Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

1056 COMPOSITES FABRICATION PROCESSES
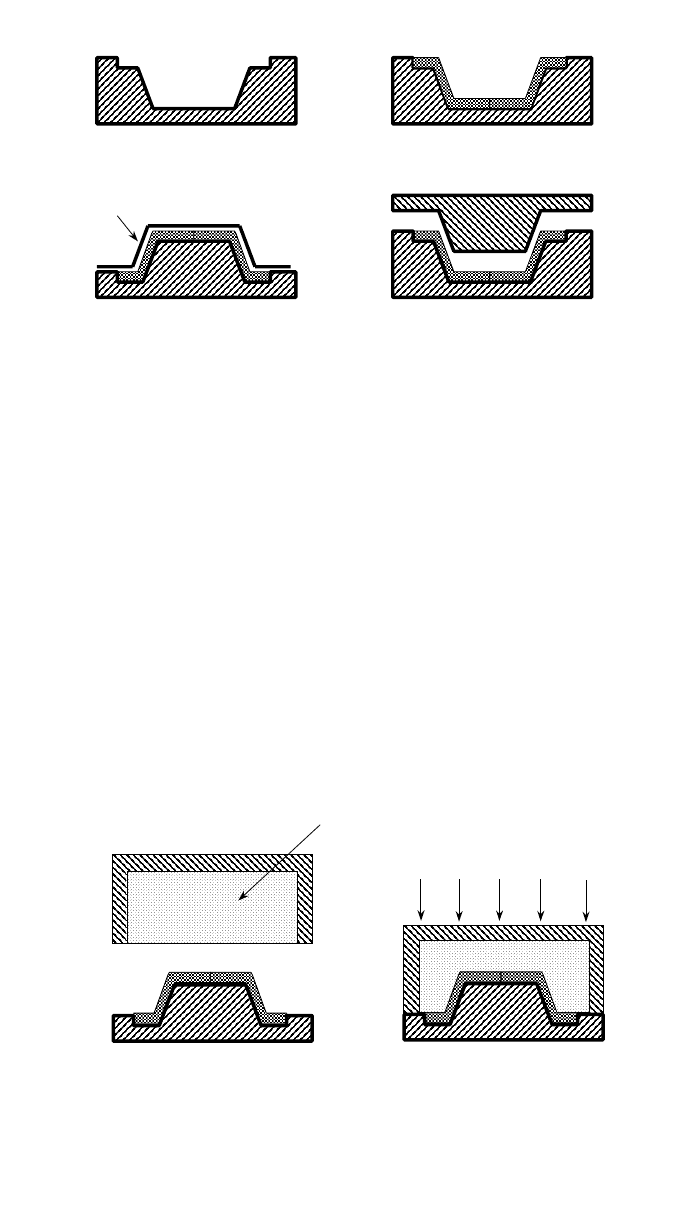
Female mold Part laminated into female mold
Part laminated onto male mold
Principle of two-part closed mold
Optional vacuum bag
Fig. 10 There are several options for contact molding composite laminates. Single-sided tool-
ing of either male or female form may be used, in conjunction with vacuum bag consolidation,
if required. Enhanced shape definition and surface finish may be obtained by using
two-part tooling, normally set in a press.
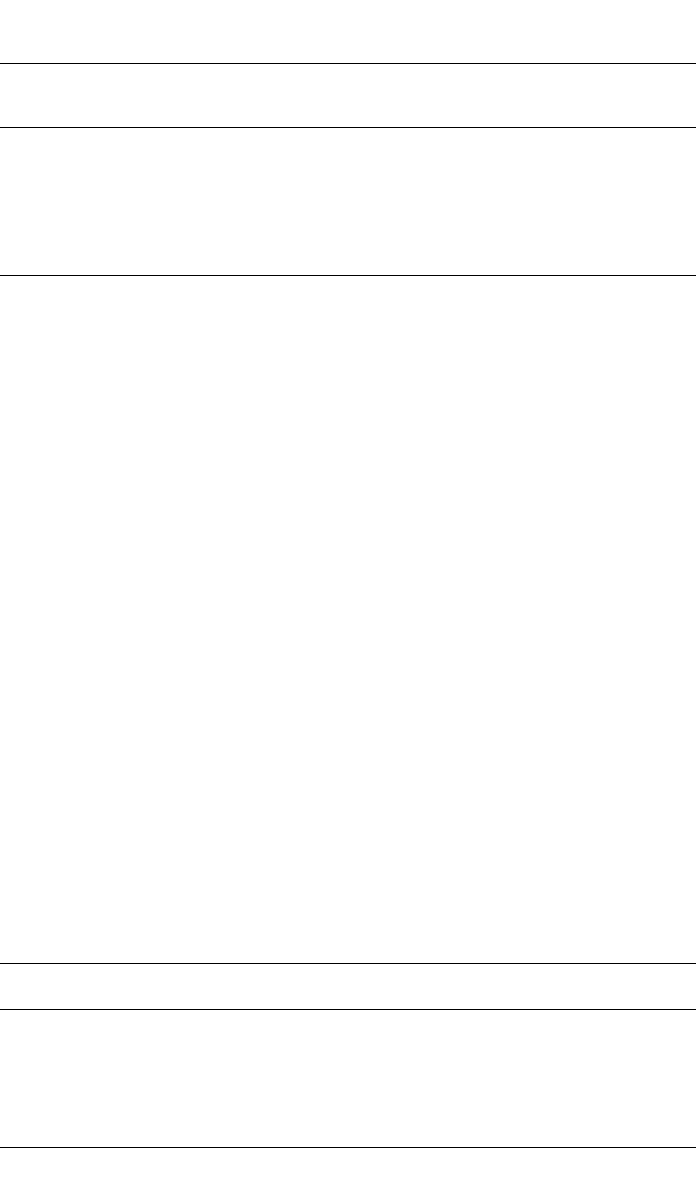
Soft elastomeric counter tool
1. Laminate on male tool
2. Press closed - compressed
elastomer consolidates laminate
during cure
Fig. 11 Pressure consolidation may be effected by use of single-sided tooling with an elasto-
meric counter tool setup in a press. For parts of moderate curvature and draw a simple block
of elastomer may suffice. More deeply formed shapes will require the counter tool
to be shaped. The elastomer tool is normally a much less costly option than
conventional matched tooling.
(⬎10 bars) and high-temperature (⬎200⬚C) molding processes including SMC
and BMC.
It is difficult to provide any reliable estimate of tooling cost without detailed
information of the size, complexity, and molding conditions. However, the cost
of a simple one-sided composite tool is in the region of $5000–$10,000 for a
tool of 1-m
2
plan area. Matched tools would cost 2 –3 times as much, and
1
–
2
metallic tooling 5–10 times. These are substantial costs and contribute signifi-
cantly to the cost of the product.
2.5 Rate of Build
The rate at which a part can be laid up is a vital aspect of productivity for all
laminated composite structures. This is determined by the method of lay-up and

2 BASIC PRINCIPLES FOR PROCESSING 1057
the areal density of the reinforcements. Most construction is still hand laid and
therefore the choice of reinforcement is the most important factor. The labor
costs of laminating tend to be one of the critical cost factors, and this is strongly
influenced by the number of plies that need to be laid. To maximize the build
rate and to minimize lay-up costs, a heavy reinforcement is preferable, but in-
filtration, consolidation, and drape may be compromised if the reinforcement is
too heavy. In the case of thinner laminates the specified configuration may re-
quire several plies to be laid at different orientations. Thus, if a quasi-isotropic
laminate is specified, there must be a minimum of 8 plies of uniaxial reinforce-
ment (e.g., prepreg) in the configuration [0
⬚,90⬚, Ⳳ45⬚]
s
or four plies of balanced
woven fabric in the sequence [0
⬚/90⬚, Ⳳ45⬚, Ⳳ45⬚,0⬚/90⬚]. This leads to a
minimum thickness of 1 mm if standard uniaxial or woven prepreg is used. A
heavier reinforcement such as a woven glass fabric of 1250 g/m
2
would give a
molded thickness of 1 mm for one layer, but the only configurations would be
0
⬚/90⬚ or Ⳳ45⬚. Alternatively two plies of a four-layer [0⬚,90⬚, Ⳳ45⬚] noncrimp
fabric of 625 g/m
2
would produce a 1-mm quasi-isotropic laminate. If drape
were a problem, then a lighter-weight satin weave fabric, e.g., eight plies of 160
g/m
2
, might be the better choice. For thicker laminates, where drape require-
ments are less severe, heavier reinforcements may be considered.
In the aerospace industry it is common to design complex laminates incor-
porating several thickness changes, cutouts, and other features. These must all
be implemented while maintaining the basic configuration, balance, and sym-
metry of the laminate. This leads to the choice of thin uniaxial or woven prepreg,
even for laminates that are very thick in their thickest regions. Laminates of
over 20-mm thickness containing 160 plies are typically specified. This imposes
a very considerable cost penalty in comparison with a simpler laminate made
up from heavier reinforcements. The enhanced performance must be balanced
against this cost penalty. There is currently considerable effort within the aero-
space industry to develop manufacturing technologies that reduce processing
costs, especially labor, while maintaining acceptable levels of performance.
An alternative approach is to use automated lay-up. This generally implies
use of computer-controlled tow or tape laying equipment. For laying tape the
machinery consists of a moving gantry with a tape laying head with 4–6 axis
positional control. This is controlled by software linked to a computer-aided
design and manufacturing (CAD/CAM) package to lay down a series of strips
of tape to comply with the specified lay-up and part geometry. This equipment
is suitable for making flat or shallow curvature panels, which may be sometimes
subsequently further shaped. The equipment is costly but once set up, completely
automatic. Quality and reproducibility are very good, but production rate is not
always much higher than for hand lamination. This is due to the use of quite
narrow tape, 50–600 mm, and a laying speed of only 1–5 m/s. The economics
are generally more advantageous for the manufacture of large panels, e.g.,
⬎2
m length, where manual positioning of large sheets of reinforcement is difficult.
2.6 Economic Implications of Choice of Feedstock
A wide range of feedstock options are available; these range from the raw fiber
tows in spool form, through the range of woven and nonwoven sheet materials,
to the precompounded materials such as prepreg and SMC. There is an added
cost associated with every operation performed on the fiber to convert it into
1058 COMPOSITES FABRICATION PROCESSES
Table 3 Typical Costs of Basic Fiber Rovings (2000)
Fibre Type
Typical
Weight
(tex)
Price
Range
(US$/ kg)
Approximate Annual
World Production
(ton)
E-glass roving 1,200 2– 5 4 million
Aramid roving (yarn)
(e.g., Kevlar 49)
300 10–20 10,000
High-strength carbon
(e.g., T-300)
900 5–20 18,000
Intermediate modulus carbon
(e.g., T-800)
350 100–200 ⬍2,000 (estimated)
Table 4 Typical Costs of Converted Fiber Reinforcements—US$ / kg (2000)
Reinforcement
Format E-glass
Aramid
(Kevlar 49)
Carbon
(T-300)
Carbon
(T-800)
Fiber roving 3.75 15 15 120
Chopped strand mat 5.0 N /A
b
N/A N/A
Woven fabric 24 43 44 108
Noncrimp fabric 38 63 65 147
Uniaxial prepreg
a
65 95 135 220
Sheet molding compound
a
7.0 N/A N/A N/A
a
These formats include the resin.
b
N/ A, not usually available in this format.
the feedstock of choice, and this must be offset against possible savings in the
downstream processing operations. If dry reinforcement is used, then the matrix
resin must be separately acquired and downstream processes must involve infil-
tration of the reinforcement. The alternative would be to purchase preimpreg-
nated feedstock, such as prepreg, at a cost premium and then eliminate the need
for infiltration downstream. Similar arguments may be used for the use of mul-
tilayer noncrimp fabrics in place of simple cloth or mat. In this case the lay-up
process would be simplified at the cost of using more expensive feedstock.
Typical costs of some of the more widely used feedstock materials are sum-
marized in Tables 3 and 4. These values should be used with caution as actual
prices vary widely according to availability, demand, the exact specification of
the material, and, of course, the quantity to be purchased. The likely availability
is indicated by the annual production figures. Thus E-glass is a commodity
material and is readily available in all formats, but intermediate modulus carbon
must often be specially ordered. The values quoted in Table 4 are based on
actual quotations, obtained in 1998 and adjusted for inflation. Close analysis
reveals several anomalies, but these are due to market forces at the time of
quotation.
3 CONTACT MOLDING
3.1 Principles
Contact molding is the original process used for the manufacture of composite
laminates; it is still very widely used and there are many modifications and

3 CONTACT MOLDING 1059
derivatives of the basic process. A single-sided tool is used, and this may be of
either male or female form. The lamination surface of the mold is usually smooth
and glossy, it is treated with suitable release agents to prevent adhesion of
the laminate. These release agents are typically waxes and either silicone or
poly(tetrafluoroethylene) (PTFE) suspensions. In the basic process, a layer of
sheet reinforcement is laid on, or in, the mold, and then liquid resin is applied
by brush or spray. The resin is worked by hand using brush or roller so that a
uniform spread of resin and full impregnation, wetting out, of the reinforcement
is achieved. A second layer of reinforcement may then be applied and resin
worked into that layer as before, and so on, until the required number of plies
have been laid. If a smooth glossy and/or colored surface is required, it is usual
to brush or spray a gel coat consisting of a layer of a thixotropic resin with
filler and/or pigment on to the prepared mold surface, and to allow it to gel
before the first layer of reinforcement is applied. The most usual choice of resin
is an unsaturated polyester (UPE). This is of a syrupy consistency and is for-
mulated to cure at shop temperature, e.g., 15–25
⬚C. When the resin is fully
cured, the part may be removed from the mold, the mold prepared for another
molding, and the process repeated.
3.2 Key Factors and Variations
Choice of Resin
Unsaturated polyester resins are very versatile, many variants are available, and
their processing characteristics may be further modified at the point of molding
by variation of the choice and proportions of initiator and accelerator added to
the basic resin. The initial choice of resin involves its chemical formulation,
viscosity, basic cure characteristics, and fire and smoke characteristics. The main
resin types are ortho-phthallic, iso-phthallic, tere-phthallic, and bisphenol-based
resins. The ortho-phthallic resins are economic general-purpose materials; iso-
phthallic and tere-phthallic are premium grades offering superior performance
especially in wet environments. Bisphenol resins are used for superior resistance
to a number of chemical environments. Detailed recommendations are available
from the suppliers. Most resins can be supplied with fire-retardant additives to
improve their behavior when exposed to fire hazard. Fillers and pigments may
also be incorporated in the resin to provide self-coloring and also to improve
the surface smoothness, especially if the part is to be subsequently painted. It is
generally considered that solid fillers and pigments impair the resistance of the
resin to environmental hazards, so that unfilled and unpigmented systems are
preferred when the component is destined to be exposed to water or chemical
hazards, e.g., the underwater areas of yachts and motor boats. Viscosity is an
important factor. Low viscosity improves the rate of wetting out and infiltration
but can lead to resin run-off from vertical molding surfaces. A consistency sim-
ilar to that of a medium lubricating oil is a common compromise, and there are
often additions to promote thixotropy; this property allows the resin to thin when
worked, e.g., with a brush or roller, but to thicken again when the working
operation ceases. This allows good wetting out and reduces run-off. Alternative
resin systems include the vinyl-ester and epoxy resins. The former may be pro-
cessed in essentially the same way as the UPE resin and offer superior properties

1060 COMPOSITES FABRICATION PROCESSES
under some service conditions. The epoxy resins are considerably more costly
than UPE, they are superior for higher temperature operation, and while widely
used, they are not often processed by contact molding.
Resin Formulation
The resins are formulated by blending an initiator and often an accelerator with
the basic resin. The initiator (often designated catalyst in the industry although
most are not strictly chemical catalysts) is always added just before processing.
The accelerator is often added to the resin by the supplier but may also be added
at the point of processing. Accelerators and initiators must never be mixed di-
rectly owing to the risk of a violent chemical reaction or explosion. The accel-
erator is first thoroughly mixed into the resin, and then the initiator may be
added and also thoroughly mixed. The combination of resin, accelerator, and
initiator set the cure temperature range, the cure rate, the pot or shelf life, the
gel time, and the cure time. Unsaturated polyester resins can be formulated to
cure in times varying from less than 1 minute to over 24 h. The formulation
must ensure that the resin remains workable, i.e., liquid and not too high a
viscosity, for as long as it takes to lay and wet-out at least one layer of the
reinforcement. In the case of small moldings, which might be completely laid
up in an hour or two, it is common to formulate the resin to remain workable
through the whole laminating process, but for large moldings the laminating
operation may extend over several days and the resin is allowed to gel after each
layer has been applied. However, it is imperative that not too long a period
elapse before further layers are applied, otherwise bonding may be inadequate.
Typically, a period of up to a week is permitted. At the end of the resin working
period gelation occurs quite suddenly. The resin ceases to be liquid and, although
still quite soft for a period, any attempt to work it would result in resin fracture.
Once the laminate is complete, it is generally desirable that the resin cures in
as short a time as possible. The molding may then be removed from the tool,
demolded, and the tool may then be reused. Typically if gelation takes place
after 1 h, then demolding will be possible after about 5 h.
Cure Temperature and Cure Time
Unsaturated polyester resins with no added accelerator need to be cured at el-
evated temperatures in the range of 70–160
⬚C. The exact temperature of cure in
this range is determined by the choice of initiator, several of which will be
recommended by the resin supplier. They have storage lives of upward of 1 year
in a dark cool environment. The addition of an accelerator is required for cure
at shop temperature, when satisfactory cure may be affected at temperatures
above 15
⬚C, although 20–25⬚C is usually considered more satisfactory. Increas-
ing the proportion of initiator results in a faster cure. UPE resins can be cured
in less than 1 min, even at 20
⬚C, or the cure extended to several hours. An
alternative strategy is to formulate the resin to cure at an elevated temperature,
e.g., 50–120
⬚C. This will ensure a very long working life at shop temperature.
After the lay-up is completed, the molding must be heated to its cure tempera-
ture, and cure can be much faster than would be achieved with a low-temperature
cure. Heating may be by placing the tool in an air-circulation oven, by radiant
heaters, or by blown hot air. The need to ensure adequate working life has
3 CONTACT MOLDING 1061
already been discussed; the other critical consideration is exotherm (see also
discussion of cure of thermosetting resins above). The amount of heat released
during cure is approximately the same for most UPE resins, so the rate of heat
evolution will be a function of cure rate. Faster cure will result in a higher rise
in temperature. This will also be affected by the thickness of the molding and
by heat transfer from the laminate to the mold and the environment. Fast cures
can often be tolerated in thin laminates but in thick sections would result in
unacceptable temperatures being reached. It should be noted that exothermic
heating occurs even in cold (i.e., shop temperature) cured systems. The temper-
ature of a molding will typically be observed to rise to 50–80
⬚C. The cure is
actually accelerated by this temperature rise, and thin laminates will take longer
to cure than thicker ones where the exotherm effect is more severe. In practice
the proportions of accelerator and initiator should be adjusted for each type of
molding to optimize working time, curing time, and hence productivity.
Styrene Emissions
Unsaturated polyester resins are formulated with a proportion of styrene or other
vinyl monomer that is used to control the resin viscosity and provide the basis
for the addition cure. Styrene is highly volatile, and inflammable, and the vapor
is known to constitute a health hazard. Hence the permitted levels of styrene in
the working environment are strictly regulated by the health authorities. Details
vary according to location, but there will always be a requirement to provide
sufficient ventilation and regulate the release of styrene vapor into the atmo-
sphere. Lamination of UPE resins onto open molds obviously constitutes an
extreme hazard. Resins are available with film-forming additives that help limit
emissions, but there is a movement to adopt alternative processes that reduce
potential exposure.
3.3 Laminate Design for Contact Molding
The contact molding process is extremely versatile. The size of moldings varies
from less than 1 kg up to more than 500 tons, and many features can be incor-
porated into the molding. It is suitable for production runs from single parts up
to several hundred but is basically a low production rate process and is dependent
on a high labor content. Quality is also strongly dependent on the expertise of
the labor employed.
The cheapest reinforcement is chopped strand E-glass mat. It is of low V
ƒ
but
high permeability and has good drape characteristics. It is therefore very widely
used for production of commodity moldings. Its disadvantage is that the me-
chanical properties are only modest, and it is therefore not ideal where structural
mass is an important consideration. It is available in a range of areal densities,
generally from about 100 to 5000 g/m
2
and may be treated with different pro-
portions and types of binder. Resin-soluble binders allow the mat to wet-out and
drape very easily once the resin is applied, while insoluble binders stabilize the
mat through the wet-out process. The choice of weight and binder depends on
the complexity of the molding. Superior mechanical properties are obtained if
woven or noncrimp fabrics are selected or by the use of aramid or carbon re-
inforcements. These are, of course, more costly and also less permeable. This
renders them more difficult to wet-out and extends the lamination time, reducing
1062 COMPOSITES FABRICATION PROCESSES
V
B
M
Br
Mp
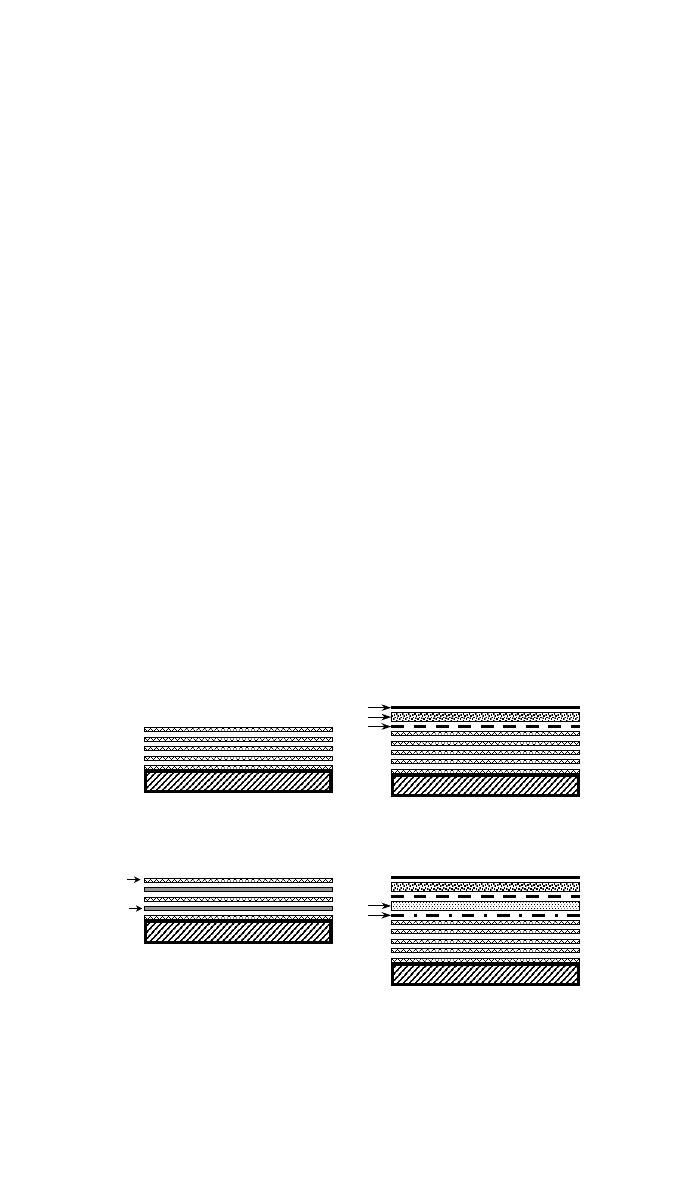
V - Vacuum bag
B - Breather ply
M - Membrane permeable to gas
Br - Bleeder ply
Mp- Membrane permeable to resin
a. Simple lay-up
c. Vacuum bag and breather to
improve consolidation
d. As (c.) but with additional bleeder
ply to control resin content
b. Alternate plies of CSM and
woven fabric - assists wet out
WF
CSM
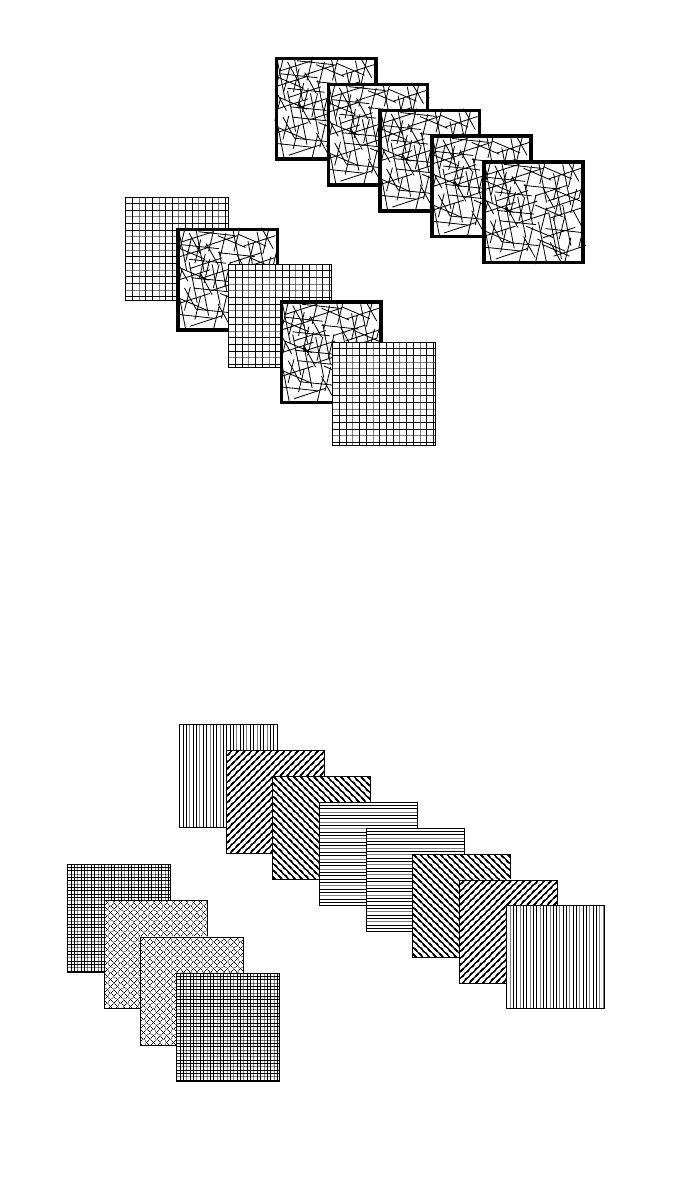
Fig. 12 Alternative strategies for lay-up of contact molded laminates. (a) Simple lay-up of simi-
lar plies, mat or fabric. (b) Plies of chopped strand mat (CSM) are alternated with woven fabric.
The woven fabric has a much higher fiber density and continuous fibers and thus gives higher
stiffness and strength than mat. The mat is more permeable and assists wet out of the fabric.
(c) Breather and vacuum bag are applied to provide better consolidation. (d) Further bleeder
layer has been incorporated to absorb excess resin. This helps control the resin content.
productivity. An excellent general compromise is to alternate layers of CSM or
CRM with woven or noncrimp fabric. The random mats help distribute the resin
and speed up the laminating process while the woven materials enhance the
mechanical properties. Some typical lamination strategies are illustrated in Figs.
12–14. Mechanical properties, especially bending and/or torsional stiffness can
also be enhanced by designed-in features such as ribs, hollow or cored stiffeners,
and cored sandwich sections. Metal or timber inserts for local stiffening or for
subsequent attachments may also be easily incorporated. Some of these possi-
bilities are illustrated in Fig. 15.
3.4 Some Variations on Basic Contact Molding Process
Vacuum Bagging
When the lamination process is complete the laminate is covered with a flexible
bagging film, usually a polyamide or elastomer. This is sealed around its pe-
riphery to the mold and the space between tool and bag is connected to a vacuum
system. This applies a consolidating pressure of up to 1 atm (
⬇1 bar) to the
laminate, assisting consolidation, improving surface finish on the back surface,
and reducing styrene emissions. It is advantageous to place a porous breather
blanket between the surface of the molding and the vacuum bag (Fig. 12c)to
ensure that the vacuum is evenly distributed over the surface and that any wrin-
kles forming in the bag material are not impressed on the surface of the part.
Prewetting Out Reinforcement
When manufacturing large moldings, it is often convenient to prewet the rein-
forcement before laying on the mold. This may be accomplished by passing a
3 CONTACT MOLDING 1063
5-Plies of Chopped Strand Mat
Chopped Strand Mat
Alternated with Woven Fabric
Fig. 13 Further illustration of the use of alternate plies of mat and fabric.
8-Plies of uniaxial fabric stacked to give a balanced,
symmetric & isotropic lay-up
[0,90,⫾45]
4-Plies of biaxial woven fabric
give a similar lay-up
Fig. 14 Uniaxial reinforcement, such as prepreg, must normally be laid up in a balanced, and
symmetric sequence. This requires eight plies to give an isotropic laminate. If balanced woven
reinforcement is used a similar effect may be realized with just four plies.
roll of reinforcement, typically 1–2 m wide, through a trough of liquid resin
and then passing it through one or more pairs of rolls, which ensure uniform
impregnation and control the final resin contact. The wetted reinforcement is
then laid into or onto the mold and cut to length as required. This speeds up
the process and is more convenient than handling large sheets of reinforcement.
The hull moldings of larger vessels are laid this way. Rolls of woven roving are
1064 COMPOSITES FABRICATION PROCESSES
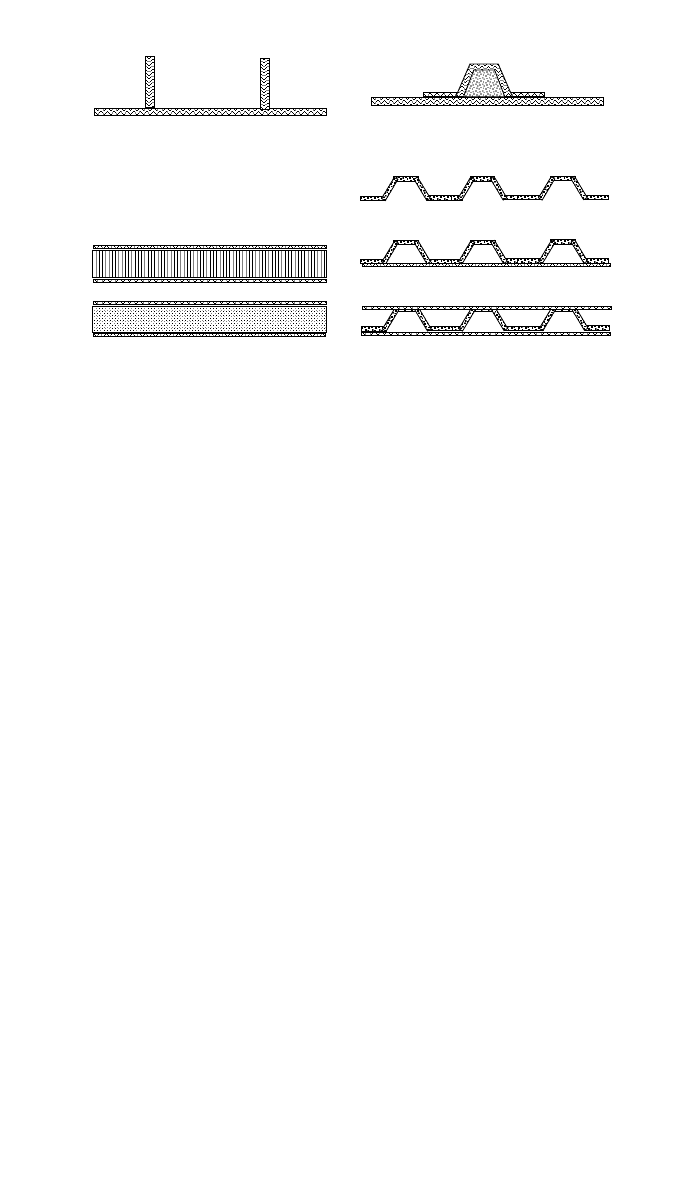
Conventional blade ribs require
complex tooling
Hat stiffener formed over foam core
Sandwich panels using end-grain
balsa wood, honeycomb or foam cores
Panels stiffened by corrugations
Fig. 15 Laminates may be effectively stiffened in a number of ways. Conventional blade stiff-
eners are effective but require more complex tooling. A simple method is to laminate extra ma-
terial over foam or timber former to form a hat section. Sandwich sections are very efficient and
can be formed using end-grain balsa wood, aluminum, or aramid honeycomb and foam cores.
Corrugations may be incorporated into the tooling to provide stiffening and more complex
double and triple layers are a further possibility.
laid from gunwale down to the keel and back up to the opposite gunwale. The
layers are consolidated by hand or mechanical rolling. The largest hulls manu-
factured this way are some 85 m long and weigh upward of 250 tons.
Spray-up
The contact molding operation can be further mechanized by use of the spray-
up process. The basis of this is a spray head from which liquid resin and chopped
rovings are sprayed simultaneously onto the mold surface. Continuous fiber rov-
ings are fed into the spray head, which is equipped with a cutting device that
cuts them to lengths of 25–75 mm; a jet of compressed air directs the chopped
fragments onto the mold. Resin and initiator or curing agent are also fed sepa-
rately into the spray head, where they are blended in the correct proportions and
sprayed so that they wet out the chopped rovings on the mold surface. The resin/
fiber layer on the mold must then be consolidated by rolling. The spray head
may be directed by hand or further automated by use of a robotic manipulator.
It is convenient to program such robots by having them replicate the actions of
an expert sprayer. This is a cheap, flexible, and effective programming technique.
The principal disadvantages of the system are that only random layers can be
deposited and that styrene emissions are very high. To combat the emission
problem, hand spraying must be conducted in adequately ventilated booths, but
robotic spraying could be carried out in completely sealed environments. The
random layer limitation may be partially overcome by interrupting the spray
process and laying intermediate layers of woven fabric and applying the resin
by spray, followed by a further layer of the chopped material.
3.5 Productivity and Economics
The contact molding process is attractive because it is very versatile, cheap
tooling can be used, and production runs as low as that of a single molding may

4 PRESS MOLDING 1065
be viable. Quality is dependent on the skill of the labor force and the process
is slow. It is eminently suitable for the production of very large moldings, where
long runs are unlikely. For smaller moldings there are few circumstances where
more than one part may be manufactured from a single tool set in a working
day. Ordinary composite tooling, under favorable manufacturing circumstances,
may be sufficiently durable to produce 100 parts before the tool requires exten-
sive rework or replacement. A run of 1000 parts per year would thus require
about five tool sets in constant operation and would consume at least 10 tools
per annum. A labor force sufficient to handle this volume of work would also
be required. This means that where larger production runs are envisaged alter-
native processes that are more reliable, in terms of quality, and less dependent
on high labor content must be sought.
4 PRESS MOLDING
4.1 Basic Process
The principle of press molding is that a pair of matched tools and a press are
used to apply pressure during consolidation and cure. Within this scenario there
are several variants depending on the size of the molding, the pressure used,
and the cure temperature. The advantage of matched tooling is that the mold
cavity is more precisely defined, section thickness is more accurately controlled,
and a high surface finish may be imparted on all surfaces of the molding. The
pressures used to consolidate the part vary considerably according to the pro-
jected area of the mold, and the tooling must be designed to be sufficiently
robust. If low pressures,
⬍5 bars, are used, then composite tooling with solid
support structure, e.g., cast-filled resin or concrete, may be adequate. At higher
pressures metal tooling is needed. Aluminum or zinc may be adequate for mod-
erate temperatures and cure temperatures, but steel will be required at the higher
end of the pressure/temperature spectrum. It should be noted that a more precise
control of dimensions and surface finish, as well as more durable tooling is
achieved if steel tooling is used. Molding surfaces may be further hard coated,
e.g., hard chromium plated, to enhance surface finish and durability.
4.2 Reinforcements and Resins for Press Molding
All conventional dry and preimpregnated reinforcements may be used in press
molding. However, it is highly desirable to minimize lay-up time in the press
because this would restrict productivity while the equipment remained idle. For
this reason it is common to preform the reinforcement so that a single entity
may be placed in the mold. The simplest preforms are made by spraying chopped
fibers with a small proportion of binder onto a perforated former on a vacuum
box. The loose preform may be briefly consolidated by vacuum bag or by an
auxiliary pressing operation at low pressure and moderate temperature, usually
⬍100⬚C. Fabrics may be tailored to size and preconsolidated in a similar way.
Again a small proportion of binder is necessary, and this may be incorporated
in the fabric at the point of manufacture or applied as a spray or dry powder.
In either case the preform is simply placed in the open mold, and the molding
operation is then initiated.