Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


1036 PLASTIC PARTS PROCESSING II
Rubin, I. I., Injection Molding: Theory and Practice, Wiley, New York, 1972.
Tadmor, Z., and C. G. Gogos, Principles of Polymer Processing, Wiley, New York, 1979.
Tadmor, Z., and I. Klein, Principles of Plasticating Extrusion, Van Nostrand Reinhold, New York,
1970.
Journals
Injection Molding, Abby Communications, Inc., 10 Fairmount Avenue, Chatham, NJ 07928.
International Polymer Processing, The Journal of the Polymer Processing Society, Carl Hanser GmbH
& Co., Kolbergerstrasse 22, D-81679 Munich, Germany.
Modern Plastics, A Chemical Week Associates Publication, 110 William Street, New York, NY
10038; the mid-November issue is the Modern Plastics World Encyclopedia.
Plastics Engineering, Society of Plastics Engineers, Inc., 14 Fairfield Drive, Brookfield, CT 06804-
0403.
Plastics Technology, Bill Communications, Inc., 355 Park Avenue South, New York, NY 10010-1789.
Polymer Engineering and Science, Society of Plastics Engineers, Inc., 14 Fairfield Drive, Brookfield,
CT 06804-0403.

1037
CHAPTER 34
COMPOSITES FABRICATION
PROCESSES
Michael G. Bader
School of Mechanical and Materials Engineering
University of Surrey
Guildford, Surrey, UK
1 INTRODUCTION 1038
1.1 Nature of Composites 1038
1.2 Role of Fiber Architecture on
Mechanical Properties 1039
2 BASIC PRINCIPLES FOR
PROCESSING 1045
2.1 Aims and Objectives 1045
2.2 Common Features of
Composite Processing Routes 1046
2.3 Design of Reinforcements to
Enhance Permeability 1053
2.4 Tooling 1054
2.5 Rate of Build 1056
2.6 Economic Implications of
Choice of Feedstock 1057
3 CONTACT MOLDING 1058
3.1 Principles 1058
3.2 Key Factors and Variations 1059
3.3 Laminate Design for Contact
Molding 1061
3.4 Some Variations on Basic
Contact Molding Process 1062
3.5 Productivity and Economics 1064
4 PRESS MOLDING 1065
4.1 Basic Process 1065
4.2 Reinforcements and Resins for
Press Molding 1065
4.3 Ambient Cure Press Molding 1066
4.4 Elevated Temperature Cure
Press Molding 1066
5 AUTOCLAVE PROCESSING OF
PREPREG 1067
5.1 Autoclave 1067
5.2 Prepreg 1068
5.3 Tooling 1068
5.4 Cutting the Prepreg 1069
5.5 Hand Lay-up 1069
5.6 Automated Lay-up 1071
5.7 Cure Monitoring Sensors 1072
5.8 Tool Preparation for Curing 1072
5.9 Autoclave Operation 1073
5.10 Performance, Productivity, and
Economics 1076
6 OTHER PROCESSING OPTIONS
FOR PREPREG 1076
7 RESIN FILM INFILTRATION 1077
7.1 Basic Principles 1077
7.2 RFI with Autoclave Cure 1077
7.3 RFI with Press or Oven Cure 1078
7.4 Other RFI Options 1078
8 RESIN TRANSFER MOLDING 1078
8.1 Basic Principles 1078
8.2 Basic Process Details 1080
8.3 Low-Pressure, Ambient Cure
RTM 1083
8.4 High-Pressure RTM 1084
8.5 Manufacture of Preforms for
RTM 1084
9 FILAMENT WINDING AND
TOW PLACEMENT 1085
9.1 General Concepts 1085
9.2 Filament Winding 1086
9.3 Tow Placement 1090
10 PULTRUSION 1090
10.1 Principle 1090
10.2 Reinforcement Options for
Pultrusion 1092
10.3 Process Variations 1093
10.4 Summary 1094
11 CONTINUOUS LAMINATION 1095
12 SHEET AND BULK MOLDING
COMPOUNDS 1095
12.1 General Principles 1095
HandbookofMaterialsSelection.EditedbyMyerKutz
Copyright Ó 2002 John Wiley & Sons, Inc., NewYork.

1038 COMPOSITES FABRICATION PROCESSES
12.2 Sheet Molding Compounds 1095
12.3 Molding SMC 1096
12.4 Bulk Molding Compound 1099
13 GLASS MAT
THERMOPLASTICS 1099
13.1 Principles 1099
13.2 Reinforcements and Matrices 1100
13.3 Processing 1100
14 HIGH-PERFORMANCE
THERMOPLASTIC MATRIX
COMPOSITES 1101
14.1 General 1101
14.2 Feedstock 1101
14.3 Processing Principles 1102
14.4 Autoclave and Press
Processing 1102
14.5 Diaphragm Forming 1103
14.6 Economic and Performance
Implications 1103
15 COMMINGLED
THERMOPLASTIC MATRIX
COMPOSITES 1103
15.1 Principle 1103
15.2 Co-woven Fabrics 1104
15.3 Commingled Tow Materials 1105
15.4 Fiber–Powder Combinations 1106
16 SRIM OF MONOMER
PRECURSOR
THERMOPLASTICS 1106
17 INJECTION-MOLDED
SHORT-FIBER-REINFORCED
THERMOPLASTICS 1107
17.1 General 1107
17.2 Principal Systems 1107
17.3 Compounding 1107
17.4 Injection Molding 1108
BIBLIOGRAPHY 1110
1 INTRODUCTION
1.1 Nature of Composites
Composite materials (see Chapter 12) are composed of a continuous phase, or
matrix, with a discontinuous reinforcement phase dispersed within the matrix.
The matrix may be polymeric, metallic, or ceramic and the reinforcement may,
likewise, be polymeric, metallic, or ceramic. The discussion in this chapter will,
however, be limited to polymeric matrices and the reinforcements will be glass,
carbon (graphite), or the high modulus textile fibers based on poly-aramids and
polyolefins. The reinforcing phase normally consists of fibers, although some
particulate reinforcement is used. There is a subtle distinction between partic-
ulate composites in which the particles reinforce and filled plastics where the
particles are added for reasons other than stiffness and strength enhancement.
The fibers are typically of the order of 10
m in diameter (about half that of a
human hair), but some are less than 5
m and others up to 150
m. The fibers
may be continuous (i.e., dimensions that could stretch right across a workpiece,
up to several meters), long discontinuous [which are defined here as having an
aspect ratio (length/diameter) greater than 10,000 (length of a few centimeters)],
and short discontinuous, which have an aspect ratio less than 1000 down to 2
(lengths of a few millimeters or less). The fibers may be arranged within the
matrix in various ways, which are described as uniaxial or longitudinal (i.e., all
fibers aligned in one direction), biaxial in plane, multiaxial in plane, random in
plane, and three-dimensional arrays which may be organized (e.g., orthogonal)
or random. The properties of the fibers and their disposition in the matrix control
the mechanical properties of the composite and also profoundly influence the
ways in which they may be processed.

1 INTRODUCTION 1039
Table 1 Comparative Properties of Reinforcement Fibers and Typical Metal Alloys
Material
E
(GPa)
(GPa)
(kg/m
3
) E
SR
SR
E-glass fiber
(typical)
70 3.5 2540 1.1 54
Aramid fiber
(Kevlar 49)
127 2.6 1470 3.4 69
Polyethylene fiber
(Spectra 1000)
100 3.0 970 4.0 121
High-strength carbon
fiber (T300)
230 3.6 1800 5.0 78
Intermediate modulus
carbon fiber
(T800)
300 5.8 1800 6.5 126
Mild steel
(typical)
200 0.2 7800 1.0 1.0
Alloy steel
(typical)
200 1.0 7800 1.0 5.0
Aluminum alloy
(7000 series)
72 0.8 2700 1.0 12
E, Young’s modulus;
, maximum tensile strength;
, density; E
SR
, normalized specific stiffness;
SR
,
normalized specific strength.
1.2 Role of Fiber Architecture on Mechanical Properties
Fiber Properties
The fibers used in composites have been developed to have very high strength,
very high stiffness, or both relative to the polymeric matrix. They mostly also
have low density compared with metals and specific mechanical properties ex-
ceeding those of most metallic alloys. A comparison of some properties of the
principal fibers used as reinforcements with those of typical engineering alloys
is given in Table 1. The specific stiffness (E/
) and specific strengths (
/
)have
been normalized to those of mild steel. These show that the fibers have a stiffness
advantage over metals of up to 6.5 times and strength advantage of over 100
times in some cases. It should be noted that the properties of a composite will
generally be less than half that of the fiber depending on the proportion of fiber
and fiber architecture. This still results in some composites showing a significant
advantage over metals.
Fiber Architecture
There are two related aspects of fiber architecture; the fiber volume fraction, V
ƒ
,
and the fiber orientation. A perfectly collimated uniaxial array of fibers may be
packed to a V
ƒ
of 0.9, i.e., 90% of the volume is filled by fibers. However, the
practical maximum is closer to 0.7. Such an array would result in a composite
with stiffness in the fiber direction of approximately 70% of that of the fibers.
The transverse properties would be much lower and closer to those of the matrix.
On the other hand if the fibers were arranged in a random but planar array, the
maximum achievable V
ƒ
would be less than 0.3; and, since the fibers are at
random, the stiffness would be uniform in all directions, but only about 10% of
1040 COMPOSITES FABRICATION PROCESSES
=
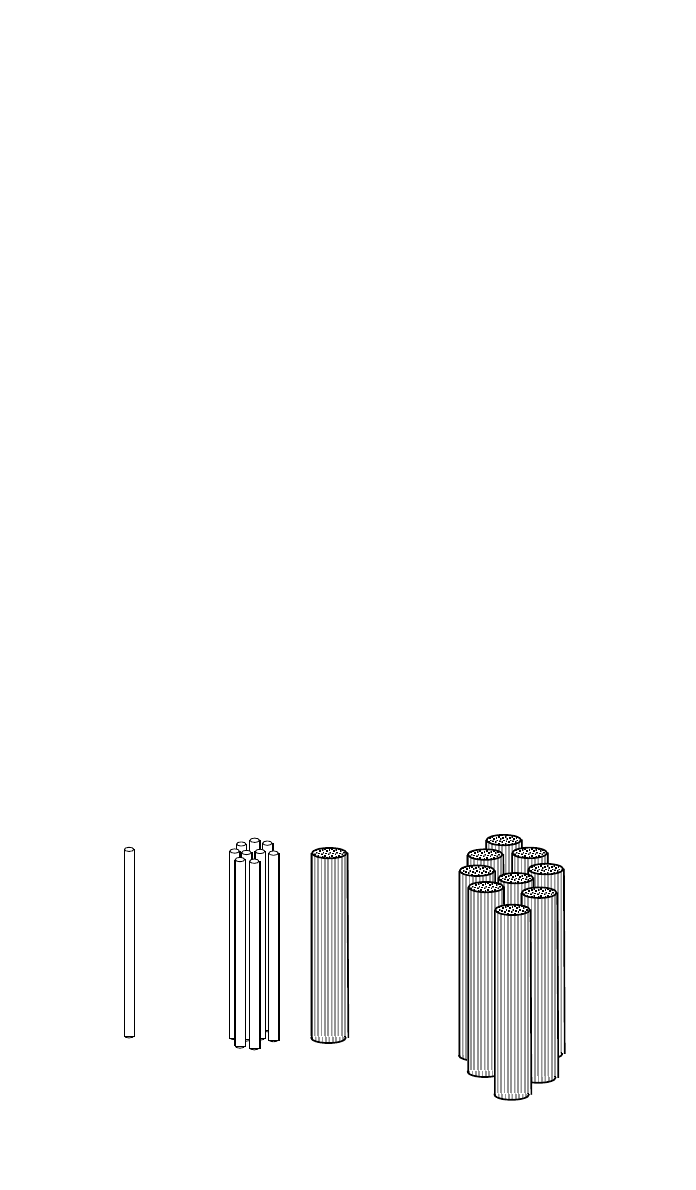
Single filament:
Fiber
Untwisted fiber bundle:
Tow or Strand
Twisted tow = Yarn
Several tows combined:
Fiber Roving
Fig. 1 Schematic illustration of single filaments, tows, and strands and rovings. Note that the
term ‘‘yarn’’ strictly refers to twisted tows but is often used interchangeably.
that of the fiber. The mechanical properties are completely dominated by these
two considerations and, thus, control of fiber architecture is a vital consideration
when selecting a processing route.
Fibers for reinforcement are available either as continuous tows or rovings
consisting of parallel, untwisted arrays of 100 to more than 50,000 filaments, or
in various sheet or web forms suitable for making laminates. The most common
sheet formats are random mats, woven or knitted fabrics, braids and nonwoven,
stitch-bonded fabrics. These are discussed briefly in the next section.
Commercial Reinforcement Formats
Tows are bundles of fibers containing from about 100 to more than 10,000 fibers.
These bundles are generally untwisted. Twisted forms are designated yarns, al-
though these terms are often confused. Rovings are formed by combining a
number of tows to form a larger bundle, as shown in Fig. 1. These continuous
bundles are supplied in spools or ‘‘cheeses,’’ often containing up to 100 kg of
fiber. The size of the bundle is usually designated by the mass of a standard
length. The international standard is the tex, which is the mass in grams per
kilometer of yarn. An alternative, still used in the United States, is the denier,
where 1 tex
⫽ 9 deniers. Rovings used for reinforcement typically have linear
masses ranging from 50 to 5000 tex.
Random mats may be manufactured in two ways. The first is formed by
chopping rovings into short lengths, typically 10–75 mm, and letting these fall
freely onto a moving belt. The resulting random planar array of short bundles
is consolidated by application of a binder and passing between rolls. The resul-
tant roll of mat is termed chopped strand mat or CSM. Areal weights of CSM
are generally in the range of 100–2500 g/m
2
. The second method is to form a
mat by placing random swirls of continuous roving onto a moving belt and then
consolidating in a similar manner to that of CSM. The product is known as
continuous random mat, CRM, or swirl mat. It is produced in similar areal
weights as CSM.
1 INTRODUCTION 1041
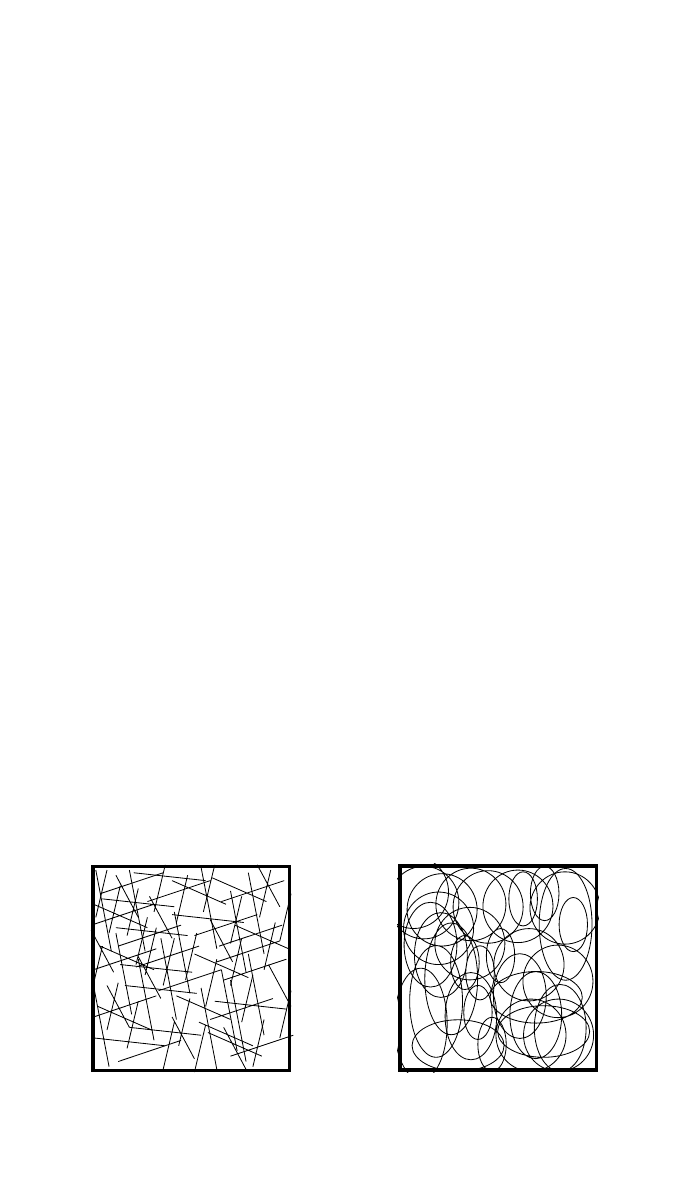
Chopped strand mat - CSM
Randomly oriented bundles
of fibers - 25 - 75 mm long
Continuous random mat - CRM
Random swirls of continuous
fiber tows
Fig. 2 Illustration of the structure of chopped strand mat (CSM) and
continuous random mat (CRM), also termed swirl mat.
These two products are very widely used in the industry. They allow a max-
imum V
ƒ
of about 0.3 to be achieved with a random planar fiber orientation
distribution. They are cheap and easy to process. Their molding qualities depend
on the areal weight of the mat and the type of binder employed. The structures
of CSM and CRM are shown schematically in Fig. 2.
Woven fabrics are manufactured using standard textile weaving technology
from fiber rovings and to some extent yarns. Standard fabrics are biaxial, i.e.,
they have weft (fill) and warp rovings set at right angles. Plain weaves, twills,
and satin fabrics are commonly used at areal weights between 200 and 5000
g/m
2
. Special fabrics include planar triaxial formats, three sets of rovings at
120
⬚ to each other, and three-dimensional forms. Two important aspects of wo-
ven materials are the degree of crimp and drapeability. Crimp is the degree to
which the rovings deviate from a linear path as they pass over and under each
other. Crimp is undesirable as it reduces the reinforcement efficiency. Satin
weaves have less crimp than plain weaves, as shown in Figs. 3a and 3b. The
other aspect is drape, which is the degree to which the fabric is able to conform
to contours on the mold. Lightweight cloths and satin weaves generally show
better drape than plain weaves. Any binder incorporated into the reinforcement
will also influence drape. Braid may also be considered as a woven form of
reinforcement. Braid is typically tubular and is formed by counter rotating braid-
ing wheels that carry the roving packages. Braids are usually manufactured with
weaves designed for specific products. They are particularly suited to hollow
tubular forms and many variations in structure are possible. Knitted fabrics are
also manufactured for reinforcement, these may be either flat or tubular as knit-
ted. The general feature is a high degree of crimp and low fiber fraction. How-
ever, it is possible to fill the knitted form with heavy unidirectional rovings
aligned in one or more directions (cf. noncrimp fabrics below), so that the knitted
structure holds together the main reinforcement.
Noncrimp fabrics, as the name implies, have been developed to eliminate the
problem of crimp. Unidirectional arrays of rovings are bonded together by stitch-
ing using a light thread, usually polyester, sometimes aramid. Several layers may
1042 COMPOSITES FABRICATION PROCESSES
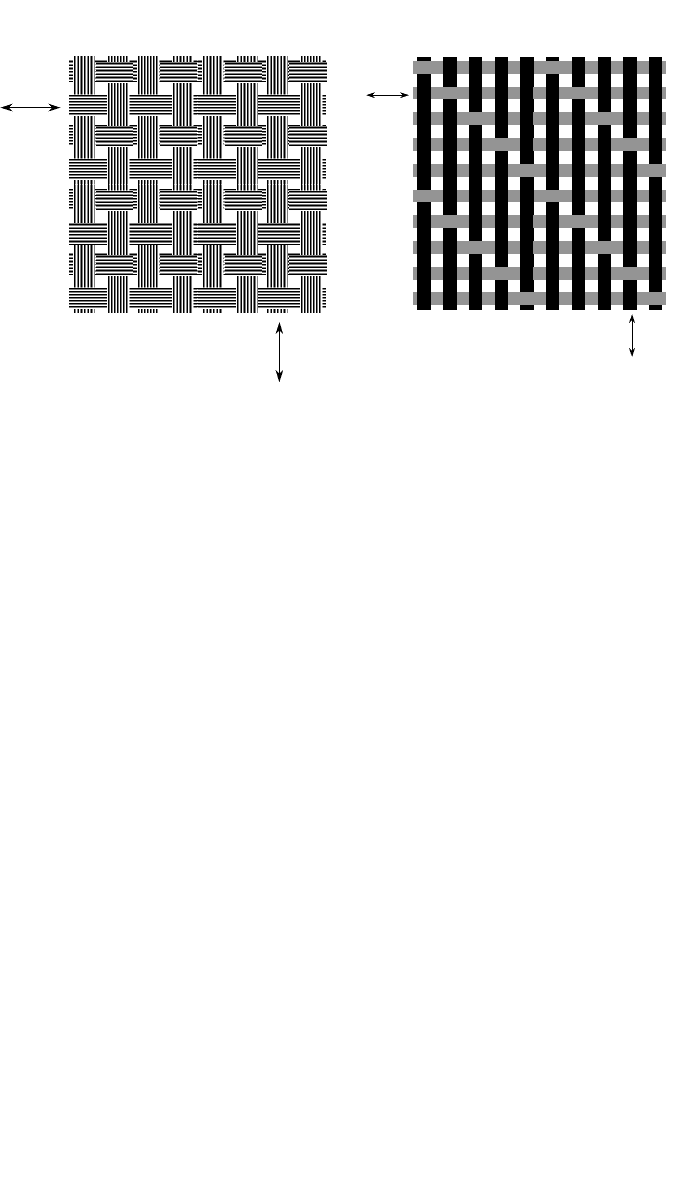
Warp
Weft [Fill]
PLAIN BALANCED WEAVE
(a)
Warp
Weft [Fill]
FIVE-HARNESS SATIN WEAVE
Weft face shown
(b)
Fig. 3 (a) Structure of a balanced plain woven cloth. The warp and fill tows cross in an alter-
nating over and under sequence. (b) A 5-harness satin weave. The fill tows pass under one,
then over four warp tows in a repeated sequence. This results in less crimp and
better drape characteristics than a plain weave.
be bonded together with the fibers aligned differently in each layer. Thus, one
layer of noncrimp fabric is equivalent to up to four, sometimes more, uniaxial
plies. Typical orientations are 0
⬚,90⬚;0⬚, Ⳳ45⬚,90⬚; and 0⬚, Ⳳ45⬚. Areal weights
range from about 400 to 3000 g/m
2
. The rovings in each layer can be very
closely packed so that the fabric results in composites with higher V
ƒ
than can
be achieved with woven material. It is also possible to incorporate layers of mat,
woven, or core-forming material between the plies. A further possibility is that
the construction of the fabric can be modified by a carefully designed set of
open channels within the layers to increase the permeability allowing faster
molding than with equivalent reinforcements.
Precompounded Reinforcements with Thermosetting Matrices
The reinforcements discussed above are dry, i.e., they contain no resin, apart
from small amounts of binder. The resin matrix has then to be infiltrated into
the reinforcement later in the processing cycle. An alternative is to use a pre-
compounded reinforcement, which contains all the resin necessary for further
processing. The advantages are that the infiltration is effected in a highly con-
trolled manner that guarantees the correct resin fraction and uniform distribution.
The disadvantages are increased cost, restricted shelf life, and more limited proc-
essing possibilities. In the first place only certain thermosetting resin are suitable.
They need to be in soft but not liquid or too sticky state. They need to be fully
formulated, i.e., already contain any necessary curing agents, initiators, or ac-
celerators. This means that the resin must be inherently unstable and will start
to cure as soon as the compound is manufactured. The rate of cure is temperature
dependent, and the resins used are usually formulated to cure at 100–200
⬚Cin
10–60 min. This then allows them to be stored at much lower temperatures
between manufacture and final processing without unacceptable advance of the
cure. Most commercial systems have a shelf life at room temperature (20
⬚C) of

1 INTRODUCTION 1043
at least one month. However, many require them to be stored at subzero tem-
peratures, typically
⫺15⬚C, when they have a storage life of up to one year. This
complicates the logistics of processing and inevitably adds to the costs.
Compounded reinforcements are available as impregnated tows or rovings, as
preimpregnated warp sheet, or prepreg, preimpregnated woven fabrics and mats,
and preimpregnated random fiber compounds such as sheet molding compound
(SMC) and bulk molding compound (BMC). The processing principles are com-
mon. The material contains all the fiber and resin (possibly an excess) for man-
ufacture of the component. After assembly by laying tows or laminating sheet
forms, the material is subjected to heat and pressure. First the resin softens,
allowing consolidation, elimination of trapped gases, and any resin excess, then
the resin cures to form the solid part. In some cases, e.g., prepreg, which is
comprised of continuous fibers, no lateral flow of the fibers can occur. So the
plies have to be precisely tailored to the shape of the part. In other processes,
e.g., SMC, there is considerable flow of both resin and fiber so that complex
shapes including stiffening ribs and other features may be formed from blanks
of simple shapes. Prepreg consists of a uniaxial array of continuous fibers pro-
duced as a continuous roll up to about 2 m in width. The resin is applied to the
web of fiber and the compounded material then consolidated between two rolls
of protective film. One is usually a silicone-coated paper and the other a poly-
olefin film. The finished standard prepreg has an areal density of 100–200 g/
m
2
and when cured is designed to have a thickness of 0.125 mm per ply. Thus
8 plies are required to form a laminate 1 mm thick. While this would be in-
convenient for the manufacture of thick structures, it does allow very precise
tailoring of the laminate properties by varying the lay-up sequence. A quasi-
isotropic laminate may be formed by the 8-ply sequence [0
⬚, Ⳳ45⬚,90⬚]
s
, the
subscript ‘‘s’’ indicating symmetric. Alternative sequences, usually symmetric,
give a different balance of longitudinal, transverse and in-plane shear properties.
Prepreg is also manufactured in thinner formats and also using fine woven fabrics
of plain or satin weave which typically laminate to 0.25 mm/ply.
There has recently been much interest in developing prepreg-like materials
more suitable for manufacturing thick laminates. These are based on combina-
tions of woven and noncrimp fabrics and mats, impregnated with suitable ther-
mosetting resins, usually vinyl-ester or epoxies. Areal densities exceeding 6000
g/m
2
have been produced. The same problems of handling and shelf life apply
but, outside the aerospace industry, subzero storage is seldom acceptable and
shelf lives exceeding 3 months are demanded. This limits the range of resin
systems but satisfactory systems are now available. A concern with all precom-
pounded materials is the degree of tack or stickiness. Too little tack means that
lamina do not stay in place as the laminate is laid up. Too much tack renders
the material difficult to handle as it sticks to everything it contacts. Aerospace
prepregs are manufactured to a precisely controlled tack, but even this tends to
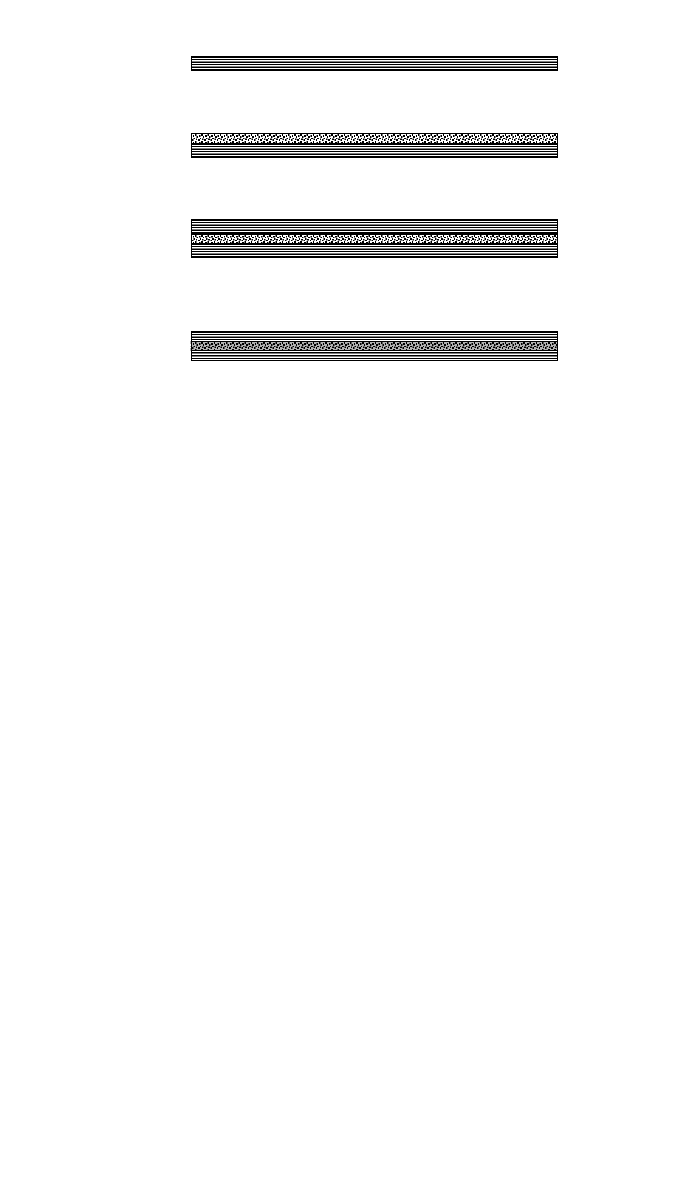
lessen as the material approaches the end of its shelf life. A technique recently
introduced for heavier reinforcements is to make a multiple layer material but
to confine the resin impregnation to the central layers, shown in Fig. 4. Such a
material handles like a dry reinforcement, although it tends to be much less
springy; when subjected to heat and pressure, the resin content softens to a low
viscosity and flows uniformly throughout the reinforcement. Developments such
1044 COMPOSITES FABRICATION PROCESSES
Ply of reinforcement fabric
Coated on one side with pasty resin
Second ply applied to form a sandwich
Partially consolidated so that resin infiltrates part-way
through the two layers of reinforcement
1.
2.
3.
4.
Fig. 4 Sequence of manufacture of a partially impregnated fabric reinforcement.
A layer of pasty resin is sandwiched between two layers of fabric or mat. This produces
a dry material with good handling characteristics and is particularly suitable
for heavier grades of reinforcement.
as this illustrate how the industry is using imaginative techniques to improve
productivity while maintaining quality.
Sheet molding compound (SMC) and bulk molding compound (BMC) are
well-established precompounded materials, which are widely used in the auto-
motive and general engineering industries. SMC is manufactured by impregnat-
ing a continuous thick mat of chopped glass rovings, typically 50–75 mm long,
with a suitable resin, usually an unsaturated polyester or vinyl-ester containing
a large proportion of particulate fillers, such as chalk. The resin is specially
formulated so that it hardens to a thick paste on maturation after the compound-
ing operation. This takes about 72 h. The product is a continuous sheet of resin-
impregnated chopped rovings, typically about 5 mm thick and up to 2 m wide.
It has a dry but pliable consistency with no tack. It may be cut using shears or
a blanking tool. The cut pieces are compressed between hot matched tools. At
first the resin softens allowing the charge to flow to fill the mold; then the resin
cures. The part is ejected hot. The whole process takes from 5 to 20 min, ac-
cording to the size and complexity of the molding. This material and process is
particularly compatible with the production environment in the automobile and
other mass production industries. BMC is of similar formulation but typically
uses shorter fiber bundles, 10–25 mm, and is formed into a rope,
⬃50 mm
diameter. This is used as feedstock for either compression or injection molding.
Once again the parts are ejected hot and the molding cycle can be as short as 1
min. Both materials consist of flow-oriented quasi-random arrays of fiber bundles
and the fillers in the cured resin matrix.
Thermoplastic Matrices
These present a totally different set of processing considerations. Thermoplastics
are processed by a melt–freeze cycle and no chemical curing reactions are in-
volved. The materials are always solids at ambient temperature, and common

2 BASIC PRINCIPLES FOR PROCESSING 1045
systems melt at temperatures ranging from 150 to 400⬚C. The main processing
problem with thermoplastics is that their viscosity in the molten state is orders
of magnitude higher than that of the common thermoset systems prior to curing.
There are a few thermoplastics, e.g., polyamides 6, 11, and 12, that can be
processed by in situ polymerization of monomer precursors and are exceptions
to this generalization. Preimpregnated tow and sheet materials comparable with
prepreg and SMC can be prepared, but they are rigid and boardlike below their
melting point. They are processed by preheating and then pressing or stamping
between cold tools. In general thermoplastic-based systems are limited to some-
what lower V
ƒ
than comparable thermoset composites. An alternative strategy is
to prepare commingled products by combining reinforcement fibers with ther-
moplastic fibers by spinning or weaving together. An extended discussion of
these products will be found in Section 15.
Mechanical Properties of Laminates and Moldings
As indicated earlier, the mechanical properties of a composite are controlled by
the proportion of fiber, V
ƒ
, and the overall fiber architecture or fiber orientation
distribution. Fully uniaxial laminates have the highest stiffness and strength in
the fiber direction but are relatively weak in the transverse direction and in shear.
They are seldom used because they can split parallel and between the fibers.
Most practical laminates therefore contain a proportion of their fibers in different
directions. A balanced woven fabric has about 50% of its fiber in each of two
directions mutually at right angles. A quasi-isotropic laminate has 25% of its
fibers in each of the four directions 0
⬚,90⬚, and Ⳳ45⬚. In each of these cases
the laminate will be less anisotropic than the uniaxial but the actual stiffness
and strength will be lower. A lower fiber fraction will reduce the stiffness and
strength in all of these directions. A random in-plane distribution, such as results
with the use of CSM, gives uniform properties in all in-plane directions but at
a level of less than a third that of a uniaxial array. This must be factored by the
fact that the V
ƒ
will be no more than 0.3 compared with a possible 0.7 for the
uniaxial. It is useful to calculate an orientation constant, C
0
, for each type of
reinforcement; this is 1 for uniaxial, 0.5 for the balanced biaxial fabric, and 0.3
for random in-plane. This may then be multiplied by the actual V
ƒ
to give a
reinforcement efficiency factor,
R
. Table 2 indicates the reinforcement potential
for a number of common forms of reinforcement calculated for an E-glass/epoxy
resin system. E
max
is the Young’s modulus in the stiffest direction and G
max
is
the in-plane shear modulus, both in units of GPa. Note that the maximum achiev-
able V
ƒ
decreases as the format becomes more random and also that the inclusion
of the
Ⳳ45 orientation enhances the shear modulus. As V
ƒ
decreases, the values
for E and G converge toward those of the resin. The symbols RTM and RFI are
for resin transfer molding and resin film infusion, respectively.
2 BASIC PRINCIPLES FOR PROCESSING
2.1 Aims and Objectives
The aim in selecting a processing route is to manufacture the part to meet all
the specified objectives at the required production rate and at the lowest possible
cost. Selection of a processing route certainly includes selection of appropriate