issues relevant to ceramics.
1.1 Microstructure
When it comes to describing the outcome of processing in ceramics, the focus
of that description is the microstructure (Allen and Thomas, 1999). To put this
in perspective, the terms we use in describing microstructure need to be defined.
As such, microstructure is described in terms of grains, grain boundaries, and
porosity. For single-phase material, this is straightforward, but far more compli-
cated for multiphase materials. Because the starting point for processing is loose
powders or particles, the first feature in the microstructure is described as necks,
which are the contacts between particles. Next, we distinguish between a single
crystal, which is a ‘‘perfect’’ crystal without interruption, and a grain, which is
a single crystal of finite size. Once there is consolidation within a powder com-
pact, what was once called a particle becomes a grain. The regions of disorder
between these grains become grain boundaries. In the grain boundaries, we often
find a second phase, which is the remains of a liquid phase.
Another way of looking at the microstructure is focusing on the porosity,
which is the collection of voids. Initially, the porosity is interconnected. Grad-
ually, material transport fills in the voids, bringing more area of grains into
contact. Triple-grain junctions are the typical location of closed porosity. In the
end, the polycrystalline solid takes on its final microstructure through grain
growth and coarsening. In short, the goal of sintering is to turn the loose powders
into a well-consolidated polycrystalline solid.
With these terms, the features of the microstructure can be quantified. Quan-
tities such as pore volume, percent theoretical density, and grain size can be
used to draw the correlations we are familiar with in materials science. No
materials science student can graduate without learning the structure–
processing–properties–performance paradigm known as SP
3
. The structure of
the material determines the properties, and the structure, in turn, is determined
by processing.
1.2 Motivation for Improvements
An alternative way to view ceramic processing is in terms of industrials needs.
Suppose there is a need, that can be satisfied by a ceramic product. The engi-
neering factors involved are shown in Fig. 1. The role of processing weighs
more heavily on the manufacturing side. Because issues of cost and reproduci-
bility balance the function of the product, the eventual implementation of the
ceramic product may hinge on whether or not the product can be made in a
practical way.

2 CONVENTIONAL PROCESSING 1115
Fig. 2 Process-induced changes that link raw material to finished part.
1.3 Manufacturing versus Processing
Is ceramic manufacturing comparable in scale to metals fabrication or compa-
rable in automation to pharmaceuticals production? The easy answer would be
no. What efforts have been made to introduce continuous production, automa-
tion, and continuous improvement into ceramic manufacturing? How much in-
telligent processing is used in ceramic manufacture? By intelligent processing,
we mean that we can insert diagnostics in the ceramic process that allow us to
evaluate physical properties during the process. The goal of intelligent manu-
facturing is achieved when we can correct the process to stay within acceptable
values of our physical properties before we reach the final product.
These questions about intelligent manufacturing are important to the health
of ceramic manufacture in a setting where at times more than one material or
design satisfy the industrial needs. Clearly, there are some ceramic products that
cannot be replaced by other material systems, but there are other ceramic prod-
ucts, such as glass containers, that are seriously threatened by other materials,
such as plastics. To answer these questions about ceramic manufacture, and, in
particular, about manufacture of advanced ceramics, requires a careful look at
individual segments of the industry. Moreover, they are useful questions to keep
in mind, as new processing technologies are introduced.
In terms of manufacturing a product that meets customer requirements, the
technical issues include quantitative specifications of properties, process im-
provement and ‘‘zero defects.’’ The nontechnical issues include government reg-
ulation and availability of investment for capital and product development.
Overall, the goal of manufacturing is to produce a high-quality product rapidly,
in an economical way, and in an environmentally acceptable manner.
1.4 Back to Basics
To improve processing means understanding the fundamental mechanisms dic-
tated by thermodynamics and kinetics. What goes on in ceramic processing is
listed in Fig. 2, connecting raw material to finished part. In taking raw material
to finished part, how many of these changes can be followed in real time? How
many of these changes are predictable, reproducible, and what is the accuracy
of the measurement that tells us that they are reproducible? These questions are
the real challenges of ceramic processing and ceramic manufacture.
2 CONVENTIONAL PROCESSING
As with any materials process, the unit operations we evaluate are powder prep-
aration, forming, consolidation, and sintering. For each step, it is necessary to

1116 ADVANCED CERAMICS PROCESSING
Table 1 Examples of Structural and Functional Ceramics, Principally Single-Phase,
Produced by Sintering
Ceramic Property Application
Structural
ZrO
2
High-temperature strength Furnace lining
Si
3
N
4
Wear resistance Bearings
SiC Corrosion resistance Heat exchanger
TiC Hardness Cutting tools
Functional
BaTiO
3
Ferroelectricity Capacitor
Al
2
O
3
Electronic insulation Substrates for electronic packaging /
Spark plugs
BaO
䡠 6Fe
2
O
3
Hard magnet Ceramic magnets
(Zn)Fe
2
O
3
Soft magnet Transformer core
LiNbO
3
Nonlinear optics Optical switches
Fig. 3 Unit operations in manufacturing ceramic part.
understand the mechanisms and the extent to which we can model the steps with
thermodynamics or atomistics. A key question at each step is: What needs to be
measured and how can it be measured? Does the instrumentation exist that al-
lows us to follow a ceramic process in a continuous way? Are we measuring
the parameter directly or indirectly? When a process seems to be going out of
control, how can we fix it and can we fix it without going back to the beginning?
The steps in the fabrication of polycrystalline ceramics are divided between
those before firing and those during and after firing. Many excellent treatments
of ceramic processing have appeared over the last few years. A comprehensive
handbook on the subject treats each step in detail (Schneider, 1991). For con-
ventional ceramics (e.g., whitewares), ceramics produced in large volume (e.g.,
abrasives), and ceramics used at high temperatures (e.g., refractories), there are
textbooks that cover the processing and the applications [see, e.g., Reed (1995),
West and Hench (1990), Richerson (1992)]. Table 1 lists typical single-phase
sintered ceramics and their uses.
Some of the common steps in ceramic manufacture are shown in Fig. 3.
Rather than review what is now well known, this discussion will cover pro-
cesses that are new. These processes may not be suitable for production of all
ceramics in widespread use. Instead, these processes are variations of conven-
tional ways, in some cases, and radically new ways, in other cases, for making
ceramics. In all cases, the advantages of these processes over old methods will
be highlighted and evaluated.