Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

1096 COMPOSITES FABRICATION PROCESSES
second top cover film, also resin coated, is positioned on top of the first and the
whole sandwich passed through a set of kneading rolls that homogenize the
mixture. On exit from the machine the strip is coiled into rolls of convenient
size and stored in the maturation room. Before maturation the resin would be
liquid and the compound soft and sticky. After maturation the resin is pasty and
nonsticky. The material is typically 1–2 m wide and upward of 5 mm thick.
There are a number of variants of the basic SMC, also called SMC-R, for
random. A standard formulation is 35 wt % E-glass, 40 wt % filler and 25 wt %
resin (Fig. 40a): This allows a very good surface finish to be achieved but lacks
stiffness and strength due to the low glass content (35 wt %
⬇ 18 vol % ⫺ V
ƒ
⬇ 0.18). Higher mechanical properties are realized by using 65 wt % glass and
no filler (Fig. 40b), but the surface finish is inferior. The fillers are mostly fine
chalk powders, often wollastonite, and other processing aids such as soaps, lu-
bricants, and low profile additives are also included. The low profile additives
are waxes or low-melting-point thermoplastics that migrate to the surface during
cure and improve the surface finish. Instead of chopped strand, continuous strips
of CRM may be fed into the SMC machine, again with the choice of high glass/
no filler, or low glass/high filler. The CRM conveys some molding and property
characteristics, which will be discussed further. Another option is to manufacture
the compound from woven fabric. The final alternative is to make the SMC by
winding continuous rovings and apply the resin onto a large-diameter drum,
giving a near uniaxial lay-up (e.g.,
Ⳳ5⬚). This is a batch process. When the
required thickness is achieved, a top-cover film is applied and the sheet cut
across to remove it from the drum. Sheets of up to 10 m long by 2 m wide may
be produced this way. The material was originally developed for the manufacture
of vehicle leaf springs, where a near uniaxial lay-up and high V
ƒ
is required.
For all SMC materials the most common resin systems are the unsaturated poly-
esters and vinyl-esters. Only these materials allow for the convenient maturation
thickening process. Vinyl-ester resins give somewhat better performance and are
considered premium materials. Epoxy resins are rarely used in SMCs.
12.3 Molding SMC
All the SMC materials discussed are compression molded in heated metal tool-
ing, typically at 120–180
⬚C. The main differences result in the differing flow
potential of the different formulations. SMCs made with chopped strand flow
extensively when molded, more so when the fiber loading is lower and the glass
chopped into shorter lengths. It is normal practice to promote flow by loading
pieces of SMC onto the open tool so as to cover only about 50% of the projected
area of the mold. There is no attempt to tailor the pieces to the shape of the
part, but an optimum pattern must be determined and the charge accurately
weighed, to ensure efficient and reproducible mold filling. When the mold is
closed, initially under light pressure, the resin in the charge softens and as the
pressure is increased the charge flows to fill the mold cavity (Fig. 41). Quite
detailed features such as ribs and bosses may be formed, but there is some
danger that the resin will bleed through the reinforcement, so that the remote
details of the molding may contain insufficient reinforcement (Fig. 42). This
tendency is controlled by varying the fill pattern and modifying the pressure
cycle.
12 SHEET AND BULK MOLDING COMPOUNDS 1097
0
10
20
30
40
50
60
70
GLASS FIBER FILLER RESIN
STANDARD S.M.C.
PERCENTAGE
(a)
0
10
20
30
40
50
60
70
GLASS FIBER FILLER RESIN
HIGH STRENGTH S.M.C.
PERCENTAGE
(b)
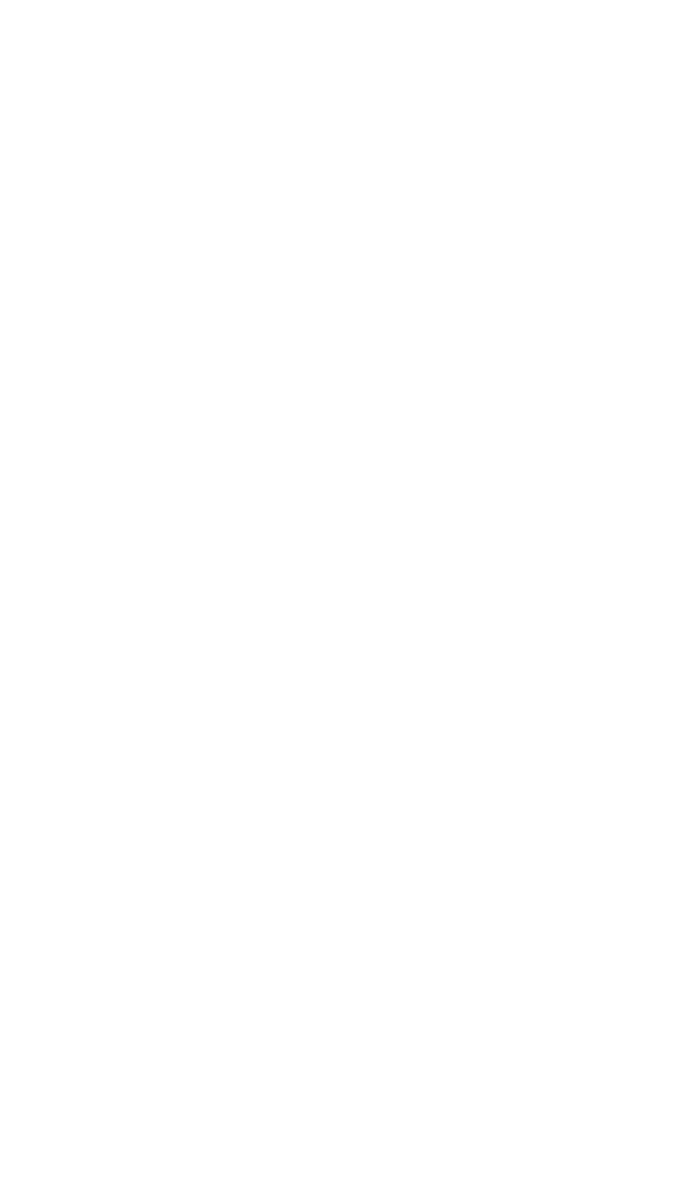
Fig. 40 Two alternative SMC formulations are illustrated in the two bar charts. (a) Standard
SMC incorporating 35 wt % of random chopped E-glass fiber bundles, with 40 wt % of filler
(chalk) and 25 wt % resin. This gives good surface finish but only moderate stiffness. (b) This
alternative formulation contains 65 wt % of chopped glass with 35 wt % of resin. It molds less
readily to complex shapes and has an inferior surface finish, but much greater stiffness and
strength. It is widely used for hidden structural parts.
1098 COMPOSITES FABRICATION PROCESSES
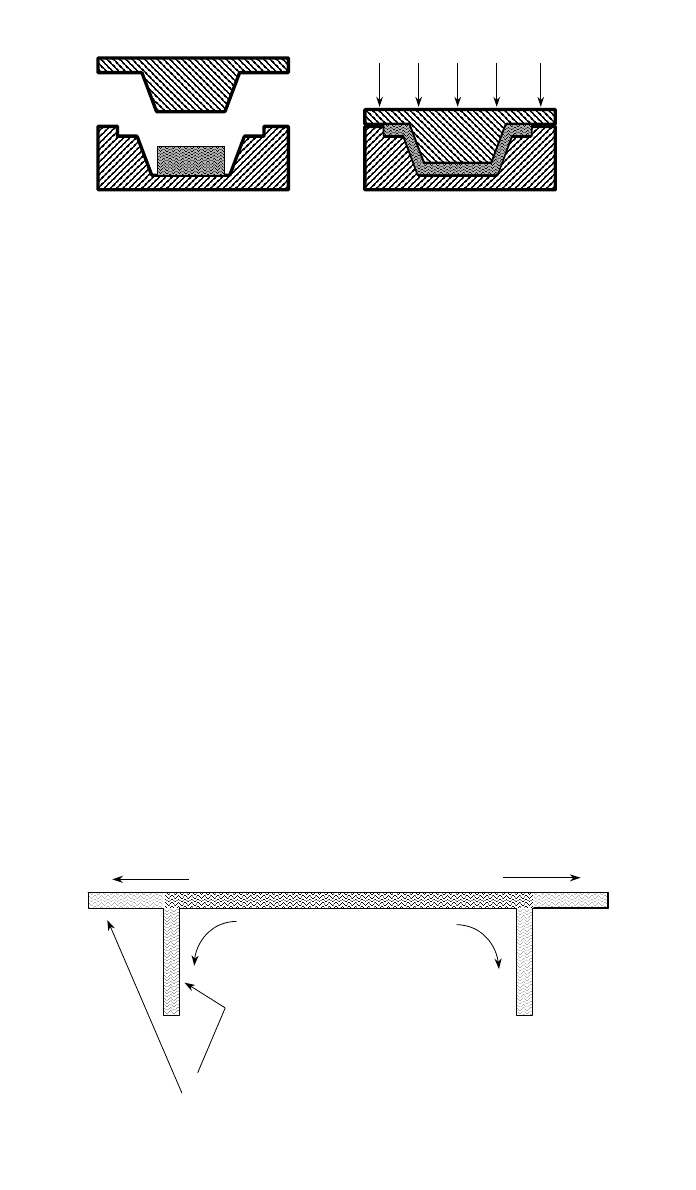
Charge placed in open, hot mold
to cover ≈ 50% projected area
Mold closed, pressure applied
Charge flows to extremities of cavity
Part ejected hot when cure complete
2 - 20 min.
Fig. 41 When molding SMC the charge is placed so that it covers about 50% of the projected
area of the mold face. As the mold is closed, under pressure, the charge is heated, the resin
softens, and is forced to flow to fill the mold cavity.
Direction of flow
Less reinforcement penetrates
to extremities
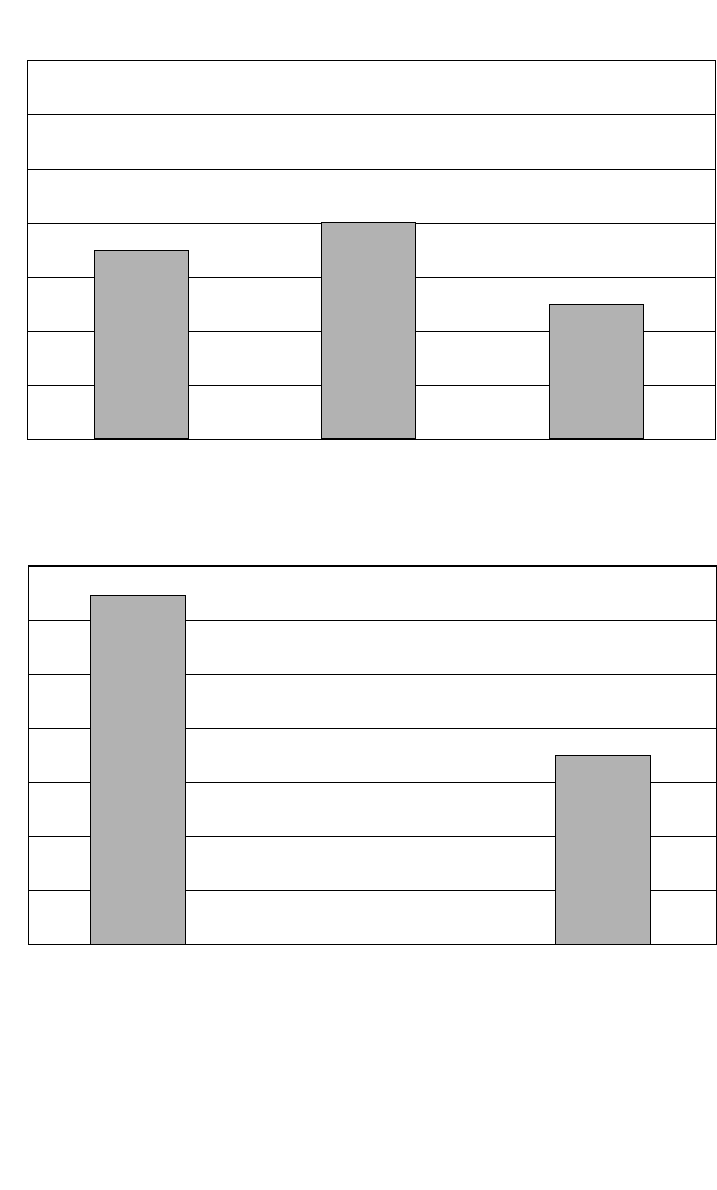
SECTION OF SMC MOLDING
WITH STIFFENING RIBS
Fig. 42 When forming parts incorporating features such as blade stiffeners, there is a ten-
dency for less reinforcement to flow into these extremities. This can result in weak regions.
The problem is countered by careful placement of the charge and by control of the
molding parameters—especially the mold closing speed.
Materials with higher fiber content and those manufactured with continuous
random mat will not flow as extensively as the standard SMC. It is necessary
to tailor the charge more carefully to ensure good molding performance. It is
especially important, when using the high fiber content materials that adequate
fiber content is realized in all parts of the molding, as these materials are chosen
on account of their mechanical performance. An advantage of the CRM rein-
forcement is that the reinforcement will not tear during flow, leaving fiber-
denuded zones. This can be a problem with discontinuous strand materials.
SMCs made with woven materials and the uniaxial material described above
cannot flow to any significant extent in-plane; they must, therefore, be carefully
tailored to the shape of the part, and features such as molded ribs are not a
possibility. One compromise is to charge the mold with a mixture of woven and
random feedstock, e.g., to stiffen a panel while still being able to mold some
out-of-plane features. These are highly cost-effective materials and much inge-
nuity is exercised to exploit their engineering potential.
Once the charge is heated and full pressure applied to the press, curing occurs
quite rapidly. According to the size, wall thickness, and complexity of the mold-

13 GLASS MAT THERMOPLASTICS 1099
ing, cycle times as low as 2 min may be achieved. A cycle time of 10–20 min
is more common so that 15,000–30,000 parts/year may be produced from a
single press working on a 24-h, 3-shift day. The parts are ejected from the mold
while hot. The tools may therefore be operated at constant temperature through-
out a molding campaign. This is compatible with the needs of the automobile
industry, although much slower that metal pressing. However, assembly and
finishing costs are likely to be much less when SMC is used.
12.4 Bulk Molding Compound
This is a similar formulation to SMC except that the compound is normally
prepared in a ribbon mixer. The reinforcement is always chopped strand, usually
rather shorter than that used in SMC, e.g., 5–20 mm. Standard formulations are
typically
⬇35 wt % glass, ⬇35 wt % filler and the remainder resin. Fillers and
processing aids are similar to those used with SMC. The material is extruded as
a rough cylinder, matured, and then packed in bags or bulk containers to await
final processing.
For compression molding the procedure is similar to SMC. A weighed piece
of BMC is placed in the open mold and the molding cycle initiated. BMC is
generally used for smaller parts than SMC, so faster processing is the norm.
BMC may also be processed by injection molding, which is becoming the
dominant process. Specially developed machines are used, which resemble those
used for thermoplastics in some respects. The basis of the machine is a screw
pump, which both rotates and reciprocates. The charge is fed into the feed end
of the screw by a mechanical stuffer, as the BMC cannot be gravity fed. The
charge is transported forward by the screw through the barrel, which is heated
to a temperature of usually 60–100
⬚C, by means of a water or steam jacket. This
is sufficient to soften the resin in the BMC but not to initiate cure. A reservoir
of plasticized material is built up in front of the screw, which retracts under
controlled backpressure to accommodate the forward flow of BMC. The screw
is then driven forward to inject the accumulated charge into the hot mold. Pres-
sure is maintained while the charge cures, typically 1–5 min. The rate-limiting
step is usually the time needed to heat the charge from barrel temperature to
cure temperature and for the cure to be completed. This may be speeded up by
using a very fast injection rate. This heats the charge by the work of shear
induced in the charge and eliminates the heat-up time. Injection molding of BMC
requires high pressures and a very robust molding machine and tooling, which
are more costly than the thermoplastics equivalents. Production can be com-
pletely automatic and very high production rates achieved. Fine detail can be
incorporated into the designs and the technique is widely utilized in the auto-
motive and domestic appliance industries, where BMC parts often replace parts
traditionally fabricated from metal castings.
13 GLASS MAT THERMOPLASTICS
13.1 Principles
Thermoplastics are always solids at room temperature, therefore, processing
methods must be adapted to accommodate the necessary melt–freeze cycle.
Glass mat thermoplastics (GMTs) are the thermoplastics equivalent of SMC.

1100 COMPOSITES FABRICATION PROCESSES
They are preimpregnated materials in sheet form. The processing cycle consists
of heating the feedstock to above the melting point of the thermoplastic matrix
and then stamping or pressing the hot material between cold tools. The hot
compound flows to fill the mold cavity and then cools rapidly in contact with
the cold tool faces, and the melt solidifies. Process cycles can be as short as
30 s.
13.2 Reinforcements and Matrices
In principle any sheet form reinforcement may be used. The terminology GMT
implies glass fiber mat reinforcement, and this is the standard commercial prod-
uct, but it is possible to use both aramid and carbon fibers, either alone or
hybridized with glass. Likewise formats other than mat, such as uniaxial (i.e.,
similar to prepreg) or woven, may be used. The standard commercial materials
are mostly based on the use of continuous random E-glass mat, CRM, although
some use chopped strand. This choice is driven by economics and optimization
of the flow process when the material is stamped. The matrices in commercial
materials are either polypropylene (PP) or a polyamide (PA), usually PA 6, 11,
or 12. Other thermoplastics have been used and uniaxial and woven materials
using PEEK (poly-ether-ether-ketone) and other aromatic thermoplastics are
manufactured for high-performance applications. They are discussed in the fol-
lowing section. The choice of PP and PA is based on their relatively low melt
temperatures, their melt rheology, and performance. Molten thermoplastics are
very viscous and to ensure adequate flow, the fiber fraction and filler loadings
are lower than for typical SMCs. This inevitably means that the mechanical
properties, especially stiffness, will also be lower. This is compensated by greater
toughness, better environmental performance under some conditions, faster proc-
essing, and potential recyclability.
13.3 Processing
The feedstock is most often supplied a sheets, 0.5–2 m wide, 1–2 m long, and
typically 5–10 mm thick. They have been manufactured by rolling a stack of
alternate layers of glass mat and polymer film through heated rolls. The glass
mat is not usually completely impregnated. Blanks of a suitable size are cut
from the sheets. It is not common practice to tailor the blanks to the molding,
but simply to cut a set of blanks, ensuring that the total weight of the charge is
correct.
The cut blanks are then heated, usually in a belt feed, tunnel oven, heated by
circulating hot air, or by radiant heaters. The heating process must be carefully
controlled because the material has low thermal conductivity and too fierce an
application of heat could lead to local degradation at hot spots. When the blanks
emerge from the oven, the matrix is completely melted. There is often consid-
erable exfoliation, and the 5-mm-thick blanks swell up to 20 mm thick, or more.
Although the matrix is molten, the blanks may still be handled as the glass mat
holds everything together. This is one reason why CRM is preferred. The hot
blanks are then placed onto the bottom surface of the molding tool in a prede-
termined pattern (cf. SMC). In this condition the exfoliated blanks do not chill
excessively. The press is then closed and the charge is squeezed between the
tool faces, forcing the material to consolidate and flow to the extremities
of the mold cavity. Quite high degrees of draw are possible. Once consolidated
14 HIGH-PERFORMANCE THERMOPLASTIC MATRIX COMPOSITES 1101
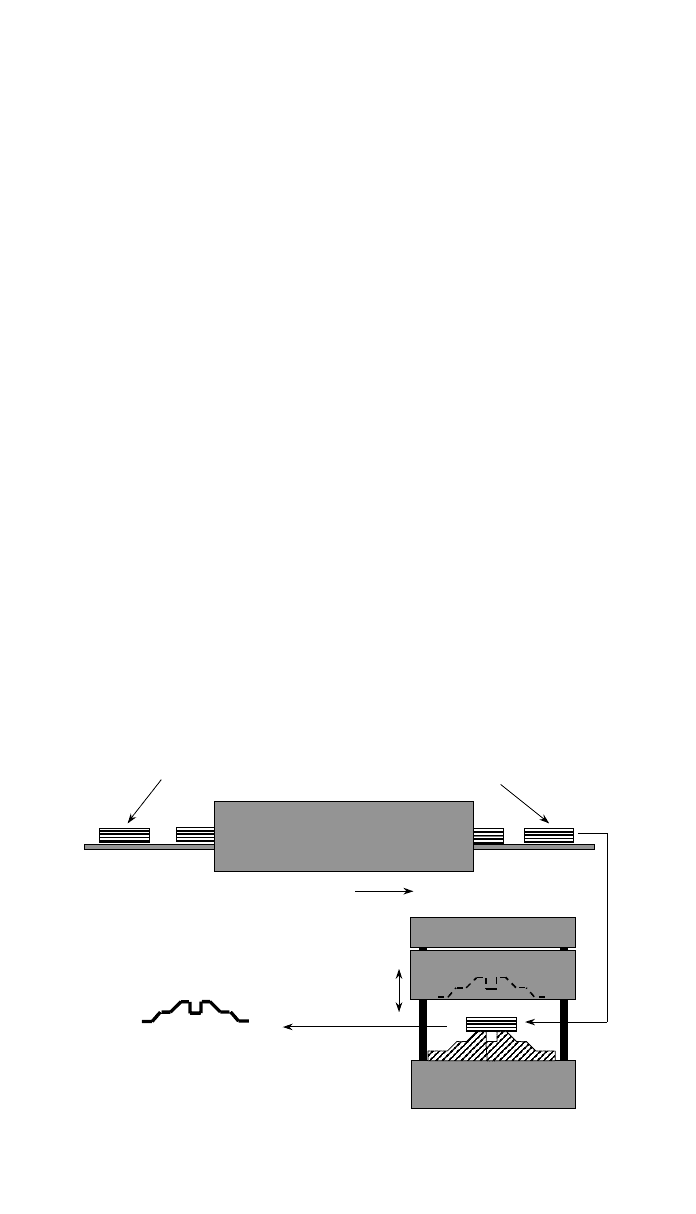
GMT blanks
Tunnel oven
Hot GMT blanks ready
for stamping
Stamping press with cold, matched dies
Transfer to press
Stamped GMT part
Fig. 43 Glass mat thermoplastic (GMT) forming process is illustrated. Cut blanks of thermo-
plastic impregnated glass mat are heated by passing through a tunnel oven. The hot blanks are
then stamped between hot dies. This forms the part and chills the material making
for a fast process cycle.
the charge is rapidly chilled by contact with the cold tooling, and the tool may
be opened and the part ejected. The process is illustrated schematically in Fig.
43. The speed of mold closure is critical. It must be sufficiently fast that flow
to the tool extremities occurs before the charge is chilled below the freezing
point of the matrix, hence the use of the term stamping rather than pressing.
The speed of the process renders it particularly attractive for mass production
industries. Fine detail may be incorporated into the moldings, so that a single
GMT part can replace an assembly of pressed metal. In general the surface finish
is not as good as low-profile SMC and inadequate where a ‘‘Class A’’ finish is
required, e.g., external panels for automobiles.
14 HIGH-PERFORMANCE THERMOPLASTIC MATRIX COMPOSITES
14.1 General
The development of the high-performance aromatic thermoplastics such as
PEEK PES (poly-ether-sulfone), and PPS (poly-phenylene-sulfide) provides ma-
terials with mechanical and elevated temperature properties that can compete
with epoxy resins for composites matrices. There are potential processing ad-
vantages, and it has been demonstrated that carbon fiber combined with these
matrices provides composites with superior toughness and resistance to some
environmental hazards. There has, therefore, been a period of intensive devel-
opment of these high-performance thermoplastic based materials for aerospace
and similar applications.
14.2 Feedstock
In conformity with aerospace practice, which is built around use of prepreg, the
thermoplastic systems are produced as prepreg-like impregnated tape, as fine

1102 COMPOSITES FABRICATION PROCESSES
woven impregnated tape, and as impregnated tow. The normal reinforcement is
carbon fiber as it is not generally cost effective to use lower performance fibers
with such expensive matrices. The only exceptions would be where specific
physical properties, such as radar transparency, were required.
The tape materials are produced in thicknesses comparable with that of con-
ventional prepreg, e.g., 0.125–0.25 mm, much thinner than GMT. Impregnated
tow is typically a single tow of 6000 or 10,000 carbon fibers. The sheets are
stiff and boardlike at room temperature and cannot be draped at all without
heating. The tows may be coiled.
14.3 Processing Principles
The principles for processing high-performance thermoplastic composites are
similar to those for GMT. The material must be heated to a temperature that
melts the matrix; it can then be shaped and must be chilled in the formed shape
to freeze the matrix. There are, however, a number of additional considerations.
First, the continuous fiber, high V
ƒ
, feedstock material will not flow to any
extent when molded. Its drape possibilities are similar to those of prepreg, except
that the thermoplastic form must be heated before it can be draped at all. A
second consideration is that the melting points of some of the matrices approach
400
⬚C, so that any tooling that needs to be heated to the melt temperature must
be steel. Other materials can be used where the hot feedstock is stamped between
cold dies. A third point is that some of the thermoplastics are semicrystalline,
e.g., PEEK, and their properties are strongly sensitive to the degree of crystal-
linity. This means that the cooling rate from the melt temperature to below the
crystallization temperature must be controlled. Finally, when using high-
performance materials, very close control of V
ƒ
, fiber architecture, and dimen-
sions is required so that optimum performance is achieved. These factors
combine to make processing a more complex operation. The simple preheat and
cold stamp process used for GMT is sometimes adequate but, in general, these
prepreg-like feedstocks require a more extended period for consolidation while
hot.
14.4 Autoclave and Press Processing
Panels of moderate single curvature and low complexity may be molded using
either an autoclave or a press. The thin sheets of feedstock are cut to the required
profile and stacked in sequence, as for prepreg. The difference is that the material
has no tack to retain each ply in position. This may be accomplished by thermal
tacking. A soldering iron or similar implement is used to spot weld the sheets
together as they are laid. When the laminate has been completed, it is placed
on the tool and covered with a vacuum membrane. Owing to the high processing
temperature, this may need to be a high-temperature stable polymer or elastomer,
or even aluminum foil. The assembly is then subjected to vacuum and placed
in the autoclave. The temperature and pressure may then be raised so that the
matrix melts, typically in the range 250–400
⬚C, and the pressure consolidates
the laminate. This process can take longer than for thermoset systems due to
the higher viscosity of the molten thermoplastic. Once consolidation has been
completed, the whole assembly must be cooled, under pressure, until the matrix
has solidified. Furthermore the cooling rate must be controlled through the crit-

15 COMMINGLED THERMOPLASTIC MATRIX COMPOSITES 1103
ical crystallization region. This may entail incorporation of water cooling in the
tooling. The autoclave may then be opened and the parts demolded. This is
clearly a rather time-consuming procedure.
An alternative method is to use a press tool with means of heating and cool-
ing. The tooling may be either single-sided, working against an elastomer
counter tool, or double-sided matched tooling. The choice depends on part com-
plexity and process temperature. The lay-up procedure is similar to that de-
scribed above, the laminate is then placed into the tooling, which is heated, and
pressure is applied in a controlled manner. The full pressure and temperature
are held while consolidation is effected and then cooled down under pressure.
In favorable cases the stacked laminate may be preheated in an oven, the hot
laminated transferred to hot tooling, pressed, and consolidated. The press is then
opened and the hot part transferred to another set of cold tooling in a separate
press, where pressure is applied while the part cools. Auxiliary tooling can be
used to facilitate the transfer from the hot to the cold press tools. This method
is much faster as it is not necessary to heat and cool the molds during each
cycle. It is also more thermally efficient. The disadvantage is that two sets of
tools are required, although the cold tools do not need to be made from high-
temperature stable materials.
14.5 Diaphragm Forming
Diaphragm molding is a variation of the vacuum forming process used for simple
thermoplastics. The stacked laminate is held between a pair of deformable dia-
phragms, and then, after heating, formed into a single-sided tool by vacuum,
gas pressure, or a combination of these. The diaphragm materials need to be
stable at the processing temperature but the shaped tool remains cool. Dia-
phragms may be high-temperature stable polymer or elastomer films, suitable
for short service at temperatures of up to about 300
⬚C or superplastic aluminum
alloy for higher temperatures. The process is reasonably fast but the cost of the
disposable diaphragms is a significant added cost.
14.6 Economic and Performance Implications
There has been much speculation, over the past 20 years, that high-performance
thermoplastics matrix composites could challenge the dominant position held by
carbon/epoxy thermoset systems. This has not happened! The initial prospect
of fast, cheap processing proved to be something of a myth and material costs
have remained high. The ease of processing of the low V
ƒ
GMT systems does
not apply with high V
ƒ
, continuous uniaxial fiber laminates, which are probably
even more difficult to process than the thermosets. There are applications where
thermoplastics systems are more cost effective, mainly for less complex shapes,
and it is undisputed that the thermoplastic matrix composites offer a combination
of stiffness and toughness that cannot easily be matched with thermoset systems.
The two classes now operate side by side with thermosets the senior partner.
15 COMMINGLED THERMOPLASTIC MATRIX COMPOSITES
15.1 Principle
Several strategies have been developed to deliver thermoplastic matrix compos-
ites feedstock in a more drapable format than the prepreg-like materials dis-
1104 COMPOSITES FABRICATION PROCESSES
Thermoplastic fibres
Reinforcement fibres
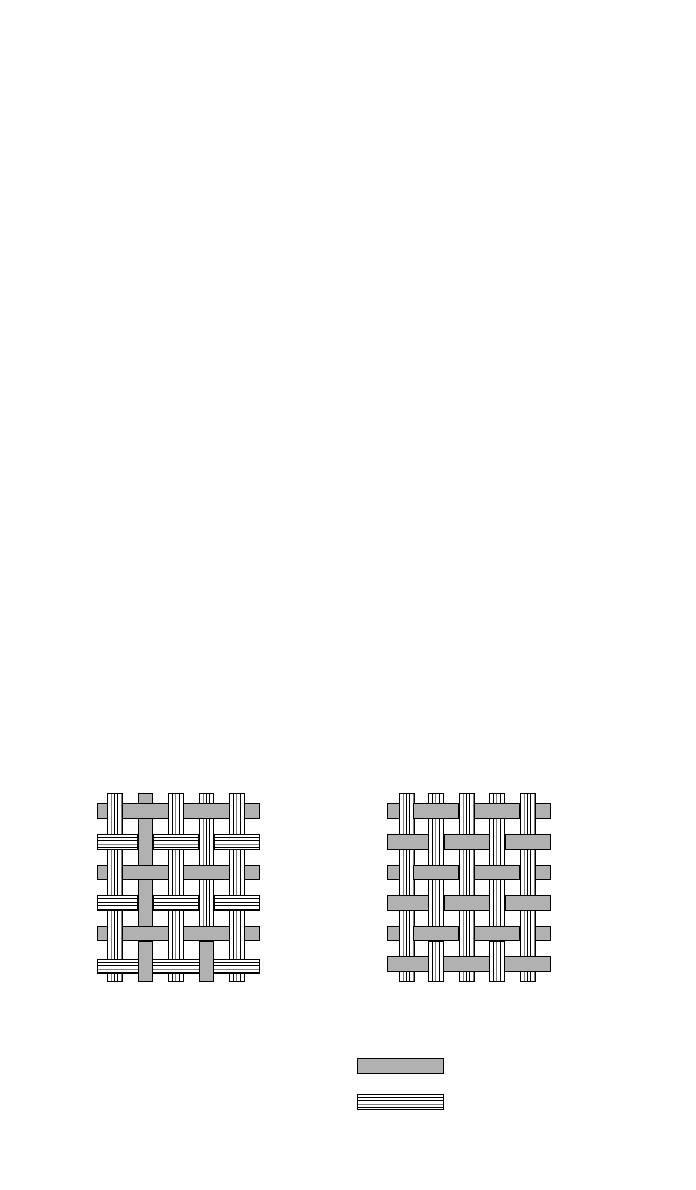
Biaxial co-woven fabric
Uniaxial co-woven fabric
Fig. 44 Co-woven fabrics are woven from a combination of tows of reinforcement
(e.g., E-glass or carbon fiber) and tows of thermoplastic fibers (e.g., polypropylene or
polyamide). Various uniaxial and biaxial reinforcement geometries are possible.
On hot pressing the thermoplastic component melts and flows to form the matrix.
cussed in the previous section. This is accomplished by the combination of the
reinforcement fibers with the matrix in a thin foil, tape, fiber, or powdered form.
These materials may be supplied as mingled tows or in sheet formats. When the
material is subjected to heat and pressure, the thermoplastic component melts
and is infiltrated into the reinforcement by the action of the pressure. The key
to the viability of these materials is that the infiltration distances are very short,
due to the finely aggregated state of the feedstock. There are three main types
of product in this category, co-woven fabrics, co-mingled (also known as com-
mingled) tows, which may in turn be woven into fabrics, and fiber/powder com-
binations in tow form, again with the possibility of being woven.
15.2 Co-woven Fabrics
These are simply fabrics woven from a combination of tows of reinforcement
fibers and tows of thermoplastics fibers. A prerequisite is that the matrix material
is available or can be drawn into a suitable fibrous form. This is no problem
with a range of commodity thermoplastics that are used as textiles. These include
polypropylene, several types of polyamide (nylon), and polyesters. Some of the
higher performance thermoplastics, e.g., PEEK, may also be drawn into fibers,
but as there is no established mass market for textiles in these materials costs
are likely to be much higher. It is also possible, but not extensively practiced,
to use ribbons of thermoplastics tape rather than tows for the thermoplastic
component. The two materials are combined in proportions corresponding to the
required final V
ƒ
. The most usual arrangement is simply to alternate the tows of
both warp and weft (fill) between the two materials, shown in Fig. 44. The linear
densities of the tows are chosen to give the correct proportions of reinforcement
to matrix. The resulting product is a highly drapable fabric. It may be handled
in the same manner as any other reinforcement fabric. These materials have no
natural tack but may be retained in position during lamination by spot welding
using a soldering iron or similar device or by use of spots of a compatible
15 COMMINGLED THERMOPLASTIC MATRIX COMPOSITES 1105
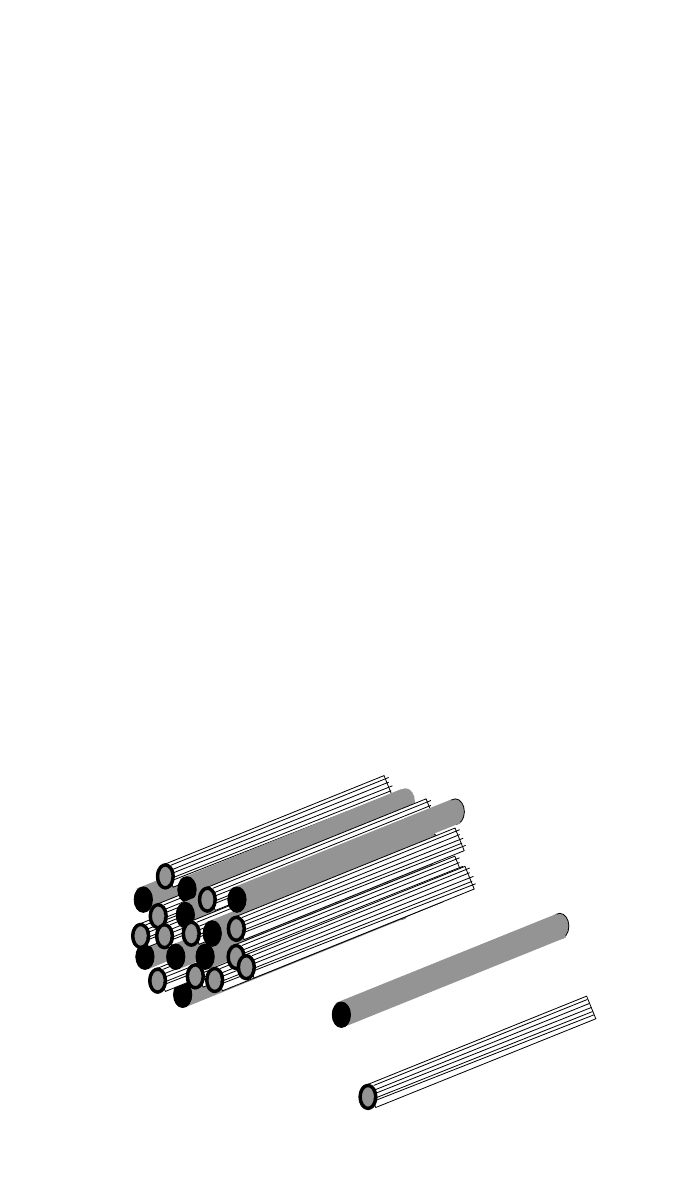
Commingled tow
Reinforcement fiber
Thermoplastic fiber
Fig. 45 Commingled tows are formed from an intimate, one-to-one, combination of reinforcing
fibers and textile fibers. These materials are now available commercially. They may be woven
into fabrics or used directly in tow placement technologies. Their main advantage over co-
woven materials is that the flow path is much shorter and processing therefore much faster.
adhesive. Once assembled, the laminate is consolidated by heat and pressure.
This may be carried out in an autoclave with vacuum bag, in which case the
mold/laminate assembly must be cooled to freeze the matrix before demolding.
The alternative is to heat the laminate separately, e.g., in an oven, and then press
between cold tools. The problem is to ensure that full infiltration is affected.
The problem with co-woven fabric is that the amount by which it must be
consolidated is greater than with conventional preimpregnated materials, because
the interstices between the fibers, both reinforcement and matrix fibers, and
between the woven tows are open, i.e., filled with air. This space, typically 30%,
must be eliminated to achieve a pore-free laminate. Another factor is that the
mean infiltration distance is of the order of one tow width, e.g.,
⬇1 mm, while
this is quite short, a significant time interval is necessary for the very viscous
liquid thermoplastic to fully infiltrate the tow. For this reason there has been
intensive development of the co-mingled fiber systems discussed below.
15.3 Commingled Tow Materials
In these materials reinforcement fibers are combined with thermoplastics fila-
ments within a single tow (Fig. 45). The result is a textilelike tow that may be
woven or placed directly. The advantage of this system is that infiltration dis-
tances are only of the order of the filament diameter—a few microns. The most
successful commercial system is a combination of E-glass and polypropylene
fibers, marketed under the name Twintex by the French company Vetrotex. This
material is available in a variety of woven fabrics that are easily draped and in
favorable circumstances may be processed by preheating the preform and press-
ing between cold dies. More complex shapes and thicker sections may require
hot pressing followed by transfer to cold tools for chilling. It is also possible to
filament wind or to use tow placement techniques where the tow and the work-
piece are heated locally at the point of application of the tow, so that it is