Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

974
Chapter
15
portion of the tube metal is extruded into these grooves. In this manner additional anchorage
and shear strength are provided for the rolled joint, hence increasing the pull-out strength.
Rectangular grooves are commonly used for reinforcement purposes, and they increase the
holding strength and stability of rolled joints by more than
40-50%
[23].
Discussion of Tube Hole Annular Grooves Provision in TEMA. TEMA
RB
Class, re-
quire at least two grooves, each approximately
%
in wide by
%
in
deep (3.2 mm wide
x
0.4
mm deep). TEMA
C
class requires grooving for
%
in
(15.875
mm) and larger diameter tubes
for design pressures over 300 psi (2068 Wa) andlor temperatures in excess of 350°F
(1
767°C).
When integrally clad or applied tube-sheet facings are used, all grooves should be in the base
material unless otherwise specified by the purchaser.
When an exchanger is built with small-diameter tubes and with grooving in the tube sheet,
the designer should consider
[
101
(1
)
the percentage of ligament width removed by the groov-
ing and (2) the percentage of tubesheet thickness that the grooves occupy. For such tubes,
better results might be achieved by using
a
coarse tube hole finish in the range of
250
rms
or
grooves similar to those desired for thin, high-strength tubes.
More Than Two Annular Grooves.
The two
!A
in wide
x
1/64
in deep (3.2 mm wide
x
0.4
mm deep) grooves of the TEMA are adequate for most rolled joints. However, for thin-walled,
high-strength tubes, a series of smaller, shallower grooves of the same total width
is
also
followed.
Step Rolling
In general, the maximum length of tube that can be roller expanded in one rolling tool applica-
tion is about
2
in
(50.8
mm). For larger joint lengths, rolling is done in steps with overlapped
rolled lengths. If the step-rolled lengths do not overlap, there is a series of transitions between
the rolled and unrolled lengths
[20].
Roller Expander for Tube Extending Beyond the Tube Sheet
For tubes that extend beyond the open face of the tube-sheet, a thrust collar that fits over the
tube must be used. The thrust collar positioned against the tube-sheet face will accurately
locate the expanding rolls within the tube-sheet hole.
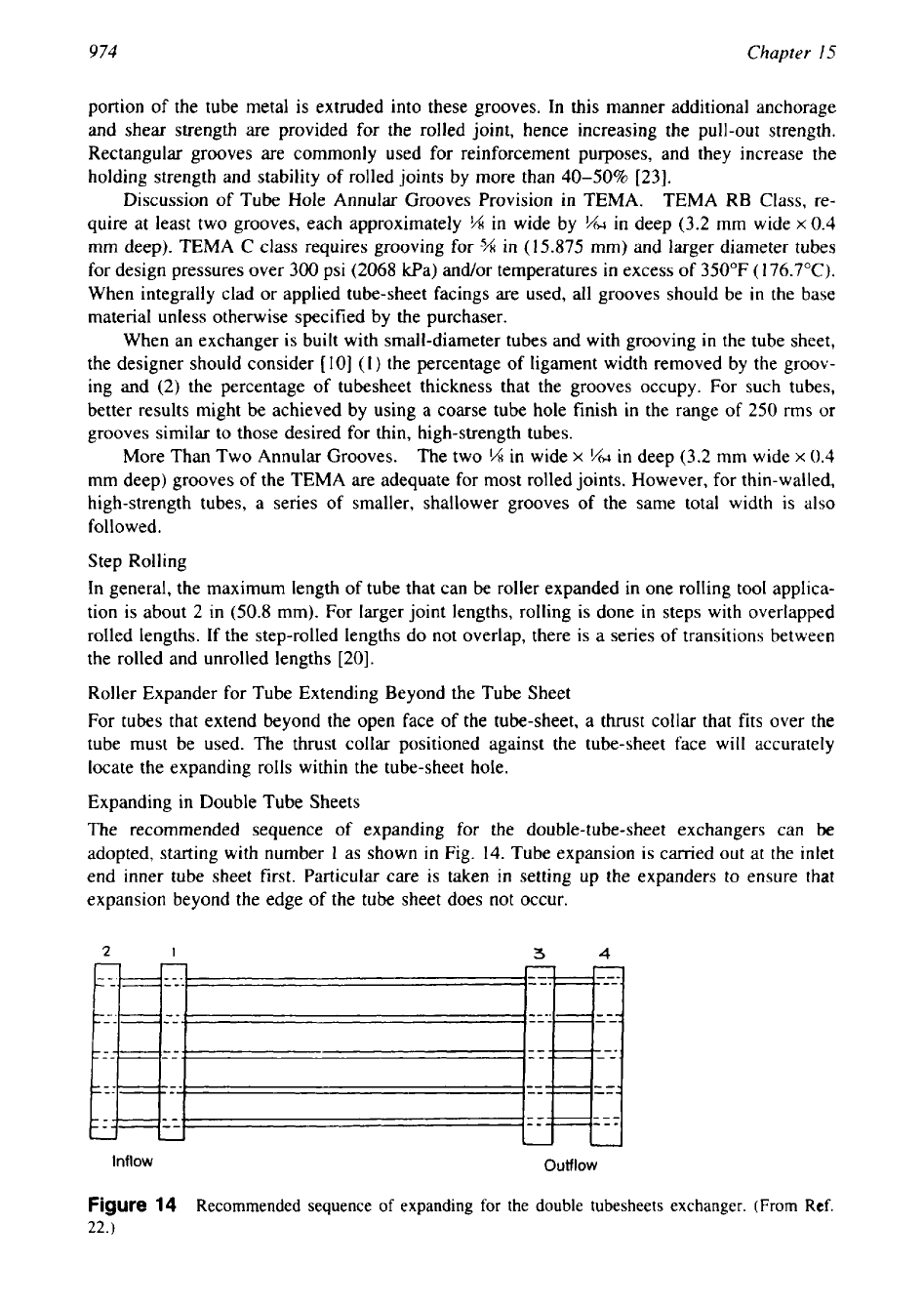
Expanding in Double Tube Sheets
The recommended sequence of expanding for the double-tube-sheet exchangers can
be
adopted, starting with number
1
as shown in Fig.
14.
Tube expansion is carried out at the inlet
end inner tube sheet first. Particular care is taken in setting up the expanders to ensure that
expansion beyond the edge of the tube sheet does not occur.
2
I
3
4
Inflow
Outflow
Figure
14
Recommended sequence
of
expanding
for
the double tubesheets exchanger. (From
Ref.
22.)
Heat Exchanger Fabrication
975
Leak Testing
This is discussed in a later section.
Residual Stresses in Tube-to-Tube-Sheet Joints
All tube expanding methods leave residual stresses in the tube wall.
If
these stresses are tensile
and above
100
MPa, the tube is susceptible to stress corrosion cracking. Some steam generator
manufacturers do a thermal stress relief after expansion to reduce these residual tensile stresses.
However in some situations this is impractical if not impossible
[
191.
3.9
Tu be-to-Tu be-S heet Joint Welding
Expanded joints are adequate for many applications and are still used extensively where pres-
sure differences are not high enough to cause leakage. However, higher temperature and pres-
sure requirements on heat exchangers make expanded joints inadequate, and for certain services
the mixing of the shell-side and tube-side fluids is prohibited. For these conditions, welding of
tube-to-tube-sheet joints must be carried out. At high operating temperatures the expanded
joint undergoes stress relief. The interfacial joint stresses, which give the joint its strength, are
relaxed, the tube wall contracts, and leakage develops
[27].
Weld joints have no such limits at
high temperatures. According to Brosilow
[27],
tube-to-tube-sheet welding is preferred for the
following circumstances:
Tube pitch is too small to permit an expanded joint.
Thermal cycling is severe and operating temperatures are relatively high.
In critical applications where the danger of corrosion is high. The expanded joint is not continu-
ous, since crevices between tube wall and tubesheet lead to crevice corrosion.
When access for maintenance is limited, as in nuclear and in some chemical process ex-
changers.
If welding is used, either it serves as a seal (known as
a
seal-welded joint) or the weld is used
as the principal means of load-bearing connection (known as a strength-welded joint, though
there is no clear demarcation between them).
Various Methods
of
Tube-to-Tube-Sheet Joint Welding
The following means of tube-to-tube-sheet welded joints are generally followed, depending on
the service involved:
1.
Expand in plain holes and seal welding.
2.
Expand in grooved holes with seal welding.
3.
Expand in plain holes and strength welding.
All compatible weldable materials, namely, tubes, tube-sheet, and weld filler metal, may be
joined at tube-to-tube-sheet joints with conventional arc welding methods and gas tungsten arc
(TIG) welding.
Tube-to-Tube-Sheet Joint Configuration
In general the tube-to-tube-sheet connections have been made by passing the tubes through
the tube sheet and fillet welding on the face side using one of the joint geometries shown
in
Fig.
15.
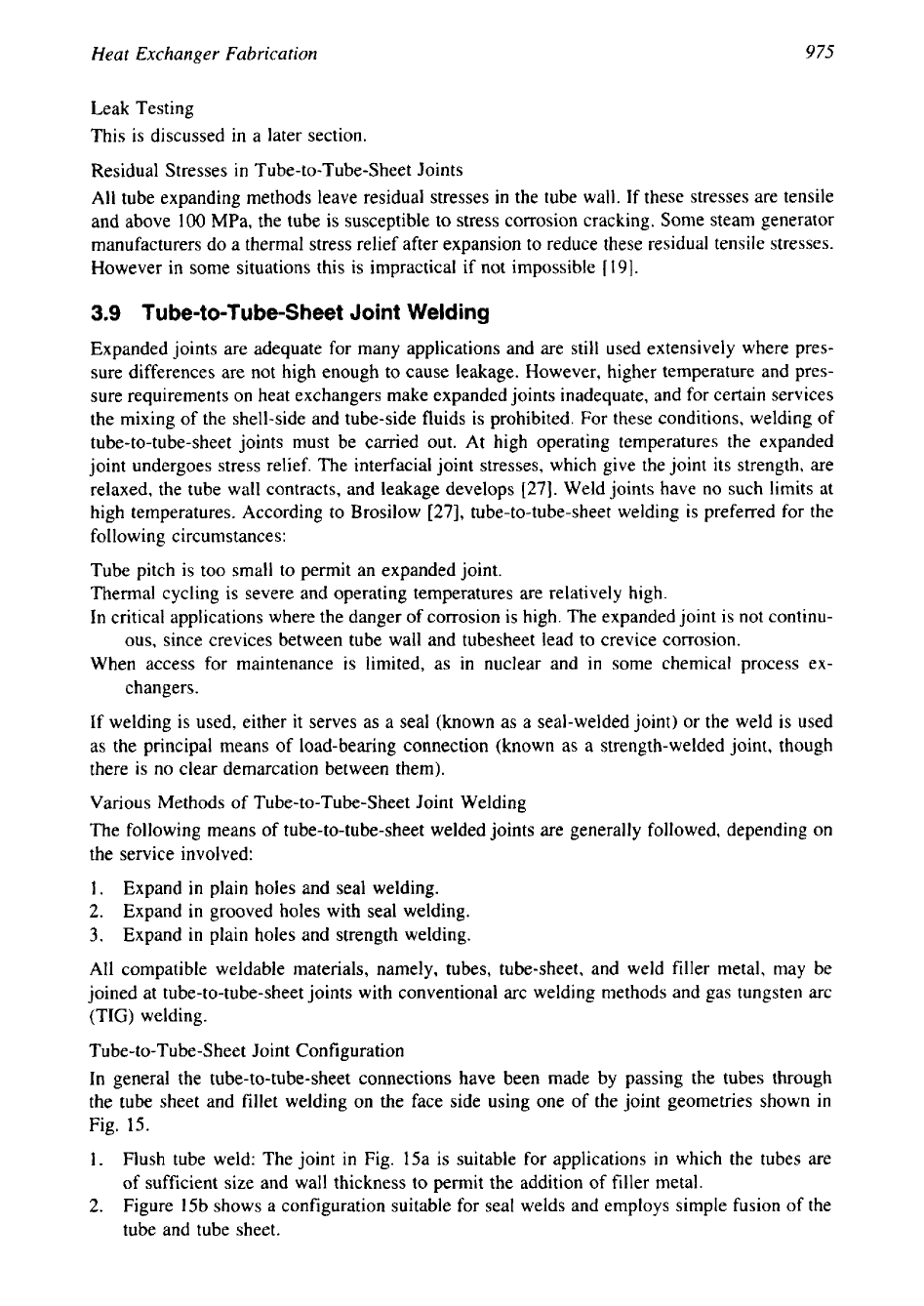
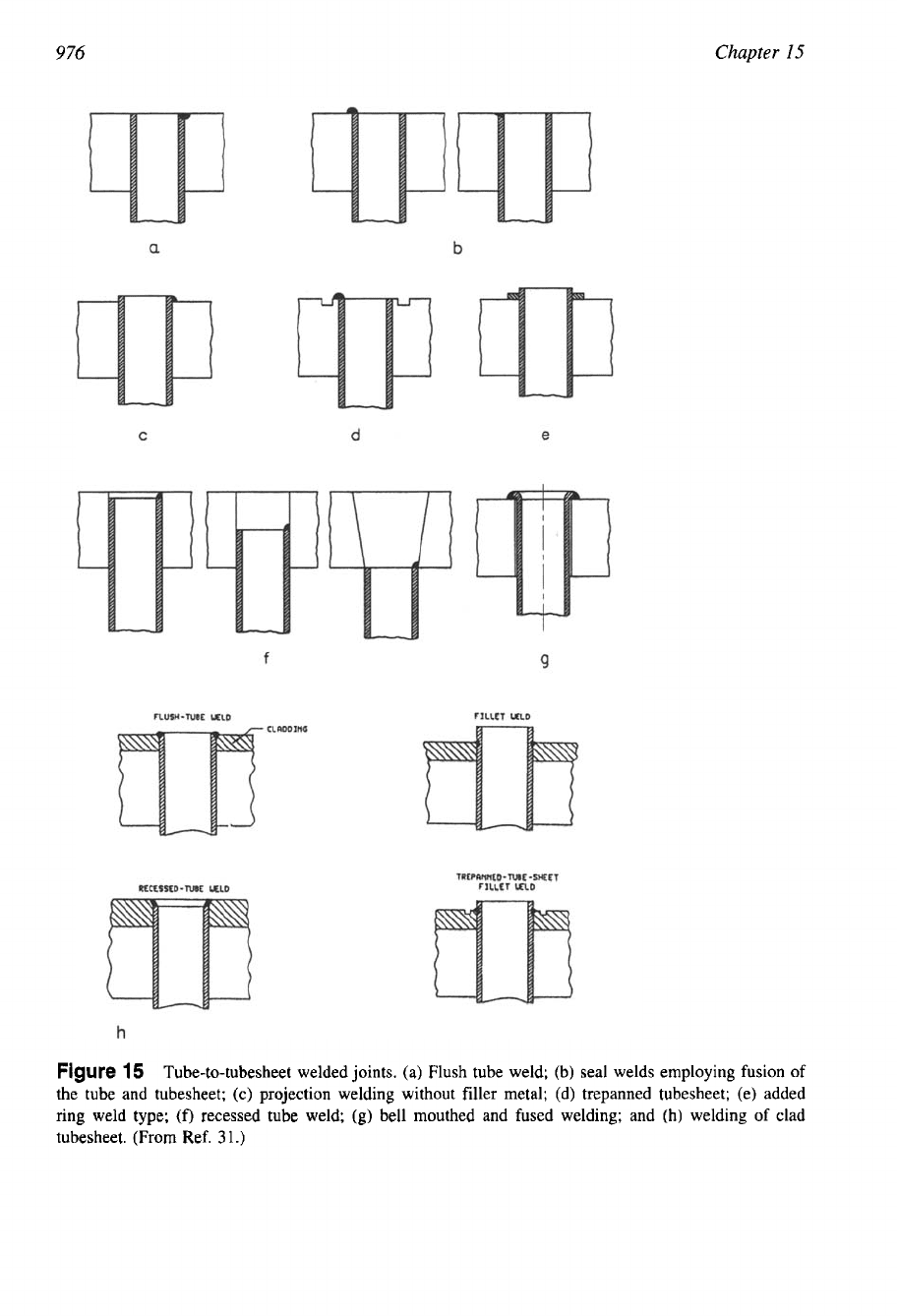
1.
Flush tube weld: The joint
in
Fig. 15a is suitable for applications
in
which the tubes are
of sufficient size and wall thickness to permit the addition
of
filler metal.
2.
Figure 15b shows a configuration suitable for seal welds and employs simple fusion of the
tube and tube sheet.
976
Chapter
15
Figure
15
Tube-to-tubesheet welded joints.
(a)
Flush tube weld; (b) seal welds employing fusion
of
the tube and tubesheet; (c) projection welding without filler metal; (d) trepanned tubesheet; (e) added
ring weld type;
(f)
recessed tube weld;
(g)
bell mouthed and fused welding; and (h) welding of clad
tubesheet. (From Ref.
3
1
.)
977
Heat Exchanger Fabrication
3.
In Fig. 15c, projection of
1
mm is preferred because
it
allows better welding and is suitable
for welding without filler metal.
4.
A modification of Fig. 15a is shown in Fig. 15d, incorporating a trepan in the tube sheet.
It is used for materials in which the welds may be subjected to cracking when made under
conditions of restraint. A trepanned joint is more expensive to machine, and the ligament
length between tubes is a governing factor in use of such a joint
[28].
5.
Added ring weld type: Figure 15e shows fillet welds of the tube-to-tube-sheet joint with a
ring of special alloy placed on the protruding end and melted by an argon arc process.
6.
In Figure 15f, a recessed welded type is employed for avoiding stagnation of the fluid on
the tube sheet and to reduce turbulence on the tube side.
7.
Figure 15g shows tube end bell-mouthed and fused.
8.
Figure 15h shows various forms of tube-to-tube-sheet welding of clad tube sheet.
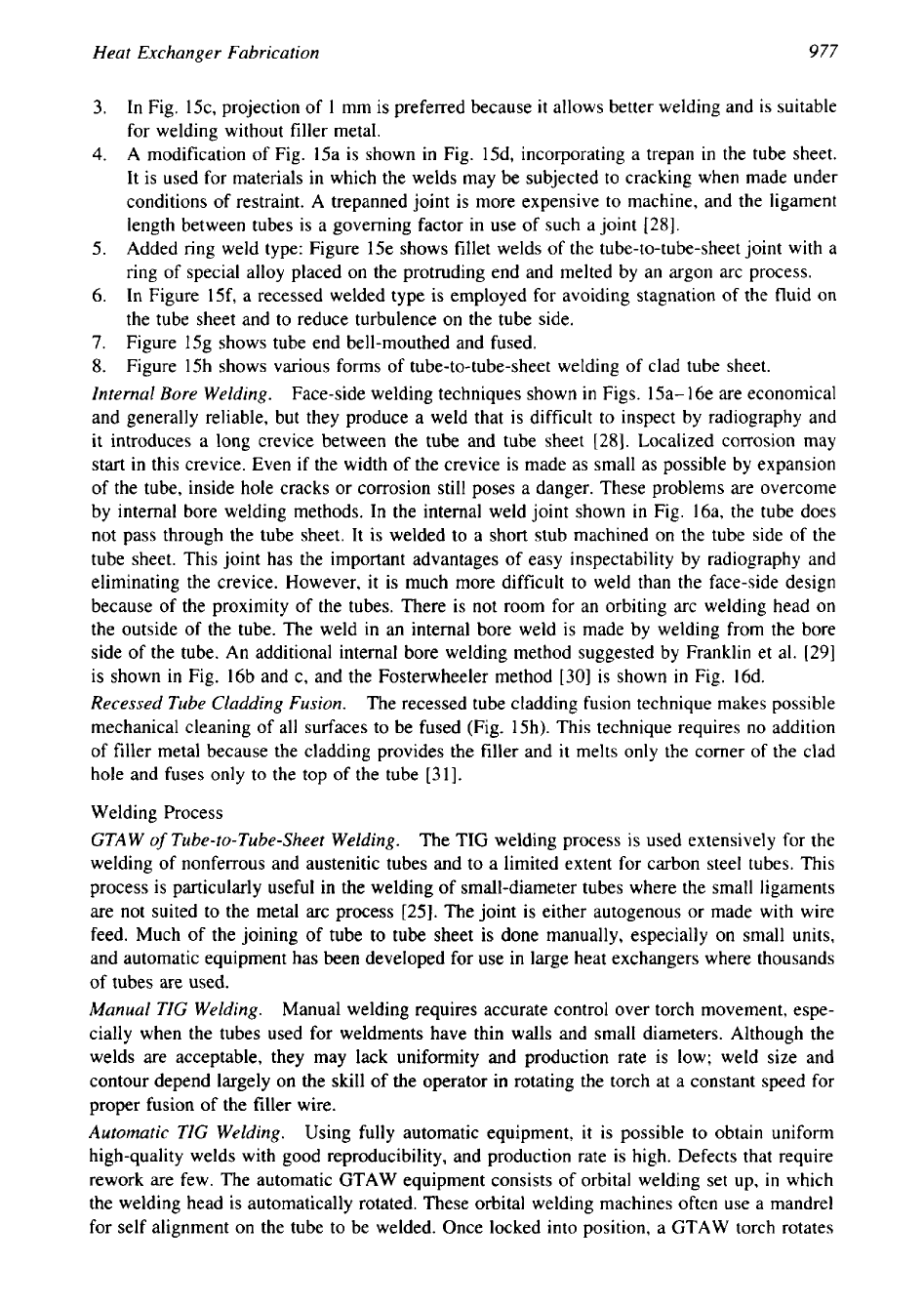
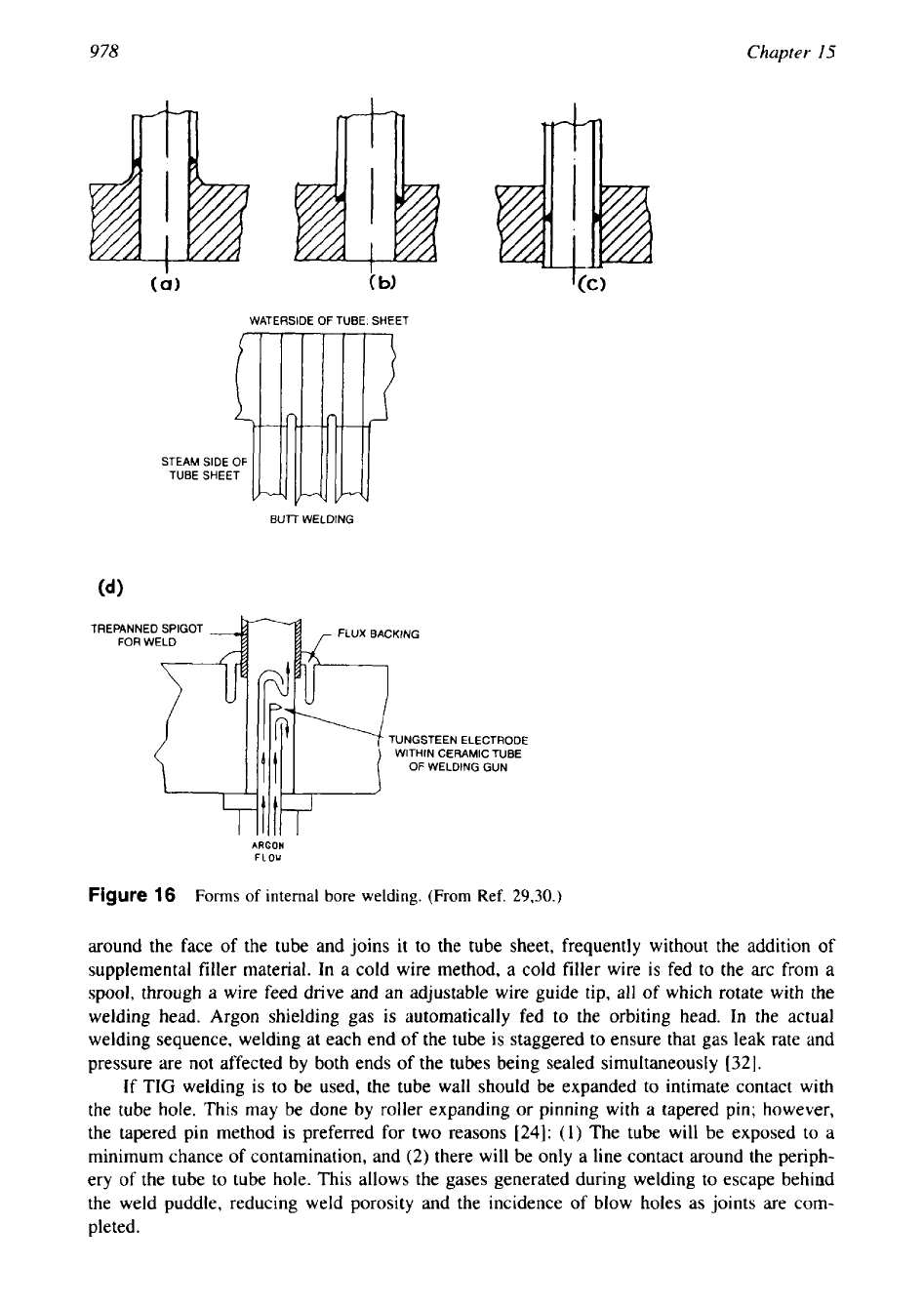
Internal
Bore
Welding.
Face-side welding techniques shown
in
Figs. 15a- 16e are economical
and generally reliable, but they produce a weld that is difficult to inspect by radiography and
it introduces a long crevice between the tube and tube sheet
[28].
Localized corrosion may
start in this crevice. Even if the width of the crevice is made as small as possible by expansion
of the tube, inside hole cracks or corrosion still poses a danger. These problems are overcome
by internal bore welding methods. In the internal weld joint shown
in
Fig. 16a, the tube does
not pass through the tube sheet. It is welded to a short stub machined on the tube side of the
tube sheet. This joint has the important advantages of easy inspectability by radiography and
eliminating the crevice. However, it is much more difficult to weld than the face-side design
because of the proximity of the tubes. There is not room for an orbiting arc welding head on
the outside of the tube. The weld in an internal bore weld is made by welding from the bore
side of the tube. An additional internal bore welding method suggested by Franklin et al.
[29]
is shown in Fig. 16b and c, and the Fosterwheeler method
[30]
is shown
in
Fig. 16d.
Recessed Tube Cladding Fusion.
The recessed tube cladding fusion technique makes possible
mechanical cleaning of all surfaces to be fused (Fig. 15h). This technique requires no addition
of filler metal because the cladding provides the filler and it melts only the corner of the clad
hole and fuses only to the top
of
the tube
[31].
Welding Process
GTAW
of
Tube-to-Tube-Sheet Welding.
The TIG welding process is used extensively for the
welding of nonferrous and austenitic tubes and to a limited extent for carbon steel tubes. This
process is particularly useful in the welding of small-diameter tubes where the small ligaments
are not suited to the metal arc process
[25].
The joint is either autogenous or made with wire
feed. Much of the joining
of
tube to tube sheet is done manually, especially on small units,
and automatic equipment has been developed for use in large heat exchangers where thousands
of tubes are used.
Manual TIG Welding.
Manual welding requires accurate control over torch movement, espe-
cially when the tubes used for weldments have thin walls and small diameters. Although the
welds are acceptable, they may lack uniformity and production rate is low; weld size and
contour depend largely on the
skill
of the operator in rotating the torch at a constant speed for
proper fusion of the filler wire.
Automatic TIG Welding.
Using fully automatic equipment, it is possible to obtain uniform
high-quality welds with good reproducibility, and production rate is high. Defects that require
rework are few. The automatic GTAW equipment consists of orbital welding set up, in which
the welding head is automatically rotated. These orbital welding machines often use a mandrel
for self alignment on the tube to be welded. Once locked into position, a GTAW torch rotates
978
Chapter
I5
WATERSIDE
OF
TUBE: SHEET
STEAM
TUBE
BUTT WELDING
(4
FLUX
BACK"
TUNGSTEEN ELECTRODE
WITHIN CERAMIC TUBE
OF
WELDING GUN
ARGON
FL
OU
Figure
16
Forms
of internal
bore
welding.
(From
Ref.
29,30.)
around the face
of
the tube and joins it to the tube sheet, frequently without the addition
of
supplemental filler material. In a cold wire method, a cold filler wire is fed to the arc from a
spool, through a wire feed drive and an adjustable wire guide tip, all
of
which rotate with the
welding head. Argon shielding gas is automatically fed to the orbiting head. In the actual
welding sequence, welding at each end of the tube is staggered to ensure that gas leak rate and
pressure are not affected by both ends
of
the tubes being sealed simultaneously
[32].
If
TIG welding is to be used, the tube wall should be expanded to intimate contact with
the tube hole. This may be done by roller expanding or pinning with a tapered pin; however,
the tapered pin method is preferred for two reasons
[24]:
(1)
The tube will be exposed to a
minimum chance of contamination, and
(2)
there will be only a line contact around the periph-
ery of the tube to tube hole. This allows the gases generated during welding to escape behind
the weld puddle, reducing weld porosity and the incidence of blow holes as joints are com-
pleted.
979
Heat Exchanger Fabrication
If preheating and postweld heat treating are required, gas heating can be used or modern
equipment is available to carry out the operation in situ. The equipment consist of a computer-
controlled temperature monitor and clamp-on cartridge heating elements [32]. Good-quality
welds between tube and tube sheet require a high degree of operator skill and concentration.
Cleanliness at the joint is always desirable.
Welding of Sections of Unequal Thickness
In SMAW, as in other welding processes, special techniques are required while welding
a
thick
member to a very thin member due to large difference
in
heat-dissipating capacities.
An
appli-
cation involving components of unequal section thicknesses, namely, the welding of heat ex-
changer tubes having 0.093 in (3 mm) wall thickness to a tube sheet as thick as
10
in
(254
mm), is discussed
in
Ref. 33. In this situation, the welding current needed to obtain good
penetration into the thick tube sheet is sometimes very high for the thin tube wall and results
in
under cutting of the tube and a poor weld. If an adequate amount of current for the tube is
used, the heat is not sufficient to provide adequate fusion in the thick tube sheet, and again
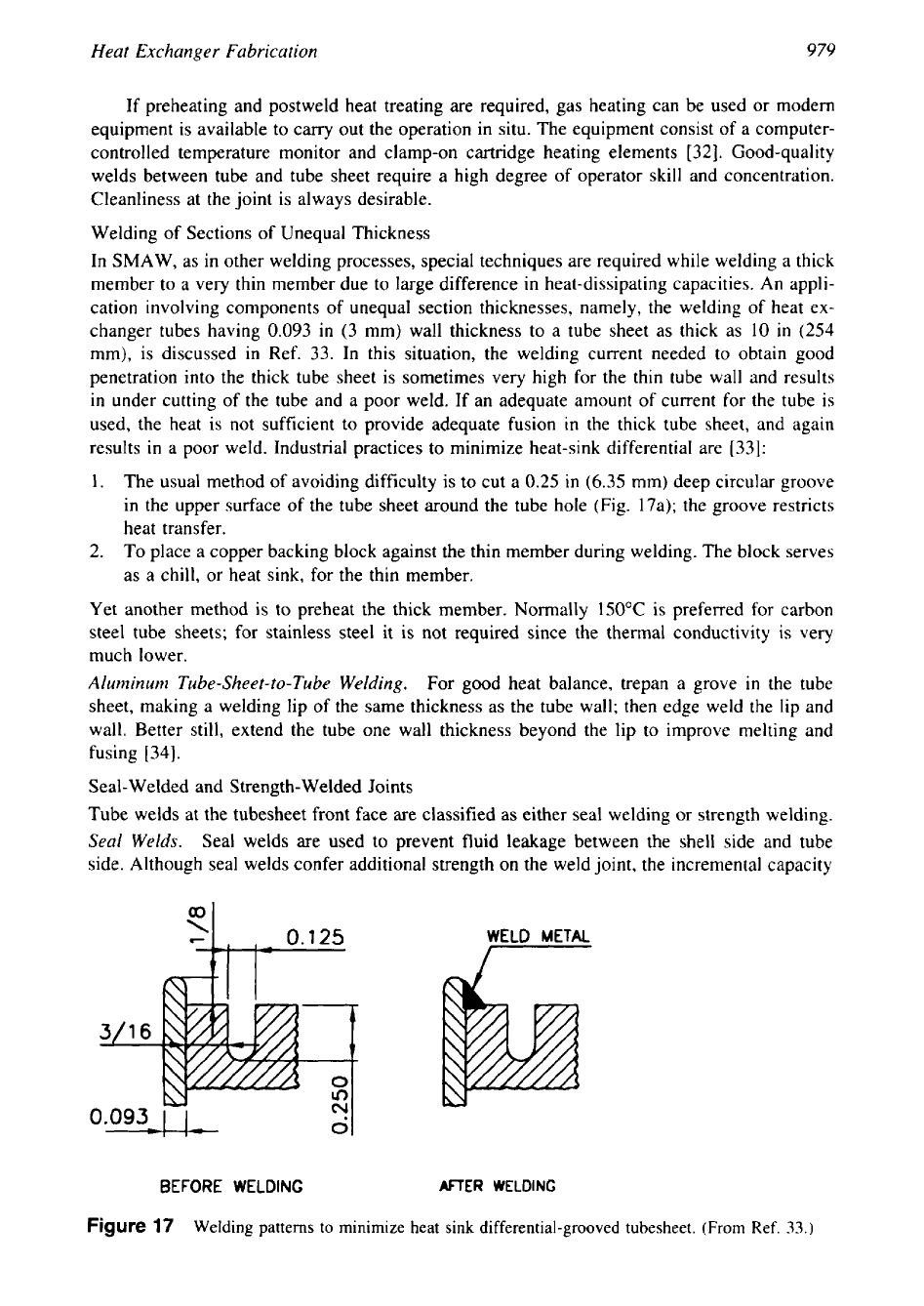
results in a poor weld. Industrial practices to minimize heat-sink differential are [33]:
1. The usual method of avoiding difficulty is to cut a
0.25
in (6.35 mm) deep circular groove
in the upper surface of the tube sheet around the tube hole (Fig. 17a); the groove restricts
heat transfer.
2.
To place
a
copper backing block against the thin member during welding. The block serves
as a chill, or heat sink, for the thin member.
Yet another method is to preheat the thick member. Normally 150°C
is
preferred for carbon
steel tube sheets; for stainless steel it is not required since the thermal conductivity is very
much lower.
Aluminuin Tube-Sheet-to-Tube Welding.
For good heat balance, trepan
a
grove
in
the tube
sheet, making a welding lip of the same thickness as the tube wall; then edge weld the lip and
wall. Better still, extend the tube one wall thickness beyond the lip to improve melting and
fusing [34].
Seal-Welded and Strength-Welded Joints
Tube welds at the tubesheet front face are classified as either seal welding or strength welding.
Seal
Welds.
Seal welds are used to prevent fluid leakage between the shell side and tube
side. Although seal welds confer additional strength on the weld joint, the incremental capacity
WELD METAL
3/16
0.093
_I_)
BEFORE
WELDING
AFTER
WELDING
Figure
17
Welding patterns to minimize heat sink differential-grooved tubesheet. (From Ref.
33.)

980
Chapter
15
of the joints to withstand pressure and temperature imposed by loads is neglected in calculating
the load-carrying capacity of the joint
[
181. Nevertheless, the Code requires a qualified welding
procedure to be used. Seal-welded joints are normally used for service pressure up to
80
kgl
cm2(g) and temperature up to 350°C. It is recommended to expand tubes in grooved holes for
better holding strength for higher service pressures.
Strength- Welded Joints.
Strength-welded joints in lieu of full expansion and seal welding are
adopted for higher temperatures and pressures, as expanded joints lose their leak tightness at
higher temperatures. Tube-to-tube-sheet strength welds are used to transfer all longitudinal
mechanical andor thermal loads from the tubes to the tubesheet. The suggested definition
of
strength weld leads to the following considerations [18]: (1) Using the joint efficiencies speci-
fied in the Paragraph
UW-15
(c) of ASME Code Section
VIII,
Div. 1, the total weld cross-
sectional area times the joint efficiency must equal the tube cross-sectional area;
(2)
weld
strength must be based upon the lower of the tube or tube-sheet allowable stress; and
(3)
differential thermal expansion between the tube, tube sheet, and weld metal must be consid-
ered. Almost all such strength welds are fillet welds, either at the front face of the tube sheet
or within the hole;
or,
in a very few cases, the tube holes may be drilled to match the tube
inside diameter and the tubes butt welded to the tube-sheet secondary face (Fig. 16a and d),
known as internal bore welding. Some typical strength-welded joints are given in Fig. 18.
Joint Strength.
ASME Code procedure to determine joint strength is discussed in Chapter 11
with mechanical design of shell and tube heat exchangers.
Figure
18
Some acceptable weld geometries where
a
is less than
1.4t.
(Reproduced from Ref.
3.)
981
Heat Exchanger Fabrication
Considerations in Tube-to-Tube-Sheet Welding
There are certain factors to be considered when planning a tube-to-tube-sheet joint [35]:
1.
Is
the tube-sheet an air-hardening material that will require PWHT?
2.
Are the tube ends and the tube-sheet holes clean?
3.
Welding before expanding or expanding before welding?
Other factors to be considered include these [18]:
4.
Granular structure.
5.
The coefficient of thermal expansion of the tubes and tube sheet materials must be close
enough.
These factors are discussed next.
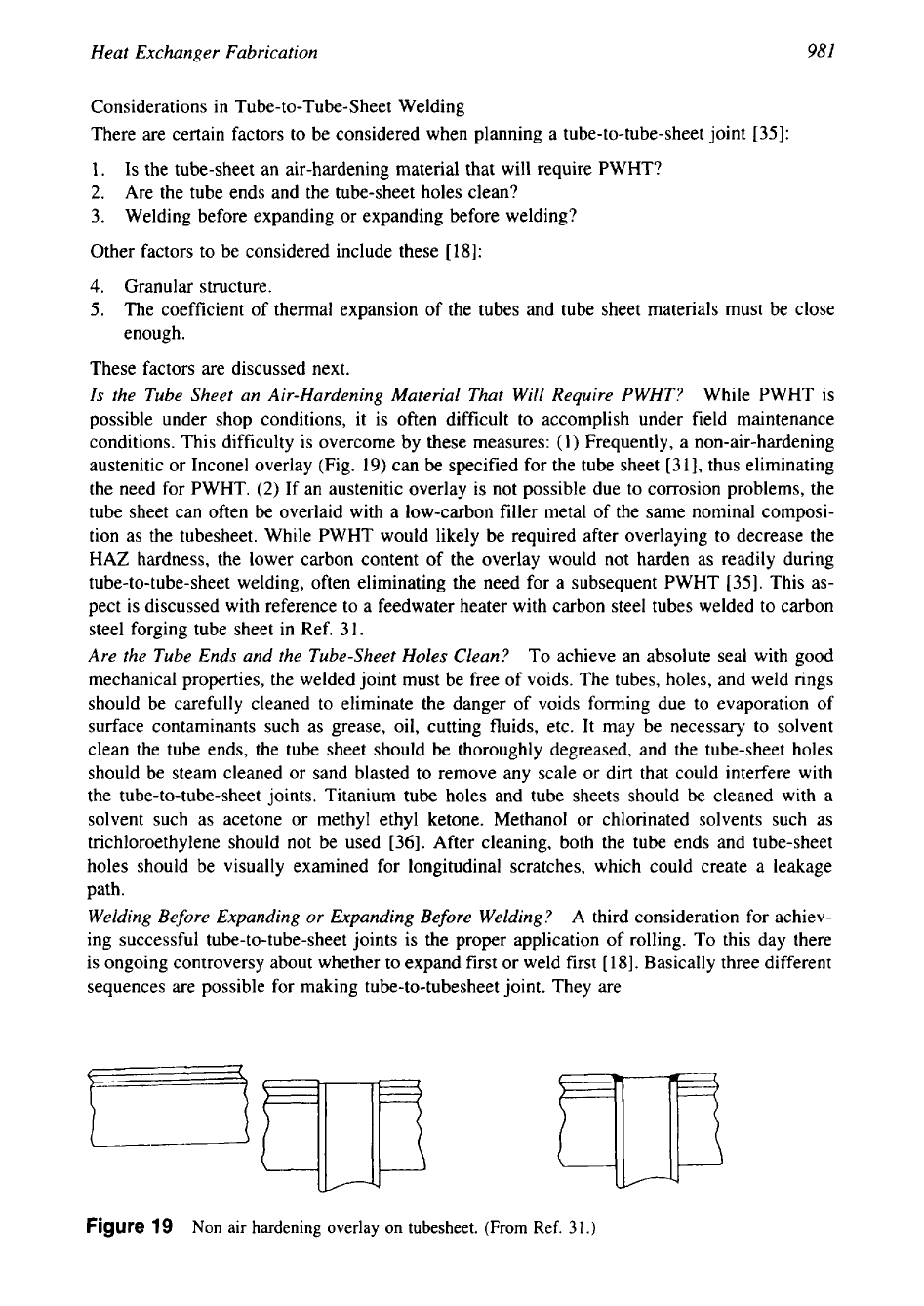
Is
the Tube Sheet an Air-Hardening Material That Will Require PWHT?
While PWHT is
possible under shop conditions, it is often difficult to accomplish under field maintenance
conditions. This difficulty
is
overcome by these measures:
(1)
Frequently, a non-air-hardening
austenitic or Inconel overlay (Fig.
19)
can be specified for the tube sheet [31], thus eliminating
the need for PWHT.
(2)
If an austenitic overlay is not possible due to corrosion problems, the
tube sheet can often be overlaid with a low-carbon filler metal of the same nominal composi-
tion as the tubesheet. While PWHT would likely be required after overlaying to decrease the
HA2
hardness, the lower carbon content of the overlay would not harden as readily during
tube-to-tube-sheet welding, often eliminating the need for a subsequent PWHT [35]. This as-
pect is discussed with reference to a feedwater heater with carbon steel tubes welded to carbon
steel forging tube sheet in Ref. 31.
Are the Tube
Ends
and the Tube-Sheet Holes Clean?
To achieve an absolute seal with good
mechanical properties, the welded joint must be free of voids. The tubes, holes, and weld rings
should be carefully cleaned to eliminate the danger of voids forming due to evaporation of
surface contaminants such as grease, oil, cutting fluids, etc. It may be necessary to solvent
clean the tube ends, the tube sheet should be thoroughly degreased, and the tube-sheet holes
should be steam cleaned
or
sand blasted to remove any scale
or
dirt that could interfere with
the tube-to-tube-sheet joints. Titanium tube holes and tube sheets should be cleaned with a
solvent such as acetone or methyl ethyl ketone. Methanol
or
chlorinated solvents such as
trichloroethylene should not be used [36]. After cleaning, both the tube ends and tube-sheet
holes should be visually examined for longitudinal scratches, which could create a leakage
path.
Welding Before Expanding
or
Expanding Before Welding?
A third consideration for achiev-
ing successful tube-to-tube-sheet joints is the proper application of rolling. To this day there
is ongoing controversy about whether to expand first or weld first [18]. Basically three different
sequences are possible for making tube-to-tubesheet joint. They are
mm
Figure
19
Non air hardening overlay on tubesheet.
(From
Ref.
31.)
982
Chapter
15
1.
Expansion of the tubes followed by welding
of
tubes.
2.
Welding of the tube ends followed by expansion.
3.
Light expansion followed by seal welding and followed by full expansion.
The sequence for making a tube-to-tube-sheet joint is determined by the following factors
[
181:
(1)
the requirement that the surfaces be very clean;
(2)
the need for a path of escape of
welding generated gases-otherwise the gases will cause porosity in the weld;
(3)
the maxi-
mum desirable root gap for the material being welded; and
(4)
the need to repair welds that
have failed in service.
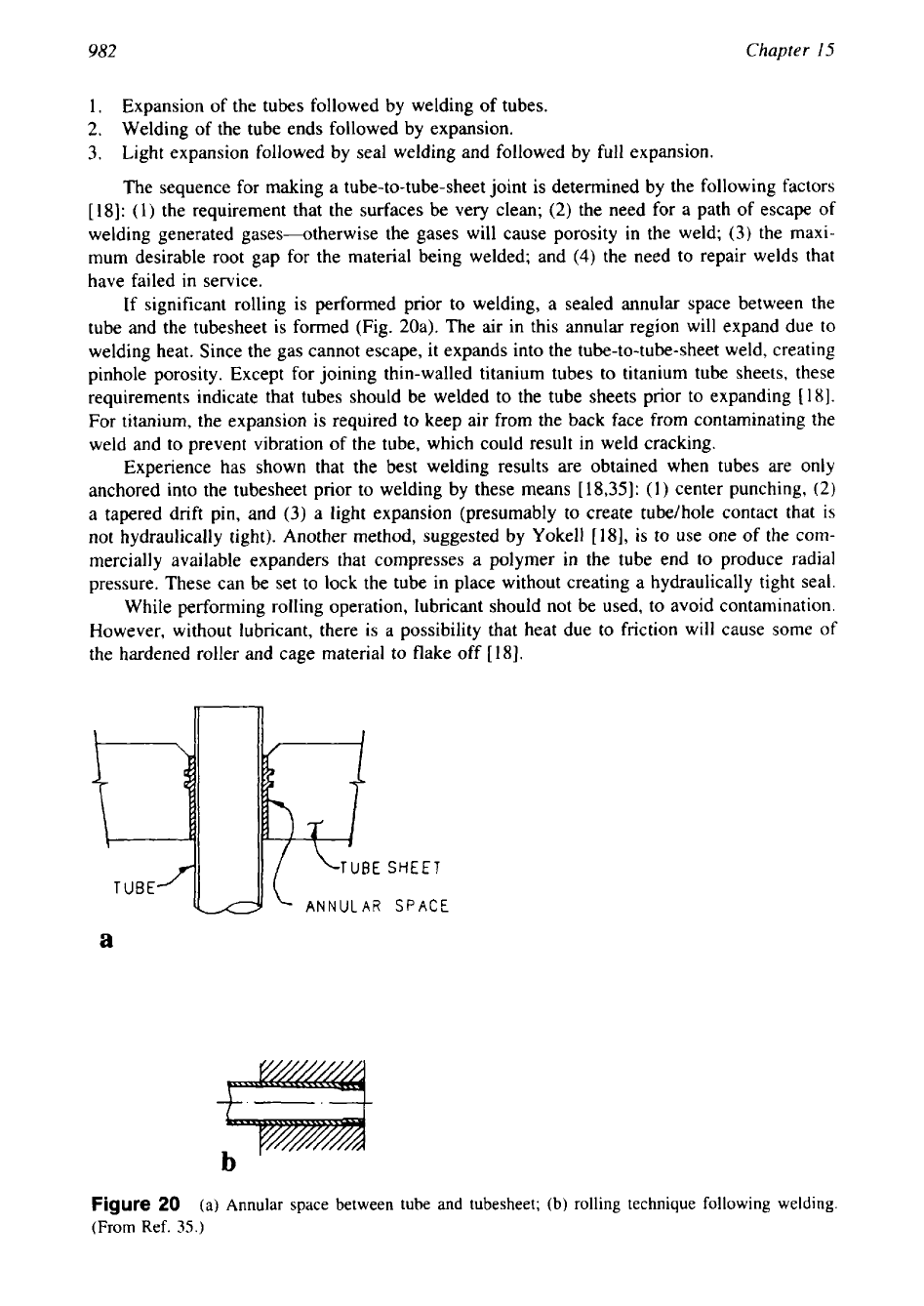
If significant rolling is performed prior to welding, a sealed annular space between the
tube and the tubesheet is formed (Fig. 20a). The air in this annular region will expand due
to
welding heat. Since the gas cannot escape, it expands into the tube-to-tube-sheet weld, creating
pinhole porosity. Except for joining thin-walled titanium tubes to titanium tube sheets, these
requirements indicate that tubes should be welded to the tube sheets prior to expanding
[
181.
For titanium, the expansion is required to keep air from the back face from contaminating the
weld and to prevent vibration of the tube, which could result in weld cracking.
Experience has shown that the best welding results are obtained when tubes are only
anchored into the tubesheet prior to welding by these means
[
18,351: (1) center punching,
(2)
a tapered drift pin, and
(3)
a light expansion (presumably to create tube/hole contact that
is
not hydraulically tight). Another method, suggested by Yokel1 [18], is to use one of the com-
mercially available expanders that compresses a polymer
in
the tube end to produce radial
pressure. These can be set to lock the tube in place without creating a hydraulically tight seal.
While performing rolling operation, lubricant should not be used, to avoid contamination.
However, without lubricant, there is a possibility that heat due to friction will cause some
of
the hardened roller and cage material to flake off [18].
E
SHEET
R
SPACE
a
Figure
20
(a) Annular space between tube
and
tubesheet;
(b)
rolling technique following welding.
(From Ref.
35.)
983
Heat Exchanger Fabrication
Proper rolling techniques following welding are required. Some fabricators have found it
necessary to start rolling at least
12.5
mm
(0.5
in) away from the weld, proceeding toward the
shell side of the tube sheet
[35].
This is shown in Fig.
20b.
Such a procedure minimizes the
amount of mechanical loading on the weld. As indicated by TEMA, rolling should not progress
closer than
3.2
mm
(%
in) to the shell side of the tubesheet.
Merits
of
Sequence
of
Completion
of
Expanded and Welded Joints.
Merits and demerits of
these methods are as follows.
First Expansion Followed by Welding.
Merits:
1.
Welds are free from strains induced by rolling operation.
2.
The integrity of the tube expansion can be tested.
Demerits:
1.
Welds may contain porosity due to the presence of lubricants used during expansion, if
cleaning is not done properly.
2.
Expansion may get loosened under the influence of heat during welding. Such tubes would
require rerolling.
First Welding Followed by Expansion.
Merits:
1.
Welds are free from porosity due to the absence of lubricants.
2.
If
the tube-to-tubesheet joint requires PWHT, there is no point in expanding first. The heat
treatment will relax the tubes.
3.
Tube projection for welding
is
uniform.
Demerits:
1. Welds may be damaged due to strain caused by expansion.
2.
There is no foolproof check for the leak tightness of the expansion carried out, as the seal
welds may help in shadowing the underexpansion
of
the tubes.
3.
Weld shrinkage may reduce the tube inner diameter
so
that it is difficult to insert expand-
ers. This problem is overcome by reaming.
Light expansion followed by seal welding
and
followed by full expansion is most pre-
ferred, since it has the merits of the two sequences just discussed.
Granular Structure.
Tube sheets must have a granular structure fine enough to permit consis-
tently uniform weld metal deposits. Carbon steel tube sheets should always be grain refined
[W.
CoefJicient
of
Thermal Expansion
of
the Tubes and Tube-Sheet Materials.
Consider, for ex-
ample, an austenitic stainless steel tube,
TIG
welded to a carbon steel tubesheet with high-
alloy filler metal. The coefficient of thermal expansion
of
the austenitic stainless steels is about
50%
greater than that of the carbon steel. The fusion temperature
is
in the range of 2800°F
(173OOC).
As the welds solidify rapidly, the difference in the rates of expansion engenders
high levels of thermal stress
[18].
Stresses due to operating pressure superimposed on the
thermal stresses may cause premature failures.
Full-Depth, Full-Strength Expanding After Welding
When the welds are at or near the tube-sheet front face, it is desirable to full strength expand
the tubes for approximately the whole tube-sheet thickness for the following reasons
[
181:
1.
Expanding the tubes into the holes isolates the welds from the effects of tube vibration.
2.
Contact between the tube and hole permits heat to
flow
between the tube and tube sheet.
3.
For full-strength expanded tubes, the ligament efficiency is much greater than when there