Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

-
-
a a
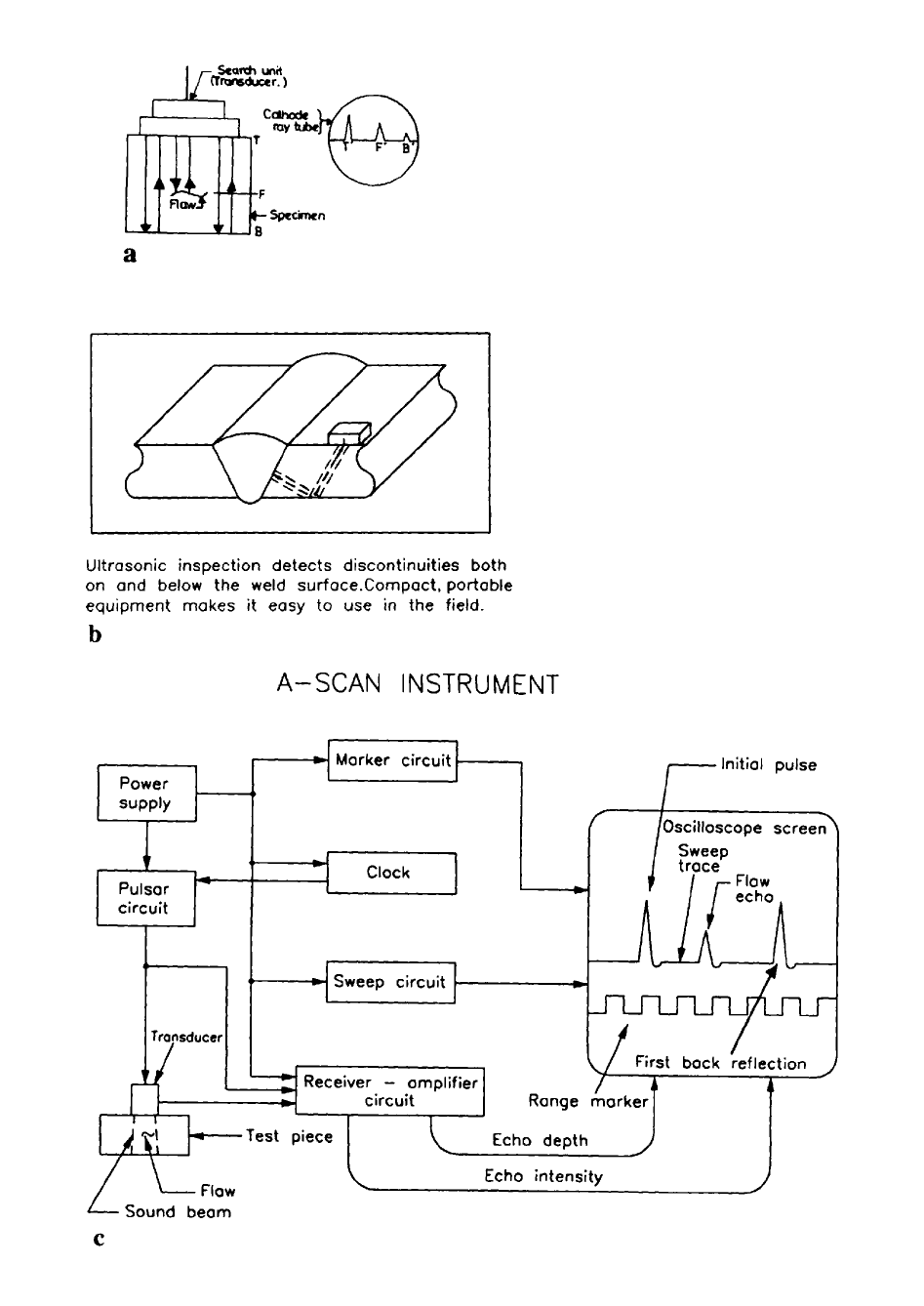
Ultrasonic inspection detects discontinuities both
on and below the weld surface.Compact, portable
equipment makes it easy to
use
in
the
field.
b
A-SCAN
INSTRUMENT
-
Marker circuit
'
Power
11
supply
Y
Oscilloscope screen
<
1-b
Clock
Pulsar
circuit
r
-
Sweep circuit
11
7
Receiver
-
omplifier
Echo intensity
Sound beam
C
925
QA,
QC,
Inspection,
and
NDT
-
Amplitude Direction
of
wave
c
Direction
of
wave
propagation
--c.
Distance
Distance
*e
' e
a
me
b
Direction
of
particle
displacement
Particle
motion
Surface
or
Ray(eigh
waves
C
Direction
of
propagation
Longitudinal
mode
\
(
Test
piece
\
c
c
\
4%
,*
Shear
mode
\/
c
b
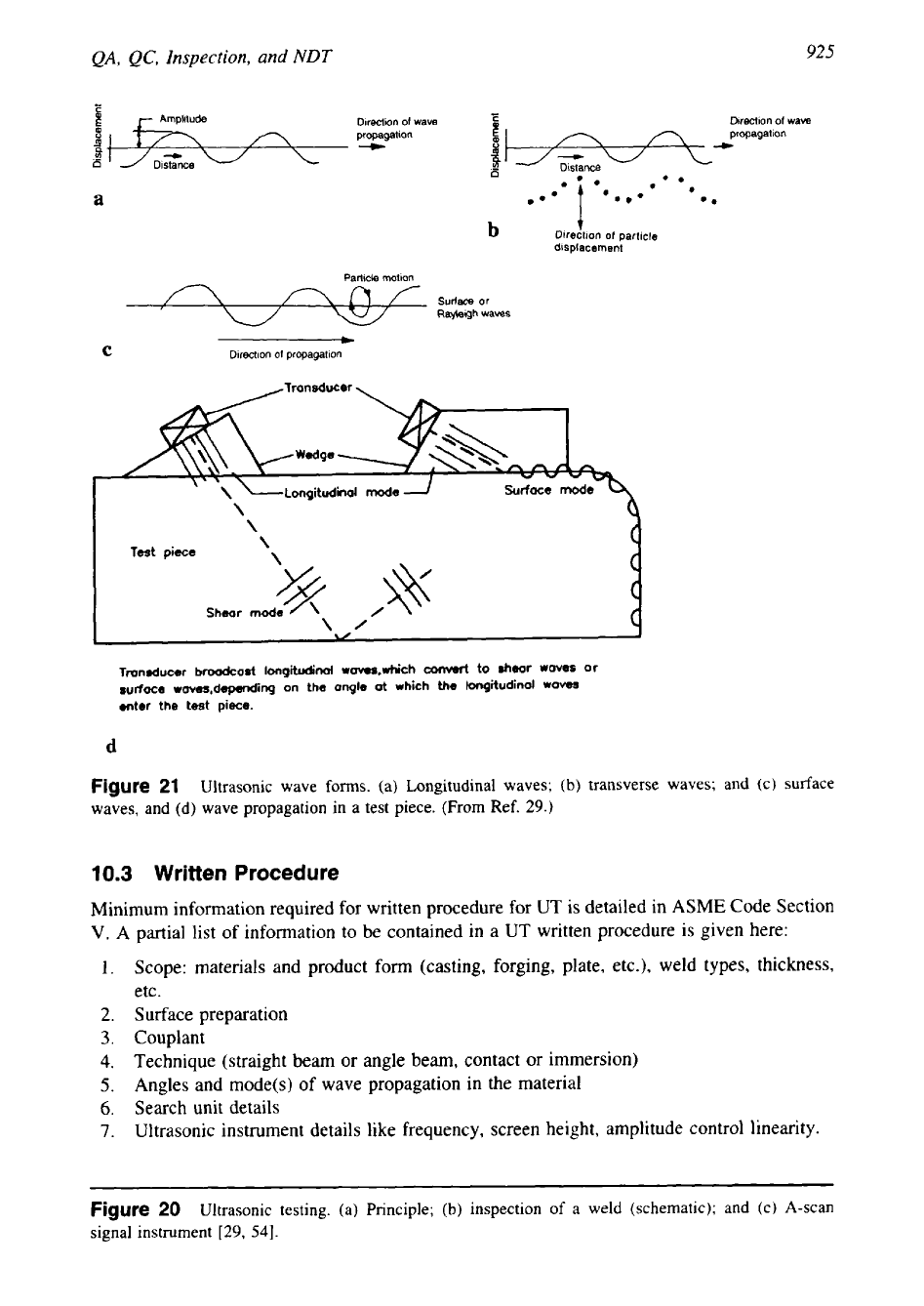
Tmnsducer
broodcost
longitudinal
wams,which
convert
to shear
waves
or
surfoce waves,depending
on
the
ongle
at
which
the
longitudinal
waves
enter
the test piece.
d
Figure
21
Ultrasonic wave
forms.
(a) Longitudinal waves;
(b)
transverse waves; and (c) surface
waves, and
(d)
wave propagation in
a
test piece. (From Ref.
29.)
10.3
Written Procedure
Minimum information required for written procedure for
UT
is detailed in ASME Code Section
V.
A partial list of information to be contained in a
UT
written procedure is given here:
1.
Scope: materials and product form (casting, forging, plate, etc.), weld types, thickness,
etc.
2.
Surface preparation
3.
Couplant
4.
Technique (straight beam or angle beam, contact or immersion)
5.
Angles and mode(s) of wave propagation in the material
6.
Search unit details
7.
Ultrasonic instrument details like frequency, screen height, amplitude control linearity.
~~~
Figure
20
Ultrasonic testing. (a) Principle;
(b)
inspection
of
a weld (schematic); and (c) A-scan
signal instrument
[29,
541.
926
Chapter
I4
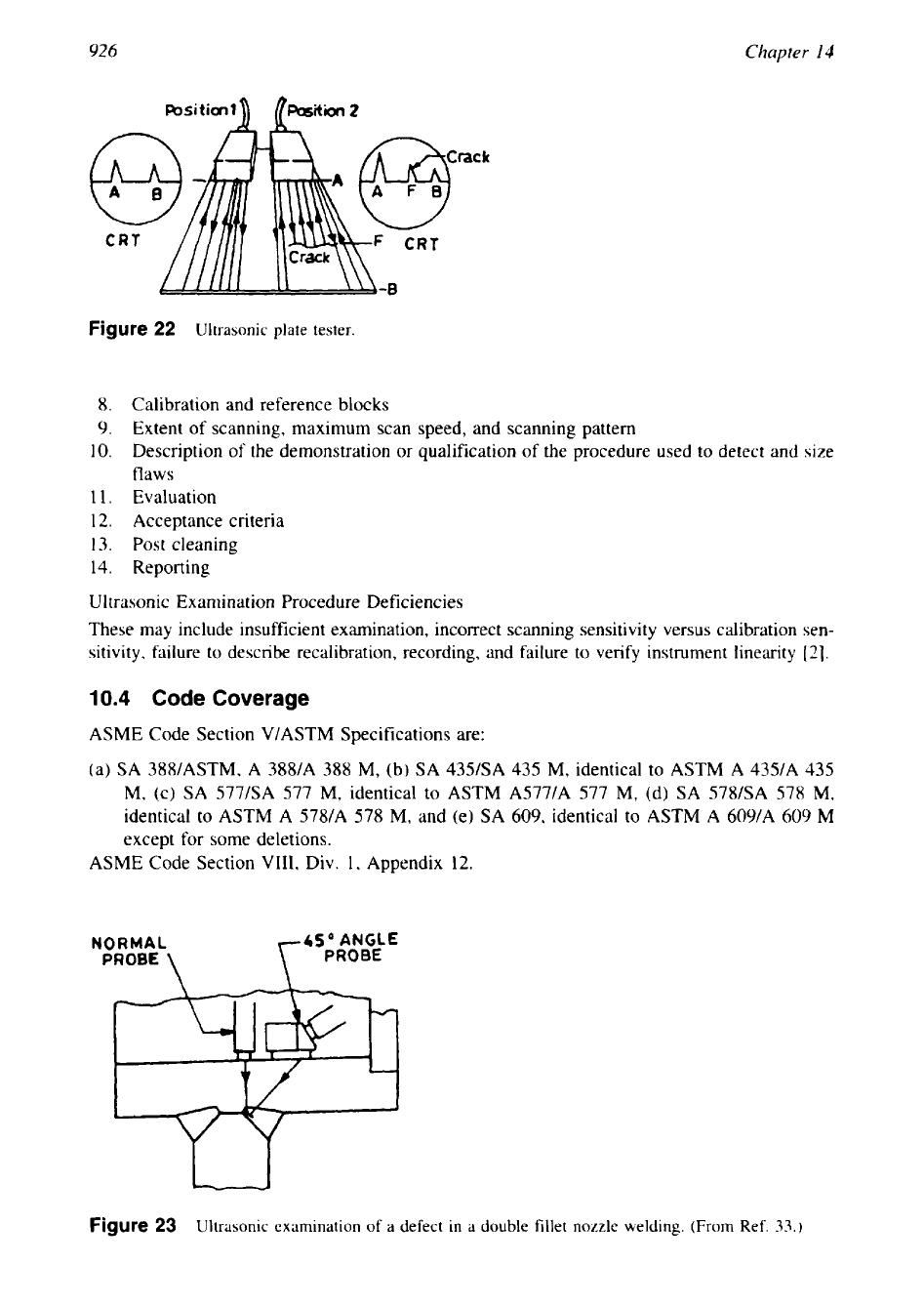
rack
Q
CR
L L - B
Figure
22
Ultrasonic plate tester
8.
Calibration and reference blocks
9.
Extent
of
scanning, maximum scan speed, and scanning pattern
10.
Description
of
the demonstration
or
qualification
of
the procedure used
to
detect and size
flaws
1 1.
Evaluation
12. Acceptance criteria
13. Post cleaning
14. Reporting
Ultrasonic Examination Procedure Deficiencies
These may include insufficient examination, incorrect scanning sensitivity versus calibration sen-
sitivity, failure to describe recalibration, recording, and failure to verify instrument linearity
[2].
10.4
Code Coverage
ASME Code Section V/ASTM Specifications are:
(a) SA 388/ASTM, A 388/A 388 M, (b) SA 435/SA 435
M,
identical to ASTM A 43WA 435
M,
(c)
SA 577/SA 577
M,
identical to ASTM A577/A 577 M, (d) SA 578/SA 578
M,
identical to ASTM A 578/A 578 M, and (e) SA
609,
identical to ASTM A 609/A 609
M
except for some deletions.
ASME Code Section
VIII,
Div.
1,
Appendix 12.
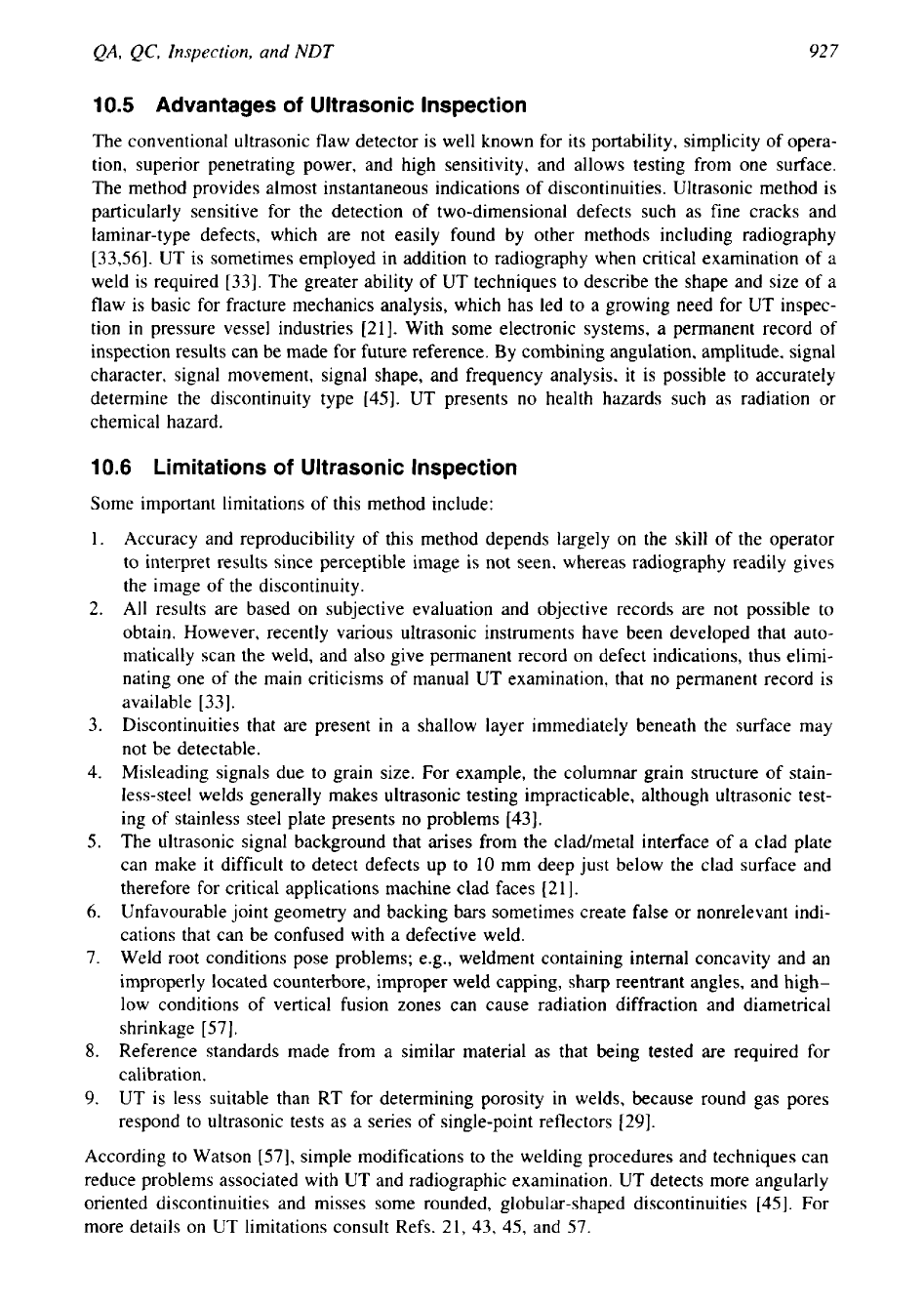
U
Figure
23
Ultrasonic examination of a defect in
a
double fillet nozzle welding. (From Ref.
33.)
QA,
QC,
Inspection,
and
NDT
92
7
10.5
Advantages
of
Ultrasonic Inspection
The conventional ultrasonic flaw detector is well known for its portability, simplicity of opera-
tion, superior penetrating power, and high sensitivity, and allows testing from one surface.
The method provides almost instantaneous indications of discontinuities. Ultrasonic method is
particularly sensitive for the detection of two-dimensional defects such as fine cracks and
laminar-type defects, which are not easily found by other methods including radiography
[33,56].
UT is sometimes employed in addition to radiography when critical examination of a
weld is required
[33].
The greater ability of UT techniques to describe the shape and size of a
flaw is basic for fracture mechanics analysis, which has led to a growing need for UT inspec-
tion in pressure vessel industries
[21].
With some electronic systems,
a
permanent record of
inspection results can be made for future reference. By combining angulation, amplitude, signal
character, signal movement, signal shape, and frequency analysis, it is possible to accurately
determine the discontinuity type
[45].
UT presents no health hazards such as radiation or
chemical hazard.
10.6
Limitations
of
Ultrasonic Inspection
Some important limitations of this method include:
1.
Accuracy and reproducibility of this method depends largely on the skill of the operator
to interpret results since perceptible image is not seen, whereas radiography readily gives
the image of the discontinuity.
2.
All results are based on subjective evaluation and objective records are not possible to
obtain. However, recently various ultrasonic instruments have been developed that auto-
matically scan the weld, and also give permanent record on defect indications, thus elimi-
nating one of the main criticisms of manual UT examination, that no permanent record is
available
[33].
3.
Discontinuities that are present in a shallow layer immediately beneath the surface may
not be detectable.
4.
Misleading signals due to grain size. For example, the columnar grain structure of stain-
less-steel welds generally makes ultrasonic testing impracticable, although ultrasonic test-
ing of stainless steel plate presents no problems
[43].
5.
The ultrasonic signal background that arises from the cladmetal interface of a clad plate
can make it difficult to detect defects up to
10
mm deep just below the clad surface and
therefore for critical applications machine clad faces
[2
11.
6.
Unfavourable joint geometry and backing bars sometimes create false or nonrelevant indi-
cations that can be confused with a defective weld.
7.
Weld root conditions pose problems; e.g., weldment containing internal concavity and an
improperly located counterbore, improper weld capping,
sharp
reentrant angles, and high-
low conditions of vertical fusion zones can cause radiation diffraction and diametrical
shrinkage
[57].
8.
Reference standards made from a similar material as that being tested are required for
calibration.
9.
UT is less suitable than RT for determining porosity in welds, because round gas pores
respond to ultrasonic tests as a series of single-point reflectors
[29].
According
to
Watson
[57],
simple modifications to the welding procedures and techniques can
reduce problems associated with UT and radiographic examination. UT detects more angularly
oriented discontinuities and misses some rounded, globular-shaped discontinuities
[45].
For
more details on UT limitations consult Refs.
21,
43, 45,
and
57.
928
Chapter
14
10.7
Examination
Procedure
Pulse-Echo Technique
This system is the most versatile and the most employed for inspection. In pulse-echo tech-
nique, flaws are detected by measuring the amplitude of signals reflected from a flaw and also
the time required for these signals to travel between specific surface and the flaw. It is neces-
sary that an internal flaw reflect at least part of the sound energy onto the receiving transducer
for such depth measurements to be made. Depending on test piece shape and inspection objec-
tives, pulse-echo technique can be accomplished with longitudinal, shear, or surface waves,
and with straight beam or angle beam techniques. Since it is important to intercept the disconti-
nuity at or near
90°,
it is common for more than one angle search unit to be used to inspect
a
particular weld
[28].
Data can be analyzed in terms of type, size, location, and orientation
of defects, or any combination of these factors. The basic components of an UT instrument
include:
1.
An electronic signal generator or pulser
2.
An electronic clock
3.
A transmitting transducer or search unit
4.
Couplant to transfer acoustic energy to specimen and back to the receiver
5.
A receiving transducer
6.
An echo signal amplifier
7.
A display device
Techniques
Two different techniques are employed in UT inspection:
(1)
contact technique and
(2)
immer-
sion technique. In the contact technique the probe is in direct contact with the test object with
a thin layer of couplant, whereas in the immersion technique the sound waves are generally
passed through water and are transmitted
to
the test object. Contact technique is further divided
according to the mode
of
transmission-normal probe technique, angle beam technique, and
surface wave technique. The contact method is most commonly used and readily accepted to
field testing, and the immersion method is generally limited to the laboratory.
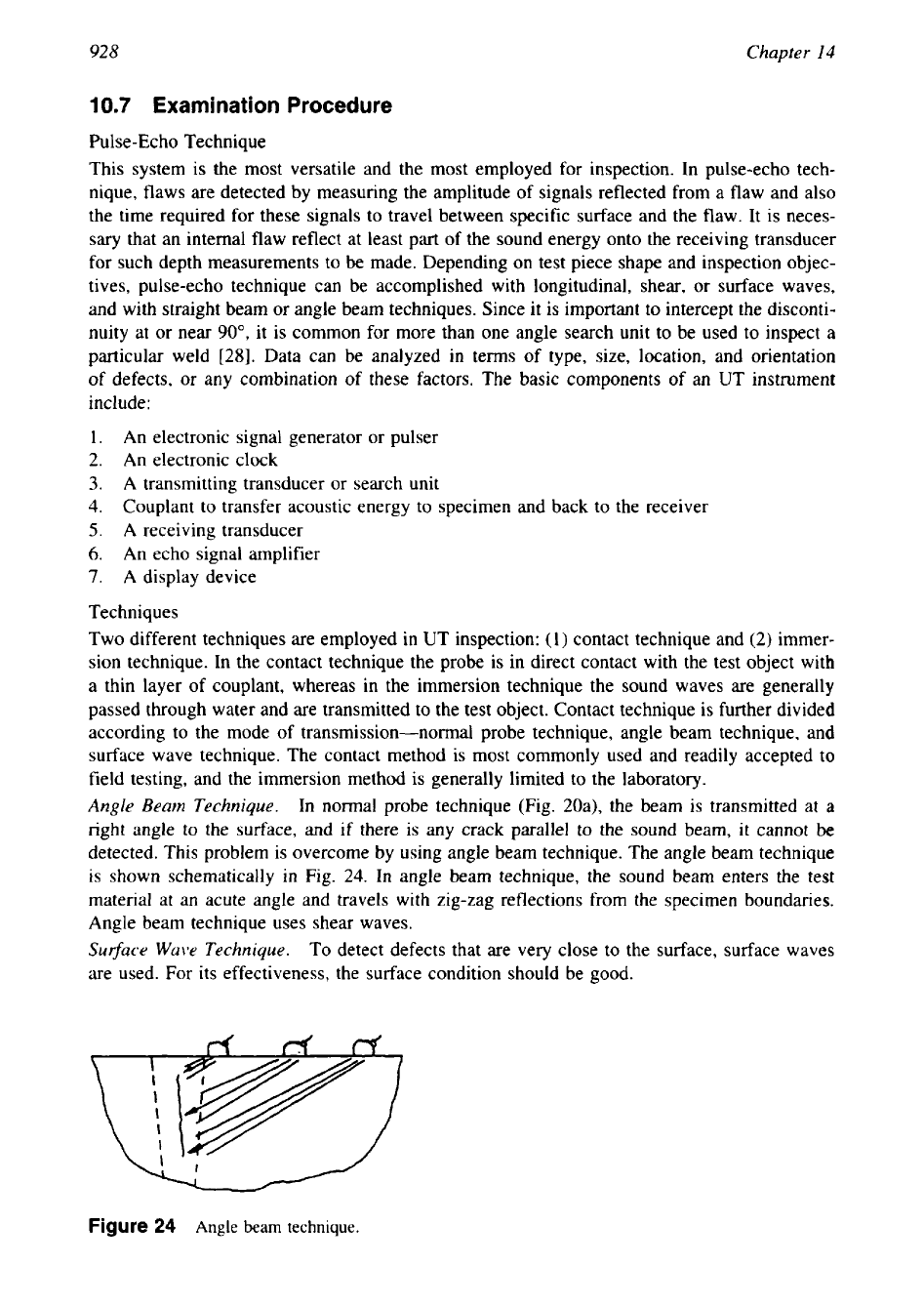
Angle
Beam
Technique.
In normal probe technique (Fig. 20a), the beam is transmitted at a
right angle
to
the surface, and if there is any crack parallel to the sound beam, it cannot be
detected. This problem is overcome by using angle beam technique. The angle beam technique
is shown schematically in Fig.
24.
In angle beam technique, the sound beam enters the test
material at an acute angle and travels with zig-zag reflections from the specimen boundaries.
Angle beam technique uses shear waves.
Surfuce
Wave
Technique.
To detect defects that are very close to the surface, surface waves
are used.
For
its effectiveness, the surface condition should be good.
Figure
24
Angle beam technique.
QA,
QC,
Inspection, and
NDT
929
Presentation
A-Scan.
Mostly A-Scan presentation is used in NDT for detecting discontinuities. In the A-
scan presentation (Fig.
~OC),
the horizontal baseline on the CRT indicates elapsed time (from
left to right) and the vertical deflection shows response amplitude of the reflected waves. The
signal amplitude represents the intensities
of
transmitted or reflected beams. This may be re-
lated to flaw size, sample attenuation, or other factors.
B-Scan.
The B-Scan representation generally applies to the medical applications and is not
used in NDT.
C-Scan.
This presentation offers a plane view of the defect in the part. A good estimate of the
size and shape of the flaw is obtained, but only a poor estimate of flaw depth. A combination of
the B-Scan and C-Scan will give a three-dimensional image of the defect.
10.8
Surface Preparation
The material surfaces to be used for the ultrasonic scanning must be smooth to allow the free
movement of the probes and provide satisfactory conditions for the transmission of the ultra-
sonic waves. The surface should be free, on each side of the weld for a minimum of one skip
distance, from weld spatter, loose rust and scale, grinding particles, dirt, paint, or other foreign
matter. It may also be necessary to remove gross weld surface irregularities, undercut, sharp
ridges, or valleys that will interfere with the interpretation of the test.
10.9
Probes
Generation and detection of ultrasonic waves for inspection are accomplished by means of a
transducer element, which
is
contained within a device known as a search unit or a probe. The
active element in a search unit is a piezoelectric crystal.
10.1
0
Couplant
Where the probes are in direct contact with the sample, a thin layer of viscous medium
is
used
as a couplant between the sample and the probe. Couplants are needed to provide for effective
transfer of ultrasonics between search units and parts being inspected. It may be a viscous
material, liquid, semiliquid, or paste. Couplant having good wetting characteristics, such as
SAE
30,
machine oil, grease,
or
water, should be used. The couplant should be noncorrosive
and nontoxic. Couplants may not be comparable to one another, and the same couplant should
be used for calibration and examination.
10.1
1
Ultrasonic Testing
of
Welds
Procedure
for
Defect Detection in Butt Welds
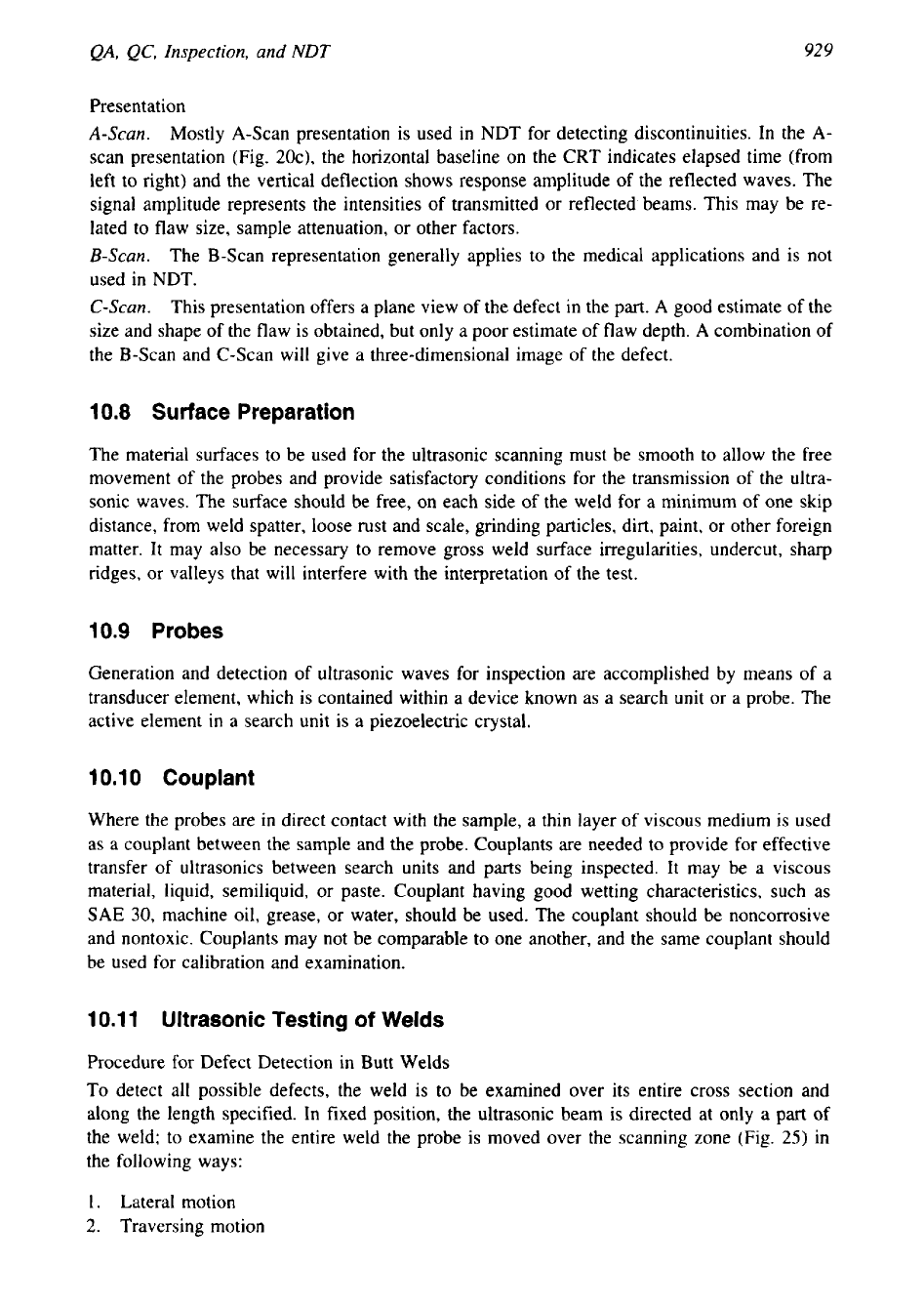
To detect all possible defects, the weld is to be examined over its entire cross section and
along the length specified. In fixed position, the ultrasonic beam is directed at only a
part
of
the weld; to examine the entire weld the probe is moved over the scanning zone (Fig.
25)
in
the following ways:
1.
Lateral motion
2.
Traversing motion
930
Chapter
14
Figure
25
Ultrasonic examination and scanning pattern.
3.
Swiveling motion
4. Orbital motion
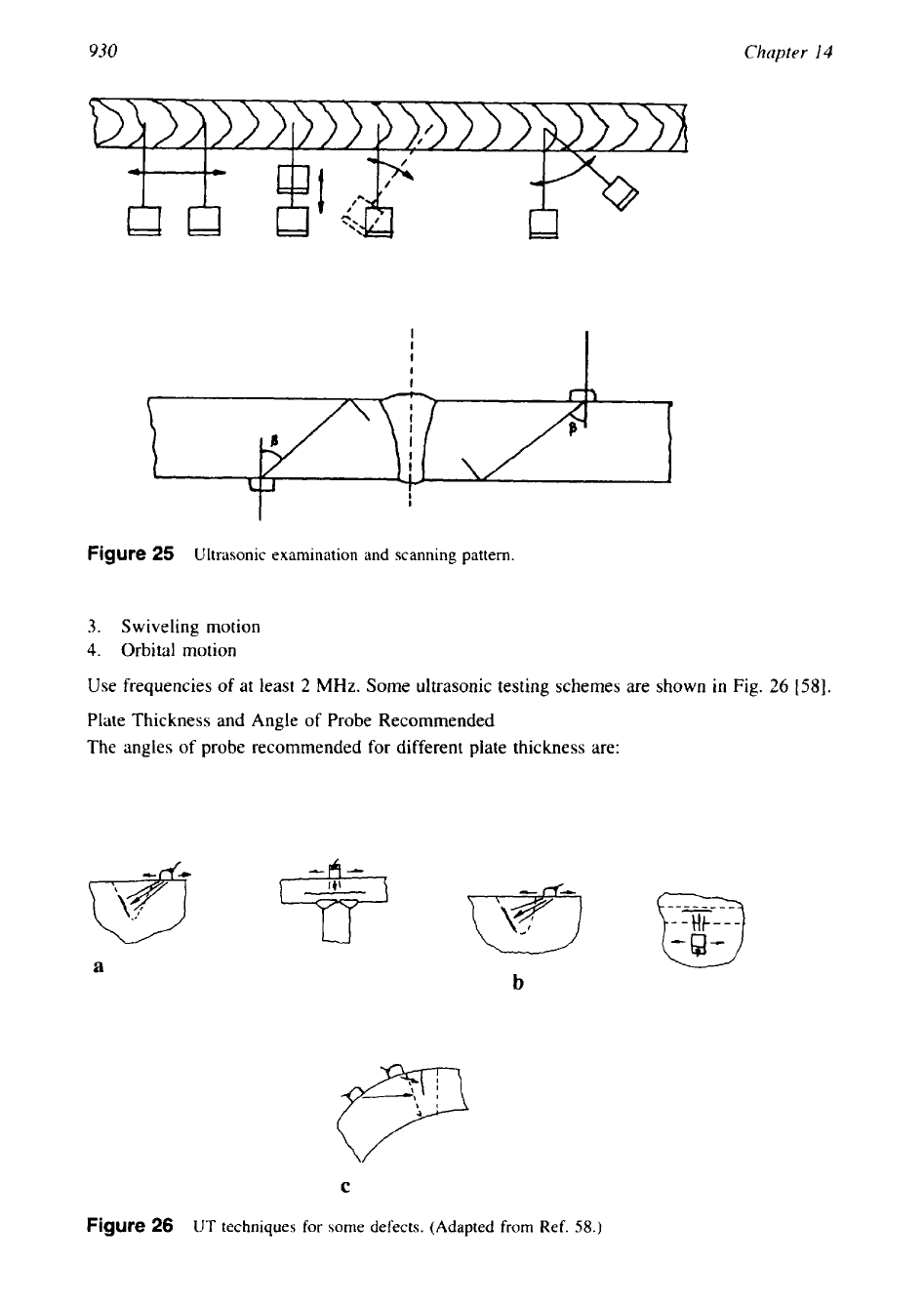
Use frequencies of at least
2
MHz.
Some ultrasonic testing schemes are shown in Fig.
26
[%I.
Plate Thickness and Angle of Probe Recommended
The angles
of
probe recommended for different plate thickness are:
a
b
C
Figure
26
UT techniques for some defects. (Adapted from Ref.
58.)
QA,
QC,
Inspection, and NDT
93
I
Angle of probe
Plate thickness recommended
5-15
ITL~
80"
15-30
~ll~ll
70"
30-60
IIUTI
60"
Greater than
60
mm
45
"
Thickness over
100
rnm
When using a single-probe technique, the path length for a
full
skip
distance in thickness over
100
mm (approx.
4
in) becomes too great to examine the entire
cross section of the weld from one surface. In this case, the weld should be scanned from four
sides, that is, from both sides of the weld on each surface of the plate.
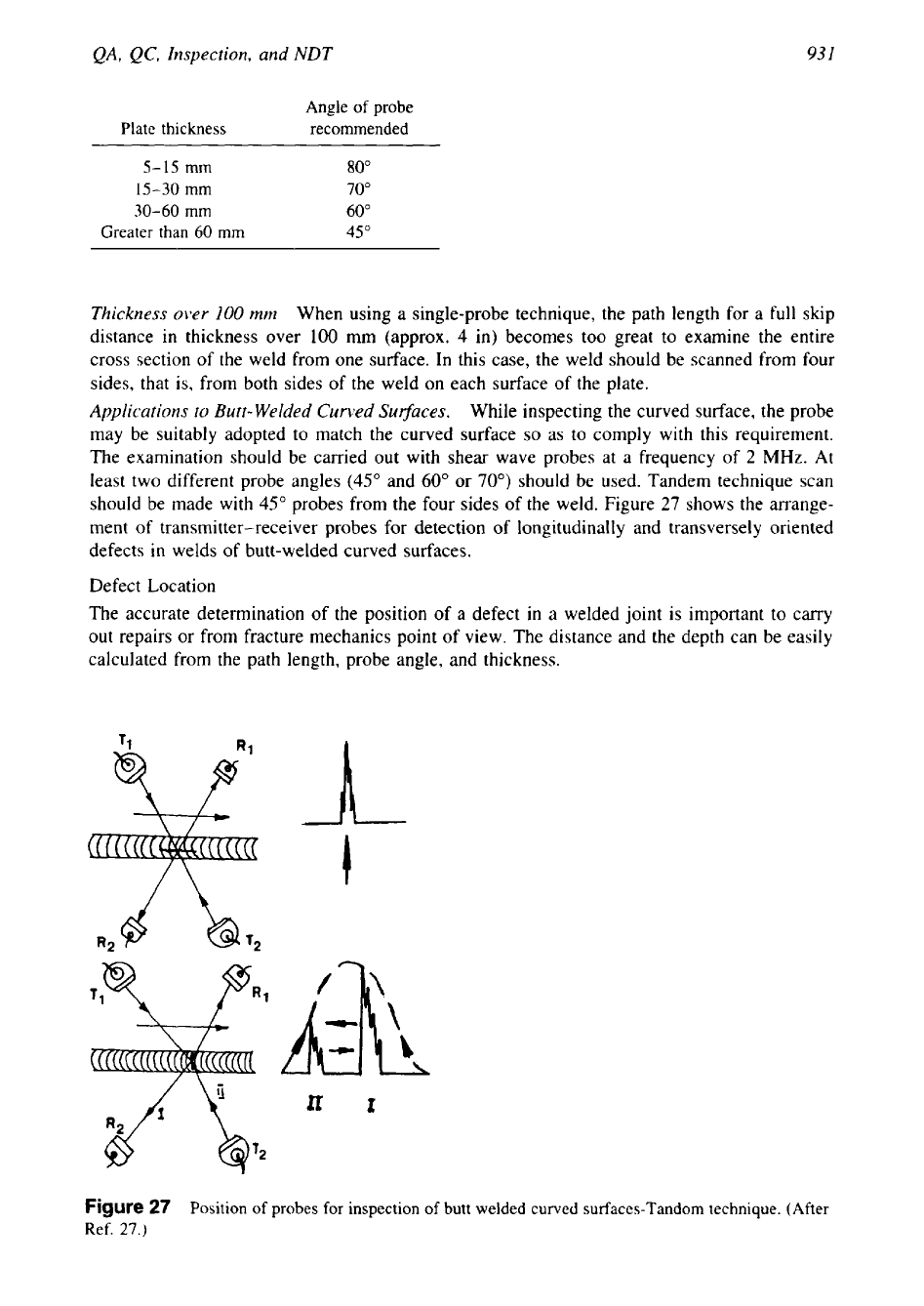
Applications
to
Butt- Welded Curved Su$aces.
While inspecting the curved surface, the probe
may be suitably adopted to match the curved surface
so
as
to comply with this requirement.
The examination should be carried out with shear wave probes at a frequency of
2
MHz.
At
least two different probe angles
(45"
and
60"
or
70")
should be used. Tandem technique scan
should be made with
45"
probes from the four sides of the weld. Figure
27
shows the arrange-
ment
of
transmitter-receiver probes for detection
of
longitudinally and transversely oriented
defects
in
welds of butt-welded curved surfaces.
Defect Location
The accurate determination of the position
of
a defect in a welded joint
is
important to carry
out repairs or from fracture mechanics point of view. The distance and the depth can be easily
calculated from the path length, probe angle, and thickness.
Figure
27
Position
of
probes for inspection
of
butt welded curved surfaces-Tandom technique. (After
Ref.
27.)
932
Chapter
14
Sensitivity and Resolution
Defect detectability is dependent on the sensitivity, resolution, and noise discrimination of the
equipment. Sensitivity is the ability of the equipment to detect the minute amount of sound
energy reflected from a defect. Resolution measures the ability to separate the indication result-
ing from multiple defects that are close together.
10.1
2
Examination Coverage
The test object shall be examined by moving the search unit over the examination surface
so
as to scan the entire examination volume. As a minimum, each pass of the search unit shall
overlap a minimum of
10%
of the transducer dimension perpendicular to the direction of the
scan.
10.1
3
UT
Calculators
To determine locations of subsurface indications, inspectors rely on ultrasonic calculators.
Calculators come in models for common inspection angles,
45O,
60°,
and
70°,
used to deter-
mine sound path, depth, or surface distance when one variable is known.
10.1
4
Acceptance Criteria
According to
ASME
Code Section
VIII,
Div.
1,
Appendix
12,
imperfections that produce a
response greater than
20%
of the reference level shall be investigated and evaluated in terms
of the acceptance standards. Indications characterized as cracks, lack of fusion, or incomplete
penetration are unacceptable regardless of length. For additional acceptance criteria, consult
the referencing code section.
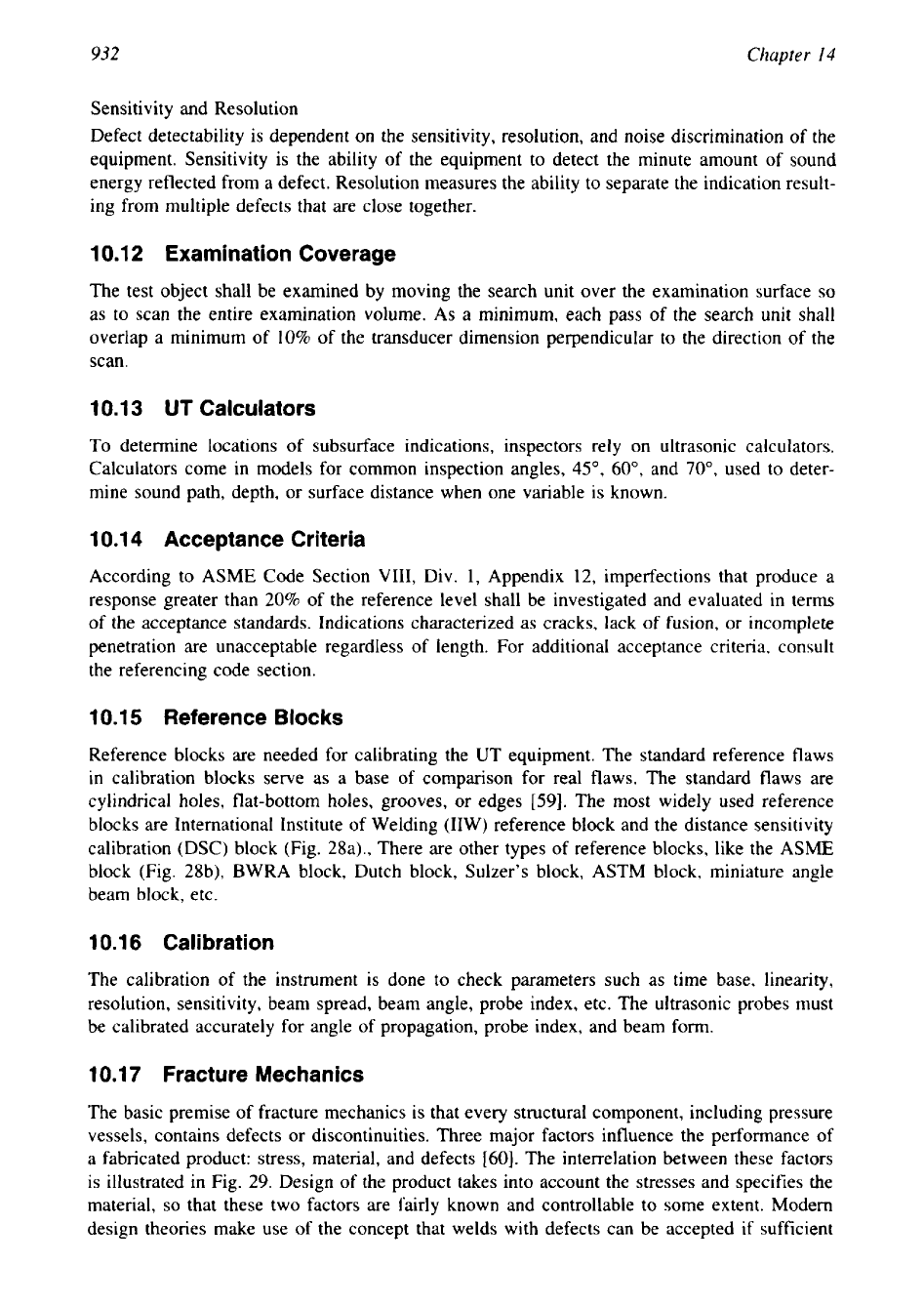
10.15 Reference Blocks
Reference blocks are needed for calibrating the UT equipment. The standard reference flaws
in calibration blocks serve as a base of comparison for real flaws. The standard flaws are
cylindrical holes, flat-bottom holes, grooves, or edges
[59].
The most widely used reference
blocks are International Institute of Welding
(IN)
reference block and the distance sensitivity
calibration (DSC) block (Fig. 28a)., There are other types of reference blocks, like the ASME
block (Fig. 28b), BWRA block, Dutch block, Sulzer’s block, ASTM block, miniature angle
beam block, etc.
10.1
6
Calibration
The calibration of the instrument
is
done to check parameters such as time base, linearity,
resolution, sensitivity, beam spread, beam angle, probe index, etc. The ultrasonic probes must
be calibrated accurately for angle of propagation, probe index, and beam form.
10.1
7
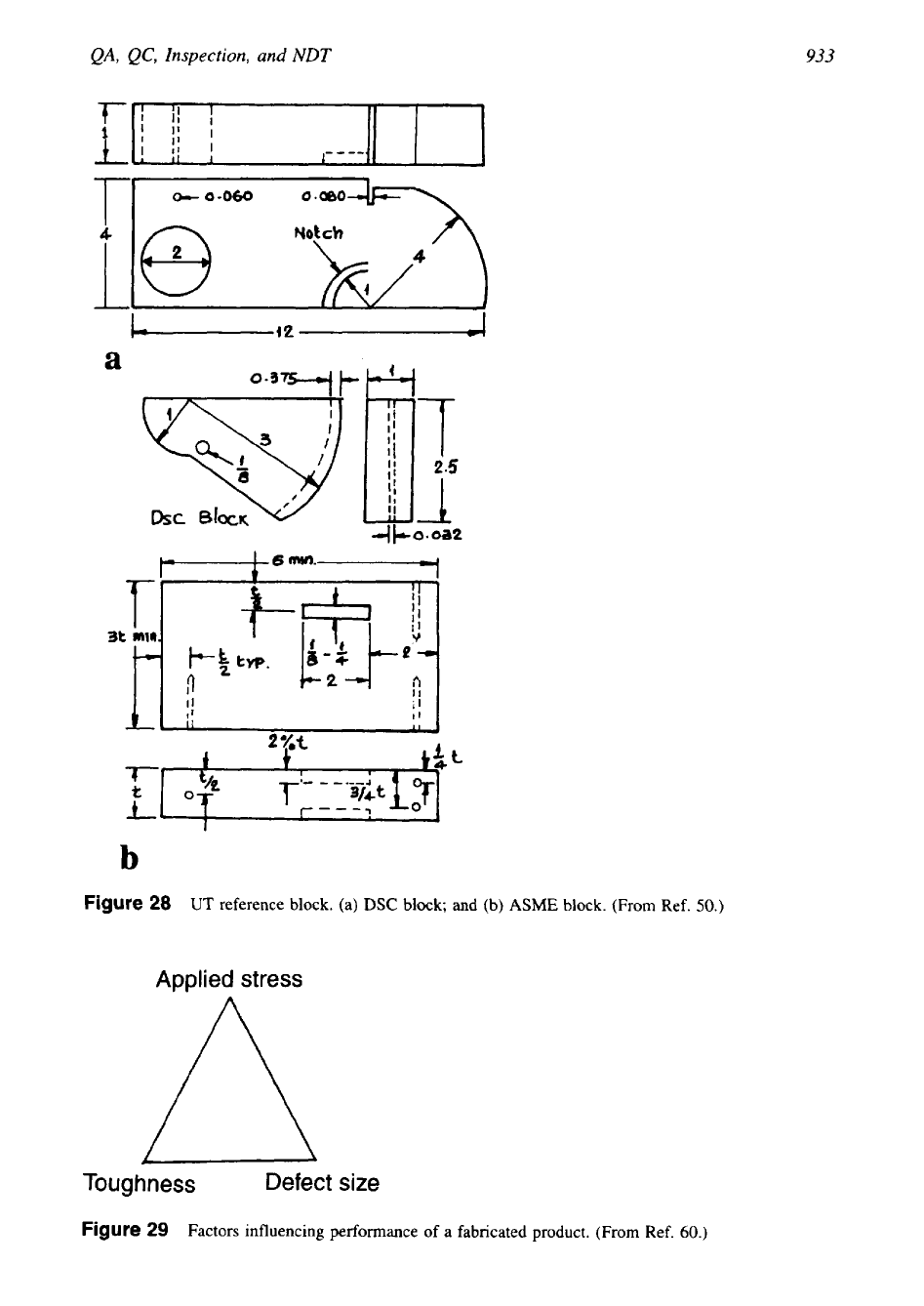
Fracture Mechanics
The basic premise of fracture mechanics is that every structural component, including pressure
vessels, contains defects or discontinuities. Three major factors influence the performance
of
a fabricated product: stress, material, and defects
[60].
The interrelation between these factors
is illustrated in Fig.
29.
Design of the product takes into account the stresses and specifies the
material,
so
that these two factors are fairly known and controllable to some extent. Modern
design theories make use of the concept that welds with defects can be accepted if sufficient
933
QA,
QC,
Inspection,
and
NDT
a
o*3=--t
t
DSC
S~OCK
b
Figure
28
UT
reference block. (a)
DSC
block; and (b)
ASME
block. (From
Ref.
50.)
Applied
stress
Toughness
Defect
size
Figure
29
Factors influencing performance of a fabricated product. (From Ref.
60.)