Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


1076 COMPOSITES FABRICATION PROCESSES
Once the resin is sufficiently cured, the heaters are switched off and the autoclave
cooled down to ambient with the pressure maintained. When sufficiently cool,
the pressure is reduced, the interior of the autoclave flushed with air, the doors
opened, and the molds removed. The whole process is likely to have extended
over 12–24 h. It will be clear that it is no simple matter to set the cure cycle.
It should also be appreciated that the cost of materials, labor, and other added-
value items making up an autoclave load is very high, so that faulty treatment
must be strenuously avoided. For this reason it is common practice to use com-
puter simulation packages, similar to that used to produce Fig. 23, to optimize
the cycle, having regard to the possible different thicknesses of the components
being processed in the same run.
5.10 Performance, Productivity, and Economics
Autoclave processed prepreg is acknowledged to offer the best mechanical per-
formance (stiffness and strength) of all composites systems. This is because a
high V
ƒ
is achieved, with precise control of fiber architecture, good dimensional
control, and high molding quality. The process is also very versatile in the variety
of component forms that may be produced, and it is often possible to gain from
parts consolidation, with consequent savings in assembly and inspection costs.
The downside is that the feedstock is the most expensive format for all fiber
types, capital equipment and/or labor costs are high, and the process cycle is
very time consuming. It would be very difficult to achieve a production rate of
more than 125 parts/annum from a single tool set, i.e., one part every two
working days. In the context of the aerospace industry, this may be acceptable
but this is less likely to be the case in other industries. Even within the aerospace
industry, there is intense pressure to develop more cost-effective techniques that
maintain structural efficiency and quality at acceptable levels. Foremost among
the contenders are RTM and resin film infiltration (RFI) and also some possi-
bilities with thermoplastics matrices. These are all discussed in subsequent sec-
tions.
6 OTHER PROCESSING OPTIONS FOR PREPREG
Although prepreg is mainly processed in the autoclave, there are some other
options. One of the most straightforward is to use a vacuum bag, as in the
autoclave process, but to cure in an oven or by application of radiant heat to the
mold. A number of low-temperature curing resin systems are available, allowing
cure at temperatures as low as 60
⬚C. These systems are also widely used for the
manufacture of tooling for autoclave and other processes. Another option, useful
for very large moldings, e.g., hull moldings for yachts, is to construct a tem-
porary enclosure around the mold, from tarpaulin or plastic sheet and heat with
hot-air blowers. Prepreg may also be used alone or with other reinforcements
for contact molding or press molding. Simple moderately curved shapes may be
hot press molded using an elastomeric counter tool. For nearly flat panels a
simple block of elastomer (e.g., a soft rubber) may be used, while for more
complex shapes a tailored counter tool is used. These may be manufactured
from castable polyurethane compounds.
7 RESIN FILM INFILTRATION 1077
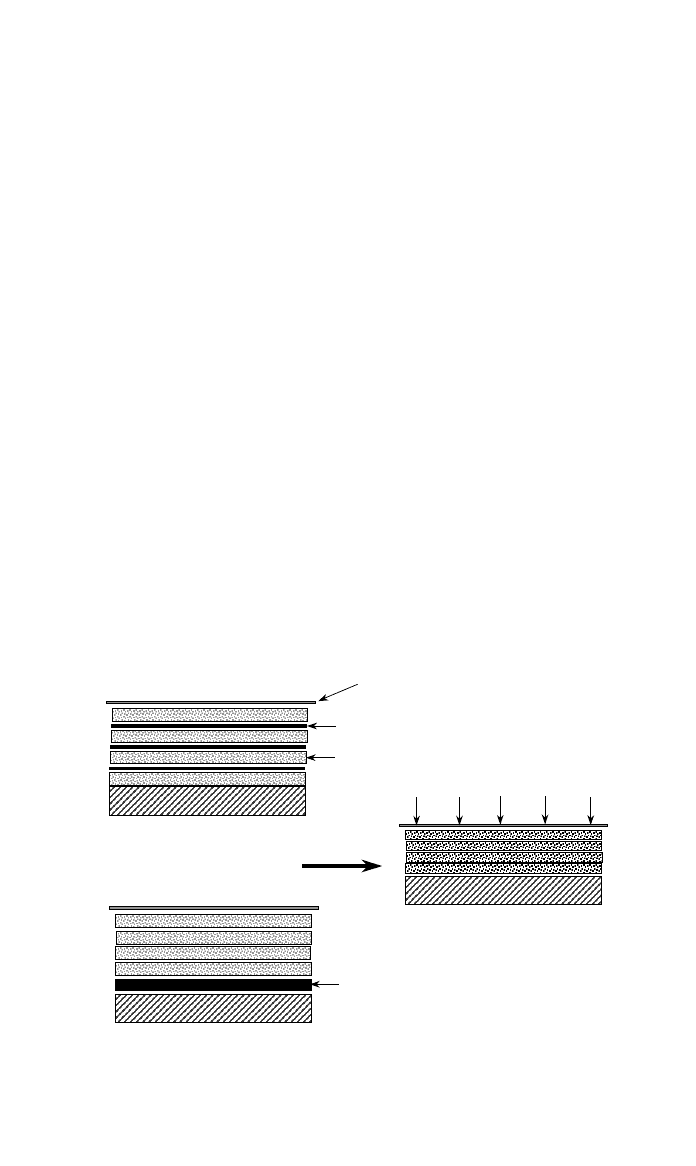
Vacuum bag
Resin film
Dry reinforcement
Thick resin tile
Consolidating pressure
1. Alternate plies of reinforcement
and resin film
1a. Resin tile under stack of reinforcement
2. Fully consolidated reinforcement
Fig. 24 An illustration of the principle of resin film infiltration (RFI). In 1 the reinforcement plies
are alternated with resin film. With this arrangement the infiltration distance is only the thickness
of a ply. The alternative system, 1a, uses a thicker resin layer (tile) placed under the whole lami-
nate. The flow distance in this case is the whole thickness of the laminate. This system may be
satisfactory for thinner laminates and when the resin melt viscosity is sufficiently low.
Resin tile may be a more economic form than resin film.
7 RESIN FILM INFILTRATION
7.1 Basic Principles
The principle of resin film infiltration (RFI) has been used for many years, but
the nomenclature RFI is comparatively recent. The concept is to use a dry re-
inforcement and to interleave it with resin, nominally in the form of a thin film.
Under pressure and heat the resin viscosity is reduced so that it infiltrates through
the reinforcement and ultimately cures. Processing conditions must be set so that
the resin completely infiltrates the reinforcement and porosity is eliminated. The
principle is illustrated in Fig. 24. Clearly more densely woven and thicker re-
inforcements will be less permeable and require a longer process window. The
resin systems also need to be selected to give an adequate window of low vis-
cosity before gelation. The advantages of this technique is that the dry reinforce-
ments are a much cheaper feedstock than prepreg, the resin film may be
accurately placed to ensure the correct fiber/resin proportion, and the infiltration
distance is very short, just the thickness of a single layer of the reinforcement.
This may be compared with the situation in resin transfer molding (RTM) where
the infiltration lengths may be of the order of 1 m (Section 8).
7.2 RFI with Autoclave Cure
The tooling and general setup are similar to that used for prepreg. The reinforce-
ment is typically lightweight woven or noncrimp fabric, usually of 200–600 g/
m
2
. The layers of reinforcement are laid on the mold and interlayered with the
resin film. This is usually supplied on a paper backing similar to that used for
prepreg. This is dispensed to give the required final V
ƒ
. Not all resin systems

1078 COMPOSITES FABRICATION PROCESSES
are suitable for the production of film, and in some cases thin cast slabs of resin
(tiles) are used. The completed lay-up is covered with release membrane,
breather, and vacuum bag and processed in essentially the same manner as pre-
preg. The economic advantages over prepreg stem from the use of the cheaper
fabric feedstock. The build rate is also faster than for prepreg due to the higher
areal density of the fabrics used. The resin cost is high due to the need to
manufacture it in film or tile form. The overall V
ƒ
achieved is likely to be
somewhat lower than with prepreg, and there is some loss of flexibility in de-
signing the laminate configuration. This results in slightly lower structural effi-
ciency, but this is usually more than compensated by the lower cost. Productivity
may be marginally better than with prepreg because of the faster build rate.
7.3 RFI with Press or Oven Cure
Instead of the autoclave the molding may be cured by vacuum bagging and oven
cure. Clearly this does not allow as much consolidation pressure as in the au-
toclave, but very satisfactory results may be obtained with some resin/reinforce-
ment combinations. Radiant or hot-air heating may also be used. Parts of simple
shape and moderate size may also be hot press cured using two part matched
tools or elastomer counter tools. There are considerable economic advantages
with these methods compared with the autoclave process, although there is
sometimes some performance loss due to lower V
ƒ
and higher porosity levels.
Productivity can be significantly higher due to the elimination of the lengthy
autoclave process.
7.4 Other RFI Options
The term RFI implies the use of a resin film, but this option is relatively expen-
sive. A viable alternative is to apply the resin, as a liquid, by spraying onto each
layer of reinforcement as it is placed on the tooling. The resin may be briefly
preheated to lower its viscosity for spraying. It will then thicken as it is cooled
by contact with the cold reinforcement. A novel development has been the in-
troduction of semiimpregnated reinforcements. These materials consist of two
layers of dry reinforcement with a layer of pasty resin sandwiched in between
(see Fig. 4). This material has a number of advantages. It is dry to handle and
may be easily cut to shape and placed in the mold. It also has a unique dead
handling characteristic. It is much less springy than normal dry reinforcements,
and, when draped over details on the tooling it tends to hold its shape. This
facilitates lay-up. It can be manufactured from all conventional forms of rein-
forcement, random mat, woven cloth, and noncrimp fabric, and the additional
cost is quite modest. It is manufactured in areal densities of up to 5000 g/m
2
,
which allow fast build rates, in E-glass fabrics. In combination with low-
temperature cure resins, it is a very attractive for the manufacture of large mold-
ings, using a vacuum bag with radiant or hot-air heating. This method has been
used for the production of wind turbine blades of over 25 m length.
8 RESIN TRANSFER MOLDING
8.1 Basic Principles
Resin transfer molding (RTM) is a relatively new term for a process that has
been used in various forms for many years and under various names. Essentially
8 RESIN TRANSFER MOLDING 1079
it involves infiltration of dry reinforcement in a closed mold. The variants depend
on the type of tooling, the method for inducing the resin to infiltrate, and the
resin cure temperature. The following are the main variants:
RIM Reaction injection molding
RRIM Reinforced reaction injection molding
SRIM Structural reaction injection molding
RTM Resin transfer molding
VARI Vacuum-assisted resin injection
VARTM Vacuum-assisted resin transfer molding
SCRIMP Seeman composites infusion molding process
Some of these are discussed in detail in this and later sections. There follows a
brief description of each.
1. RIM. This term is generally used for moldings manufactured by injecting,
at high pressure, a reactive blend of precursor chemicals that rapidly cure. The
classic system uses polyurethane chemistry and approximately equal proportions
of an isocyanate and a polyol are reacted to form a polyurethane. The resin is
not reinforced, so this is not a composite. The cured polyurethane may be for-
mulated to be hard and rigid, a flexible elastomer, or either rigid or flexible
foam. Cure time is of the order of 1 min and molds are unheated, but there is
some heating due to the cure exotherm. Alternative resins may be based on
polyester or polyamide chemistry, but these not widely used. While RIM is not
a composite system, similar chemistry and process principles may be used for
composites manufacture.
2. RRIM. This is a reinforced version of RIM. The same polyurethane chem-
istry is used but very short chopped, or milled, glass fibers are dispersed in the
polyol component. The molding procedure is similar to that for RIM, but the
cured material will be reinforced with the glass fibers. The fibers must be very
short so that they can be pumped through the injection system, and for similar
reasons the fiber loading must be quite low. Fibers cannot be dispersed in the
isocyanate component because they initiate chemical reactions that would reduce
the pot life of the isocyanate and interfere with the cure process. The total V
ƒ
in the final molding is likely to be less than 0.15, and this, combined with the
very short length, means that the degree of property enhancement is low. How-
ever, the reinforcement is sufficient to improve the dimensional stability of the
moldings and is most useful for soft components: e.g., automobile interior mold-
ings and front-end moldings designed to protect pedestrians in the event of
collision.
3. SRIM. This a true RTM process. Similar urethane technology is used but
dry reinforcement is placed in the mold and, after mold closure, the resin is
injected. It infiltrates the reinforcement and cures in about 1 min. A schematic
of the basic principle is shown in Fig. 25. This process is widely used for the
manufacture of automobile and truck dashboards. The resin formulation is de-
signed to provide some protection to the occupants in case of accident. Rigid

1080 COMPOSITES FABRICATION PROCESSES
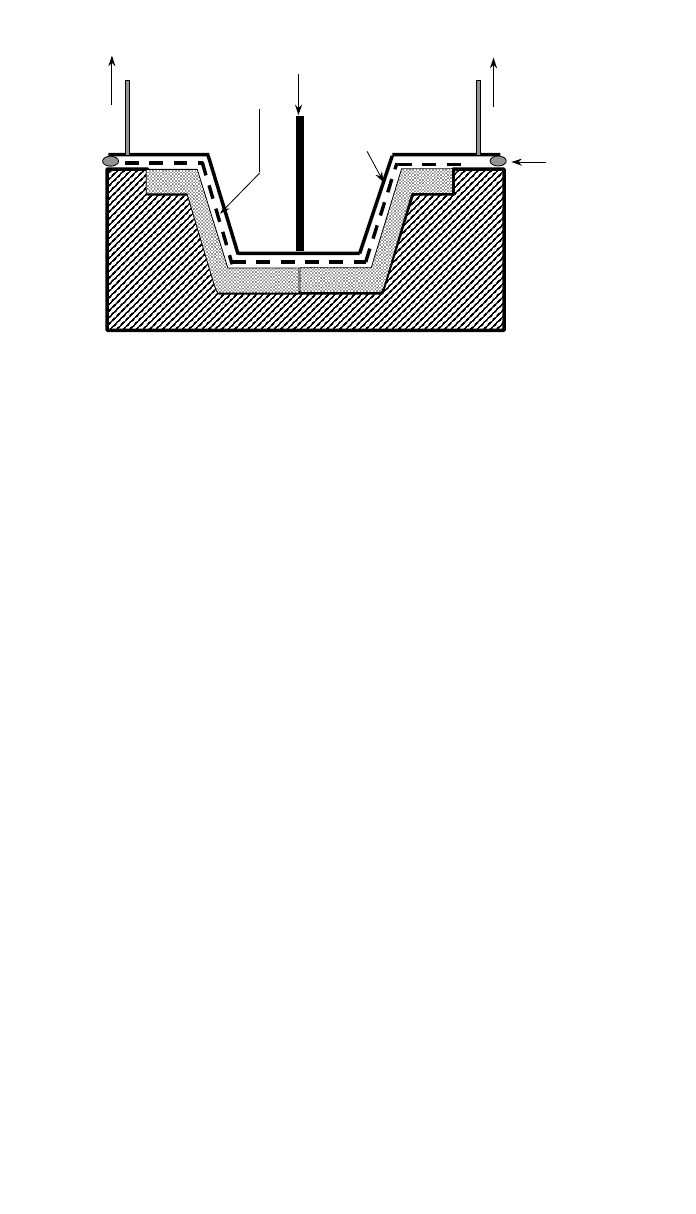
1. Preform placed in mold 2. Mold closed resin injected
Fig. 25 Illustrates the principle of both SRIM and RTM. The dry reinforcement, usually as a
preform, is placed in the open mold. The mold is then closed and the liquid resin injected into
the cavity to fully infiltrate the reinforcement. The difference between the two processes is that
in SRIM a rapidly injected polyurethane resin curing in 1–2 min is normally used. In RTM, con-
ventional UPE and epoxy resins with substantially longer processing times are used.
resin formulations may also be used. The reinforcement is most often a fairly
open random chopped strand. This provides high permeability so that the resin
may be rapidly injected. If the permeability is too low, pressure gradients may
build and distort the reinforcement. Fiber loadings of 0.1–0.25 are common, and
this provides a useful level of property enhancement, especially dimensional
stability at slightly elevated temperatures.
4. RTM. This is similar in principle to SRIM. The reinforcement is preplaced
in the mold and the resin injected after mold closure. In RTM a much higher
V
ƒ
may be achieved and consequently the lower permeability of the reinforce-
ment means that much slower infiltration over a longer period is the rule. Lower
pressures allow for use of less robust and cheaper tooling. Cure times are seldom
less than 20 min and often extend to several hours. Variants involve the type of
tooling, infiltration pressure, and cure temperature. These are discussed at length
below.
5. VARI. Has been used for many years. It is simply RTM in which a vac-
uum is applied to the cavity so that the resin is forced into the mold by atmos-
pheric pressure. Preevacuating the cavity helps prevent air being entrapped in
the molding, a hazard when only a positive pressure is applied.
6. VARTM. This is a more recent nomenclature for VARI; it is identical. It
is probably a reinvention.
7. SCRIMP. This is also a recent term for a essentially well-established
variant of RTM. SCRIMP is a patented proprietary process, but some aspects of
the principle are used in other nonproprietary processes. This uses a single-sided
tool with a vacuum bag. A vacuum drawn between the bag and the tool induces
resin flow into the reinforcement by atmospheric pressure. The novelty of the
SCRIMP process is the use of a sacrificial mesh, illustrated in Fig. 26, between
the lay-up and the bag. This acts as a permeable feeder ply, allowing resin to
flow rapidly over the entire area of the molding and then to flow transversely
through the thickness of the reinforcement to complete the infiltration. Earlier
practice was to incorporate layers of CSM on top of or between layers of denser
reinforcement to accomplish similar ends.
8.2 Basic Process Details
The principal variables of the process are the type of tooling, the method of
resin transfer, and the cure temperature. There is also the question of size and
8 RESIN TRANSFER MOLDING 1081
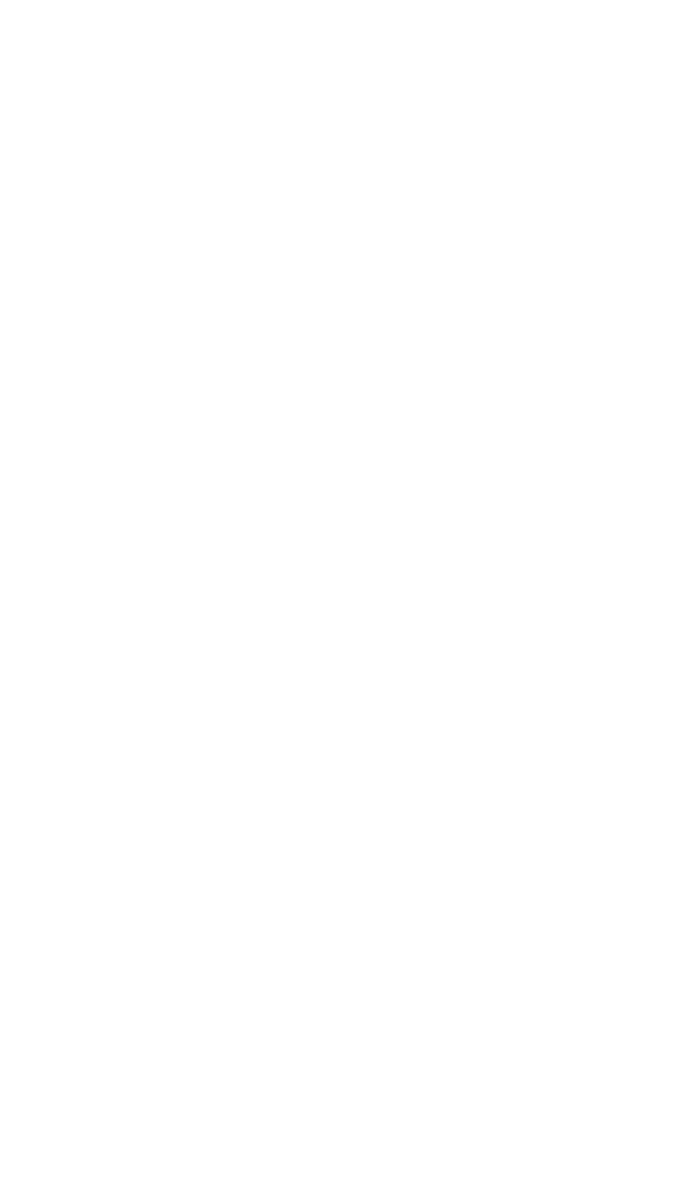
Vacuum lines
Resin injected
through vacuum bag
Vacuum bag
Permeable
distributor
membrane
Bag sealed
to mold
Fig. 26 In the SCRIMP process, a single-sided tool is used and a permeable distributor
membrane is incorporated. The membrane allows the resin to flow rapidly over the entire sur-
face of the molding, so that the infiltration distance is only the laminate thickness.
This results in much faster infiltration than conventional RTM and is especially suited
to moldings of large surface area.
required production rate. RTM is used for manufacture of parts ranging in weight
from less than 1 kg to over 1 ton and this has a profound effect on the type of
tooling that is viable and to both transfer pressure and cure temperature. An
important feature of the process is that the mold is sealed and consequently
vapor emissions are much reduced compared with contact molding.
Tooling may be composite or metallic. Most large molds are composite,
smaller tools may be composite for short runs but metal for long runs. If high
pressure or hot cure is used, it is generally necessary to use metal tooling.
Conversely high pressure is not appropriate for very large parts due to the need
for very robust tooling.
Most RTM is carried out with matched tooling in which the cavity is precisely
defined. In the case of large molds the two halves may be bolted or clamped
together for the molding operation. Smaller molds may be mechanically opened
and closed, e.g., in a press. The SCRIMP process and variants use one-sided
tooling sealed with a vacuum bag. This is much cheaper than matched tooling
but does not result in a fair surface on both sides of the molding. Furthermore,
pressure infiltration is not an option, only vacuum may be used. This can lead
to higher levels of porosity than if pressure is used. It can be difficult to effi-
ciently infiltrate moldings of high surface area, which are made up from high
V
ƒ
reinforcements, owing to the combination of long infiltration paths and low
in-plane permeability. This problem is overcome in the SCRIMP process by
using a high-permeability mesh ply, under the vacuum bag covering the whole
molding area. A permeable peel ply is placed between this mesh and the top
plies of the lay-up. This may be a layer of PTFE-treated glass cloth, similar to
that used under the resin bleed ply in autoclave molding. The resin infiltrates
rapidly through the mesh and then passes through the peel ply and into the lay-
up. Although the permeability of these layers may be quite low, the infiltration
path is very short, just the thickness of the molding, so that complete infiltration
is attained in a reasonable time. After cure the peel ply and mesh are stripped
from the surface of the molding and discarded.
1082 COMPOSITES FABRICATION PROCESSES
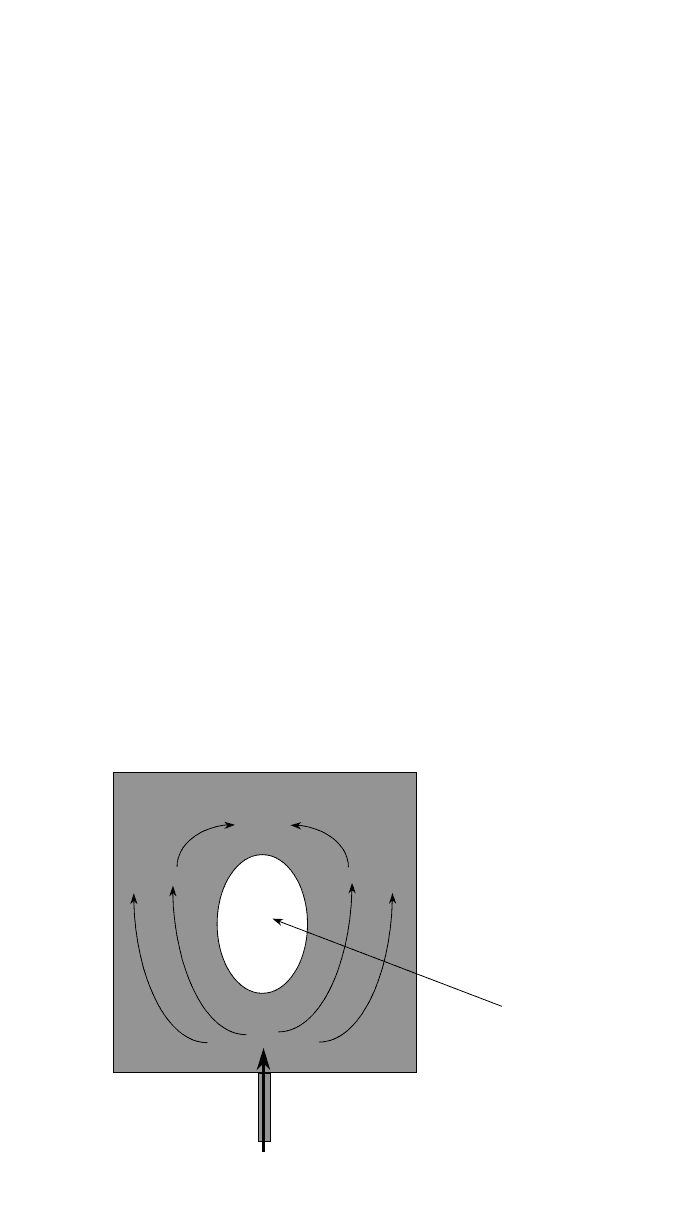
Uninfiltrated pocket
Resin injection gate
Fig. 27 Uncontrolled flow in RTM processes can lead to the formation of unwetted pockets as
illustrated in this schematic. These may be avoided by proper positioning of the inlet gates
and by control of the flowrate.
The transfer of resin into the tool may be assisted by vacuum, gravity, or
positive pressure or a combination of these. Vacuum is simple to engineer, and,
provided the tooling is sufficiently robust, there need be no problems due to
mold distortion. The resin is forced into the mold by atmospheric pressure.
Preevacuating the mold before opening the resin port removes most of the air
and vapor from the mold interior and helps prevent noninfiltrated areas. It is
often necessary to restrict the flow of resin to prevent racetracking. Streams of
resin flow through the mold sealing off pockets of reinforcement that then never
fill (Fig. 27). The general strategy is to admit the resin at the bottom of the mold
and to vent around the upper periphery. The riser tubes lead through resin traps
to a vacuum manifold. If the resin flow is correctly throttled, the mold fills
uniformly from the bottom, and filling is indicated by the appearance of resin
in the transparent risers. These are then shut off, pinched, to stop further resin
flow and prevent resin getting into the vacuum system. Further assistance may
be provided by arranging a positive head of resin above the inlet port and also
above the highest point of the mold so that there is gravity assistance. Low-
pressure assistance may be arranged by use of a pressure pot, where the resin
container is subjected to an overpressure of gas, usually nitrogen, at pressures
of up to about 5 bars. This may be used in conjunction with preevacuation, but
once all the risers have been pinched off a positive hydrostatic pressure is gen-
erated within the mold cavity. This ensures complete filling and will reduce
porosity by collapsing bubbles and forcing vapors into solution in the resin.
Higher pressures may be achieved by the use of a positive displacement resin
pump. Pressures of up to 10 bars are commonly used. The pump generates a
constant flowrate and the pressure does not build up until the mold is full. Again
preevacuation is beneficial.
The next consideration is cure temperature. Ambient curing systems are
widely used, and these must be formulated so that the resin viscosity remains

8 RESIN TRANSFER MOLDING 1083
sufficiently low, typically ⬍100 Pa/s, for the time interval necessary for full
infiltration to occur. The consequence of this is that gel time will normally need
to be at least double the infiltration time and that the time to demoulding will
be of the order of 5 times the infiltration time. The cure process may be speeded
up by the application of heat after the mold has been filled. Small molds may
be placed in an oven and large molds may be heated by radiant heaters or blown
hot air. With composite tooling the maximum cure temperature is unlikely to be
much more than 100
⬚C. If metal tools are used and buried heaters are used, the
molds may be heated directly to higher cure temperatures, typically 120–180
⬚C.
Electric cartridge heaters, circulating hot oil, and steam heating can be success-
fully used for mold heating. In general with thermoset resins the parts may be
ejected hot. To avoid having to cool the molds between cycles, it is advantageous
to keep them continuously at the cure temperature. The reinforcement is placed
into the hot, open mold, and after closure the resin is injected. The danger with
this system, especially if there are long flow paths, is that the resin should gel
before infiltration is complete. A further strategy is to preheat the resin to a
temperature lower than the cure temperature, e.g., 50–70
⬚C. This lowers its vis-
cosity allowing faster infiltration. Clearly great care must be exercised to for-
mulate the resin and control the temperatures so that full infiltration is ensured
and cure is achieved in the shortest reasonable time, so that productivity is
maximized.
8.3 Low-Pressure, Ambient Cure RTM
This is the longest established version of the process. In most cases two-part
matched tooling is used. For short runs composite molds are used, but the sup-
porting structure needs to be more robust than for ordinary contact molding.
According to the size and complexity of the part, the reinforcement is either laid
directly into the mold or a preform is separately made up and simply placed in
the open mold. The mold is then closed and the resin infiltrated into the rein-
forcement. There are several strategies for resin infiltration: The attraction of the
system is that very large moldings can be economically made this way with
relatively cheap and simple tooling. Using matched tools means that dimensions,
especially thickness, is more precisely defined and all surfaces are fair. A gel
coat may be used to enhance surface finish, or color, if required in the same
way as with contact molding. In large moldings, e.g., the hull of a 10-m sailing
yacht, the reinforcement is laid in the mold. This may take several days. A
variety of inserts, such as foamed sheet to form sandwich sections or timber
pads for reinforcing mounting points, may be incorporated into the reinforce-
ment. Pressure infiltration is not usually an option with large moldings but a
combination of preevacuation with gravity-assisted infiltration, i.e., maintaining
a hydrostatic head of resin, can be used.
For smaller moldings it is common to use preforms, as this reduces the length
of time that the molds are being prepared. Composite tooling is adequate for
short runs, but metal is preferred for larger numbers of moldings. The tools may
be mounted in a press, which facilitates opening and closing and also enables
the injection system to be permanently connected. Higher pressures may be used
and, since resin flow paths will be much shorter, infiltration time will be faster,
so that faster curing resins may be used with, consequently faster, mold turn-
around time. A combination of low pressure, 1–5 bars, with vacuum is typical.

1084 COMPOSITES FABRICATION PROCESSES
When positive pressure is used, the risers over the vent ports may be closed
once the resin has infiltrated, so that a positive hydrostatic pressure is generated
in the cavity. This ensures complete filling and reduces porosity by collapsing
air or vapor bubbles.
8.4 High-Pressure RTM
This is applicable to fairly small components, area ⬍2m
2
. In this case metal
tooling is used and hot cure is normal. The molds are normally operated in a
press, facilitating opening and closing and providing the means to hold the tool
closed against the injection pressure. Pressures of 5–10 bars are common, and
the mold cavity is preevacuated. Preforms are the preferred form of reinforce-
ment when cycle times of
⬇15 min are possible with small components.
8.5 Manufacture of Preforms for RTM
Many laminating processes may be speeded up by the use of preforms. This
enables the whole lay-up process to be completed before the mold is loaded.
Effectively preform manufacture and molding can be carried out concurrently.
This can often double the rate of production from a molding station.
The main objectives in preform manufacture are to assemble the necessary
layers of reinforcement and then to consolidate them sufficiently so that they
may be placed in the tooling. The problem is excessive bulk, which might ob-
struct mold closure. The consolidation is effected by precompressing and the
use of binders, which may be heat set. The choice of type and proportion of
binder is vital for successful preform manufacture. Many reinforcements are
available already treated with a suitable binder system. In other cases it may be
necessary to apply binder during preform manufacture, usually by spray or as a
powder. The binders may consist of a similar resin to that used for the matrix
or either a thermoset or thermoplastic that is compatible with the system being
used. The binders are either B-staged thermosets (solid or pasty at ambient
temperature) or thermoplastics with softening temperatures of about 100
⬚C.
When the reinforcement is preheated and then compressed and allowed to cool
under pressure, the binders melt and then freeze, stabilizing the preform in the
compressed state. The sequence of operations is to lay up the required reinforce-
ments in an auxiliary half mold. This is then heated by radiant heaters, blown
hot air, or sometimes microwave to soften the binder, before being compressed,
either using a vacuum bag or between cooled shaped tooling. The principle for
building up details using this technique is shown in Fig. 28.
Simple random preforms are manufactured by blowing chopped strand onto
a mesh shape on a vacuum box. This is similar to the spray-up process described
in Section 3. When the preform is of the required thickness (the weight is usually
checked), it is consolidated as described above. The periphery may also be
trimmed after consolidation. The finished preforms are sufficiently robust to be
handled with care. They are delivered to the molding station for final processing.
More complex preforms may be constructed from random mat, woven, and
noncrimp fabrics and from braided or knitted materials. In some cases it is
necessary to heat set individual plies before they are assembled on the preform
(e.g., to form stiffening ribs—Fig. 28). Such preforms may require several hours
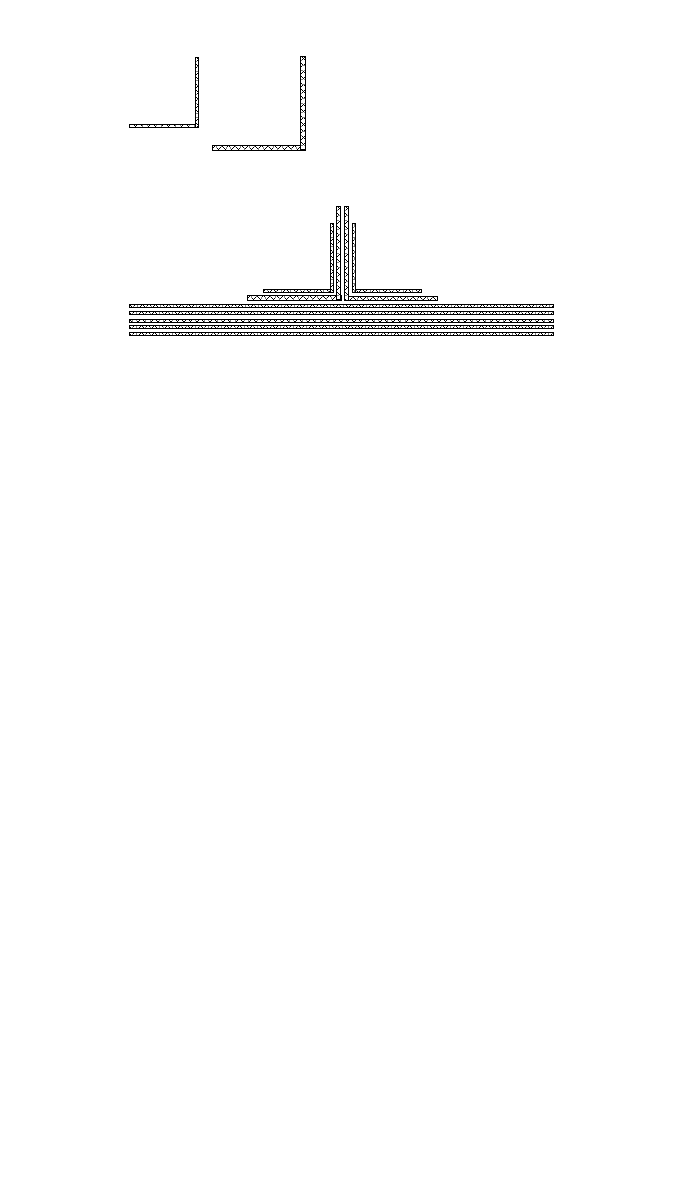
9 FILAMENT WINDING AND TOW PLACEMENT 1085
Angle sections formed by bending
strips of fabric containing a
thermosoftening binder
Flat reinforcement and preformed angle sections assembled
to form a stiffening rib. Heat tacked into place.
Fig. 28 Complex detail may be built into a preform by using thermoformable reinforcements.
These incorporate a thermoplastic binder so that they may be heat-set before assembly to form
the preform. This is illustrated by a blade stiffener built up from thermoformed tapes.
of hand work to manufacture and a sufficient number of parallel preform man-
ufacture cells must be set up to match the molding rate of the final tool.
Another strategy is to use an auxiliary tool (or a number of such tools) on
which the preform is assembled and preconsolidated. The whole auxiliary tool
complete with preform may then be loaded into the main tool. Effectively the
auxiliary tool is a thin shell that accurately matches the bottom half of the main
tooling. It needs to be much less robust than the main tooling, just sufficient to
allow it to be handled between the preform assembly cell and the molding
station. It is a much more economical option than having duplicate molds. The
auxiliary shells may be composite or even formed sheet metal. They may be
regarded as disposable, being used to produce a short run of moldings before
being replaced, while the wear and tear on the main tool is reduced and its
useful life extended. A schematic layout using auxiliary tooling is illustrated in
Fig. 29.
9 FILAMENT WINDING AND TOW PLACEMENT
9.1 General Concepts
These are two related processing concepts in which continuous fiber roving is
directly formed into a component. This is attractive because continuous roving
is usually the cheapest format of the reinforcement fiber, as there is no down-
stream process cost after fiber manufacture. The basic principle is that dry fiber
rovings are impregnated with resin and laid down on a tool or former in the
required sequence to generate the desired reinforcement configuration. The use
of single rovings facilitates impregnation by the matrix resin and also the con-
tinuous uniaxial fiber arrangement gives the possibility of achieving very high
fiber fraction in the final product; V
ƒ
⫽ 0.8 is typical. The rovings are maintained
very straight and in a precise lay-up. All these features contribute to the reali-
zation of excellent mechanical properties and structural efficiency. Both pro-