Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

984
Chapter
15
is no contact as given by the formulas. For example, the expression for minimum ligament
efficiency
p
is given by CODAP [37]:
p
for tubes welded to the tube sheet
P
P=
-
(d
-
')
for tubes expanded more than
90%
of the tube-sheet thickness
(4)
where
d
is the tube outer diameter,
p
the tube pitch, and
t
the tube wall thickness.
Ductility of Welded Joint in Feedwater Heaters
For applications such as feedwater heaters, the tube sheets are subjected mainly to bending
stresses due to high feedwater pressure, which may be as high as
5000
psi in modern plant
cycles. The tube-to-tube-sheet joints must remain impervious to water under
this
high pressure
while sustaining the cyclic stresses due to tube-sheet flexure, and temperature variations between
the tube and tube sheet caused by such operating conditions
as
startup, load shedding, shutdown,
and possible abnormal transient operations [31]. According to Lohmeir et al. [31], due to these
reasons, the flexural and thermal stresses can
be
sufficiently large, even exceeding the elastic
limit, to propagate leakage paths from weld metal flaws. In order to cope with such high stresses
without suffering damage, the welds must have consistent mechanical properties and high ductil-
ity. The main factors to
be
controlled
to
ensure the ductility of the joints are [38]:
Combination of tube and tube-sheet materials
Welding parameters
Heat treatment
The carbon content of the basic material and welding alloy (less significant factor)
The following factors ensure welded joints of even quality and high ductility [38]:
1.
Tubes and tube sheets are always of the same material, with a maximum carbon content
of
0.20%.
The filler is of
a
special alloy whose main feature is an extremely low percentage
of carbon.
2.
All joints and the electrode are preheated before welding.
3.
When all welding is completed the entire tube sheet
is
stress relieved.
Welded Mockups
To determine correct welding parameters, use mockups to scrutinize tube-to-tube-sheet weld-
ments. Welded mockups are sectioned
and
prepared for review of the root area and dimension
checks of the weld. Examinations
of
welded mockups are discussed in detail by Syal
[
1 11. An
expanded and welded tube-to-tube-sheet mockup is examined by the following methods:
1.
Radiography examination: The weld shall be free from porosity, cracks, or other defects
that would result in leakage in service.
2.
Micro and macro examination: to detect defects, metal flow in the annular grooves (if
grooves are present in the tube sheet), fusion, penetration, etc.
3.
Minimum leak path: For strength-welded joints, the minimum leak path shall be the
tube-
sheet thickness, and for seal-welded joints
0.7
times the tube-sheet thickness.
4.
Hardness examination: tube sheet, tube, weld, and HAZ; normal hardness limits are for
carbon steel
220
HV, low-alloy steel
260
HV, and stainless steels
250
HV or as specified
in the specification
[
111.
5.
Tear test for strength welded joint.
6.
Pulling test: Tubes shall be pulled on a tensile testing machine with a pulling load not less
985
Heat Exchanger Fabrication
than 0.1
x
L
x
d
x
3000 (kgf) for expanded tubes without seal welding, where
L
is the
length of expansion joint (cm) and d tube outer diameter (cm)
[
111.
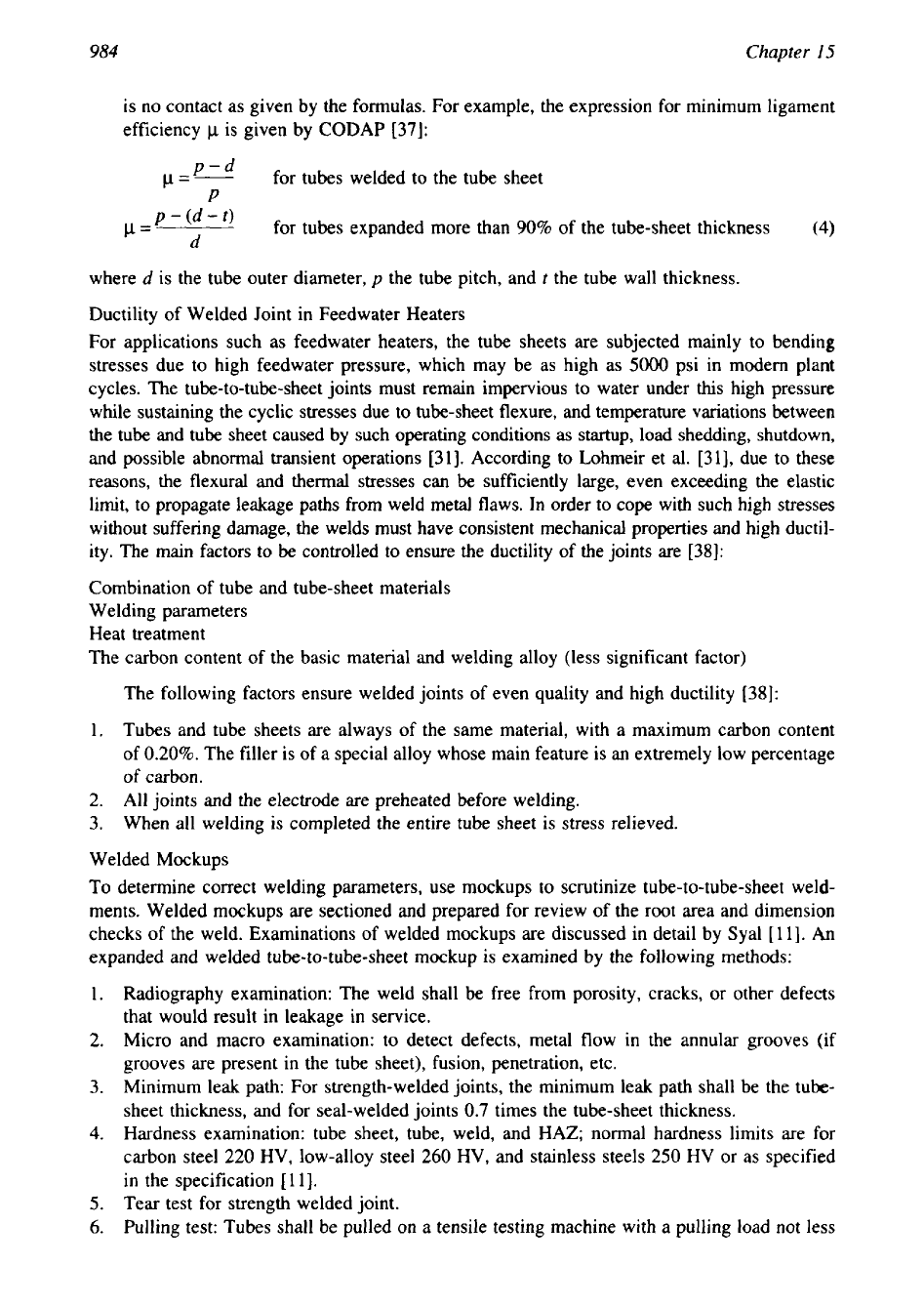
7.
Pressure test as shown in Fig. 21.
Leak Testing of Welded Tube-to-Tube-Sheet Joints
Leak testing of exchangers will allow one to determine if tubes have been adequately rolled
or welded into the exchanger tube sheets. Such testing can be accomplished by pressurizing
the shell side with air to a pressure of 1.0 to 1.25 ksc (gauge) and “soaping” the face of the
tube sheet and looking for bubbles, or by filling the shell with water, pressurizing the channel
with air, and looking for bubbles through the shell-side nozzle. Various leak testing methods
are discussed in Chapter 14 on quality control, inspection, and NDT.
TEMA Standards on Testing
of
Tube-to-Tube-Sheet Joints. As per paragraph RGP-RCB-7.6,
tube-to-tube-sheet welds are to
be
tested using the manufacturer’s standard method. Any spe-
cial testing using halogens or helium will be performed by agreement between manufacturer
and purchaser.
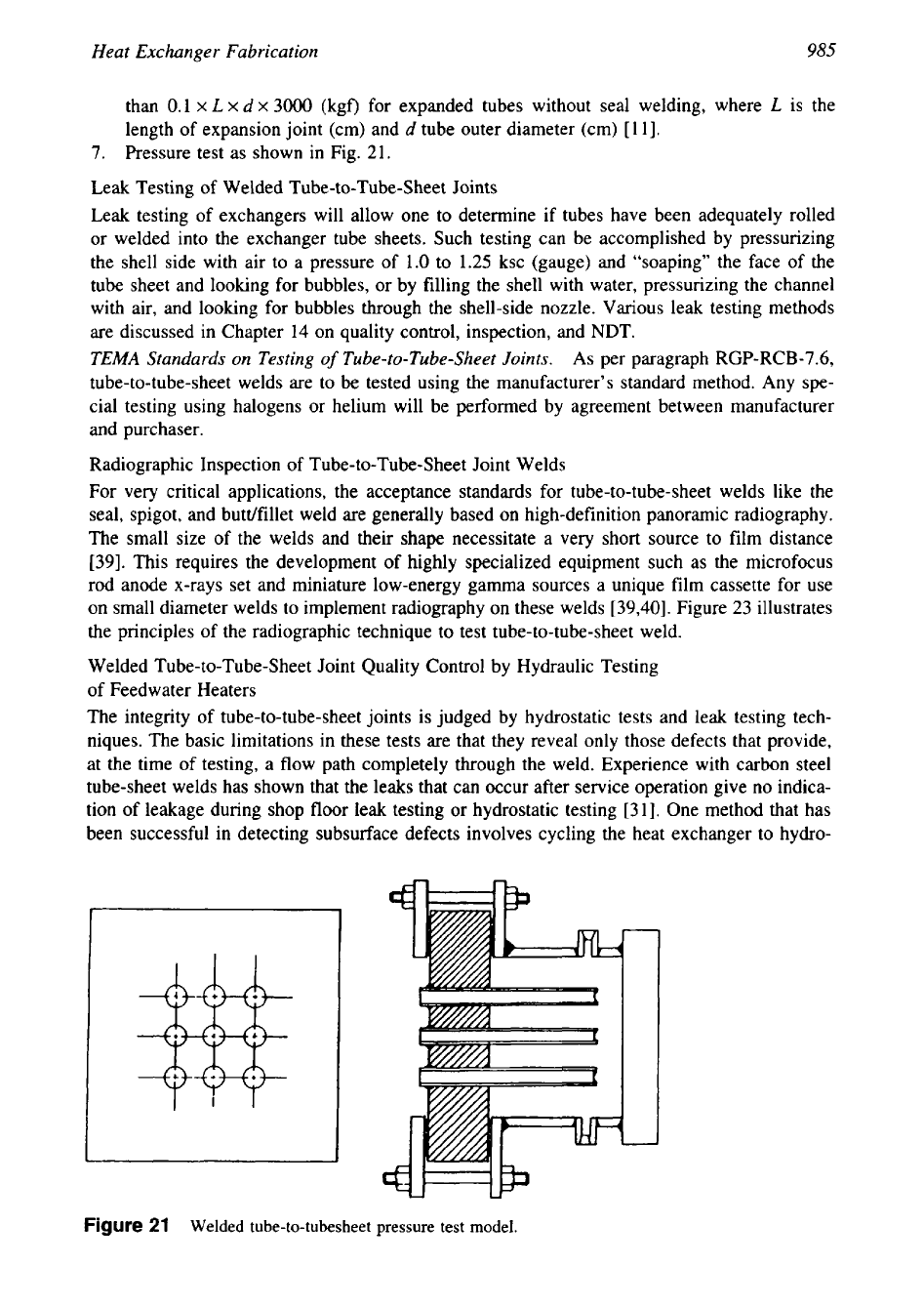
Radiographic Inspection of Tube-to-Tube-Sheet Joint Welds
For very critical applications, the acceptance standards for tube-to-tube-sheet welds like the
seal, spigot, and butdfillet weld are generally based on high-definition panoramic radiography.
The small size of the welds and their shape necessitate a very short source to film distance
[39]. This requires the development
of
highly specialized equipment such as the microfocus
rod anode x-rays set and miniature low-energy gamma sources a unique film cassette for use
on small diameter welds to implement radiography on these welds [39,40]. Figure 23 illustrates
the principles of the radiographic technique to test tube-to-tube-sheet weld.
Welded Tube-to-Tube-Sheet Joint Quality Control by Hydraulic Testing
of Feedwater Heaters
The integrity of tube-to-tube-sheet joints is judged by hydrostatic tests and leak testing tech-
niques. The basic limitations in these tests are that they reveal only those defects that provide,
at the time of testing, a flow path completely through the weld. Experience with carbon steel
tube-sheet welds has shown that the leaks that can occur after service operation give no indica-
tion of leakage during shop floor leak testing or hydrostatic testing [31]. One method that has
been successful in detecting subsurface defects involves cycling the heat exchanger to hydro-
Figure
21
Welded tube-to-tubesheet pressure test model.
986
ChaDter
15
Figure
22 Radiographic inspection of tube-to-tubesheet joint welds. (a) Panoramic radiographic tech-
nique,
(b)
position of the radiation source and film relative to the butt fillet weld, (c) microfocus rod
anode x-rays set. (From Ref.
39.)
static test pressure a number of times, and providing a thermal shock to the tube-sheet weld
surface in the shop floor. The high tube-to-tube-sheet joint stresses due to pressure cycling
have been particularly successful in completing the potential leakage paths that require a short
propagation distance.
Brazing
Brazing
is
used for tube-to-tube-sheet joints that are free from stress concentration and crevice
corrosion problems. For the fabrication of heat exchangers three methods of brazing are in
common use: torch brazing, furnace brazing, and dip brazing.
ASME
Code Section
VIII,
Div.
1
prohibits brazed joints for lethal service and for unfired steam boilers.
3.10
Heat Treatment
Heat treatment of fixed-tube-sheet exchangers may be done by either
of
these methods:
1.
With tubes welded in one tube sheet and left free in the holes of other tube sheet
2.
Both ends
of
the tubes welded with tube sheets
Salient features of these methods are discussed next.
987
Heat Exchanger Fabrication
With Tubes Welded in One Tube Sheet and Left Free in the Other Tube Sheet
The procedure adopted is as follows:
1.
After welding the tubes on one tube sheet, stress relieve the joints by leaving the tubes
free in the second tube sheet.
2.
Weld the tubes to the second tube sheet and stress relieve the second tube sheet by placing
only part of the exchanger in the furnace: however, this stress relieving may be waived if
proper welding procedure with suitable preheating can control the hardness of the weld
metal and HAZ within acceptable limit, provided that PWHT is not a mandatory require-
ment [ll].
Both Ends of the Tubes Welded with Tube Sheets
During heat treatment, the rate of heating and cooling should not exceed 30°C per hour. The
temperature gradient between the outer skin of the shell and the innermost tube should be
narrowed down to an acceptable limit by soaking the exchanger during the heating stages.
Heat Treatment: General Requirements
Prior to PWHT, the exchanger should be thoroughly examined by visual inspection and NDT
methods to avoid welding repair after completion of heat treatment. Consider the following
points while heat treating heat exchangers:
1.
The complete exchanger should be thoroughly cleaned before charging into the furnace.
Any scale formation on the tube sheet and tubes, when tubes are kept free on one side, is
avoided by the circulation of nitrogen. Alternately, tube ends may be plugged with ceramic
fiber plugs, which will not permit the hot gases from entering the tubes, thereby preventing
oxidation.
2.
Exchangers must be heat treated in a furnace that is heated electrically or by
gas
burners.
The furnace must be of such a design as to prevent direct impingement of flame on the
exchanger. Flame selection, i.e., oxidizing, reducing, slightly oxidizing, etc.,
is
important
to avoid excessive scaling and oxidation.
3.
Sufficient numbers of thermocouples should be provided on the exchanger to verify uni-
form heating; their locations are also important.
4.
Rate of heating, holding temperature, and rate of cooling are generally governed by mate-
rial used and the construction code. PWHT requirements for welds between dissimilar
metals shall conform to the requirements of the material having the more stringent require-
ments.
5.
Ensure that the tubes are adequately supported to prevent sagging of the tube bundle.
Similarly, during PWHT of the exchanger, it may be necessary to support the shell, if its
supports are widely spaced and sagging is likely.
6.
Heat treatment should always be done before hydrostatic test. If for any reason tube end
welding, however small, is carried out after heat treatment, it is recommended to repeat
the heat treatment when PWHT has been specified as requirement.
7.
After heat treatment, the tube sheet and tubes shall be examined to ensure that its surfaces
are free from scale, oxidation, and decarburization, fine cracks, distortion, dimensional
accuracy, etc.
Details on quality control during PWHT of welded components are discussed in Chapter 13
on material selection and fabrication.
988
Chapter
I5
3.1
1
Assembly of ChanneldEnd Closures
Where a fully pressed end is required, the end closure is purchased from the trade as a pressing
or can be fabricated from a series of petals on the shop floor. (Forming of various types of
heads discussed in Annexure
2.)
Assemble the channelslend closures with the shell assembly
and measure the flatness. Measure tube-sheet flatness across the diameter of the gasket ring
for conformity with the specifications. Inspect fixed tube sheets extended as flanges for defor-
mation due to weld shrinkage.
Bolt Tightening
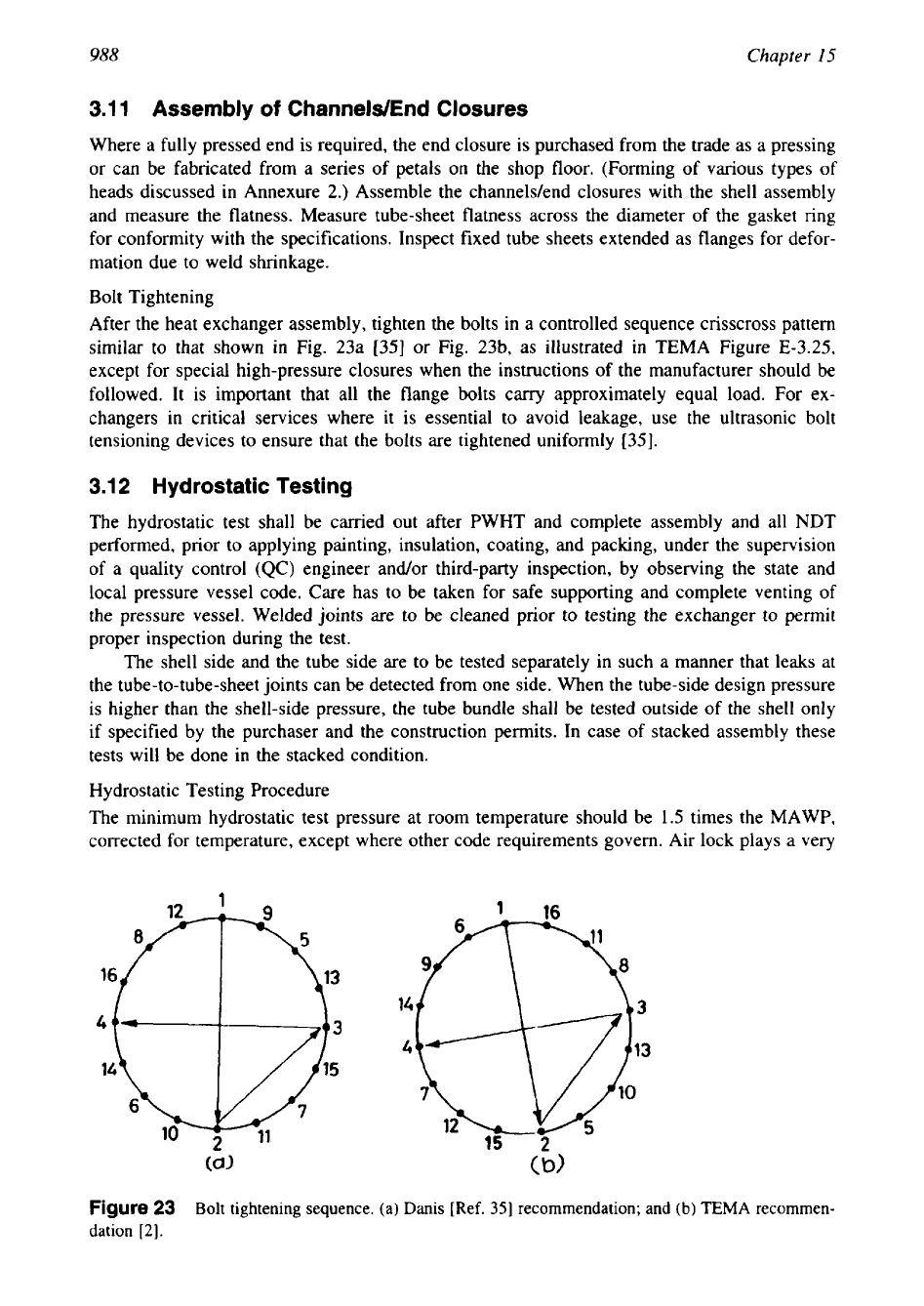
After the heat exchanger assembly, tighten the bolts in a controlled sequence crisscross pattern
similar to that shown in Fig. 23a [35] or Fig. 23b, as illustrated in TEMA Figure E-3.25,
except for special high-pressure closures when the instructions of the manufacturer should be
followed. It is important that all the flange bolts carry approximately equal load. For ex-
changers in critical services where it is essential to avoid leakage, use the ultrasonic bolt
tensioning devices to ensure that the bolts are tightened uniformly [35].
3.1
2
Hydrostatic Testing
The hydrostatic test shall be carried out after PWHT and complete assembly and all NDT
performed, prior to applying painting, insulation, coating, and packing, under the supervision
of a quality control
(QC)
engineer andor third-party inspection, by observing the state and
local pressure vessel code. Care has to be taken for safe supporting and complete venting of
the pressure vessel. Welded joints are to be cleaned prior to testing the exchanger to permit
proper inspection during the test.
The shell side and the tube side are to be tested separately in such a manner that leaks at
the tube-to-tube-sheet joints can be detected from one side. When the tube-side design pressure
is higher than the shell-side pressure, the tube bundle shall be tested outside of the shell only
if specified by the purchaser and the construction permits. In case of stacked assembly these
tests will be done in the stacked condition.
Hydrostatic Testing Procedure
The minimum hydrostatic test pressure at room temperature should be
1.5
times the MAWP,
corrected for temperature, except where other code requirements govern. Air lock plays a very
.
14
4
15
2
Figure
23
Bolt tightening sequence. (a)
Danis
[Ref.
351
recommendation; and
(b)
TEMA
recommen-
dation
[2].
Heat Exchanger Fabrication
989
important role. Make sure that air is removed completely before conducting the hydrostatic
test, and the overflow is witnessed by the inspector before closing the nozzle. The pressure
has to be measured with two calibrated pressure gauges, connected independently of each
other. The indication range must not exceed
150%
of the test pressure. Keep a watch on the
pressure gauge dial to spot drop in pressure that indicate leaks. The test pressure shall be held
for at least
30
min while looking for water oozing from welds, gaskets, and other potential
sources for leaks. For the pressure test, in addition to inspecting the expansion joint for leaks,
the expansion joints shall be inspected before, during, or after the pressure test for visible
permanent distortion.
Hydrostatic Test Fluid
The hydrostatic pressure test is in general carried out with drinking-quality water free from
any corrosive and suspended substances, especially, chlorides and microorganisms. In the case
of bad water quality, temperatures higher than
30°C
combined with longer holding time may
cause corrosion. If required, suitable corrosion inhibitors may be used. Do not test austenitic
stainless steel exchangers with water that has a chloride ion concentration high enough to cause
stress corrosion cracking. Because most potable water supplies are chlorinated, it is necessary
to check the chloride levels. The chloride level in testing water is limited to
25
ppm for
austenitic stainless steel types
304, 310,
and
321,
Incoloy
800,
and for aluminum, and
100
ppm for Cr-Ni-Mo austenitic steels types
316
and
3
17. Alternatively, use conditioned deminer-
alized or distilled water for hydrostatic testing.
Use of Fluorescent
or
Visible Tracer Dyes in Hydrostatic Test Fluids
Fluorescing dye indicators can be added to the water used in hydrostatic pressure tests for
improving the visibility for locating leaks.
Pneumatic Tests
As per ASME Code paragraph UG-100, vessels that cannot be filled with water or cannot be
readily dried and where traces of water are not tolerated can be tested pneumatically at
1.25
times the MAWP to be stamped on the vessel multiplied by the ratio of the stress values of
the test temperature
of
the vessel
to
the stress value
s
of
the design temperature, except where
other code requirements govern.
Stamping
The vessel shall be stamped as follows:
Shell side Design Pr side.
Tube side Design Pr.
Shell side Design Temp.
Tube side Design Temp.
Shell side Hydrotest Pr.
Tube side Hydro Test Pr.
Serial No. Inspection By.
Hydrotested On
3.13
Preparation of Heat Exchangers for Shipment
During plant manufacture, storage, transport to site, and site erection, special precautions are
to be taken to ensure that all the components remain clean and reasonably protected:
1.
Internal and external surfaces are to be free from loose scale and other foreign matter that
is readily removable.
2.
Oil, water, or other liquids used for cleaning and hydrostatic testing should be drained
before shipment. The shell side may be dried out by vacuum pump and the tube side by
blowing through with hot air.
990
Chapter
I5
3.
All exposed machined contact surfaces shall be coated with a removable rust preventive
and protected by suitable cover against damage. Rust-preventive compounds must be re-
garded as contaminants to be removed before the heat exchanger is put into service [41].
4.
All threaded connections are to be suitably plugged.
5.
The exchanger and any spare parts are to be suitably protected to prevent damage during
shipment.
6.
All
tell-tale holes shall be packed with hard grease. In the event of alloy material, the
grease shall be
low
lead and should not contaminate the material.
General guidelines for preparation of heat exchangers for shipment are discussed
in
TEMA, paragraph
G-6.
Painting
External surfaces shall be painted as per
drawings/specifications.
Use paint that will withstand
the surface temperature while
in
operation. Stainless steels do not require painting.
Nitrogen Filling
If
desired by the purchaser, the heat exchanger internals may be filled with dry nitrogen to
protect the internal parts against corrosion.
3.14
Making
Up
Certificates
The following documents may be enclosed
in
a folder along with the heat exchanger:
1.
Vessel detail drawing together with a materials list
2.
Material certificates of chemical and physical properties for each vessel item
3.
Welding procedure specification and procedure qualification records
4.
Welder qualification records
5.
Records of welding consumables used and their properties
6.
Certificate of radiography and other nondestructive testing methods
7.
Heat treatment charts
8.
Hydrostatic test report
9.
Job inspection report
10.
Stagewise inspection chart
11.
Final inspection report
12.
Guarantee certificate
ANNEXURE
1
PLATE BENDING MACHINES, PWHT,
AND MANIPULATIVE EQUIPMENT
A
Roll
Bending Machine
Mechanical and hydraulic three-roll plate bending machines are appropriate for the hot rolling
of heavy plate. A four-roll bending machine offers production advantages, although
it
is not
particularly suited to hot work [42].
B Vertical Plate Bending Machine
The vertical plate bending machine can be used for all ASME Code pressure vessel work, and
results are claimed to be as good as or better than those obtained with horizontal plate bendiog
rolls. Some of the advantages claimed for vertical roll bending include these [42]:
(1)
absence
of camber
in
the rolled shell, (2) higher capacity and hence thicker plates can be rolled.
(3)
Heat Exchanger Fabrication
991
less power consumption,
(4)
the weight of the plate has very little effect on the bending accu-
racy, and
(5)
the mill scale experienced on many plates drops clear during the bending opera-
tion, whereas in horizontal machines it tends to get rolled into the plate surface.
C
PWHT
of Shells
Use spider bracing for adequate support during the stress relieving operation, and thermocou-
ples are fastened to the vessel internally and externally. Temperatures are closely monitored
and controlled during the period of temperature raising, soaking, and relaxing. Test plates
inserted both inside and outside the vessel during stress relieving are later tested to ensure that
the plate has been returned to its proper ductility and tensile strength
[43].
D Manipulative Equipment
In the fabrication
of
heat exchangers, rotator sets or turning rolls are utilized to manipulate the
shell for various welding positions. They ensure smoother welds. Circumferential welding is
carried out by providing for the components to be rotated on the roller manipulator on the
support bed. Basically these comprise two types
[44]:
(1)
self-aligning rotators and
(2)
conven-
tional rotators. Self-aligning rotators consist of rubber-tired wheels that automatically align
themselves to the change from one diameter of vessel to another. In the case
of
conventional
rotators the rolls have to be manually positioned across the frames to suit the diameter
of
the
vessel.
ANNEXURE
2
FORMING OF HEADS AND CLOSURES
A
Forming Methods
For thin plates, the cheapest method is by cold spinning, and hot spinning of greater thickness.
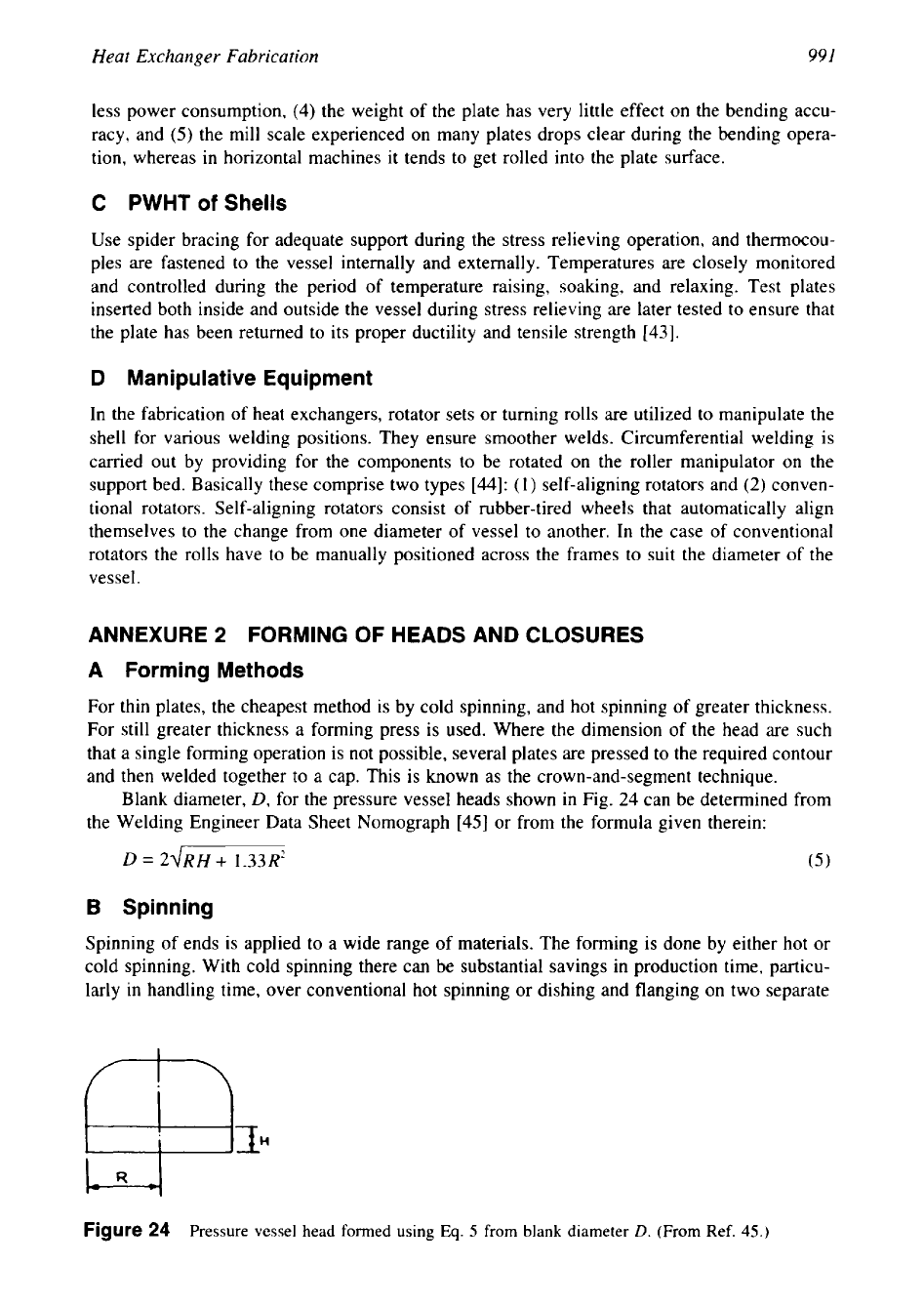
For still greater thickness a forming press is used. Where the dimension of the head are such
that a single forming operation is not possible, several plates are pressed to the required contour
and then welded together to a cap. This is known as the crown-and-segment technique.
Blank diameter,
D,
for the pressure vessel heads shown in Fig.
24
can be determined from
the Welding Engineer Data Sheet Nomograph
[45]
or from the formula given therein:
D
=
2dRH
+
1.33R2
(5)
6
Spinning
Spinning of ends is applied to a wide range of materials. The forming is done by either hot or
cold spinning. With cold spinning there can be substantial savings in production time, particu-
larly in handling time, over conventional hot spinning or dishing and flanging on two separate
Figure 24
Pressure vessel head formed
using
Q.
5
from blank diameter
D.
(From
Ref.
45.)
992
Chapter
I5
machines [46]. Salient features of spinning of various materials are discussed by Peacock [4]
and include the following:
1.
Mild steel ends up to
!A
in (3.2 mm) thick are cold spun with intermediate anneals, and
ends greater than this thickness are hot spun at 1150°C.
2.
Low-alloy steels are successfully hot spun.
3.
For stainless steels with ends up to
%
in (15.9 mm) thickness, cold spinning with interme-
diate annealing at 1050°C is preferred. Ends greater than this above thickness are satisfac-
torily hot spun in the temperature range 900-1200°C; due care is to be taken to avoid
carbide precipitation.
4.
Ends can be made from explosion-clad plates by conventional hot or cold forming tech-
niques. For more details on forming of clad plates, refer to the section on cladding in
Chapter 13 on material selection and fabrication.
The spun heads will have a constant thickness in the hoop direction but will vary in the
meridional direction. The thickness will be a maximum at the crown and a minimum in the
knuckle region. The amount of thinning in the knuckle can be as high as
20-30%.
Under
internal pressure, the direct hoop stresses are compressive and hence the heads are susceptible
to buckling [47].
C Pressing
Pressing, either hot or cold, is usually employed for the smaller diameter ends and is not as
flexible in operation as spinning, because slight changes in end dimension require an alteration
to the ring and pressing die. The majority of ends are hot pressed for two main reasons 161:
(1)
The metal to be pressed undergoes less work hardening and is less prone to cracking, and
(2)
the load needed to press the material to the required dimensions is less.
For forming of heads by pressing, two major kinds of equipment are required. They are
(1) the cold forming and dishing press and
(2)
the flanging and knuckling machine [48].
Initially the plate is manipulated into position beneath the ram and progressively rotated and
tilted
as
successive ram strokes form the required shape. After dishing, the formed head
is
transferred to the knuckling machine for forming the edge to a more accurate radius.
D
Crown and Segment (C and
S)
Technique
Large hemispherical heads and torispherical heads are fabricated by the crown-and-segment
(C and
S)
technique. Hemispherical vessel heads are fabricated from a series of hemispherical
orange-peel sections and one dish-shaped section to form a hemisphere, whereas the torisphere
is fabricated by welding a spherical cap to a toroidal portion made of several segments
(or
gores) that have been welded together, as shown in Fig. 25. Two methods are followed
for
making the petals [48]. In one method, the required form is marked around the template
on
the flat plate; the petal is flame cut and then hot formed. In the more common method, the
plate is rolled to the required petal shape and a template made to the form of the finished petal
is used to mark out the lines to be cut. Then flame cutting
is
carried out manually and
the
edges are beveled and examined. All the plates are assembled on a supporting structure and
welded. Caps for the hemispheres/torispheres are welded into position using fully automatic
submerged arc welding. At the various welds, there may be local variations in geometry,
although these will be reduced in magnitude by hammering and spinning after the welding
operation. The thickness in the C and
S
heads will be essentially the same as that of the base
plate material [47].

993
Heat Exchanger Fabrication
CROWN
7
Figure
25
Crown
(C)
and segment
(S)
technique
of
welding pressure vessel head.
(From
Ref.
6.)
E
Purchased End Closures
Purchased end closures should be accompanied by the following certificates.
Mill certificates of raw material and test coupons.
Process of manufacture.
Raw material plate thickness used for pressing.
Minimum thickness achieved after pressing.
Type of heat treatment carried out.
Stress-relievinghormalizing
chart (time and temperature chart).
As-built dimensions of dished end.
Mechanical test results on test coupons.
NDT
reports.
Important details of a manufactured dished head are shown in Fig.
26.
F
Calibration
of
Heads
Heads distorted during the operations after pressing out have to
be
checked for reduction
or
enlargement of diameter, ovality, and increase
of
height
[49].
G
PWHT
of
Dished Ends
Dished ends shall be stress relieved if cold formed, and normalized if hot formed.
A
stress-
relievinghormalizing chart duly certified by
an
inspection agency shall be furnished. For hot-
formed dished ends, mechanical properties shall be proved on a test coupon after subjecting
Figure
26
Details
of
a dished head.