Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

964
Chapter
15
End
ring
4-
-
50
a
b
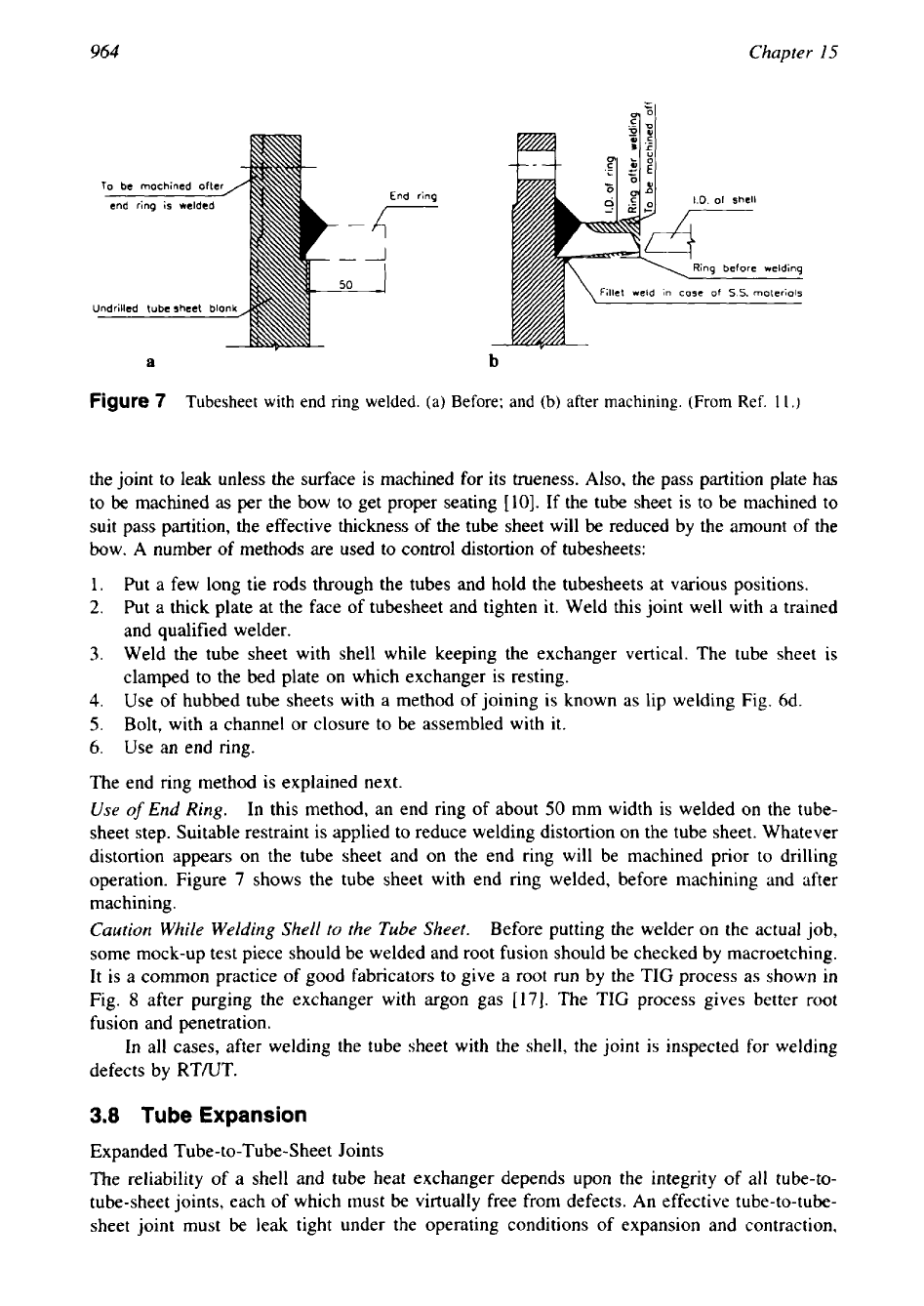
Figure
7
Tubesheet with end ring welded.
(a)
Before; and
(b)
after machining. (From Ref.
11.)
the joint
to
leak unless the surface is machined for its trueness. Also, the pass partition plate has
to be machined
as
per the bow to get proper seating [lO]. If the tube sheet is to
be
machined to
suit pass partition, the effective thickness of the tube sheet will be reduced by the amount of the
bow. A number of methods are used
to
control distortion of tubesheets:
1.
Put a few long tie rods through the tubes and hold the tubesheets at various positions.
2.
Put a thick plate at the face of tubesheet and tighten it. Weld this joint well with a trained
and qualified welder.
3.
Weld the tube sheet with shell while keeping the exchanger vertical. The tube sheet
is
clamped to the bed plate on which exchanger is resting.
4.
Use of hubbed tube sheets with a method of joining is known as lip welding Fig. 6d.
5.
Bolt, with a channel
or
closure to be assembled with it.
6.
Use an end ring.
The end ring method is explained next.
Use @End Ring.
In this method, an end ring of about
50
mm width is welded on the tube-
sheet step. Suitable restraint is applied to reduce welding distortion on the tube sheet. Whatever
distortion appears on the tube sheet and on the end ring will be machined prior to drilling
operation. Figure 7 shows the tube sheet with end ring welded, before machining and after
machining.
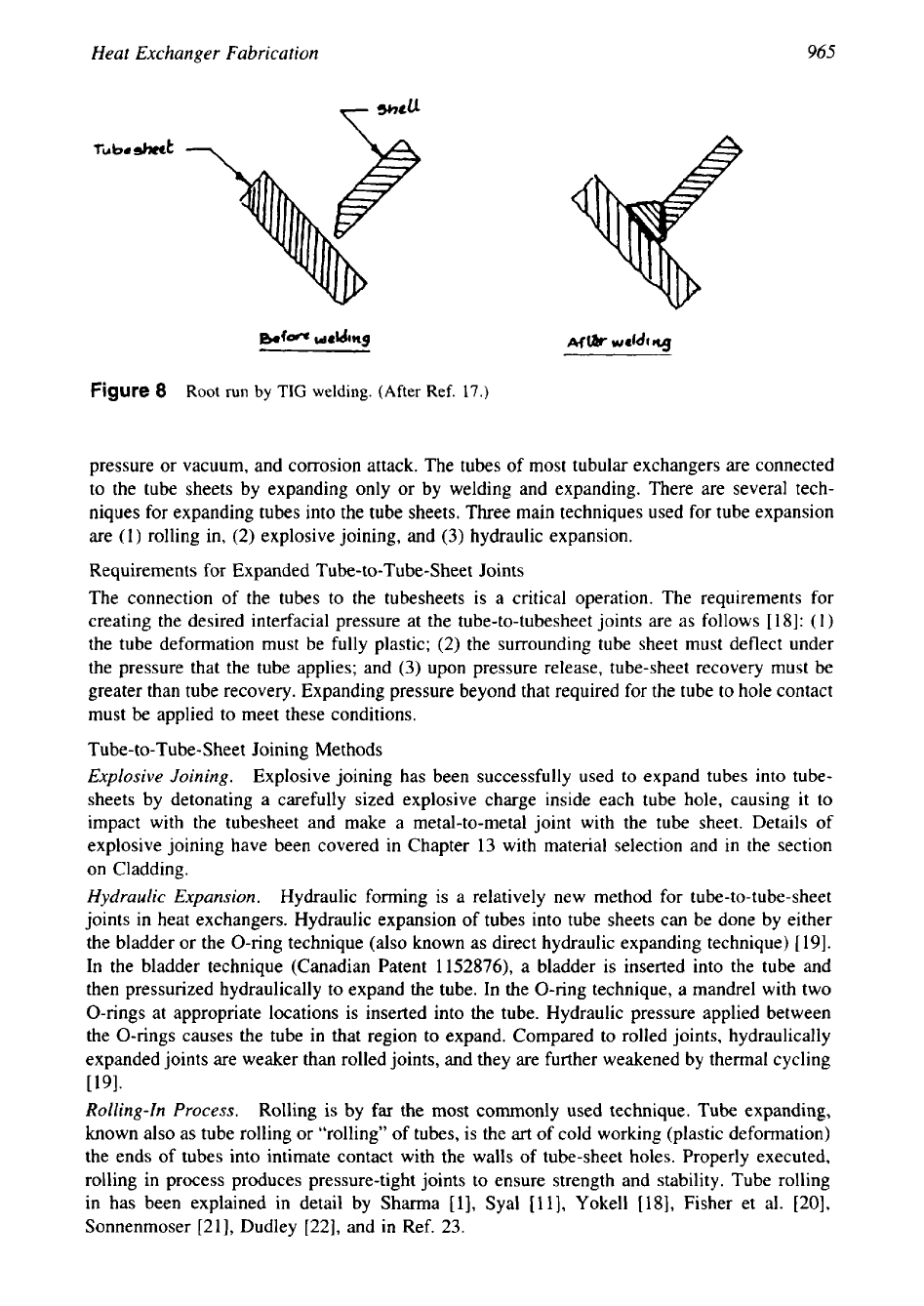
Caution While Welding Shell to the Tube Sheet.
Before putting the welder on the actual job,
some mock-up test piece should be welded and root fusion should be checked by macroetching.
It is
a
common practice of good fabricators to give a root run by the TIG process as shown in
Fig.
8
after purging the exchanger with argon gas [17]. The TIG process gives better root
fusion and penetration.
In all cases, after welding the tube sheet with the shell, the joint is inspected for welding
defects by RTKJT.
3.8
Tube
Expansion
Expanded Tube- to-Tube-S heet Joints
The reliability of a shell and tube heat exchanger depends upon the integrity of all tube-to-
tube-sheet joints, each of which must be virtually free from defects. An effective tube-to-tube-
sheet joint must be leak tight under the operating conditions of expansion and contraction,
965
Heat Exchanger Fabrication
TUb.shrct
Figure
8
Root
run
by
TIG
welding.
(After Ref.
17.)
pressure or vacuum, and corrosion attack. The tubes of most tubular exchangers are connected
to the tube sheets by expanding only or by welding and expanding. There are several tech-
niques for expanding tubes into the tube sheets. Three main techniques used for tube expansion
are (1) rolling in, (2) explosive joining, and
(3)
hydraulic expansion.
Requirements for Expanded Tube-to-Tube-Sheet Joints
The connection of the tubes to the tubesheets is a critical operation. The requirements for
creating the desired interfacial pressure at the tube-to-tubesheet joints are as follows
[
181: (1)
the tube deformation must be fully plastic; (2) the surrounding tube sheet must deflect under
the pressure that the tube applies; and (3) upon pressure release, tube-sheet recovery must be
greater than tube recovery. Expanding pressure beyond that required for the tube to hole contact
must be applied to meet these conditions.
Tube-to-Tube-Sheet Joining Methods
Explosive Joining.
Explosive joining has been successfully used to expand tubes into tube-
sheets by detonating a carefully sized explosive charge inside each tube hole, causing it to
impact with the tubesheet and make a metal-to-metal joint with the tube sheet. Details of
explosive joining have been covered in Chapter 13 with material selection and in the section
on Cladding.
Hydraulic Expansion.
Hydraulic forming is a relatively new method for tube-to-tube-sheet
joints in heat exchangers. Hydraulic expansion of tubes into tube sheets can be done by either
the bladder or the 0-ring technique
(also
known as direct hydraulic expanding technique)
[
191.
In the bladder technique (Canadian Patent
1152876),
a bladder is inserted into the tube and
then pressurized hydraulically to expand the tube. In the 0-ring technique, a mandrel with two
0-rings at appropriate locations is inserted into the tube. Hydraulic pressure applied between
the 0-rings causes the tube in that region to expand. Compared to rolled joints, hydraulically
expanded joints are weaker than rolled joints, and they are further weakened by thermal cycling
~91.
Rolling-In
Process.
Rolling is by
far
the most commonly used technique. Tube expanding,
known also as tube rolling or “rolling” of tubes, is the
art
of cold working (plastic deformation)
the ends of tubes into intimate contact with the walls of tube-sheet holes. Properly executed,
rolling in process produces pressure-tight joints to ensure strength and stability. Tube rolling
in has been explained in detail by Shanna [l], Syal [ll], Yokel1 [18], Fisher et al. [20],
Sonnenmoser [21], Dudley [22], and in Ref.
23.
966
Chapter
I5
Rolling Equipment
A
range of electric, electronic, pneumatic or hydraulically driven torque controlled tube ex-
panding machines are used for the expansion of heat exchanger tubes. There are several stan-
dard types of expanders, as well as expanders built for specific purpose, each of which may
be
of
different size and roller length. However, all work on the same principle and all have
three essential parts, namely, a tapered central mandrel or pin,
3,
4, or
5
rollers of suitable
length spaced equally around the mandrel, and a cylindrical roller cage that constrains the
loosely held rollers in their respective positions. Most expanders are self feeding type. The
roller cage may be fitted with a collar mounted on a ball bearing to prevent it from being
drawn into the tube.
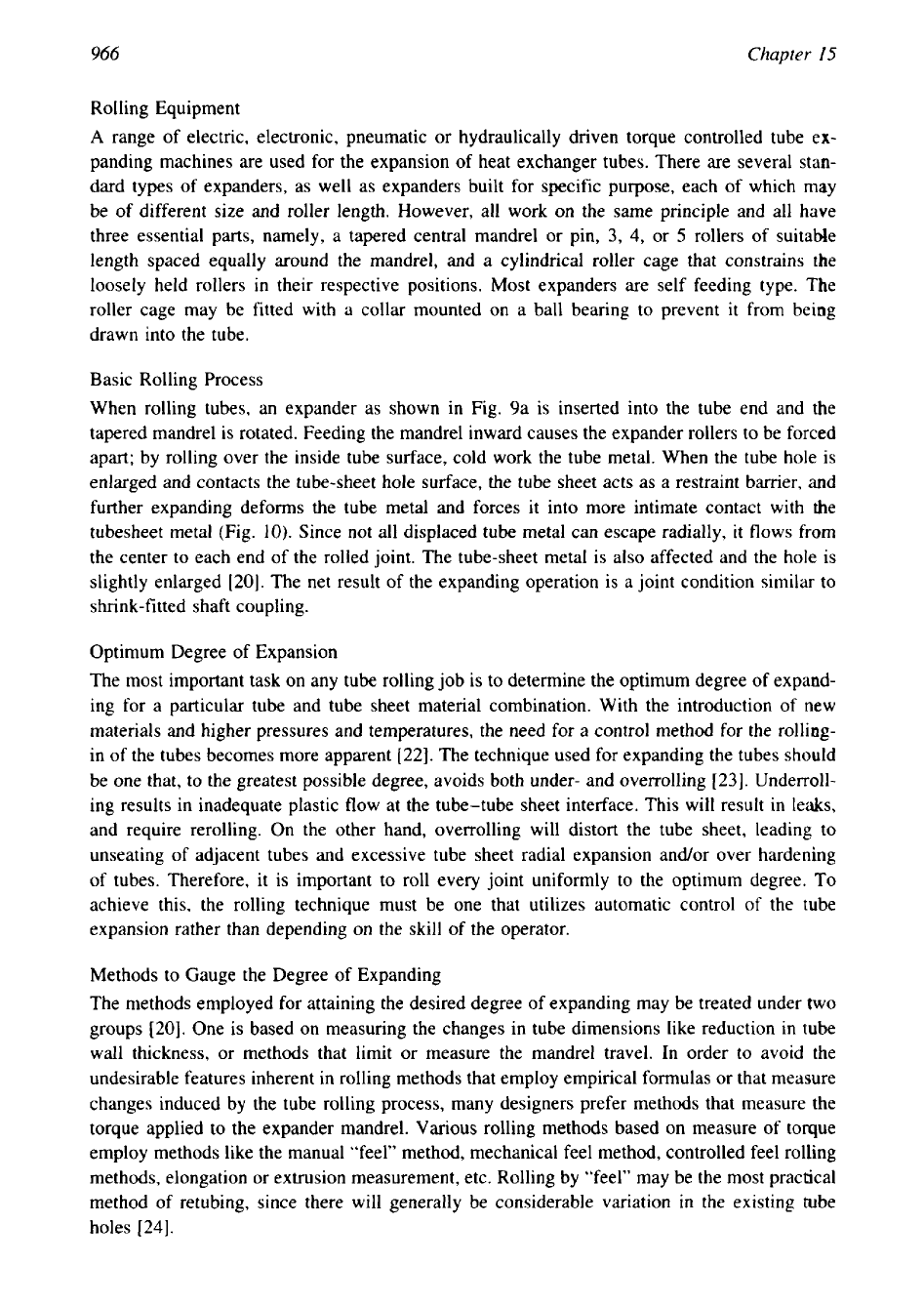
Basic Rolling Process
When rolling tubes, an expander as shown in Fig. 9a is inserted into the tube end and the
tapered mandrel is rotated. Feeding the mandrel inward causes the expander rollers to be forced
apart; by rolling over the inside tube surface, cold work the tube metal. When the tube hole is
enlarged and contacts the tube-sheet hole surface, the tube sheet acts as a restraint barrier, and
further expanding deforms the tube metal and forces it into more intimate contact with the
tubesheet metal (Fig.
10).
Since
not
all displaced tube metal can escape radially, it flows from
the center to each end of the rolled joint. The tube-sheet metal is also affected and the hole is
slightly enlarged
[20].
The net result of the expanding operation is a joint condition similar to
shrink-fitted shaft coupling.
Optimum Degree of Expansion
The most important task on any tube rolling job is to determine the optimum degree of expand-
ing for a particular tube and tube sheet material combination. With the introduction of new
materials and higher pressures and temperatures, the need for a control method for the rolling-
in of the tubes becomes more apparent
[22].
The technique used for expanding the tubes should
be one that, to the greatest possible degree, avoids both under- and overrolling
[23].
Underroll-
ing results in inadequate plastic flow at the tube-tube sheet interface. This will result in leaks,
and require rerolling. On the other hand, overrolling will distort the tube sheet, leading to
unseating of adjacent tubes and excessive tube sheet radial expansion andor over hardening
of tubes. Therefore, it is important to roll every joint uniformly to the optimum degree.
To
achieve this, the rolling technique must be one that utilizes automatic control of the tube
expansion rather than depending on the skill of the operator.
Methods to Gauge the Degree of Expanding
The methods employed for attaining the desired degree of expanding may be treated under two
groups
1201.
One is based on measuring the changes in tube dimensions like reduction in tube
wall thickness, or methods that limit or measure the mandrel travel. In order to avoid the
undesirable features inherent in rolling methods that employ empirical formulas or that measure
changes induced by the tube rolling process, many designers prefer methods that measure the
torque applied to the expander mandrel. Various rolling methods based on measure
of
torque
employ methods like the manual “feel” method, mechanical feel method, controlled feel rolling
methods, elongation or extrusion measurement, etc. Rolling by “feel” may be the most practical
method of retubing, since there will generally be considerable variation
in
the existing tube
holes
[24].
967
Heat Exchanger Fabrication
I I
I
PERWENT DEFORMATION
I
OF‘
TUBE
HOLE
Figure
9
(a)
Rolling process
by
roller expander.
(b)
Permanent deformation of
tube
hole.
Criterion for Rolling-in Adequacy
There are many tools designed to actuate the expanding equipment, most with torque controlled
by feed and speed limits and some with infinite variable controls. Optimum tube rolls may be
predetermined by calculation on the basis
of
tube wall reduction.
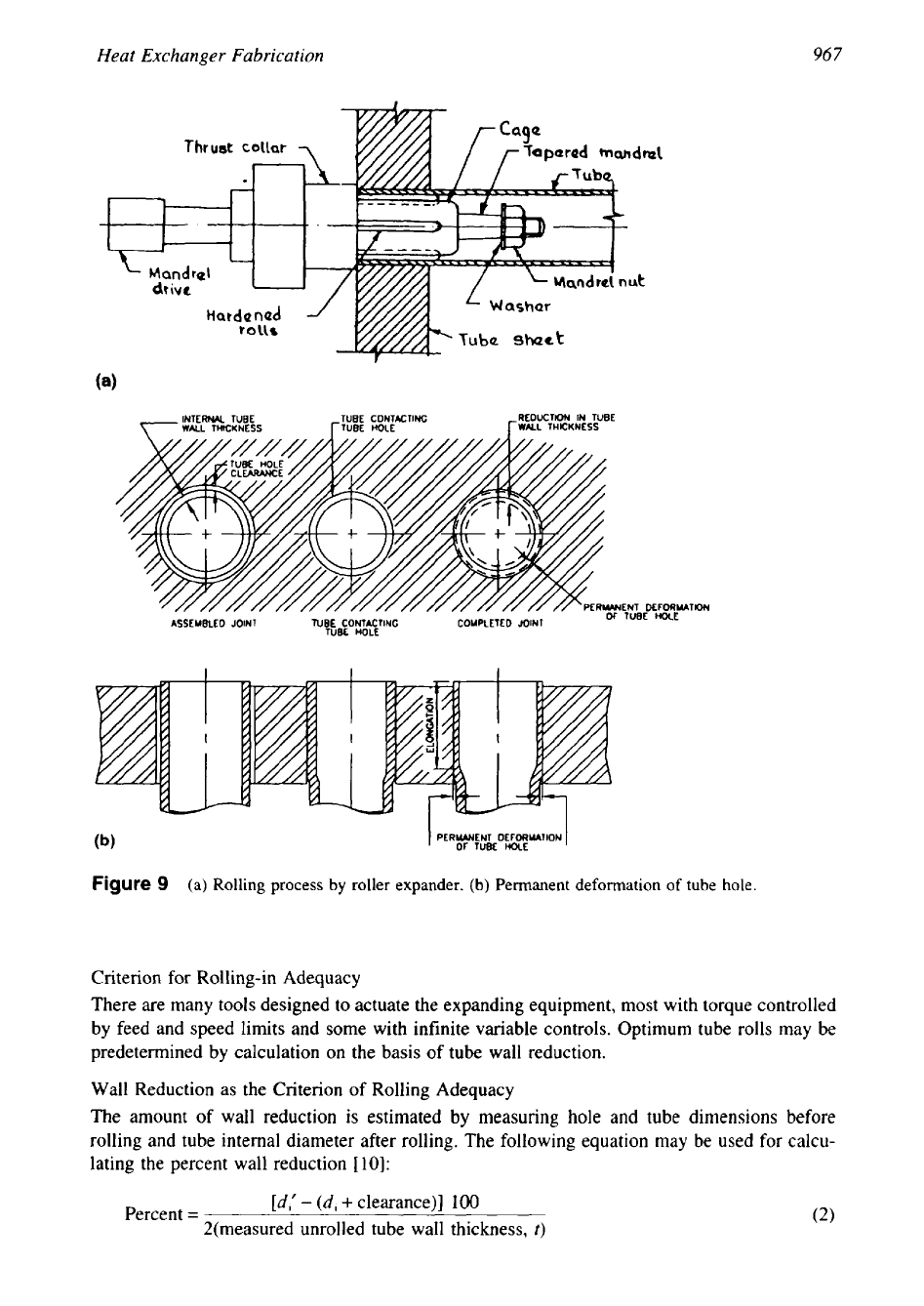
Wall Reduction as the Criterion
of
Rolling Adequacy
The amount of wail reduction
is
estimated by measuring hole and tube dimensions before
rolling and tube internal diameter after rolling. The following equation may be used
for
calcu-
lating the percent wall reduction
[
103:
[d,’
-
(d,
+
clearance)]
100
Percent
=
2(measured unrolled tube wall thickness,
t)
968
Chapter
15
a
D
4
I
I
I
I
a
b
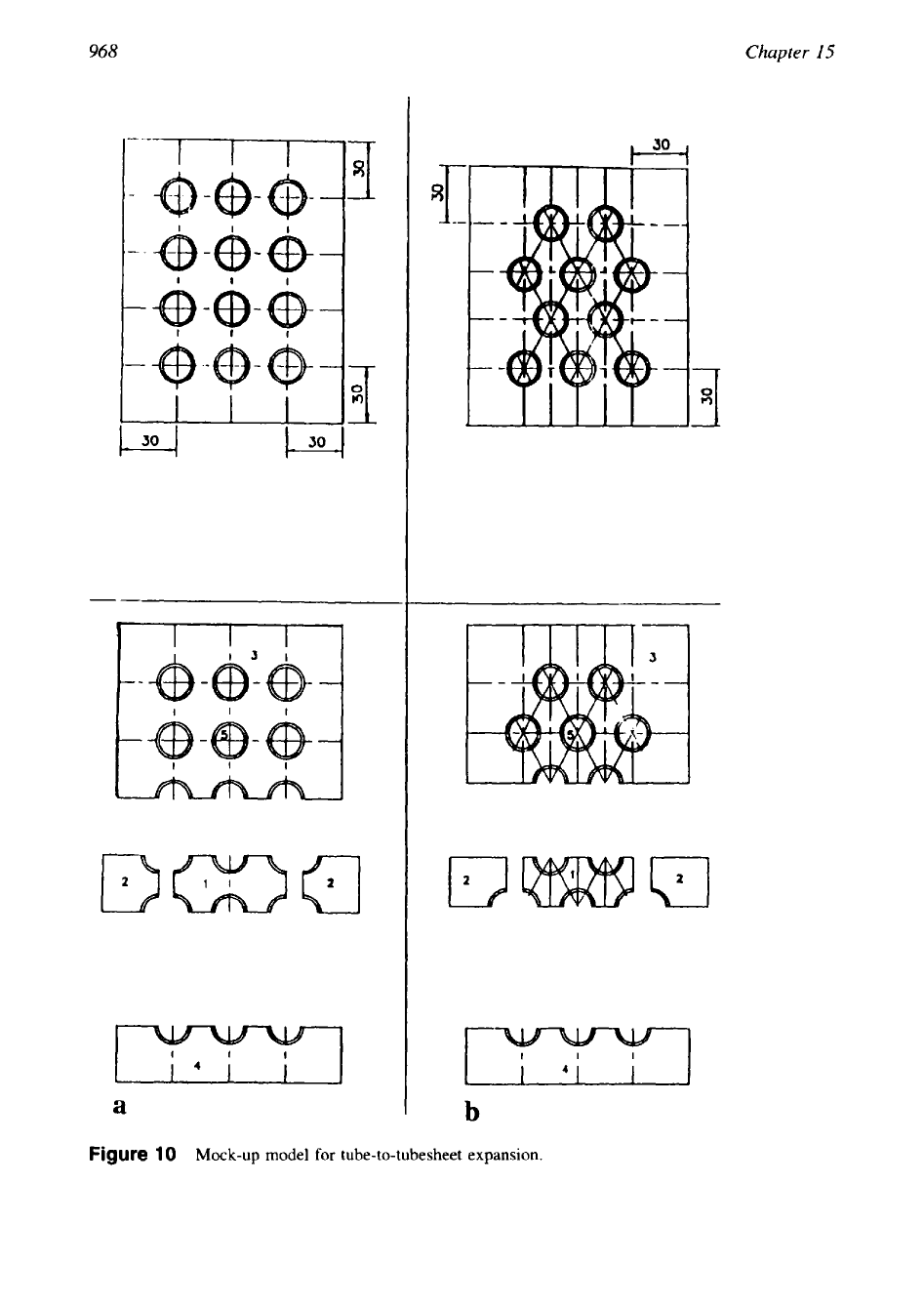
Figure
10
Mock-up model
for
tube-to-tubesheet expansion.
969
Heat Exchanger Fabrication
where
d,’
is the tube internal diameter after rolling,
d,
the tube internal diameter before rolling,
d
the measured tube outside diameter, and clearance the measured tubesheet hole diameter
D
minus
d.
From Eq.
(2),
the desired tube inside diameter after rolling
is
given by:
d:=D-2t(l
-x)
(3)
where
d:
is the tube inside diameter after rolling,
D
the diameter of the hole in the tube sheet,
t
the unrolled tube wall thickness, and
x
the percent of tube wall thinning.
A go and no-go gauge is made to ascertain that the tubes are properly expanded. While
calculating tube dimensions after expansion, tolerances on tube outer diameter and tubesheet
hole diameter and tube wall thickness must be taken into account.
Amount of Thinning of Tubes
The amount of thinning of the tubes for full expansion after metal to metal contact depends
upon the tube and tube sheet material. Percentages
of
thinning for a few common tube materi-
als are:
Carbon steel
5-8%
Stainless steel
3-5%
Alloy steel
4-6%
Titanium
10%
Copper alloy
4-8%
The setting of the torque control unit is established on a mock-up model.
Mock-up Test
Before undertaking the actual tube expansion work, a mock-up model as shown in Fig.
10,
is
made and tested for the reliability of the tube-to-tube-sheet joints. The test specimens are full-
size tube and a test block that models the tube sheets. The test measures tube-to-tube-sheet
joint strength, i.e., pull-out or push-out (shear load) strength and leak tightness, and anchorage
for grooved tubesheets. Pull-out strength is the
axial
force required to break the “bond” be-
tween the tube and tubesheet. The shear load test subjects the specimens to axial loads until
either the tube or the joint fails. Control unit settings of the expanding unit, which show the
amount of torque applied, are noted for individual cases. The best possible torque giving the
leak tightness of the joints is then used on actual exchanger.
Length of Tube Expansion
According to TEMA, for
R
and
B
classless, tubes may be expanded into the tube sheets for
a
length not less than
2
in
(50.8
mm) or the tube-sheet thickness minus
96
in
(3.2
mm), whichever
is smaller, and for
C
class, the length not less than
2
tube diameters or
2
in
(50.8
mm) or the
tube-sheet thickness minus
!4
in
(3.2
mm), whichever is smallest.
Full Depth Rolling
Full depth rolling on thicker tube sheets may be desirable to close the clearance between the
tube and tube-sheet hole; however, in some cases this may tend to weaken the joint due to
differential thermal expansion. For most stringent conditions, welding and rolling may be desir-
able. When this is considered necessary, the holes should be grooved near the weld face to
minimize differential thermal expansion effects
[24].
970
Chapter
IS
Joint Cleanliness
Cleanliness is one of the basic requirements for making good joints. Both tube holes and tube
ends should be well cleaned from scale, rust, and dirt before assembly, and care should be
taken to keep oil, soap, and other lubricants out of the unrolled joint.
Phenomenon of Tube End Growth During Rolling and the Sequence
of
Tube Expansion
While rolling, the rolls are always pushing a wave of metal ahead of them.
As
with the uniform
pressure model, any pressure greater than
(2/fi)
ol,
where
ol
is the tube yield strength at the
manufacturing temperature will cause tube end extrusion. This is the reason for the well-known
phenomenon of “tube end growth during rolling”
[18].
The length of elongation of the rolled
tubes is of the order of a few thousandths of an inch to
!46
in (3.2 mm) or more, depending
on the size, material, and tube wall thickness, as well as the length of the joint to be rolled
WI
*
Tube
End
Growth
of
Fixed-Tube-Sheet Exchanger.
When rolling U-tubes or tubes having
sufficient flexibility to absorb the elongation,
no
difficulty will be experienced when rolling
the second or closing end of the tubes. They should, however, be rolled uniformly
in
order
to
maintain the proper tube alignment. However, this is not true for rolling the second end of the
tubes that connect second tube sheet of a fixed-tube-sheet exchanger. If the tubes are expanded
sequentially, the tube extrusion can cause a tube sheet to bow and tilt out
of
perpendicularity.
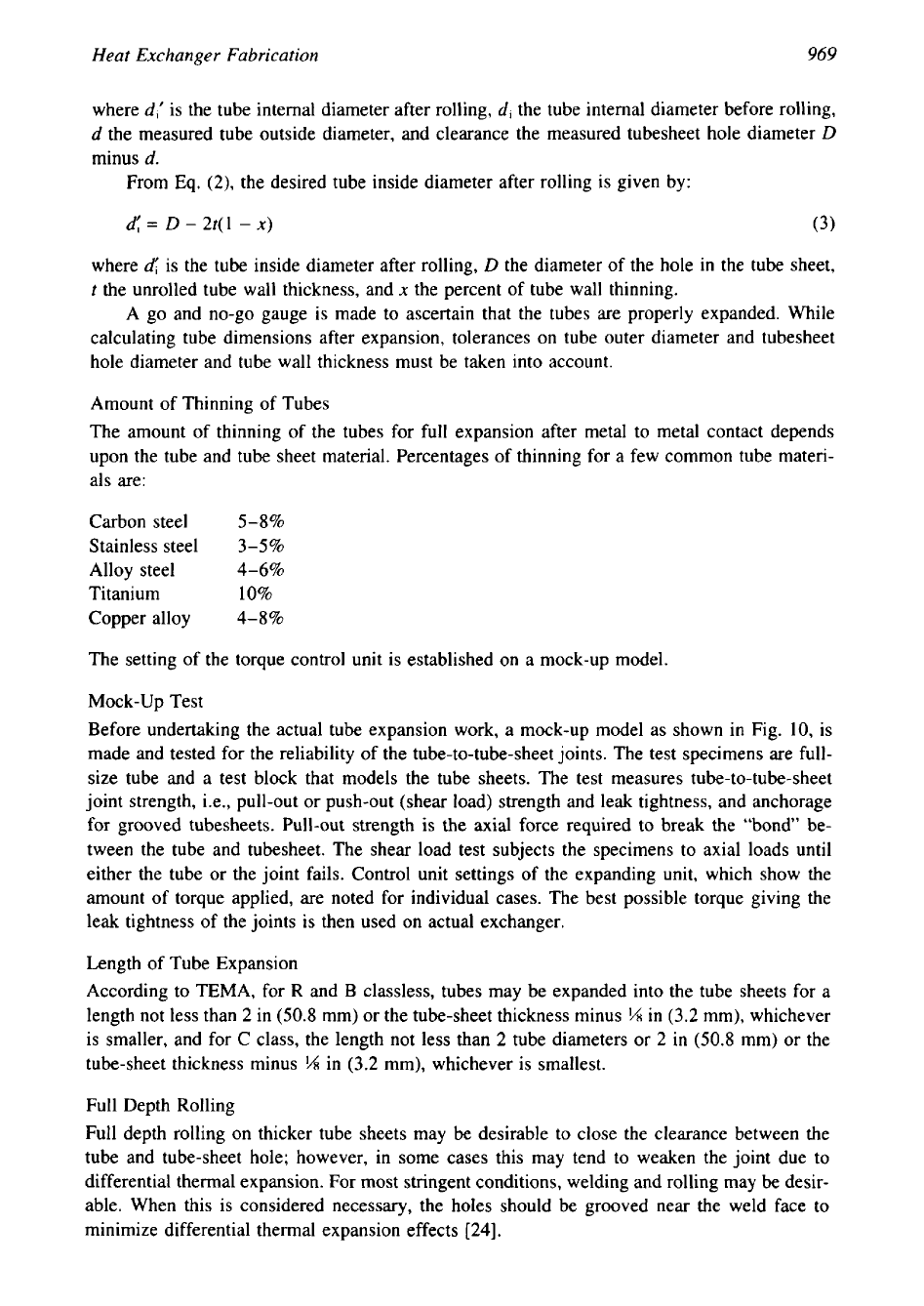
This problem in the fixed-tube-sheet exchanger is overcome by judiciously spacing and rolling
in
a sufficient number
of
so-called “tack tubes” consisting of a few tubes at six or eight equally
spaced at the peripheral locations and at the center as shown in Fig.
11
[22,23]. On a finished
bundle, bowed and dished tube sheets may indicate faulty tube expanding.
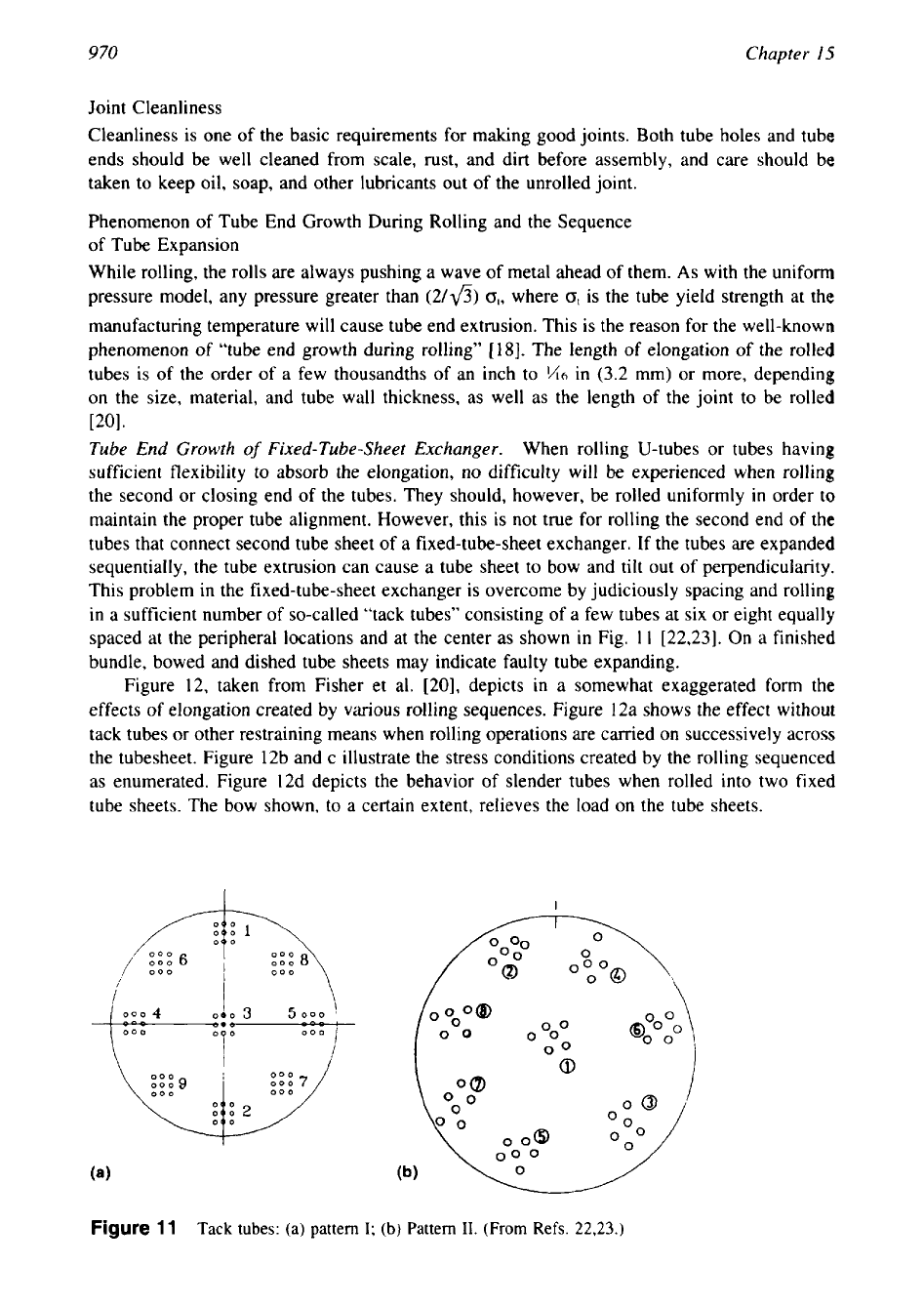
Figure
12,
taken from Fisher et al. [20], depicts in a somewhat exaggerated form the
effects of elongation created by various rolling sequences. Figure 12a shows the effect without
tack tubes or other restraining means when rolling operations are carried on successively across
the tubesheet. Figure 12b and c illustrate the stress conditions created by the rolling sequenced
as enumerated. Figure 12d depicts the behavior of slender tubes when rolled into two fixed
tube sheets. The bow shown, to a certain extent, relieves the load on the tube sheets.
00
Figure 11
Tack tubes: (a) pattern
I;
(b) Pattern
11.
(From
Refs.
22,23.)
971
Heat Exchanger Fabrication
Figure
12
Effects of rolling sequence on tubesheet and tubes. (From Ref.
22.)
Size of Tube Holes
The clearance between tube and tube hole has a definite influence on the tube-expanding
operation. Excess clearance lengthens the expanding operation considerably, and increase the
plastic deformation and work hardening of the tube material, although the actual joint forming
time remains the same [20,21]. Minimum play before rolling is to advantage. Tube hole diame-
ters and tolerances are specified in TEMA standard paragraph RCB-7.4.
Factors Affecting Rolling Process
The factors that affect the quality of the rolling process are discussed in detail by Fisher et al.
[20]. Some of the important factors are
1.
Cleanliness of the tube, tube sheet, and rollers
2.
Conditions of the cage, rollers, and mandrel
3.
Lubrication and cooling
4.
Tube and hole dimensions
5.
Torque cutoff control monitoring and maintenance
6.
Rolling technique, roller rotation speed, number
of
rolls, angle of rolls relative to the tube
axis, shape of the rolls
7. Worker fatigue
It is best to avoid the use of any lubricant during the roller expansion. But if, because of
undue wear or heating of the rolls, lubrication is thought necessary, then
it
must be applied
with discretion [25]. On completion of assembly and expansion, the localized areas around the
tube-to-tube-sheet joint should be cleaned again with the solvent
so
as to remove the final
traces of lubricant.
Strength and Leak Tightness of Rolled Joints
In general, the joint strength and leak tightness of tubes expanded into bare holes, i.e., without
grooves, are functions of the surface area in contact between the tube and hole, residual interfa-
cial pressure at the tube-to-tube-sheet interface produced by the expansion process, static coef-
ficient of friction, and Poisson’s ratio
[20].
Individual factors that affect the joint strength are
discussed next.
Expanders Condition.
Well-made/maintained expanders having hardened and ground man-
drels and rollers are essential for making good rolled joints [24]. Expanders having rollers with
sharp or improperly shaped entrance ends are believed responsible for many joint failures [20].
Feed and Speed.
In general, faster machine rolling produces better results but with a tendency
to greater tube hole deformation, while slower rolling tends to increase tube wall thinning [24].
Length
of
Tube Expansion.
The strength of
a
rolled joint increases with an increase (not
proportional) in length and an increase in the tube wall thickness [20]. Excessive joint length
972
Chapter
15
is more expensive and may cause premature failure, if the tube and tube-sheet materials have
a high difference in coefficients of thermal expansion, as, for example, copper tubes and steel
tube sheets. Short joint lengths in thick tube sheets have an advantage; that is, in case of joint
failure or leaks, the unrolled portion of the joint may be utilized.
Tube and Tube Sheet Materials.
Ideally, the tube sheet material should match the mechanical
properties of the tubes. As the ratio of elastic limits of tube and tube sheet materials rises, the
strength of the joint decreases. Therefore, the elastic limit of the tube material should be
relatively low [21]. A tube and tube sheet combination consisting
of
steel tube and steel tube
sheet produces joints having a high holding strength, whereas a steel tube rolled into a copper
tube sheet would have low strength. Experience has shown that for the best overall results, the
hardness of the tube should be less than that
of
the tubesheet material.
A
reversed condition
usually results in distorted or greatly enlarged tube holes [20]. For materials with limited
ductility, like ferritic stainless steel tubes, rolling should be done carefully.
Friction.
Expanded joints are primarily friction joints. Thus, all other factors being equal,
increase in friction or resistance to sliding will tend to increase the strength of a rolled joint.
Wall Reduction.
Rolled joint pull-out strength increases approximately linearly with wall
reduction, but rolling must not proceed to the point at which adjacent holes are distorted and
tubes dislodged.
Factors That Decide the Optimum Tube Wall Reduction.
Factors that decide the optimum
tube wall reduction for an expanded tube-to-tube-sheet joint are specified in TEMA section
RGP-RCB-7.5.
Joint Leak Tightness
Joint leak tightness depends on factors such as quality of tube, tube ends and tube hole condi-
tion in tubesheets, tube wall thickness, and joint reinforcements by tube hole annular grooves.
Quality
of
Tube Holes (Tube Hole Ovality and Finish).
It must always be remembered that
strength of joint alone is not enough to guarantee a good joint. Consideration must be given
to joint leak tightness, which is influenced greatly by the degree of roughness of the joint
interfaces
[20]
and tube hole ovality [21]. In general, a leak-tight joint can be made much
more easily if the contacting surfaces
of
tube and tube-sheet hole are smooth, but such a joint
has, because of this smoothness, a lower joint strength whereas rough tube holes make strong
joints. For tubes whose hardness is roughly equal to that of the tube-sheet material, as in boiler
and refinery heat exchangers, the conventional “drill and ream” tube hole finish is in order
[20]. Spiral machining marks and lateral grooves have a detrimental effect on the quality of
the joint. This can be avoided by paying proper attention while drillingh-eaming the bore [21].
The effect
of
tube hole finish on the mechanical strength and leak tightness
of
an expanded
tube-to-tube-sheet joint is discussed in TEMA section RGP-RCB-7.43.
Baffles, Tube Ends, and Tube Hole Condition.
Preparation of baffle holes and tube-sheet
holes and assembly of the bundle should be performed to avoid longitudinal scratches on tube
ends, one of the main causes for leaky expanded jpints. Should such scratches
or
tool marks
occur, they should be removed completely by grinding. All tube holes should be truly circular
and of cylindrical shape.
Tube Wall Thickness.
The thicker the tube wall, the better is the seal, because of the increase
in the difference in mean tangential plastic strain. It is shown that within certain limits, thick-
walled tubes are more readily sealed by expansion [21].
Joint Reinforcements by Tube Hole Annular Grooves.
In order to meet the demands of higher
pressures, most tube joints are strengthened by the machining of suitably shaped circumferen-
tial grooves into the walls of the tube-sheet hole (Fig. 13). During the rolling-in process, a
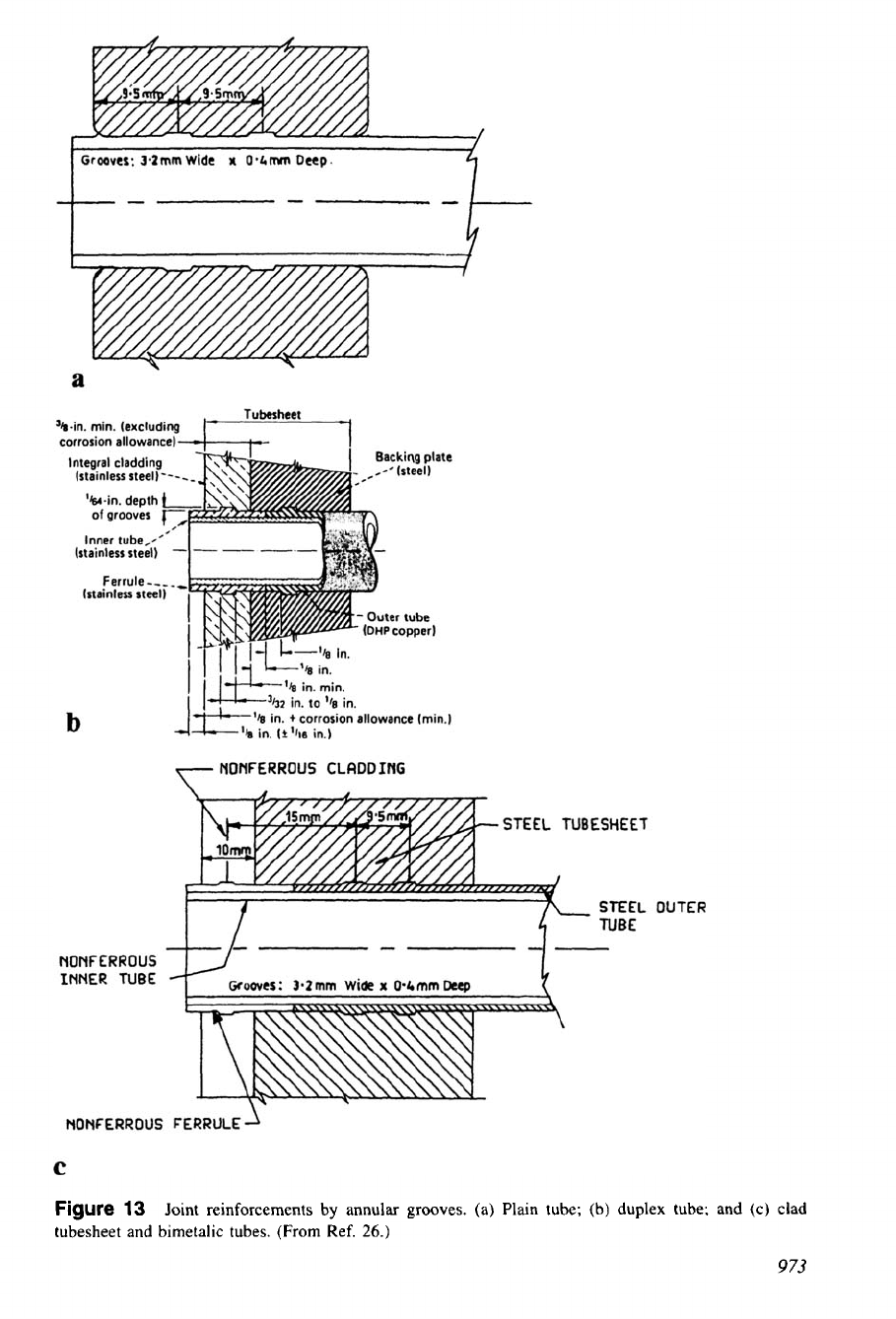
Figure
13
Joint reinforcements
by
annular grooves. (a) Plain tube;
(b)
duplex tube; and (c) clad
tubesheet and bimetalic tubes. (From Ref.
26.)
973