Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.


934
Chapter
I4
and accurate data are available about the detail of the defects and residual stresses present [49].
Fracture mechanics allows calculation of the critical defect size, i.e., the limiting size between
failure and no failure of the product. If the defect is larger than the critical defect size, then
the failure is likely to occur. If the defect is smaller than the critical defect size, then the risk
of failure is small. Before attempting any remedial action, particularly with thick welds,
it
is
essential that the depth of any imperfection be determined
so
as to assess its importance and
to assist
in
its removal should that be considered necessary [33].
Crack Evaluation
Fracture mechanics analysis requires
a
knowledge of both the length and extent in depth of a
crack, with the latter being the more important factor. Radiography cannot easily indicate crack
depth, since this requires continuous density measurement (with a light beam of the order of
lO-’
mm wide) across the crack image [49]. However, the well-established radiographic tube
shift method may be used for depth location [33]. The UT technique provides actual defect
size and position, which are then treated mathematically to determine under what service condi-
tions failure may occur or the discontinuities need to be repaired. Alternately, acoustic emission
testing can provide the location of the defect and UT can be used to determine its size.
How-
ever, fracture mechanics and acoustic emission testing have limits to their uses, especially for
tough, low-strength steels.
10.18
What’s
New
in
UT?
Some important developments in the field of
UT
examination in the recent years are:
1.
An ultrasonic probe, installed and left in place or attached to
a
moving fixture, provides a
continuous scan of a test part.
2.
Automated ultrasonic inspection of weld defects. Computer based ultrasonic imaging
sys-
tem and automatic scanners for automated inspection of defects give permanent record,
post processing
of
signal for detailed analysis, online imaging and 3-D imaging of defects,
display of defects in plan, side, end and isometric views, compares the test with previous
tests and, where differences are noted, reinspects the area and operator independent evalua-
tion.
3.
Ultrasonic plus eddy current. Southwest Research Institute, San Antonio, TX, has success-
fully combined UT and eddy current in order to simultaneously inspect the surface of a
reactor vessel.
It
is capable of precise location of small cracks [51].
4.
Weld scan probes. Several new weld scan probes were developed whose benefits include
instant results, that couplant is not necessary, the effects of probe lift-off, that permeability
variations and natural conductivity variations are minimized, and that whether welds have
reinforcement, flush ground, or are of dissimilar metal, there is a probe type for the appli-
cation
[Sl].
5.
Portable UT equipment is available with digital operation and microprocessor controls.
They can be introfaced with computers and can provide hardcopy printouts on video moni-
toring and recording.
11
ACOUSTICAL HOLOGRAPHY
Acoustical holography is an
NDT
technique that uses ultrasound to evaluate the interior integ-
rity of a weld or a test object. Holography is basically a two-step process for creating a whole
image. In the first step, the amplitude and phase of any type of coherent waves reflected fmm
the object are recorded in
a
suitable medium by using the principle of interferometry. This
record is called a
sound
hologram.
In the second step, the wave motion is reconstructed from
QA,
QC,
Inspection,
and
NDT
935
the hologram by a coherent laser beam, by using the principle of diffraction, which results
in
the regeneration of a three-dimensional image of the interior of the test object. Ehlman [61]
describes the principle and applications of acoustical holography. Acoustical holography
is
mainly used for thick materials used for pressure vessels, castings, forging, etc., and inspection
of welds in thick and thin materials, contouring of the surfaces, and inspection of nozzle welds.
At present, two types of acoustical hologram systems are available: the liquid surface type and
the scanning type. Scanning-type equipment is mostly used.
11.1 Merits and Comparison of Acoustical Holography with
Radiography and Ultrasonic Testing
In conventional ultrasonic testing, it is difficult to obtain exact information concerning the
location, shape, and size of the flaws. Using acoustical holography, a single scanning operation
provides top, side, and three-dimensional images that completely characterize weld defects
[61]. Ehlman [61] lists the following advantages of acoustical holography over radiography/UT:
1.
Standard radiography and UT have limited resolution capability for inspection of thick
material due to the widening effect of x-rays and of the ultrasonic beam. Acoustical holog-
raphy uses focused-beam transducers, which offer good resolution, even on thick material.
2.
Acoustical imaging can show a thin horizontal crack that radiography may miss. It is less
sensitive to defect orientation than radiography.
11.2 Holographic and Speckle lnterferometry
Advanced NDT techniques such as laser holography interferometry (HI) and speckle interfer-
ometry (SI) have demonstrated their usefulness for inspecting nuclear pressure vessels and
piping. The techniques are suited to measuring deformation resulting from residual stresses or
mechanical behavior of materials or fatigue.
12 ACOUSTIC EMISSION TESTING
Acoustic emission testing (AET) offers a new method for analyzing various physical phenom-
ena and behavior of materials, and
for
performing nondestructive testing of materials, manufac-
turing processes, and structural components
[62].
As
an NDT technique, it is used to detect
when a flaw or crack occurs and sometimes where it occurs in a wide variety of structures and
materials, such as metals, wood, plastic, fiberglass, and concrete. However, the determination
of the kind of flaw is normally left to the other methods.
12.1 Principle
of
Acoustic Emission
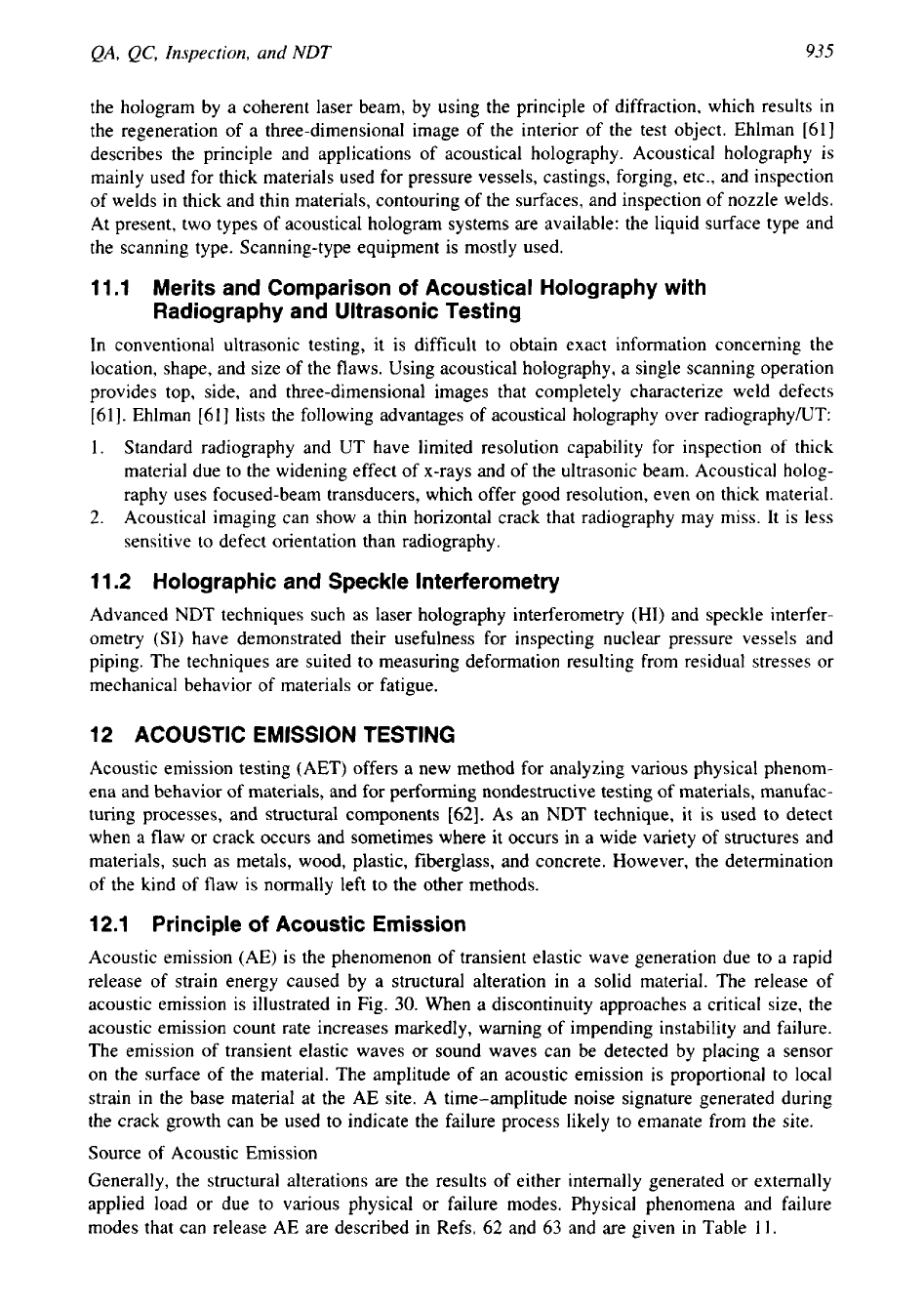
Acoustic emission
(AE)
is the phenomenon of transient elastic wave generation due to a rapid
release of strain energy caused by a structural alteration in a solid material. The release of
acoustic emission is illustrated in Fig.
30.
When a discontinuity approaches a critical size, the
acoustic emission count rate increases markedly, warning of impending instability and failure.
The emission of transient elastic waves or sound waves can
be
detected by placing a sensor
on the surface of the material. The amplitude of an acoustic emission is proportional to local
strain in the base material at the AE site.
A
time-amplitude noise signature generated during
the crack growth can be used to indicate the failure process likely to emanate from the site.
Source of Acoustic Emission
Generally, the structural alterations are the results of either internally generated or externally
applied load or due to various physical or failure modes. Physical phenomena and failure
modes that can release AE are described in Refs. 62 and
63
and are given
in
Table 11.
936
Chapter
I4
Figure
30
Release and propagation
of
acoustic emission in a material and the principle of acoustic
emission testing. (From Ref.
62.)
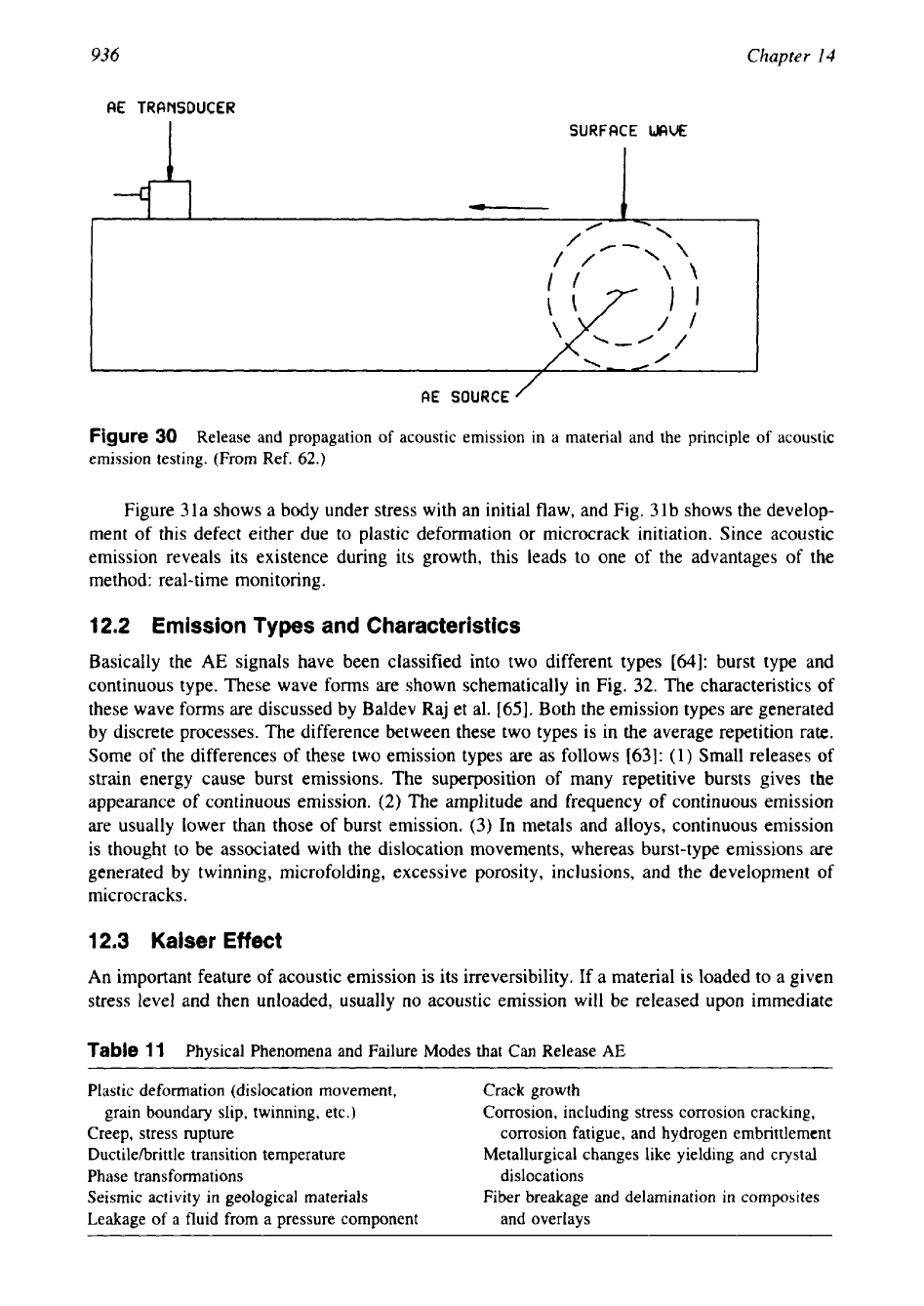
Figure 31a shows a body under stress with
an
initial flaw, and Fig. 31b shows the develop-
ment of this defect either due to plastic deformation or microcrack initiation. Since acoustic
emission reveals its existence during its growth, this leads
to
one
of
the advantages
of
the
method: real- time monitoring.
12.2
Emission
Types and
Characteristics
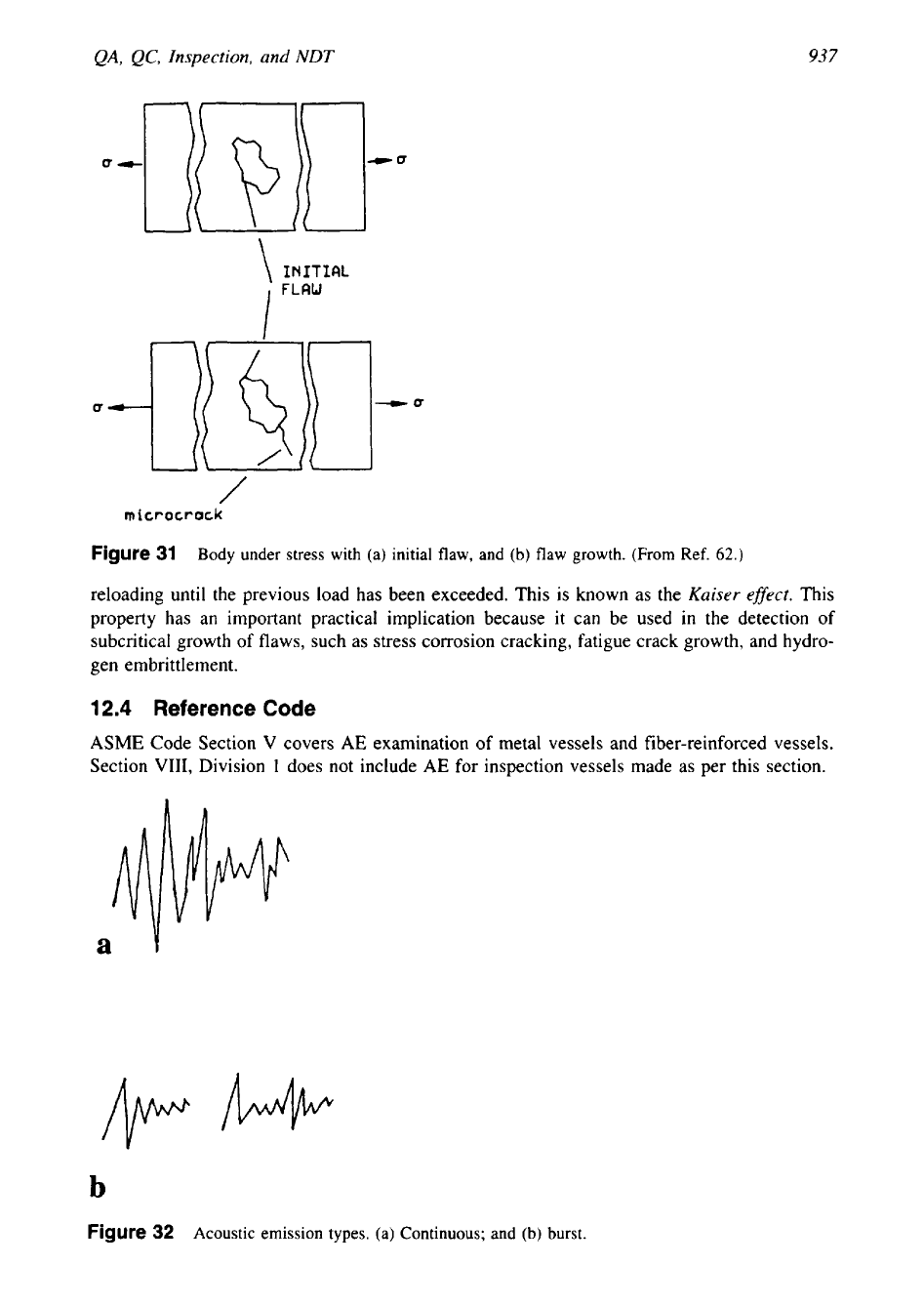
Basically the
AE
signals have been classified into two different types
[U]:
burst type and
continuous type. These wave forms are shown schematically in Fig.
32.
The characteristics of
these wave
forms
are discussed by Baldev Raj et al.
[65].
Both the emission types are generated
by discrete processes. The difference between these two types is in
the
average repetition rate.
Some of the differences of these two emission types are as follows
[63]:
(1)
Small releases of
strain energy cause burst emissions. The superposition
of
many repetitive bursts gives the
appearance of continuous emission.
(2)
The amplitude and frequency of continuous emission
are usually lower than those of burst emission. (3) In metals and alloys, continuous emission
is thought to be associated with the dislocation movements, whereas burst-type emissions are
generated by twinning, microfolding, excessive porosity, inclusions, and the development of
microcracks.
12.3
Kaiser Effect
An important feature of acoustic emission is its irreversibility. If a material
is
loaded to a given
stress level and then unloaded, usually no acoustic emission will be released upon immediate
Table
11
Physical Phenomena and Failure Modes that
Can
Release
AE
Plastic deformation (dislocation movement, Crack growth
grain boundary slip, twinning, etc.)
Corrosion, including stress corrosion cracking,
Creep, stress rupture
corrosion fatigue, and hydrogen embrittlement
Ductilehrittle transition temperature
Metallurgical changes like yielding and crystal
Phase transformations dislocations
Seismic activity in geological materials
Fiber breakage and delamination
in
composites
Leakage
of
a
fluid from a pressure component
and overlays
937
QA,
QC,
Inspection, and
NDT
\
INITICIL
I
FLQW
rnicrocrack
/
Figure
31
Body under stress
with
(a) initial flaw, and (b) flaw growth. (From Ref.
62.)
reloading until the previous load has been exceeded. This is known as the
Kaiser efSect.
This
property has an important practical implication because it can be used in the detection of
subcritical growth of flaws, such as stress corrosion cracking, fatigue crack growth, and hydro-
gen embrittlement.
12.4
Reference Code
ASME
Code Section
V
covers
AE
examination
of
metal vessels and fiber-reinforced vessels.
Section
VIII,
Division
1
does not include
AE
for inspection vessels made as per this section.
b
Figure
32
Acoustic emission types.
(a)
Continuous; and (b) burst.
938
Chapter
14
AE
SOURCE
WUE
PROPAGATION SENSOR (TRANSDUCER
1
CHAR AC TER
I
ZA
TION
IN THE STRUCTURE CHARACTERIZATION
DYNAtIIC
CHANGE AT
THE SOURCE
I
I
I
I
I
I
I
U
L-------------,-----
DATA INTERPRETATION
Figure
33
Acoustic emission events. (From Ref.
65.)
12.5 Written Procedure
The written procedure to be applied during an acoustic emission examination usually specifies
1631:
(1)
the equipment to be used,
(2)
the placement of acoustic emission sensors, (3) the
process for stressing the component, (4) the data to be recorded and reported, and
(5)
the
qualifications of the personnel operating the equipment and interpreting the results.
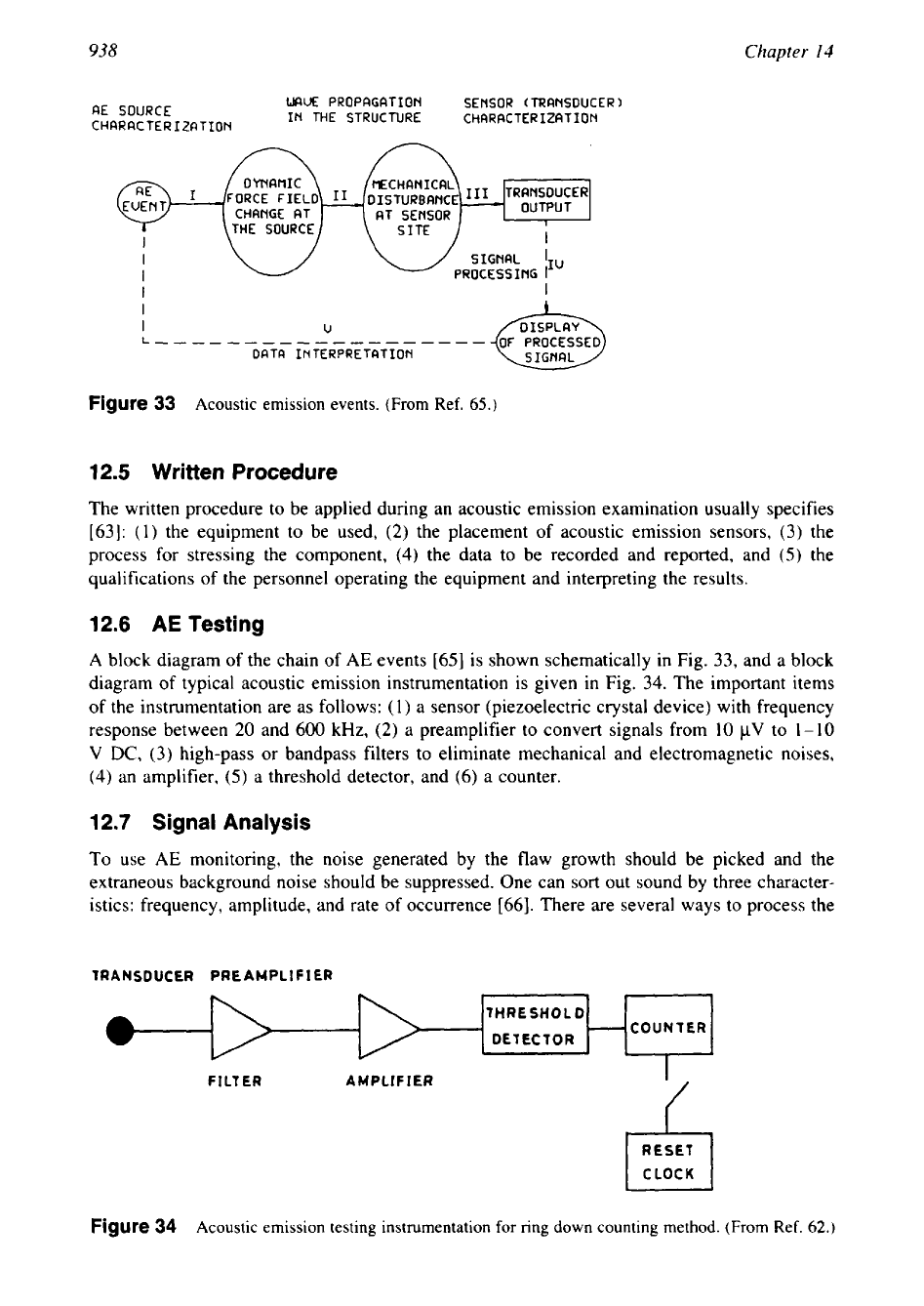
12.6
AE
Testing
A
block diagram of the chain of
AE
events [65] is shown schematically in Fig. 33, and a block
diagram of typical acoustic emission instrumentation is given in Fig. 34. The important items
of the instrumentation are as follows:
(1)
a sensor (piezoelectric crystal device) with frequency
response between
20
and 600 kHz,
(2)
a preamplifier to convert signals from
10
yV
to
1-10
V
DC,
(3)
high-pass
or
bandpass filters to eliminate mechanical and electromagnetic noises,
(4) an amplifier,
(5)
a threshold detector, and (6) a counter.
12.7 Signal Analysis
To use
AE
monitoring, the noise generated by the flaw growth should be picked and the
extraneous background noise should be suppressed. One can sort out sound by three character-
istics: frequency, amplitude, and rate
of
occurrence [66]. There are several ways to process the
TRANSDUCER PRE AMPLIFI ER
i
THRESHOLD
-COUNTER
DET EC
TOR
FILTER AMPLIFIER
Figure
34
Acoustic emission testing instrumentation for ring down counting method. (From Ref.
62.)
QA,
QC,
Inspection, and NDT
939
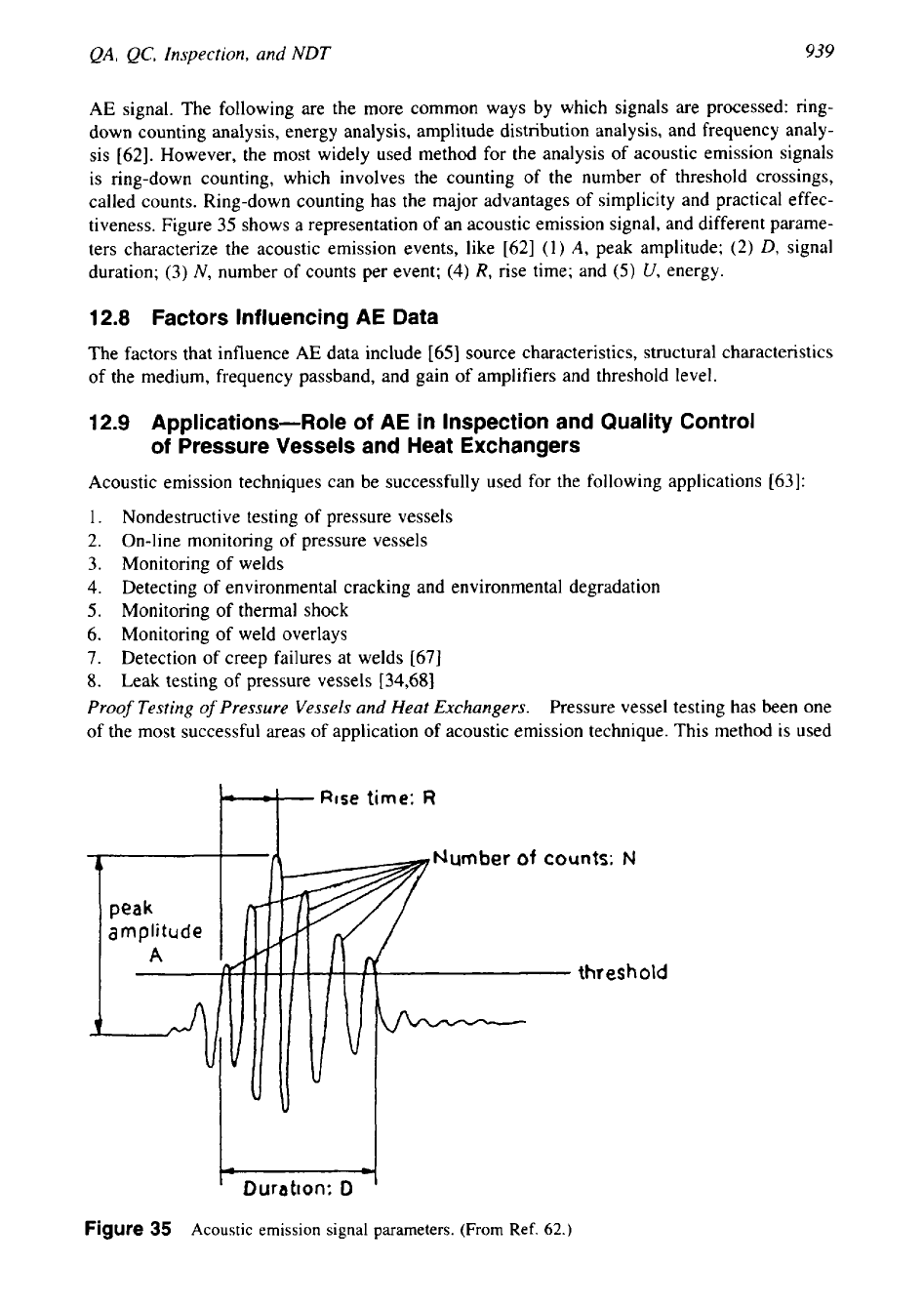
AE signal. The following are the more common ways by which signals are processed: ring-
down counting analysis, energy analysis, amplitude distribution analysis, and frequency analy-
sis
[62].
However, the most widely used method for the analysis of acoustic emission signals
is ring-down counting, which involves the counting of the number of threshold crossings,
called counts. Ring-down counting has the major advantages of simplicity and practical effec-
tiveness. Figure
35
shows a representation of
an
acoustic emission signal, and different parame-
ters characterize the acoustic emission events, like
[62]
(1)
A,
peak amplitude;
(2)
D,
signal
duration;
(3)
N,
number of counts per event;
(4)
R,
rise time; and
(5)
U,
energy.
12.8 Factors Influencing AE Data
The factors that influence AE data include
[65]
source characteristics, structural characteristics
of the medium, frequency passband, and gain of amplifiers and threshold level.
12.9
Applications-Role of AE in Inspection and Quality Control
of Pressure Vessels and Heat Exchangers
Acoustic emission techniques can be successfully used for the following applications
[63]:
1.
Nondestructive testing of pressure vessels
2.
On-line monitoring of pressure vessels
3.
Monitoring of welds
4.
Detecting of environmental cracking and environmental degradation
5.
Monitoring of thermal shock
6.
Monitoring of weld overlays
7.
Detection of creep failures at welds
[67]
8.
Leak testing
of
pressure vessels
[34,68]
Proof Testing of Pressure Vessels and Heat Exchangers.
Pressure vessel testing has been one
of the most successful areas of application of acoustic emission technique. This method is used
tt
Rtse
time:
R
Duration:
0
’
Figure
35
Acoustic
emission signal
parameters.
(From
Ref.
62.)
940
Chapter
14
extensively for preservice proof testing, periodic requalification testing, and in continuous
on-
line monitoring of pressure vessels
[63].
When discontinuity approaches critical size, the acous-
tic emission count rate increases markedly, warning of impending instability and failure.
Online Monitoring.
AE is produced when the component undergoes a dynamic change such
as deformation, crack growth, phase change, or leakage of a fluid from a pressurized compart-
ment. Hence, continuous on-line monitoring is possible
[68].
Monitoring
of
Welds.
AE can monitor and detect failure modes that generate acoustic emis-
sion, such as phase transformations, lack of fusion, lack of penetration, voids and porosity,
inclusions and contamination, and cracking. The technique offers great promise for preliminary
weld screening prior to NDT and for welder training
[66].
Environmental Cracking.
AE is used for detecting environmental cracking phenomena such
as corrosion fatigue, hydrogen embrittlement, and stress corrosion cracking.
Thermal Shock.
Frequently, vessels subject to thermal stress cycles are monitored during
temperature cycling, during startup, or during shutdown.
Weld Overlays.
AE can monitor separation and delamination of weld overlays.
Detection
of
Creep Failure at Welds.
Acoustic emission has been used to study reheat crack-
ing, a form of brittle creep rupture that occurs in the heat-affected zones of welds during stress
relief
[
671.
Leak Detection.
Leak detection by AE testing method provides rapid quantitative informa-
tion. The method is as follows: In the absence of any leak, the AE activity will only be a
minimum, caused by the background noise. In the presence of a leak, pressure release from
inside the vessel results in the generation of AE that can be detected by the sensor.
12.1
0
Merits
of
Acoustic Emission Testing
The advantages of AET are discussed in Ref.
63.
Some of the advantages are:
1.
In AE monitoring, there is no input energy to the structural systedmaterial as in the case
of
ultrasonic testing or radiography.
2.
AE has the capacity to locate and evaluate discontinuities in the entire structure at one
time, rather than selectively testing localized regions.
3.
AET may be used as a means for confirming the location and concentration of discontinu-
ities determined by techniques such as radiography and ultrasonic examination.
4.
The use of AET with fracture mechanics and ultrasonic examination may allow the com-
plete characterization of a pressure vessel and its life can be predicted.
5.
It requires only limited access and downtime for the requalification of in-service structures.
6.
AE monitoring on production lines is faster than ultrasonics because its sensors need not
be moved over the entire surface being inspected.
13
EDDY
CURRENT TESTING
Eddy current testing (ET) is widely used for the nondestructive testing of tubular products.
The basis of eddy current testing is the detection
of
quality problems by observation of the
interaction between electromagnetic fields and metals. In this method, a small electric current,
known as an eddy current, is induced in
a
material, and any changes in the flow of this cumnt
due to a flaw or inhomogeneities in the material are detected by a nearby coil and subsequently
processed electronically. Basically, any discontinuity that appreciably alters the normal flow
of eddy current can be detected by eddy current inspection. In heat exchanger and pressure
vessel applications, the areas of applications of ET are
QA,
QC,
Inspection,
and
NDT
941
1.
Production-line inspection of tubular products during manufacture to detect seams, laps,
cracks, voids, inclusions, etc., on conductive metal surfaces.
2.
In-service inspection of tubes for service-induced defects such as loss of tube wall thick-
ness due to corrosion, fretting and wear, and growth of manufacturing defects.
3.
For surface, and in some cases subsurface, inspection of welds for discontinuities.
13.1 Principles of
Eddy
Current Testing
In eddy current testing, an alternating current is made to flow in a coil (probe), which, when
brought into close proximity of the conducting surface of the material to be inspected, induces
an eddy current flow in the material. The presence of a defect, a discontinuity, or a metallic
object other than the specimen under test disturbs the eddy current flow. These eddy currents
in turn generate an alternating magnetic field, which will cut the windings of the coil and
try
to produce a reverse current. This reverse current may be detected either as a voltage across a
secondary coil or by the perturbation of the impedance
of
the original coil. This impedance
change can be measured and correlated with the presence and extent of the defect, discontinu-
ity, or metallic object. The test coil is placed in a unit called a measuring probe. The process
lends itself to automated production-line testing. The eddy current testing principle explained
in
this section is based on Granville [69] and Ref. 70.
13.2 Written Procedure
ASME
Code Section
V
furnishes the minimum information necessary in the written procedure.
A
partial list includes the following:
1.
Scope of examination: for tubing examination, tube material, diameter, and wall thick-
ness.
2.
Size and type of probes.
3.
Examination frequencies.
4.
Eddy current equipment model and manufacturer.
5.
Scanning direction and speed during examination.
6.
Inspection technique, e.g., hand probe, mechanized probe, remote-control fixtures.
7.
Calibration procedure and standards.
8.
Description of data-recording equipment and procedure.
9.
Signal processing and acceptance criteria.
10.
Reporting results.
13.3
ASTM
Specifications
E
426 for electromagnetic (eddy current) testing of seamless and welded tubular products of
austenitic stainless steel and similar alloys
E
215
for testing of aluminum alloy tubes
E
309 for steel tubular products with magnetic saturation
E
243 for seamless copper and copper alloy tubes
13.4 Probes
Probes can be classified into four categories [34,71]:
1.
Surface probes, which are used for crack detection and corrosion measurements.
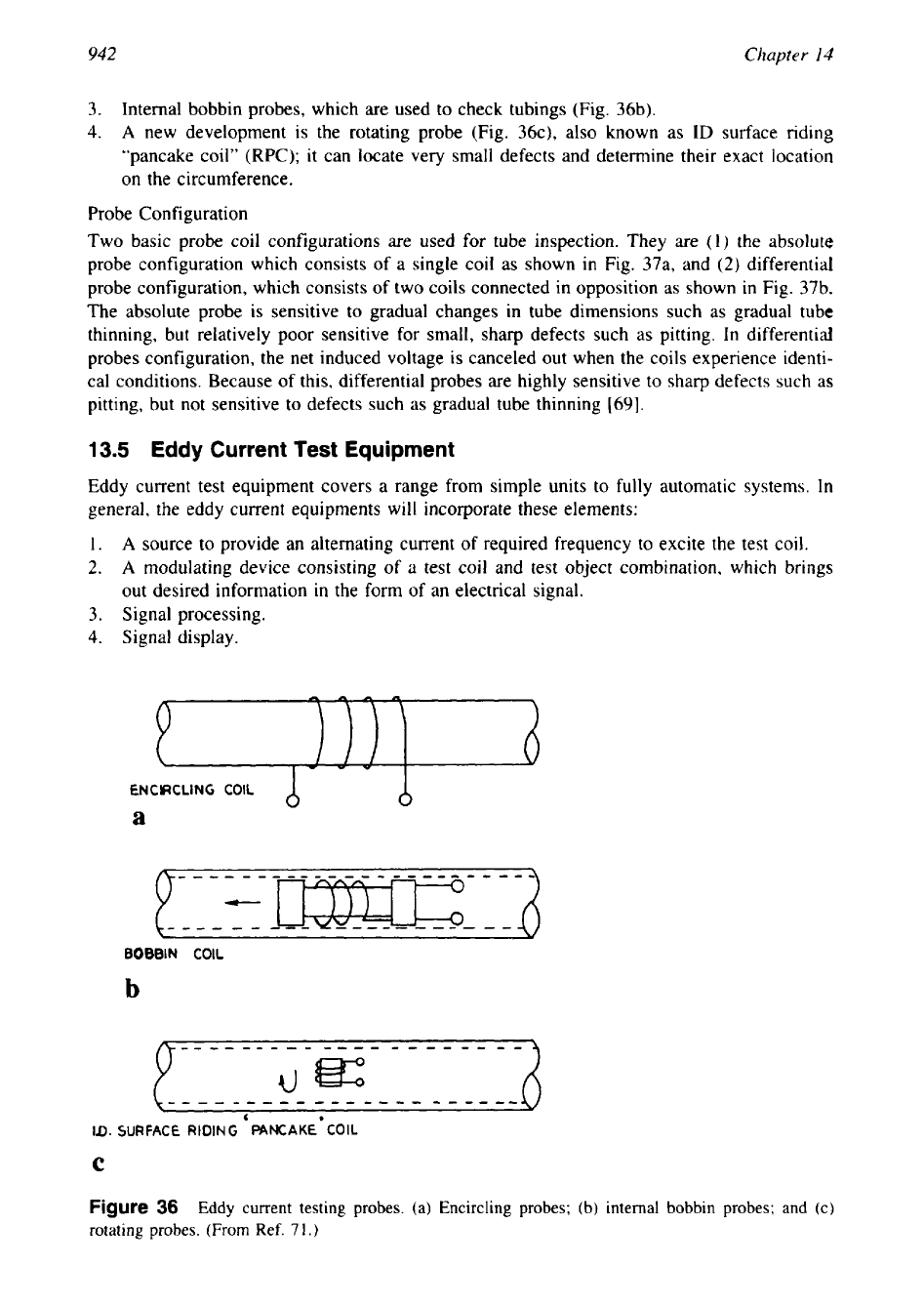
2.
Encircling probes, which are used primarily for production control of wire or tubular
products (Fig. 36a).
942
Chapter
I4
3. Internal bobbin probes, which are used to check tubings (Fig. 36b).
4.
A
new development is the rotating probe (Fig. 36c), also known as ID surface riding
“pancake coil” (RPC); it can locate very small defects and determine their exact location
on the circumference.
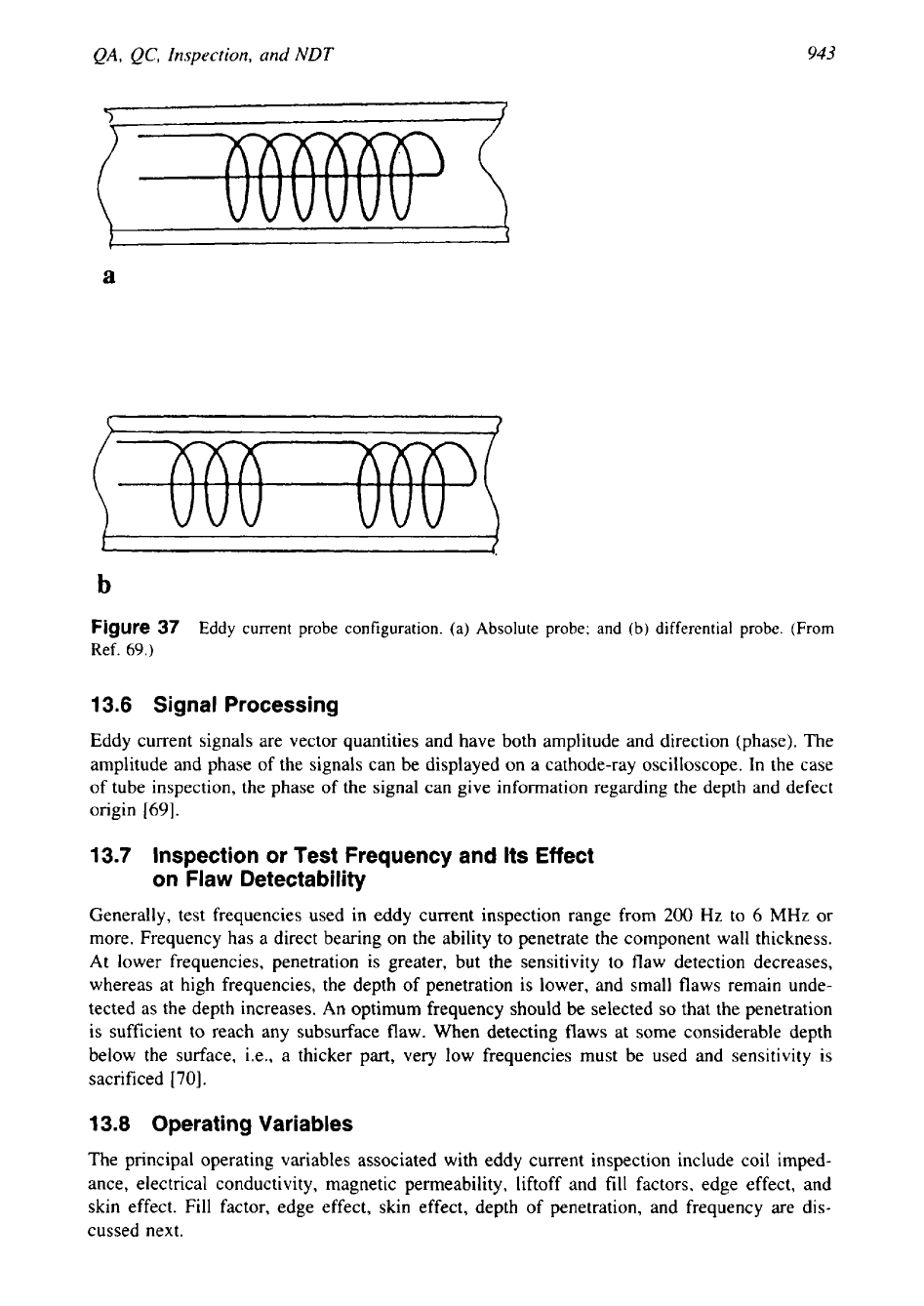
Probe Configuration
Two basic probe coil configurations are used for tube inspection. They are
(1)
the absolute
probe configuration which consists of a single coil as shown in Fig. 37a, and
(2)
differential
probe configuration, which consists of two coils connected in opposition as shown in Fig. 37b.
The absolute probe is sensitive to gradual changes in tube dimensions such as gradual tube
thinning, but relatively poor sensitive for small, sharp defects such as pitting. In differential
probes configuration, the net induced voltage is canceled out when the coils experience identi-
cal conditions. Because of this, differential probes are highly sensitive to sharp defects such as
pitting, but not sensitive to defects such as gradual tube thinning [69].
13.5
Eddy
Current Test Equipment
Eddy current test equipment covers a range from simple units to
fully
automatic systems.
In
general, the eddy current equipments will incorporate these elements:
1.
A
source to provide
an
alternating current of required frequency to excite the test coil.
2.
A
modulating device consisting of a test coil and test object combination, which brings
out desired information in the form of an electrical signal.
3. Signal processing.
4.
Signal display.
ENCIRCLING
COIL
a
BOBBIN
COIL
Figure
36
Eddy
current testing probes.
(a)
Encircling probes; (b) internal bobbin probes; and (c)
rotating probes. (From Ref.
7
1
.)
C
943
QA,
QC,
Inspection,
and
NDT
a
b
Figure
37
Eddy current probe configuration. (a) Absolute probe; and (b) differential probe.
(From
Ref.
69.)
13.6
Signal Processing
Eddy current signals are vector quantities and have both amplitude and direction (phase). The
amplitude and phase of the signals can be displayed on a cathode-ray oscilloscope. In the case
of tube inspection, the phase of the signal can give information regarding the depth and defect
origin
[69].
13.7
Inspection or Test Frequency and Its Effect
on Flaw Detectability
Generally, test frequencies used in eddy current inspection range from
200
Hz
to
6
MHz
or
more. Frequency has a direct bearing on the ability to penetrate the component wall thickness.
At lower frequencies, penetration is greater, but the sensitivity to flaw detection decreases,
whereas at high frequencies, the depth of penetration is lower, and small flaws remain unde-
tected as the depth increases. An optimum frequency should be selected
so
that the penetration
is sufficient to reach any subsurface flaw. When detecting flaws at some considerable depth
below the surface, i.e., a thicker part, very
low
frequencies must be used and sensitivity is
sacrificed
[70].
13.8
Operating Variables
The principal operating variables associated with eddy current inspection include coil imped-
ance, electrical conductivity, magnetic permeability, liftoff and fill factors, edge effect, and
skin effect. Fill factor, edge effect, skin effect, depth
of
penetration, and frequency are dis-
cussed next.