Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

954
Chapter
I4
Tube sheet
--’I
Tube
support
plate
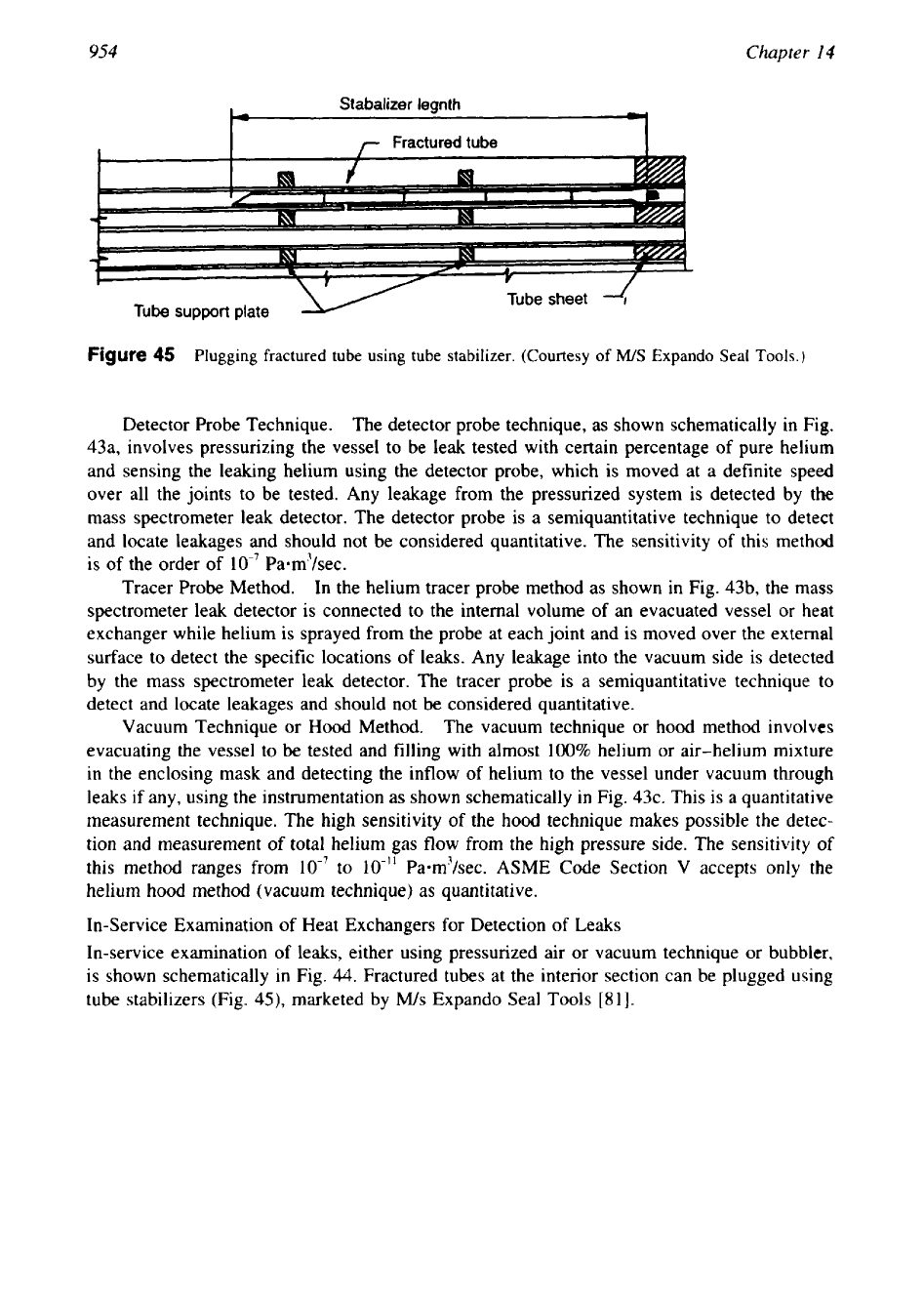
Figure
45
Plugging fractured tube using tube stabilizer. (Courtesy
of
WS
Expando Seal
Tools.)
Detector Probe Technique. The detector probe technique, as shown schematically in Fig.
43a, involves pressurizing the vessel to be leak tested with certain percentage of pure helium
and sensing the leaking helium using the detector probe, which is moved at a definite speed
over all the joints to be tested. Any leakage from the pressurized system is detected by
the
mass spectrometer leak detector. The detector probe is a semiquantitative technique to detect
and locate leakages and should not be considered quantitative. The sensitivity of this method
is of the order of
10-7
Pa*m3/sec.
Tracer Probe Method.
In the helium tracer probe method as shown in Fig. 43b, the mass
spectrometer leak detector is connected to the internal volume of
an
evacuated vessel or heat
exchanger while helium is sprayed from the probe at each joint and is moved over the external
surface to detect the specific locations of leaks. Any leakage into the vacuum side is detected
by the mass spectrometer leak detector. The tracer probe is a semiquantitative technique to
detect and locate leakages and should not be considered quantitative.
Vacuum Technique or
Hood
Method.
The vacuum technique or hood method involves
evacuating the vessel to be tested and filling with almost 100% helium or air-helium mixture
in the enclosing mask and detecting the inflow of helium to the vessel under vacuum through
leaks if any, using the instrumentation as shown schematically in Fig. 43c. This is a quantitative
measurement technique. The high sensitivity
of
the hood technique makes possible the detec-
tion and measurement of total helium gas flow from the high pressure side. The sensitivity
of
this method ranges from
10-7
to
10-”
Pa*m3/sec. ASME Code Section V accepts only the
helium
hood
method (vacuum technique) as quantitative.
In-service Examination of Heat Exchangers for Detection of Leaks
In-service examination of leaks, either using pressurized air or vacuum technique or bubbler,
is shown schematically in Fig.
44.
Fractured tubes at the interior section can be plugged using
tube stabilizers (Fig. 45), marketed by
M/s
Expando Seal
Tools
[Sl].
15
Heat Exchanger Fabrication
1
INTRODUCTION TO FABRICATION
OF
THE SHELL
AND TUBE HEAT EXCHANGER
With advances in material and welding technology, fabrication processes today call for high
standards of understanding and workmanship. Equipment made with materials of correct choice
and quality and adequate design may fail in service if the workmanship is sacrificed during
fabrication
[l].
It is needless to say that failure of any heat exchanger in service due to bad
manufacturing practices, apart from causing
loss
of production, may cause accidents and dam-
age to the equipment and property. Therefore, in industries where heat exchangers are to be
made as per code, it is essential that the product quality be controlled at all stages of its
manufacture. This section details standard shop floor practices for fabrication of heat ex-
changers.
The detailed methods of shop floor practices are left to the discretion of the manufacturer
in conformity with TEMA Standards [2]. The applicable construction code is ASME Code
Section VIII, Div.
1
[3]. The manufacturer shall submit for purchaser’s approval three prints
of
an outline drawing showing overall dimensions, nozzle sizes and locations, supports, and
weight. The purchaser’s approval of drawings does not relieve the manufacturer
of
responsibil-
ity for compliance with TEMA Standard and applicable code.
2
DETAILS
OF
MANUFACTURING DRAWING
Manufacturing drawings for heat exchanger fabrication should contain some additional details
than any other engineering drawing. Such additional details for the fabrication of heat exchang-
ers are listed by Rao [4]. Some of the details pertaining to welding and testing plan are [4]:
1.
Name plate location and details
2.
Weld line orientations and locations, weld profiles and sizes
3.
Testing plan indicating the tests to be conducted on welds, and assemblies such as NDT
test, destructive tests, hydrotest/pneumatic test, etc.
955

956
Chapter
15
4.
Welding plan to show WPS reference to each weld
5.
Technical delivery conditions
of
materials
6.
Edge preparation and method employed
7.
Electrodes with equivalent AWS specifications
8.
Welding methods to
be
employed
9.
Code certification and stamping requirements as indicated in the purchase order
10.
Maximum allowable working pressure
11.
Design pressure
12.
Hydrotest pressure
13.
Operating temperature
14.
Design temperature
15.
Minimum design metal temperature
2.1
Additional Necessary Entries
Rao
[4]
recommends the following additional entries in the drawing:
Code requirements
Volume of pressure chambers
Special loadings
Corrosion allowance
Joint efficiency
Joining method other than welding (e.g., brazing, adhesive bonding, rolling-in of tubes)
Surface treatment (e.g., painting, pickling, coating, lining)
Inspection authority
Instructions for the jobsite (e.g., assembly weld)
3
STAGES
OF
HEAT EXCHANGER FABRICATION
The main stages of heat exchanger manufacture are as follows
[
11:
1. Identification of materials
2. Edge preparation and rolling of shell sections, tack welding, and alignment for welding
of longitudinal seams
3.
Welding of shells, checking the dimensions and subject
to
radiography
4.
Checking the circularity and the assembly fit ups, including nozzles
5.
Tube sheets and baffles drilling
6.
Tube bundle assembly and insertion
of
the assembly into the shell
7.
Tube-sheet to shell welding
8.
Tube expansion
9.
Tube-to-tube-sheet joint welding
10.
Heat treatment
11.
Assembly of channel with shell assembly
12.
Hydrostatic testing and stamping
13.
Preparation
for
shipment
14.
Preparation of data folder
A
flow
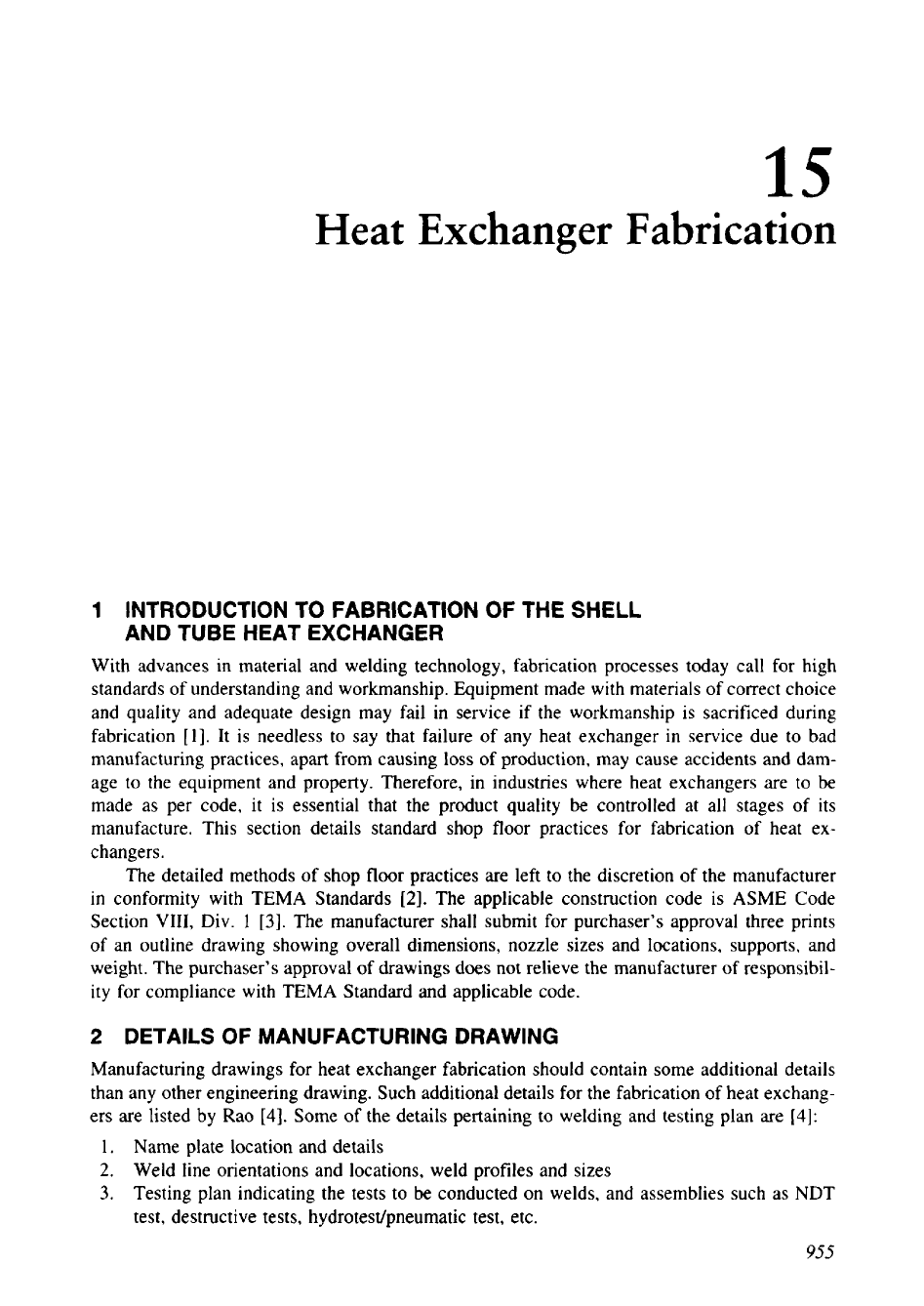
chart for the manufacture of fixed tubesheet heat exchanger is shown in Figure 1.
Heat Exchanger Fabrication
957
I
NOZZLE OPENING PREPARATION PREPARATION
SUPPORT
GW.
RWlNC
CUITINC
BOLT HOLE
OPENING
11
If
CLEANING
EWE
If
CLEANING
SHELL WELDING
PREPARATION
I
I
11
I
I
SHELL WELDlNC CHANNEL WELDING
I
I
TueE
SHEET
TO
DISHED
END WlTH
I
I
t
NOZ. PlPE
ASSY.
6:
CHANNEL WELDING
I
FACE
WHINING
I
I
PWKS BWKINC
ON
WOODEN
eoxpE
PREPARATION
Figure
1
Flow
chart
for
manufacture
of
fixed tube sheet shell and tube heat exchanger. (Courtesy
of
Universal Heat Exchangers
Ltd.,
Coimbatore, India.).
3.1
Identification of Materials
Identification includes a job number, serial number, and heat number, if relevant. Throughout
production, identification follows the material or component, assuring traceability
[5].
The
certified plates fall into two categories. One type certifies the physical and chemical properties,
while the other type, in addition to chemical and physical properties, also certifies soundness
958
Chapter
1.5
of material by ultrasonic tests. Ultrasonic tests are used to detect defects like lamination, poros-
ity,
and slag inclusions.
3.2
Edge Preparation and Rolling of Shell Sections, Tack Welding,
and Alignment for Welding of Longitudinal Seams
General Discussion on Forming of Plates
In
general, the forming of plates in the pressure vessel industry covers the bending of plates
into shell courseshelts and spinning and pressing of circular plates to form vessel heads. The
most critical factors governing the cold forming of a shell course in a given material are
(1)
the plate thickness and
(2)
the final diameter of the finished cylinder. Therefore, the radius
of
bending is limited to a maximum percentage strain in the outer fiber in the range of
3
to
4.5%
without an intermediate annealing or
stress
relief
[6].
According to Peacock
[6],
since local
straining during cold bending may cause higher values of strain in localized areas, in practice,
a
factor of safety is adopted to limit the strain in the outer fibers to
2
to
2.25%.
The strain
E
on the outer fibers of the shell has been calculated by Carpenter and Floyd
[7]
as
follows:
where
R,
is the final radius,
R2
the initial radius (for a flat plate use a value of
1000
in),
and
t
the thickness of plate.
After forming the shell/dished ends, the manufacturer should examine them to make cer-
tain that they conform to the prescribed shapekontour and meet the thickness requirements
after forming.
Fabrication of Shell
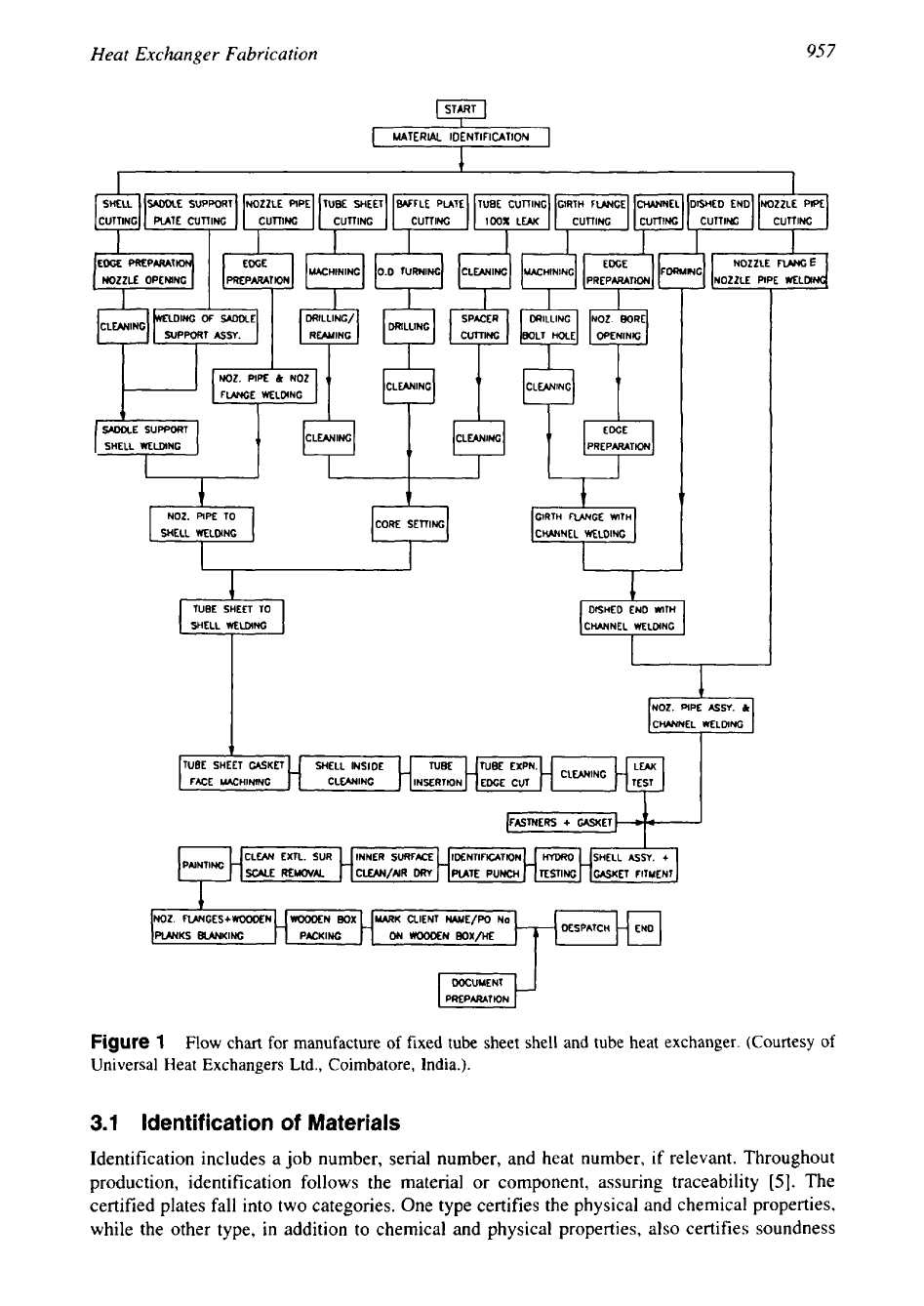
As per TEMA section
RCB-3,
the heat exchanger shell should be fabricated from either com-
mercially available seamless or welded wrought pipe or from plate rolled (bending roll position
is
shown
in
Fig. 2a) into a longitudinally fusion-welded cylinder.
In
the case of rolled shells,
the certified plates are put into inspection after marking the sizes as per drawing requirements.
The inspector will stamp the plates with a monogram and allow for cutting.
The cutting process includes machining or gas cut or plasma arc cut. Aluminum alloy
plates are mechanically cut, using midsaw bandsaws, portable handsaws, or guillotines; stain-
less steel is either sawn, guillotined, or cut by the plasma cutting process. Gas-cut plate edges
are then machined for weld preparation. After cutting the plates to size and edge preparation.
the edges
of
plates should be examined for defects like cracks and lamination. The plates are
then rolled to the required dimensions. Edge preparation is a critical factor in the production
Symmetric roll position
Asymmetric roll position
(a)
Figure
2
(a)
Rolled
shell.
959
Heat Exchanger Fabrication
1
Plate round
2
Plates round 3 Multiple plates round
(b)
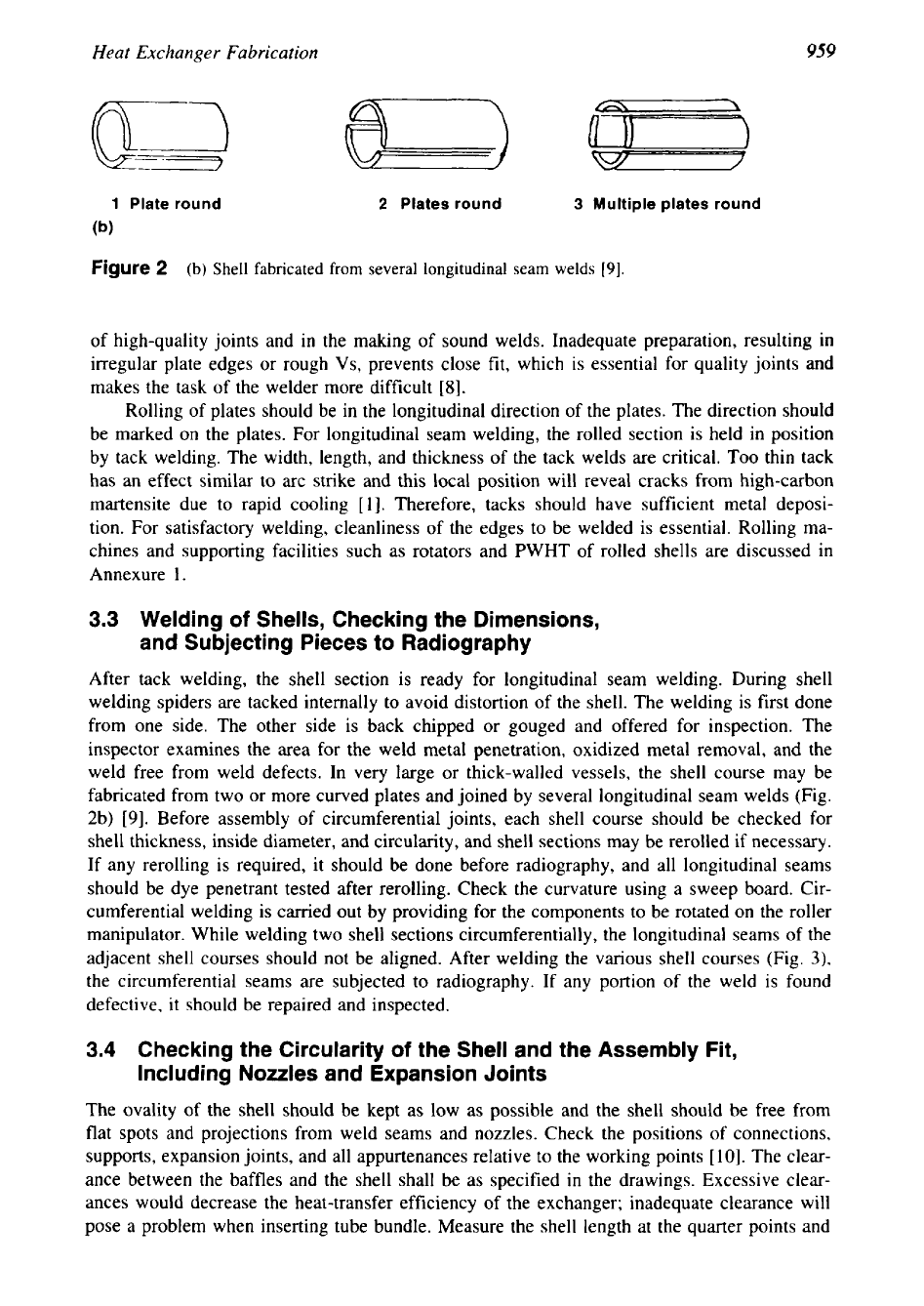
Figure
2
(b) Shell fabricated from several longitudinal seam welds
[9].
of high-quality joints and in the making of sound welds. Inadequate preparation, resulting in
irregular plate edges or rough
Vs,
prevents close fit, which is essential for quality joints and
makes the task of the welder more difficult [8].
Rolling of plates should be in the longitudinal direction of the plates. The direction should
be marked on the plates. For longitudinal seam welding, the rolled section is held in position
by tack welding. The width, length, and thickness of the tack welds are critical.
Too
thin tack
has an effect similar to arc strike and this local position will reveal cracks from high-carbon
martensite due to rapid cooling [1]. Therefore, tacks should have sufficient metal deposi-
tion. For satisfactory welding, cleanliness of the edges to be welded is essential. Rolling ma-
chines and supporting facilities such as rotators and PWHT of rolled shells are discussed in
Annexure 1.
3.3
Welding
of
Shells, Checking the Dimensions,
and Subjecting Pieces to Radiography
After tack welding, the shell section is ready for longitudinal seam welding. During shell
welding spiders are tacked internally to avoid distortion of the shell. The welding is first done
from one side. The other side is back chipped or gouged and offered for inspection. The
inspector examines the area for the weld metal penetration, oxidized metal removal, and the
weld free from weld defects. In very large or thick-walled vessels, the shell course may be
fabricated from two or more curved plates and joined by several longitudinal seam welds (Fig.
2b)
[9].
Before assembly of circumferential joints, each shell course should be checked for
shell thickness, inside diameter, and circularity, and shell sections may be rerolled if necessary.
If any rerolling is required, it should be done before radiography, and all longitudinal seams
should be dye penetrant tested after rerolling. Check the curvature using a sweep board. Cir-
cumferential welding is carried out by providing for the components to be rotated on the roller
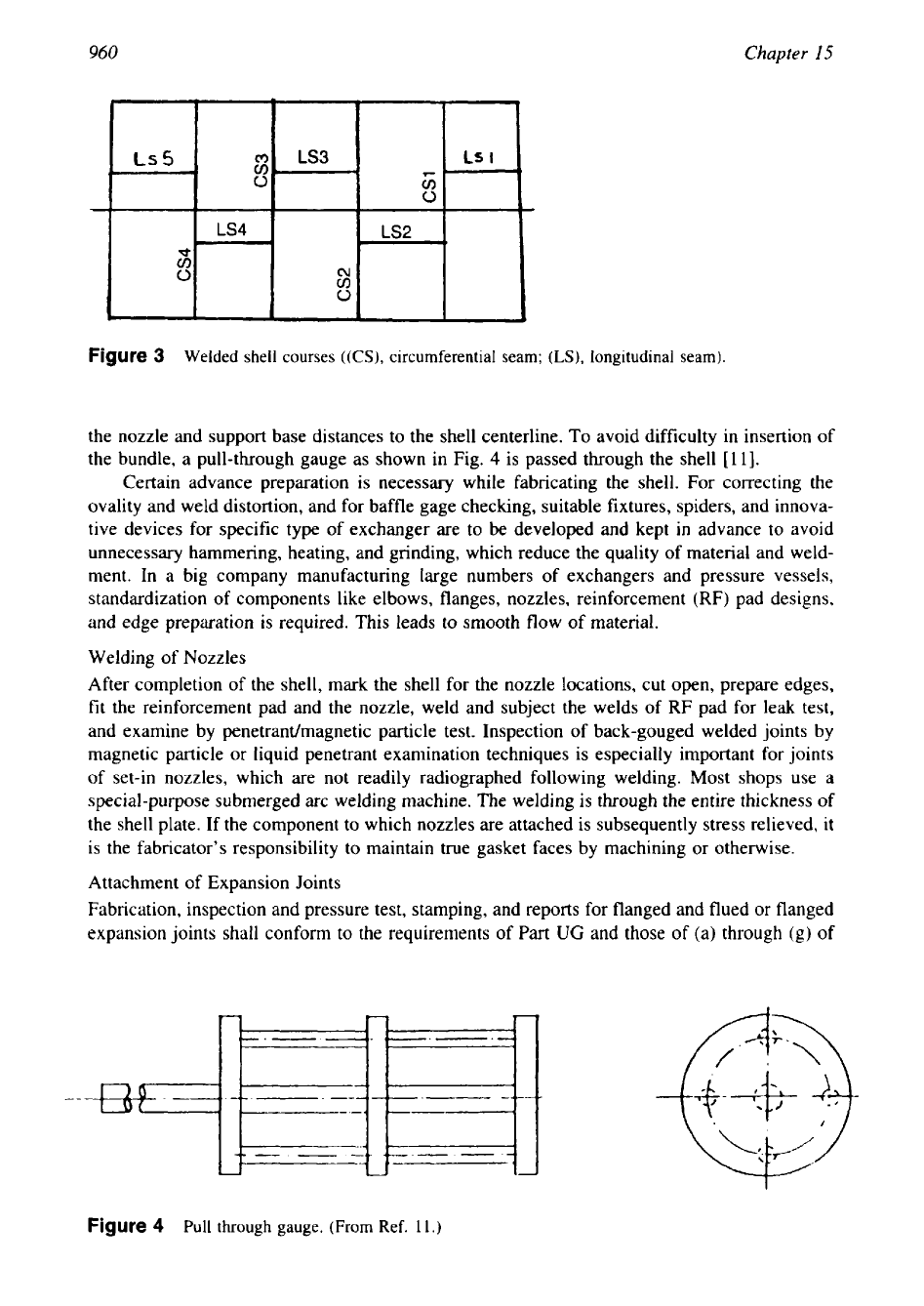
manipulator. While welding two shell sections circumferentially, the longitudinal seams of the
adjacent shell courses should not be aligned. After welding the various shell courses (Fig.
3).
the circumferential seams are subjected to radiography. If any portion of the weld is found
defective, it should be repaired and inspected.
3.4
Checking the Circularity
of
the Shell and the Assembly Fit,
Including Nozzles and Expansion Joints
The ovality of the shell should be kept as low as possible and the shell should be free from
flat spots and projections from weld seams and nozzles. Check the positions of connections,
supports, expansion joints, and all appurtenances relative to the working points
[
101.
The clear-
ance between the baffles and the shell shall be as specified in the drawings. Excessive clear-
ances would decrease the heat-transfer efficiency of the exchanger; inadequate clearance will
pose a problem when inserting tube bundle. Measure the shell length at the quarter points and
960
Chapter
15
Figure
3
Welded shell courses
((CS),
circumferential seam;
(LS),
longitudinal seam).
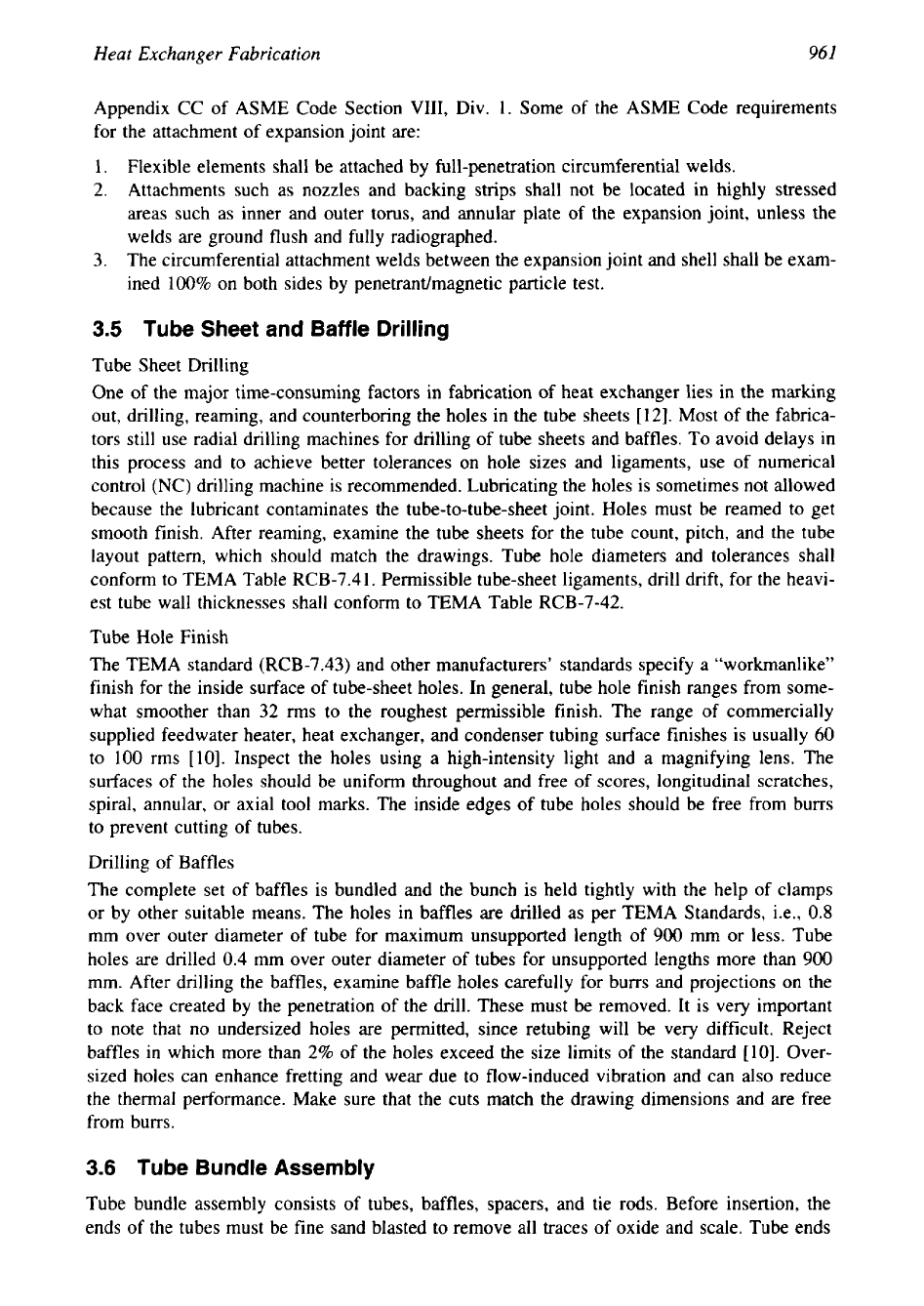
the nozzle and support base distances to the shell centerline.
To
avoid difficulty in insertion
of
the bundle, a pull-through gauge as shown in Fig.
4
is passed through the shell
[
1
I].
Certain advance preparation is necessary while fabricating the shell. For correcting the
ovality and weld distortion, and for baffle gage checking, suitable fixtures, spiders, and innova-
tive devices for specific type of exchanger are to be developed and kept in advance to avoid
unnecessary hammering, heating, and grinding, which reduce the quality of material and weld-
ment. In a big company manufacturing large numbers of exchangers and pressure vessels,
standardization of components like elbows, flanges, nozzles, reinforcement (RF) pad designs,
and edge preparation is required. This leads to smooth flow
of
material.
Welding of Nozzles
After completion of the shell, mark the shell for the nozzle locations, cut open, prepare edges,
fit the reinforcement pad and the nozzle, weld and subject the welds of
RF
pad for leak test,
and examine by penetrantlmagnetic particle test. Inspection of back-gouged welded joints
by
magnetic particle or liquid penetrant examination techniques is especially important for joints
of set-in nozzles, which are not readily radiographed following welding. Most shops use a
special-purpose submerged arc welding machine. The welding is through the entire thickness
of
the shell plate. If the component to which nozzles are attached is subsequently stress relieved, it
is the fabricator’s responsibility to maintain true gasket faces by machining or otherwise.
Attachment of Expansion Joints
Fabrication, inspection and pressure test, stamping, and reports for flanged and flued or flanged
expansion joints shall conform to the requirements of Part
UG
and those of (a) through
(g)
of
Figure
4
Pull through gauge. (From Ref.
11.)
Heat Exchanger Fabrication
961
Appendix CC of ASME Code Section VIII, Div. 1. Some of the ASME Code requirements
for the attachment of expansion joint are:
1.
Flexible elements shall be attached by full-penetration circumferential welds.
2.
Attachments such as nozzles and backing strips shall not be located in highly stressed
areas such as inner and outer torus, and annular plate of the expansion joint, unless the
welds are ground flush and fully radiographed.
3.
The circumferential attachment welds between the expansion joint and shell shall be exam-
ined
100%
on both sides by penetranumagnetic particle test.
3.5
Tube Sheet and Baffle Drilling
Tube Sheet Drilling
One of the major time-consuming factors in fabrication of heat exchanger lies in the marking
out, drilling, reaming, and counterboring the holes in the tube sheets
[12].
Most of the fabrica-
tors still use radial drilling machines for drilling of tube sheets and baffles. To avoid delays in
this process and
to
achieve better tolerances on hole sizes and ligaments, use of numerical
control
(NC)
drilling machine is recommended. Lubricating the holes is sometimes not allowed
because the lubricant contaminates the tube-to-tube-sheet joint. Holes must be reamed to get
smooth finish. After reaming, examine the tube sheets for the tube count, pitch, and the tube
layout pattern, which should match the drawings. Tube hole diameters and tolerances shall
conform to TEMA Table RCB-7.41. Permissible tube-sheet ligaments, drill drift, for the heavi-
est tube wall thicknesses shall conform to TEMA Table RCB-7-42.
Tube Hole Finish
The TEMA standard (RCB-7.43) and other manufacturers’ standards specify a “workmanlike”
finish for the inside surface of tube-sheet holes. In general, tube hole finish ranges from some-
what smoother than
32
rms to the roughest permissible finish. The range of commercially
supplied feedwater heater, heat exchanger, and condenser tubing surface finishes is usually
60
to 100
rms
[lO].
Inspect the holes using a high-intensity light and a magnifying lens. The
surfaces of the holes should be uniform throughout and free of scores, longitudinal scratches,
spiral, annular, or axial tool marks. The inside edges of tube holes should be free from burrs
to prevent cutting of tubes.
Drilling of Baffles
The complete set of baffles is bundled and the bunch is held tightly with the help of clamps
or by other suitable means. The holes in baffles are drilled as per TEMA Standards, i.e.,
0.8
mm over outer diameter of tube for maximum unsupported length of
900
mm or less. Tube
holes are drilled 0.4
mm
over outer diameter of tubes for unsupported lengths more than
900
mm. After drilling the baffles, examine baffle holes carefully for burrs and projections on the
back face created by the penetration of the drill. These must be removed. It is very important
to note that no undersized holes are permitted, since retubing will be very difficult. Reject
baffles in which more than 2% of the holes exceed the size limits of the standard [lO]. Over-
sized holes can enhance fretting and wear due to flow-induced vibration and can also reduce
the thermal performance. Make sure that the cuts match the drawing dimensions and are free
from burrs.
3.6
Tube Bundle Assembly
Tube bundle assembly consists of tubes, baffles, spacers, and tie rods. Before insertion, the
ends of the tubes must be fine sand blasted to remove all traces of oxide and scale. Tube ends
962
Chapter
15
are trued by cutting and deburring of the excess length. The tubes must be degreased by
a
strong solvent for a distance of 1.5 times the thickness of the tube sheet [13]. For a fixed-tube
sheet exchanger, the tube bundle assembly is carried out by two means:
(1)
assembly of tube
bundle outside the exchanger shell, and
(2)
assembly of tube bundle inside the shell. These
methods are discussed next.
Assembly of Tube Bundle Outside the Exchanger Shell
The sequences of operations are discussed in Chapter 14 with quality control, inspection, and
NDT. This method has better control on tie rod and baffles set up, and it is easy to insert the
tubes. The drawback of this method is that tubes in the bundle are likely to be damaged while
lifting and inserting. If the tube bundle is heavy, about
10%
of the tubes are inserted on the
periphery of the tube sheet to make the baffle assembly true vertical and the partially assembled
tube bundle is inserted in the shell. Remaining tubes are inserted after welding the tube sheet
to
the shell. Guide bullets in the leading end of the tube greatly assists the tubing operation
[10.14].
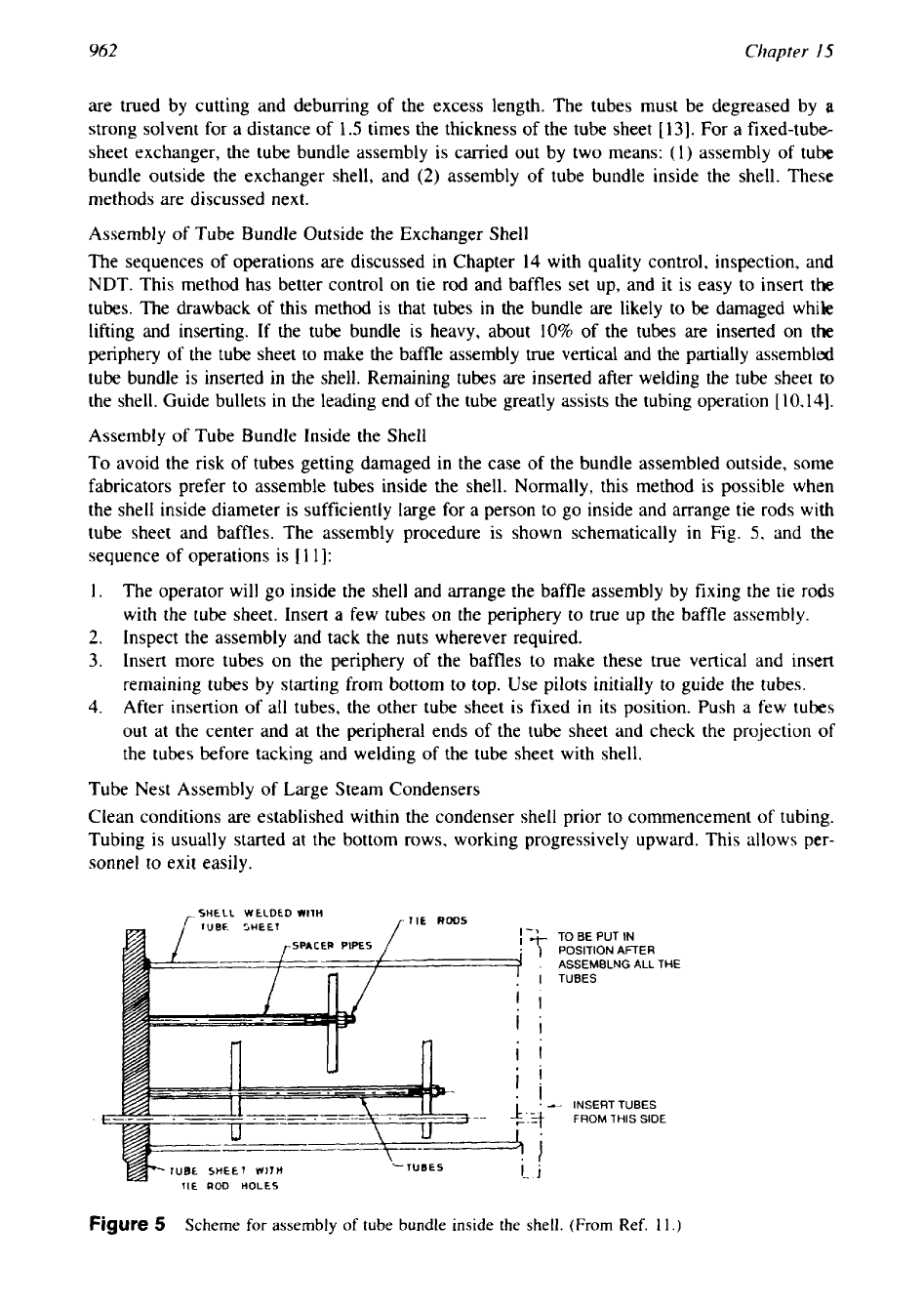
Assembly of Tube Bundle Inside the Shell
To avoid the risk of tubes getting damaged in the case of the bundle assembled outside, some
fabricators prefer to assemble tubes inside the shell. Normally, this method is possible when
the shell inside diameter is sufficiently large for a person to go inside and arrange tie rods with
tube sheet and baffles. The assembly procedure is shown schematically in Fig.
5,
and the
sequence of operations is
[
111:
1.
The operator will go inside the shell and arrange the baffle assembly by fixing the tie rods
with the tube sheet. Insert a few tubes on the periphery to true
up
the baffle assembly.
2.
Inspect the assembly and tack the nuts wherever required.
3.
Insert more tubes on the periphery of the baffles to make these true vertical and insert
remaining tubes by starting from bottom to top. Use pilots initially to guide the tubes.
4.
After insertion of all tubes, the other tube sheet is fixed in its position. Push a few tubes
out at the center and at the peripheral ends of the tube sheet and check the projection
of
the tubes before tacking and welding of the tube sheet with shell.
Tube Nest Assembly of Large Steam Condensers
Clean conditions are established within the condenser shell prior to commencement
of
tubing.
Tubing is usually started at the bottom rows, working progressively upward. This allows per-
sonnel to exit easily.
SH€LL
W
ECDED
W11H
f
IUElf.
;HEET
!
-A
TO
BE
PUT
IN
-
~-
-
SPACER
PIPES
POSITION
AFTER
j
-;
ASSEMBLNG ALL
THE
TUBES
‘i
i i
-
INSERT TUBES
4.3.-
-€
FROM
THIS
SIDE
I’
Figure
5
Scheme for assembly of tube bundle inside the shell. (From Ref.
11.)
Heat Exchanger Fabrication
963
Cautions to Exercise While Inserting Tubes
Install the tubes carefully such that the tubes do not suffer any damage. When tubes are at
their upper size tolerance and tube-sheet holes are at their lower size tolerance, it is difficult
to insert tubes. Misalignment of baffles and supports increases the difficulty. It is most impor-
tant to set as a hold point the beginning of the tube loading and to witness this operation
[lO].
Assembly of U-Tube Bundle
Assembly of a U-tube bundle is always done outside the shell. The following procedure is
normally adopted.
1.
Insert the innermost row of the tubes through the baffle and tie rod assembly with the tube
sheet.
2.
After getting the inner row inspected, tubes are tacked or slightly expanded into the tube-
sheet or tightly held into position by any other means.
3.
Insert tubes from the center toward the outside, and get each row inspected before proceed-
ing to the next row.
4.
After all tubes are inserted, the bundle is carefully lifted with cradles and inserted inside
the shell.
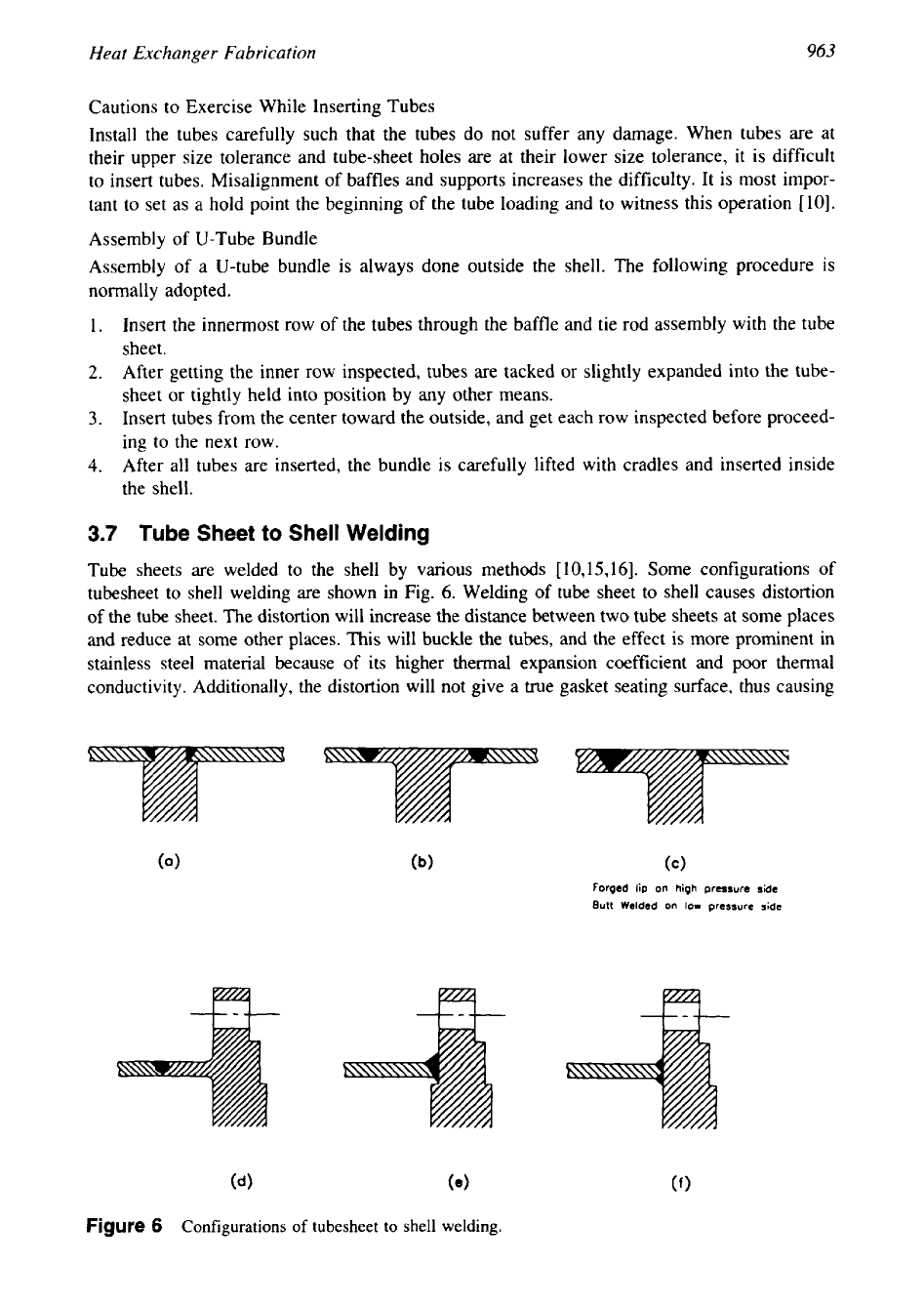
3.7
Tube Sheet
to
Shell Welding
Tube sheets are welded to the shell by various methods
[10,15,16].
Some configurations of
tubesheet to shell welding are shown in Fig.
6.
Welding of tube sheet to shell causes distortion
of the tube sheet. The distortion will increase the distance between two tube sheets at some places
and reduce at some other places. This will buckle the tubes, and the effect is more prominent in
stainless steel material because of its higher thermal expansion coefficient and poor thermal
conductivity. Additionally, the distortion will not give a true gasket seating surface, thus causing
(4
Forged
lip
on
high
pressure
side
Butt
Welded
on
low
pressure
side
(4
(4
Figure
6
Configurations
of
tubesheet to shell welding.