Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

1004
Chapter
I5
A
A
Rear
door
i
1
khqnkal
Crmt
door
qY='em
.
Roughing
Fore
'
valve
PU
mp
.
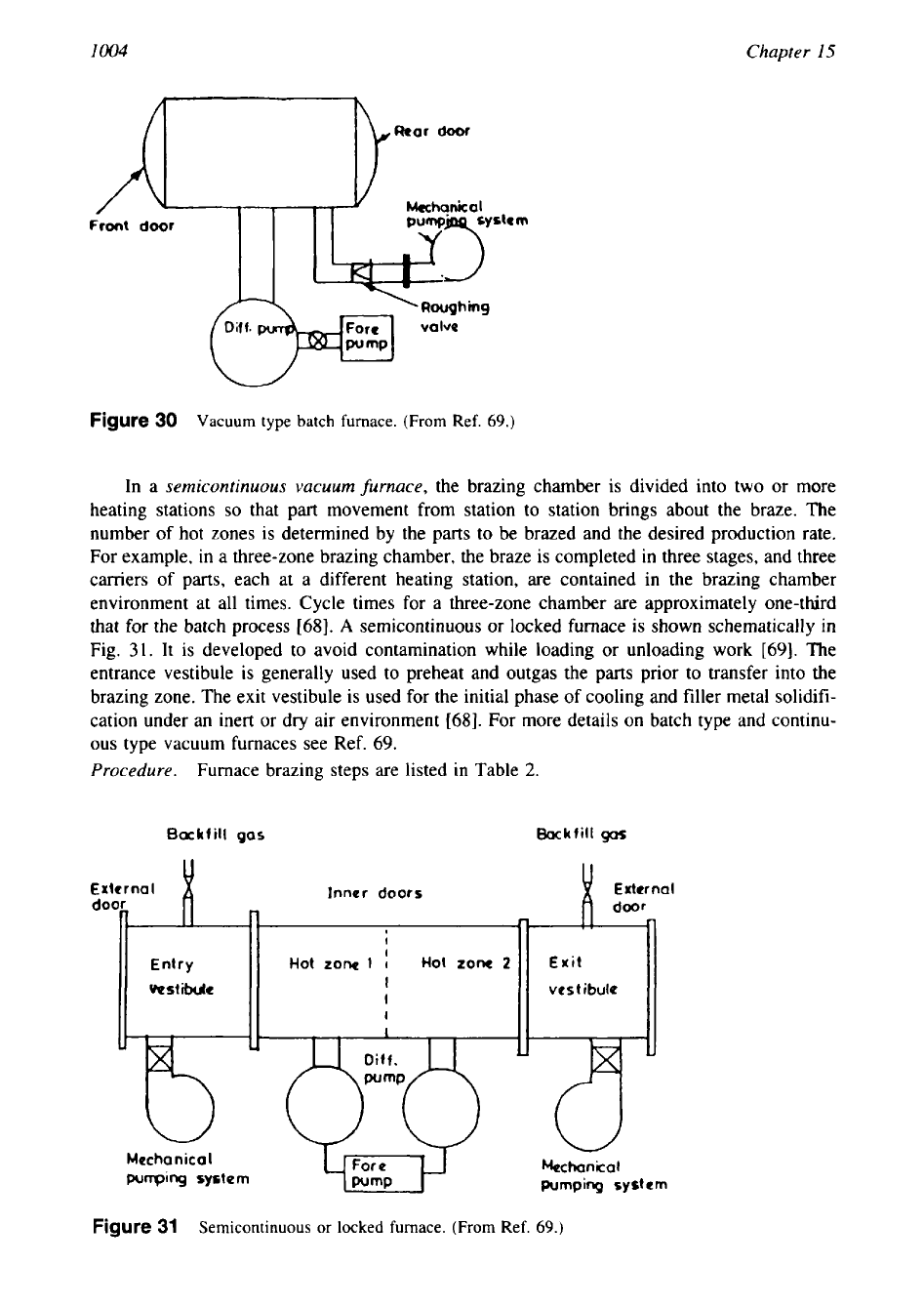
Figure
30
Vacuum type batch furnace. (From Ref.
69.)
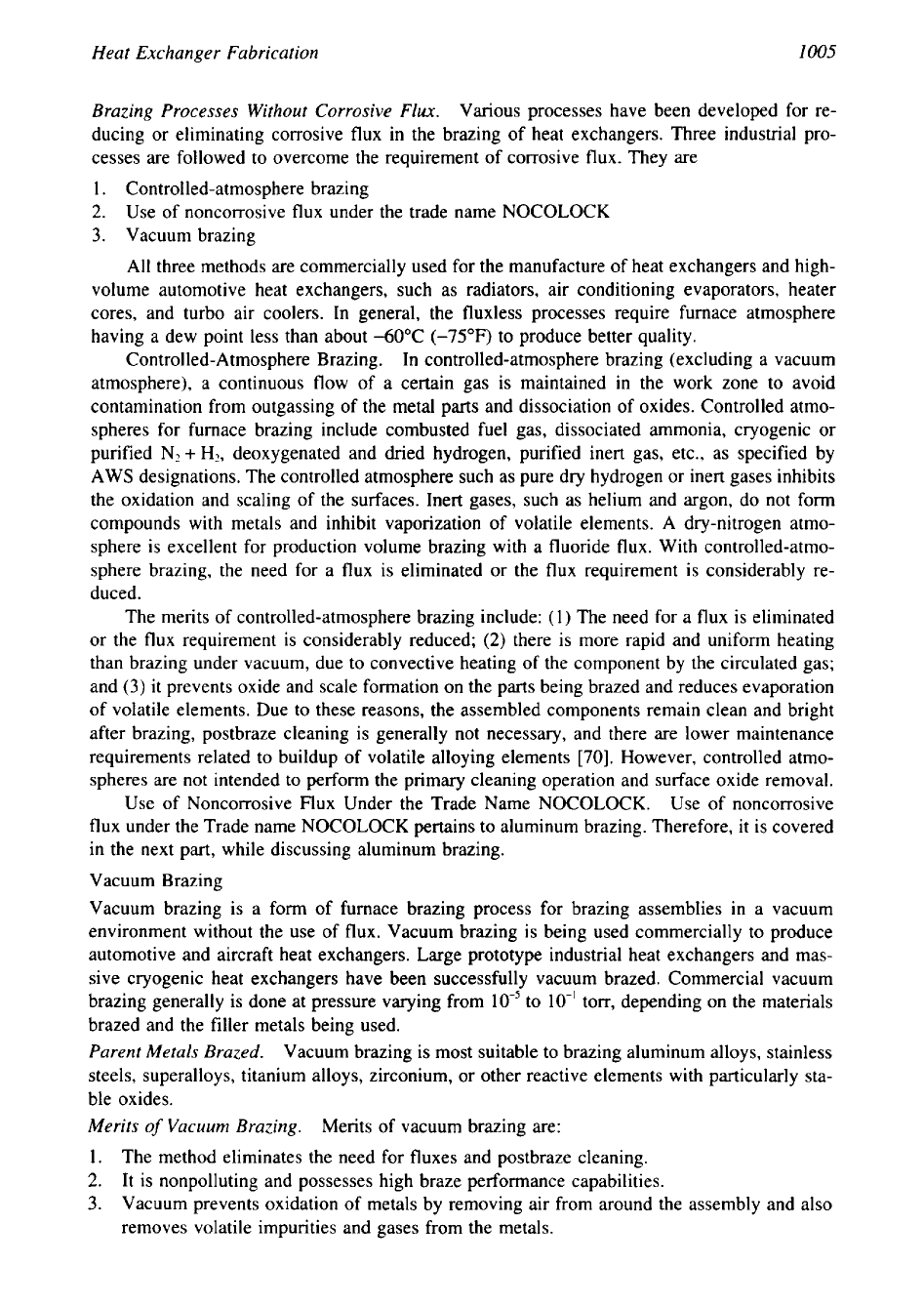
In a
semicontinuous vacuum furnace,
the brazing chamber is divided into two or more
heating stations
so
that part movement from station to station brings about the braze. The
number of hot zones is determined by the parts to be brazed and the desired production rate.
For example, in a three-zone brazing chamber, the braze is completed in three stages, and three
carriers of parts, each at a different heating station, are contained in the brazing chamber
environment at all times. Cycle times for a three-zone chamber are approximately one-third
that for the batch process
[68].
A
semicontinuous or locked furnace is shown schematically in
Fig.
31.
It is developed to avoid contamination while loading or unloading work
[69].
The
entrance vestibule is generally used to preheat and outgas the parts prior to transfer into the
brazing zone. The exit vestibule is used for the initial phase of cooling and filler metal solidifi-
cation under an inert
or
dry air environment
[68].
For more details on batch type and continu-
ous type vacuum furnaces see Ref.
69.
Procedure.
Furnace brazing steps are listed in Table
2.
rl
r
I
I
Entry
Hot
zone
1
f
Hot
zone
2
Exit
Wstibu(c
I
vest
ibuk
I
I
I
Figure
31
Semicontinuous
or
locked furnace. (From Ref.
69.)
Heat Exchanger Fabrication
I005
Brazing Processes Without Corrosive
Flux.
Various processes have been developed for re-
ducing or eliminating corrosive
flux
in the brazing of heat exchangers. Three industrial pro-
cesses are followed to overcome the requirement of corrosive flux. They are
1.
Controlled-atmosphere brazing
2.
Use of noncorrosive flux under the trade name NOCOLOCK
3.
Vacuum brazing
All three methods are commercially used for the manufacture of heat exchangers and high-
volume automotive heat exchangers, such as radiators, air conditioning evaporators, heater
cores, and turbo air coolers. In general, the fluxless processes require furnace atmosphere
having a dew point less than about
-60°C
(-75°F)
to produce better quality.
Controlled-Atmosphere Brazing.
In controlled-atmosphere brazing (excluding a vacuum
atmosphere), a continuous flow of a certain gas is maintained in the work zone to avoid
contamination from outgassing of the metal parts and dissociation of oxides. Controlled atmo-
spheres for furnace brazing include combusted fuel gas, dissociated ammonia, cryogenic or
purified N2
+
HZ, deoxygenated and dried hydrogen, purified inert gas, etc., as specified by
AWS designations. The controlled atmosphere such as pure dry hydrogen or inert gases inhibits
the oxidation and scaling of the surfaces. Inert gases, such as helium and argon, do not form
compounds with metals and inhibit vaporization of volatile elements. A dry-nitrogen atmo-
sphere is excellent for production volume brazing with a fluoride flux. With controlled-atmo-
sphere brazing, the need for a
flux
is eliminated or the flux requirement is considerably re-
duced.
The merits of controlled-atmosphere brazing include:
(1)
The need for a flux is eliminated
or the flux requirement is considerably reduced;
(2)
there is more rapid and uniform heating
than brazing under vacuum, due to convective heating of the component by the circulated gas;
and
(3)
it prevents oxide and scale formation on the parts being brazed and reduces evaporation
of volatile elements. Due to these reasons, the assembled components remain clean and bright
after brazing, postbraze cleaning is generally not necessary, and there are lower maintenance
requirements related to buildup of volatile alloying elements
[70].
However, controlled atmo-
spheres are not intended
to
perform the primary cleaning operation and surface oxide removal.
Use of Noncorrosive
Flux
Under the Trade Name NOCOLOCK.
Use of noncorrosive
flux under the Trade name NOCOLOCK pertains to aluminum brazing. Therefore, it is covered
in the next part, while discussing aluminum brazing.
Vacuum Brazing
Vacuum brazing is a form of furnace brazing process for brazing assemblies in a vacuum
environment without the use of flux. Vacuum brazing is being used commercially to produce
automotive and aircraft heat exchangers. Large prototype industrial heat exchangers and mas-
sive cryogenic heat exchangers have been successfully vacuum brazed. Commercial vacuum
brazing generally is done at pressure varying from
10-5
to
10-'
torr, depending on the materials
brazed and the filler metals being used.
Parent Metals Brazed.
Vacuum brazing
is
most suitable to brazing aluminum alloys, stainless
steels, superalloys, titanium alloys, zirconium, or other reactive elements with particularly sta-
ble oxides.
Merits
of
Vacuum Brazing.
Merits of vacuum brazing are:
1.
The method eliminates the need for fluxes and postbraze cleaning.
2.
It is nonpolluting and possesses high braze performance capabilities.
3.
Vacuum prevents oxidation of metals by removing air from around the assembly and also
removes volatile impurities and gases from the metals.
I006
Chapter
15
4.
The method imparts a high standard of cleanliness to the work that could not be achieved
by any other method.
5.
The overall production time is minimized since there is no fluxing action and subsequent
postbraze cleaning.
5.7
Postbraze Cleaning
Brazing fluxes are chemically active, and their residues are highly corrosive, especially
in
the
presence of moisture. Therefore, after brazing, flux residuals must be removed to avoid both
corrosion and contamination problems. Use boiling water, which usually removes chloride type
flux
residue, or a strong acid such as nitric, followed by water rinsing. Oxidized areas adjacent
to the brazed joint can be cleaned by pickling, wire brushing, or blast cleaning.
Braze Stopoffs
When filler metal flow must be restricted to definite areas, “stopoffs” are employed to outline
the areas that are not to be brazed. Braze stopoff materials, if used, must be compatible with
base metal, filler metal, fluxes, and furnace atmosphere
[71].
Stopoff residue must be removed
from the joint after brazing. Wire brush, air blast, or water flush will remove the stopoff
residue.
6
FUNDAMENTALS OF BRAZING PROCESS CONTROL
It is generally accepted that the most important variables involved
in
the brazing process
include the brazing temperature, time at temperature, brazing atmosphere, and the rate and
mode of heating. Some of the these factors are discussed next.
6.1
Heating Rate
Geometry and the distribution of mass within the part, heating element configuration relative
to part location, and vacuum environment characteristics will determine the heating rates
needed to realize a good braze.
6.2
Brazing Temperature
Brazing temperature is mostly governed by the base metal characteristics and the type of filler
metal. In general, the filler metals with the higher melting points correlate with higher strength
joints. Various base metals with their melting and brazing temperatures are shown
in
Table
3.
6.3
Brazing Time
Brazing time will depend somewhat on the mass/thickness of the parts and the amount
of
fixturing necessary to hold them. It has become industry practice to minimize the holding time
Table
3
Base
Metals
and
Their
Melting
Temperatures
and
Brazing
Temperatures
Base
metal
Melting
temperature
Brazing
temperature
Aluminum
and
aluminum
588-657°C 57 1-62
1
“C
alloys
(1090-1215°F)
(
1060-
1
150°F)
Stainless
steels
1370- 1532°C 6
18-
1232°C
(2500-2790°F)
(1
145-2250°F)
Heat Exchanger Fabrication
1007
at brazing temperatures to minimize excessive filler metal flow andor erosion, evaporation,
and oxidation. Brazing times in the order of less than a minute are common.
6.4
Tem perat u re Uniformity
Producing consistent braze joint quality throughout the padfurnace loadtemperature unifor-
mity
in
all of the workpieces depends on the configuration of the work, its placement, how
it
interrelates with the hot zone, etc.
6.5
Control
of
Distortion During the Furnace Cycle
Control of distortion is vitally important for successful furnace brazing, particularly complex
parts. Distortion can result from fast heating, fast cooling, stresses that develop during heating,
residual stresses in a workpiece, phase transformation, and properties of dissimilar base materi-
als [72]. According to Tennenhouse [72], distortion can be minimized or eliminated by mea-
sures like uniform heating and cooling of the part, reduced and controlled heating rates, use of
dummy weights, heat shields and lightened fixtures, and adequate supports to the parts.
7
BRAZING OF ALUMINUM
Brazed aluminum assemblies are all aluminum with excellent corrosion resistance when prop-
erly cleaned of any residual corrosive flux. Brazed aluminum assemblies conduct heat uni-
formly. Therefore, brazed aluminum heat exchangers are long-lasting and highly efficient.
Techniques for brazing aluminum are similar to those used for brazing other metals. Com-
mercially the same equipment is often used. But there are some important differences between
aluminum and other brazeable metals that affect the standard brazing techniques. These differ-
ences stem from the refractory nature of the surface oxide film on aluminum, from the oxide
that forms on aluminum having a high melting point (3722"F), and from the low melting point
of aluminum [62]. Other characteristic features of aluminum relevant for brazing include: It
conducts heat quickly, surface oxides form rapidly, thermal expansion is greater than many
other common metals, and it doesn't change color as its temperature changes
[50].
7.1
Need for Closer Temperature Control
Aluminum alloys are brazed with aluminum filler metals that are similar to the base metals.
Filler metals have liquidus temperatures closer to the solidus temperature of the parent metals,
and hence close temperature control is very important [51]. This can be easily understood from
the Table 3. The brazing atmosphere should be approximately 70°F (39°C) below the solidus
temperature of the base metal, but if temperature is accurately controlled and the brazing cycle
is short, the difference can be as close as 10°F
(5.5"C)
[59].
7.2
Aluminum Alloys That Can Be Brazed
A majority of the non-heat-treatable aluminum alloys like 1100, 3003, 3004, and
5005
and
many of the heat-treatable alloys like 6053, 6061, 6063, 6951, 7005, and 7072 can be brazed.
Aluminum alloys containing more than 2.5% magnesium are difficult to braze. Common braze-
able wrought alloys, their composition, and approximate melting range are shown
in
Table 4.
Approximate brazing temperatures for common aluminum alloys are shown in Fig. 32. In
addition to these aluminum can be brazed to many dissimilar metals and alloys.
A
partial list
includes the ferrous alloys, nickel, titanium, Monel, and Inconel [50].
I008
Chapter
I5
Table
4
Common Brazeable Wrought Alloys With Their Compositions and
Approximate Melting Ranges
[50]
Nominal composition
(%),
remainder AI and impurities
Melting range
Alloy Cu Si Mn Mg
Zi
Ni Cr
"C
"F
1100
99.00%
minimum aluminum
643-657
1190-1215
3003 0.12
0.6 1.2
-
-
-
-
643-654
1190-1210
3004
-
-
1.2 1.0
-
-
-
629-652
1165-1205
3005
-
-
1.2 0.4
-
-
-
638-657
1180-1215
5005
-
-
-
0.8
-
-
-
627-652
1160-1205
5050
-
-
-
1.2
-
-
-
627-652
1
160- 1205
- -
2.5
5052
-
-
-
0.25
593-649
1100-1200
6061 0.25
0.6
-
1.0
-
-
0.25
616-652
1140-1205
6063
-
0.4
-
0.7
-
-
-
6 16-652
1
140- 1205
6151
-
1.0
-
0.6
-
-
0.25
588-649
1090-
1
200
6951 0.25
0.35
-
0.6
-
-
-
6 16-654
1140-1210
7004
- -
0.45
1.5
4.2
-
0.13
604-646
1120-1 195
7005
-
-
0.45 1.4 4.5
-
0.13
607-646
1125-1 195
7072
-
- - -
1.0
-
-
646-657
1195-1215
7.3
Elements
of
Aluminum Brazing
Joint Clearance
The joint clearances established for aluminum brazing are furnished in Ref.
50.
Precleaning
Brazing aluminum requires that the metal be free from surface contaminants and its oxide layer
thin enough to be displaced by the brazing flux. Surface contaminants such as greases, oil,
fatty acids, and marking crayons can be removed by vapor degreasing using inhibited trichloro-
ethylene or ultrasonic degreasing.
Surface Oxide Removal
As
highly reactive material, aluminum and its alloys are covered with an oxide. This oxide
can be an important hinderant in brazing process, where the oxide film acts as a barrier to the
wetting and
flow
of
filler metal
[68].
Hence, oxide barrier dispersal
is
a prerequisite for suc-
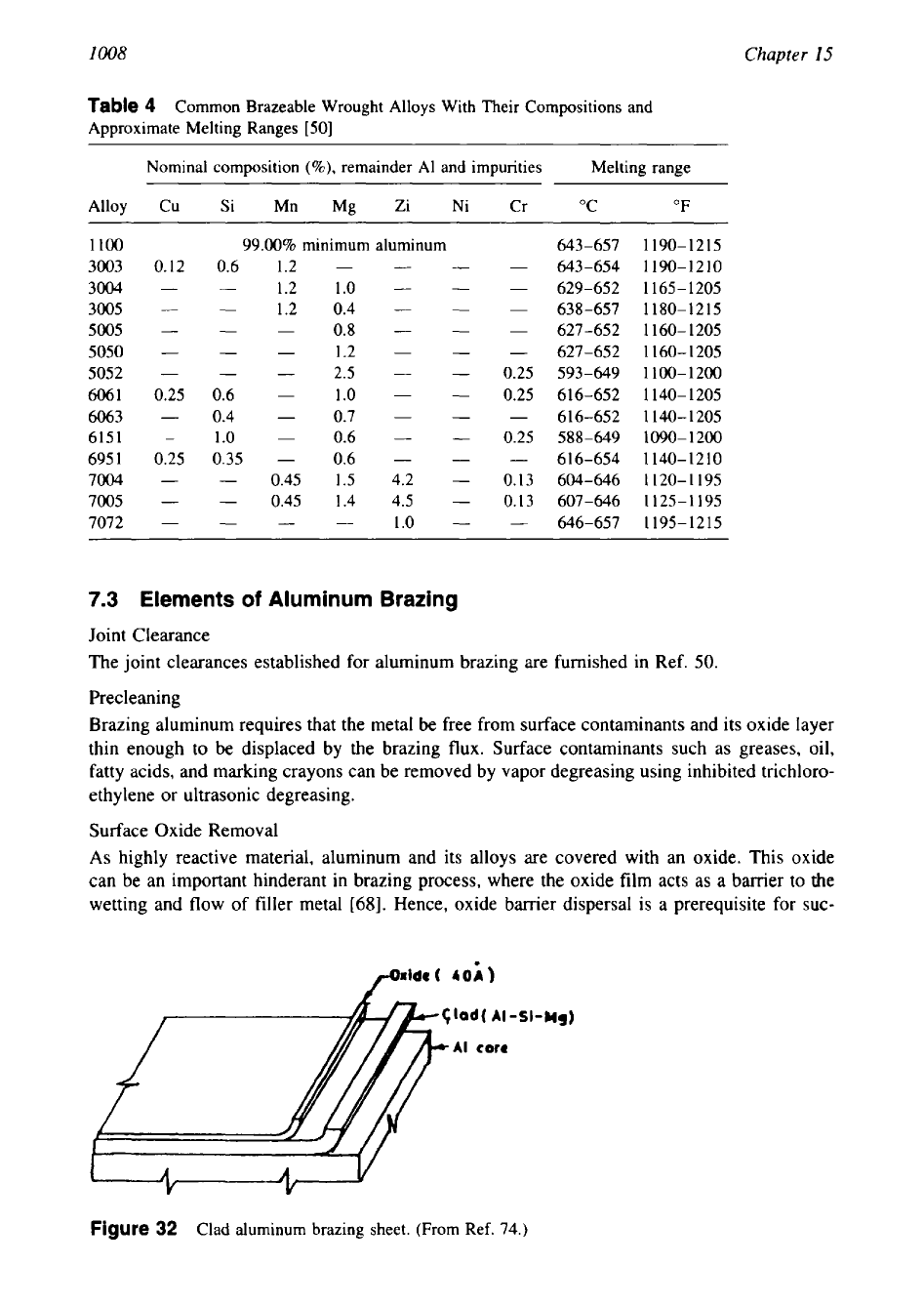
Figure
32
Clad aluminum brazing sheet. (From Ref.
74.)
Heat Exchanger Fabrication
1009
cessful brazing. For non-heat-treatable aluminum alloys, vapor degreasing or ultrasonic de-
greasing is adequate
[65].
Overly thick oxide layers on heat-treatable alloys can be reduced by
either mechanical means or chemical means
[50].
Chemical means will consist of a degreasing
either in trichloroethylene or a chemical cleaner followed by an acid or alkaline etch. The parts
will normally need desmuting in nitric acid, after which they are washed in clean water and
dried
[65].
Chemical cleaning is not recommended for fluxless vacuum brazing
[59].
Aluminum Filler Metals
In the case
of
aluminum, the major elements in the filler metal are the same
as
the base
metal except for some additional melting-point depressants. Complex parts can be formed and
assembled using clad brazing sheet to eliminate the need for separate filler wire or shim.
Various flux brazing filler alloys, vacuum brazing filler alloys, and clad aluminum
flux
brazing
sheet are dealt with in Ref.
50.
Aluminurn Brazing Sheet.
Aluminum brazing sheet consists of a base metal core (typically
3003
or
6951
alloy) and a filler metal, typically either A1-7.5Si
(4343)
or AI-1OSi
(4045),
clad roll bonded to either to one or both sides as illustrated in Fig.
32.
The core provides
structural integrity, while the clad plays the role of filler metal. An oxide surface layer is
depicted to emphasize the importance
of
this barrier to the wetting and flow of the filler metal
and the requirement that the barrier be dispersed for a successful braze
[74].
Fluxing
Except for vacuum brazing or controlled-atmosphere (without oxygen) brazing, or salt-bath
brazing processes where the salt bath itself consists of flux, all surfaces must be fluxed to
break down the oxide film on the surface of the work and to promote wetting, and the filler
itself must be fluxed. Fluxes for aluminurn brazing contain fluorides and chlorides of the alkali
metals. To the base are added “activators” such as fluorides, lithium compounds, and some-
times zinc chloride
[62].
7.4
Brazing
Methods
The main processes used commercially to braze aluminum heat exchangers are
1.
Torch brazing
2.
Furnace brazing: controlled-gas atmosphere brazing and vacuum brazing
3.
Flux dip brazing
Torch brazing and dip brazing employ a flux to break down the oxide film on the surface
of the work and promote wetting. Furnace brazing with controlled-gas atmosphere requires
less flux
or
no flux, whereas vacuum brazing does not require a flux and the mechanism of
oxide breakdown is quite different.
Aluminum Dip Brazing
Aluminum dip brazing has been practiced commercially for many years. The molten salt bath
contains chemically active salts that promote brazing. These help to displace the adherent oxide
film on aluminum surfaces
so
that the molten filler metal wets the surfaces and forms the
brazed joints. Because of the stability of surface oxide film, and because of low brazing temper-
atures that have to be used, a highly active flux is required for brazing aluminum. Important
parameters pertaining to dip brazing aluminum are given in Table
5.
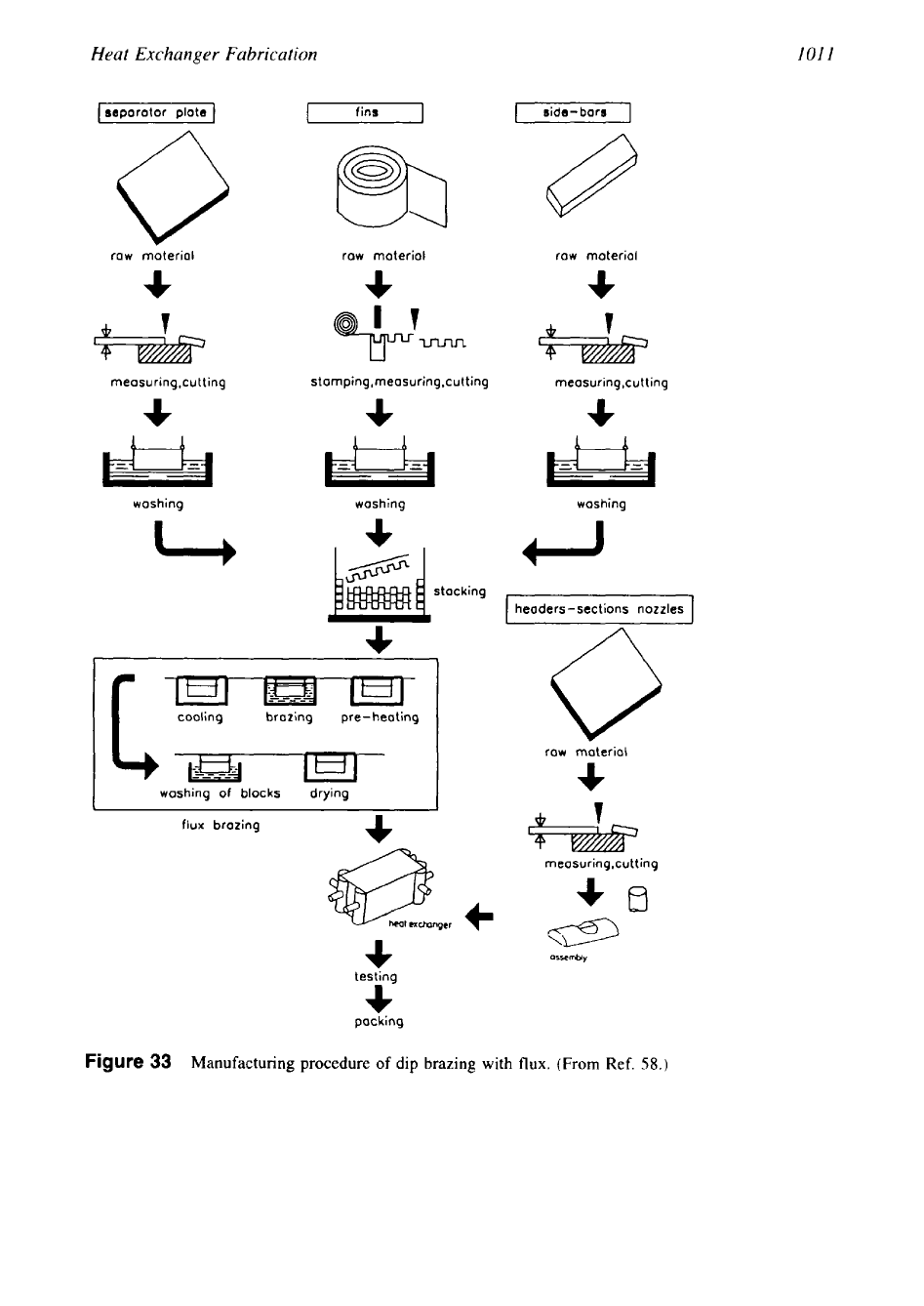
Manufacturing procedure
for dip brazing of PFHE is shown in Figure
33.
1010
Chapter
15
Table
5
Aluminurn Dip Brazing Parameters [54]
Bath Preheating Brazing
Bath composition melting point temperature temperature
~ ~~ ~
AIF,
NaCl, KCI,
900-1000"F
1
100°F
1030-
1
190°F
or
LiCl
(482-5 38°C) (538°C)
(555-643 "C)
Furnace Brazing
Furnace brazing is the second most popular method of brazing aluminum in use today. Furnace
brazing's popularity derives from the comparatively low cost of equipment, from the ease with
which the existing furnaces can be adapted to aluminum brazing, and from the minimal fixtur-
ing required
[50].
Inert-Gas or Controlled-Atmosphere Brazing
of
Aluminum.
For inert-gas brazing of alumi-
num, the process variables that affect moisture and oxygen levels in the brazing chamber must
be controlled. This requires that the workpiece along with the fixture and the carrier be ade-
quately outgassed to remove adsorbed moisture and oxygen prior to entering the inert-gas
chamber. This is achieved by either repeated heating and evacuations, or a vacuum heating of
aluminum with magnesium brazing filler metal clad to getter the contaminants.
Controlled
Dry
Air Brazing.
The amount of moisture in the brazing atmosphere influences
the amount of flux required for successful brazing. When the moisture is not controlled, thick
flux
slunies, about
50
to 75% by weight, are required. Only a small amount of
flux
serves the
intended purpose, and much of it becomes ineffective because it is hydrolyzed by reaction with
moisture present in the air, before the brazing alloy melts [75]. In a dry-air atmosphere of
-40°F
(-40°C)
dewpoint or lower, thin slurries containing
20-25%
flux
will serve the purpose.
This brazing process also eases the postbrazing cleaning requirements.
Furnace Brazing
of
Aluminum with a NonCorrosive Flux-NOCOLOCK Flux (NOCOLOK
Owned
by
Alcan Aluminum Ltd.).
It was discovered that a brazing method using a nonhydro-
scopic, noncorrosive, potassium fluo-aluminate
flux
material offered the benefits of flux braz-
ing without a requisite postbraze cleaning. When used in an inert-gas atmosphere,
it
has a
significant tolerance to impurities in the furnace atmosphere [76]. The
flux
is active only at or
near the brazing temperature, and is completely inactive at lower temperatures, which allows
the flux residue to be left on the work without any danger of subsequent corrosion. The trade
name for the noncorrosive
flux
is known as
NOCOLOCK.
Heat exchangers such as automotive
radiators, heater cores, condensers, evaporators, oil coolers, and charge air coolers are being
mass produced using the
NOCOLOK
flux
brazing process [77]. The
flux
is
a fine white powder
mixture of potassium fluo-aluminates. It is mixed with water to form a dilute slurry, applied
by spray or other methods to cleaned aluminum assemblies,
and
dried. Parts are normally
brazed
in
a nitrogen atmosphere tunnel furnace. Brazing temperatures of 590"-620°C
(
1095-
1150°F)
are suitable.
Postbraze Treatments.
Generally speaking, no postbraze treatments are required. The flux
residue is noncorrosive, strongly adherent to the aluminum surface, and provides good corro-
sion protection. However, in recent years, there continues to be a demand for air-oxidized or
blackened-surface radiators and condensers [77]. These are based on the controlled introduction
of
dry air for surface oxidation or carbon dioxide for surface blackening into an inert atmo-
sphere brazing furnace soon after the completion of the braze. These after-treatments are
re-
quired to improve corrosion resistance of aluminum heat exchangers.
Heat Exchanger Fabrication
I01
I
I
separator
plote
1
fins
1
I
side-bars
1
row material row material raw material
4
+
+
d7
d7
I
I
1
I
meosuring,cuttinq
stamping,meosurinq,cutting
meosuring,cutting
4
+
washing
washing
washing
+
bGd
stocking
headers-sections nozzles
I
+
I
r
PI
1111
I
cooling brazing pre-heating
raw moterial
+
washing of blocks drying
flux brazing
+
measuring,cutting
+
ossembly
packing
Figure
33
Manufacturing procedure of dip brazing with
flux.
(From
Ref.
58.)
1012
Chapter
I5
Vacuum Brazing of Aluminum
In vacuum brazing, aluminum assemblies are heated in a vacuum environment by radiation.
The principal differences between vacuum brazing and furnace brazing are that
(1)
the brazing
is
done
in
a vacuum of the order of
104
to
104
torr,
(2)
no
flux
is used, (3) clad brazing sheet
and other forms of filler materials usually contain
0.1
to
2.0%
magnesium as braze promoter,
and (4) heating is by radiation rather than convection.
Typical Procedures
for
Vacuum Brazing Aluminurn Heat Exchanger.
These include:
1.
Precleaning of components.
2.
Assembly and fixturing.
3.
Heathraze
in
vacuum.
4.
Back-fill the furnace: Dry nitrogen is often used, although dry air can be used under some
circumstances.
5.
Remove the brazed assemblies, which should be air quenched with a fan or allowed to
stand until cool.
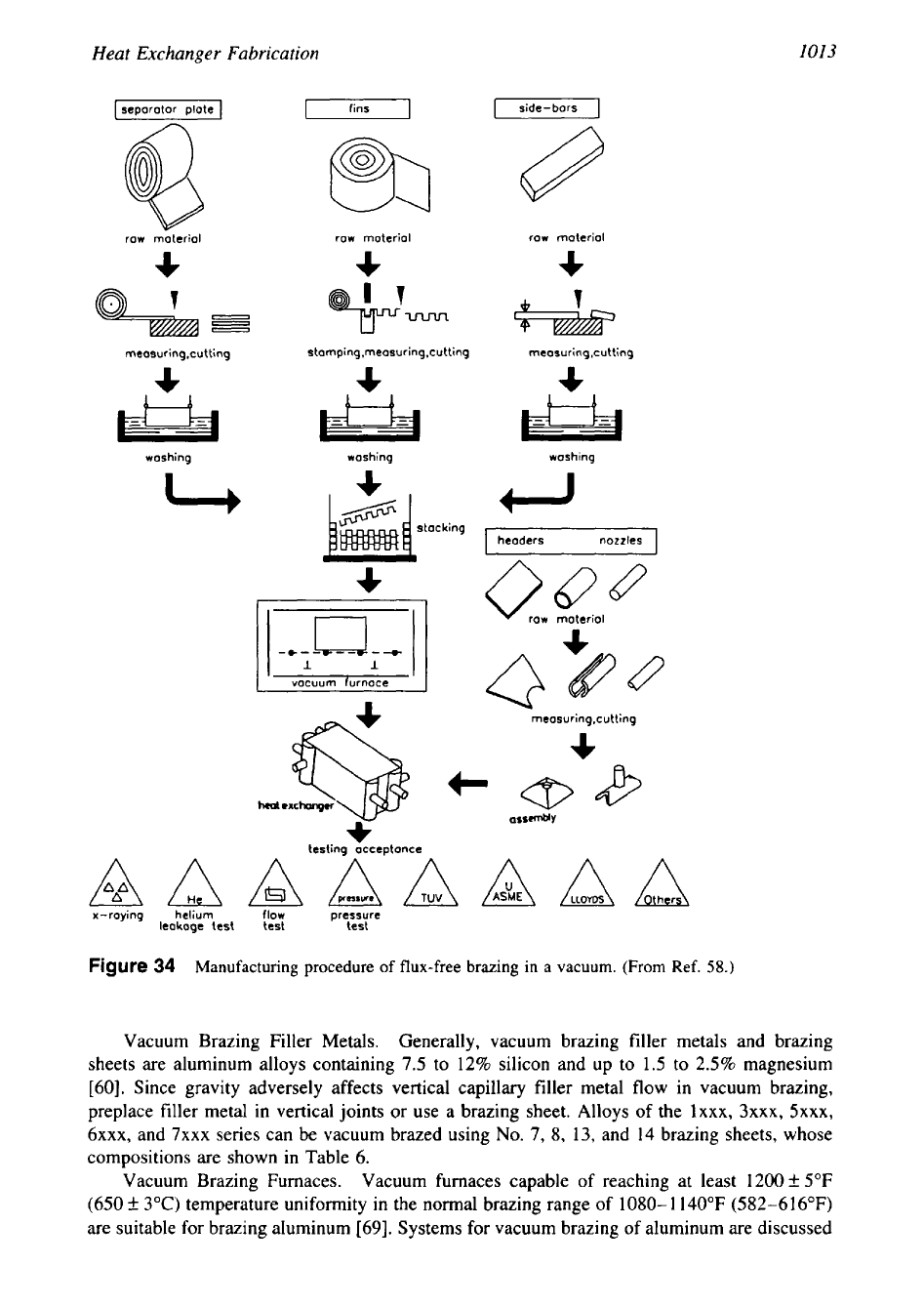
Typical manufacturing procedure for vacuum brazing
of
PFHE is shown
in
Fig. 34.
Important Parameters
for
Vacuum Brazing Aluminum.
Important process variables that con-
trol brazing and braze quality are
(1)
vacuum environment,
(2)
brazing assembly temperature
and temperature uniformity,
(3)
oxide dispersion and wetting,
(4)
special vacuum brazing filler
and brazing sheet alloy, and
(5)
vacuum brazing furnace parameters control. Some
or
all of
these parameters are discussed in Refs.
68,
69,
and
74.
Vacuum Environment. The most important and difficult to control parameter is the vac-
uum itself. Pressure is generally monitored for most brazing processes, with the total pressure
being the sum of the partial pressure of all the gases present. It is particularly important to
monitor and control the partial pressure of contaminants such as oxygen and water vapor
[69].
Typical commercial furnaces designed for vacuum brazing operate in the
104
to
10-'
torr
pressure range. Mechanical roughing and oil diffusion pumps are used to achieve the vacuum.
Temperature Control.
The brazing assembly temperature and temperature uniformity are
important processing factors in brazing under vacuum.
In
designing the temperature program-
ming for the brazing process, several objectives must be borne
in
mind
[68]:
minimization of
(
1
)
the time for reaction with vapor-phase contaminants,
(2)
the temperature gradients within
the brazed assembly, and
(3)
the time at brazing temperature, to reduce erosion and other
unwanted core and cladding interactions
in
the brazing sheet. Braze performance
is
degraded
when the interactions causes a reduction
in
the available filler metal andor erosion of the core.
Vaporization losses of volatile solute from the molten clad can cause similar problems
[74].
The most important transport processes are indicated schematically in Fig.
35.
The adverse
effects
of
silicon diffusion from core alloy to the braze alloy and vaporization of zinc from
base metal on corrosion performance of braze are discussed later.
Oxide Dispersion and Wetting.
It
is well known that oxygen and water vapor are the
important process contaminants. In fluxless vacuum brazing, the presence of a promoter, either a
metal or reactive gas, is needed to getter oxygen and water vapor from the furnace and to suppress
reoxidation of the aluminum at the joints, once the oxide film is removed. The fluxless processes
use either elemental magnesium, magnesium containing filler metal, or magnesium bearing base
metals to getter oxygen [71]. Alternatively, brazing also can
be
achieved in a high vacuum by
prolonged exposure at elevated temperatures without using metal activators
[75].
Magnesium as a Braze Promoter.
Many metals can fulfil the function of a braze pro-
moter, but magnesium is the best, because, magnesium has the highest vapor pressure of the
metals that promote vacuum brazing
[75],
ease of alloying with aluminum, and low cost
1691.
1013
Heat Exchanger Fabrication
seporotor plate fins
I
side-bors
I
I
row moteriol
row moteriol
row rnoteriol
+
+
+
&
meosurinq,cutting
stornping,meosuring,cuttinq
meosurinq.cutting
+
+
woshing
woshing
woshing
,+,
headers nozzles
I
I
+
OWQOlU
rneasuring,cutting
R
4-
*
testina occeotonce
x-roying helium flow pressure
leokoqe
test
test test
Figure
34
Manufacturing procedure of flux-free brazing in a vacuum. (From Ref.
58.)
Vacuum Brazing Filler Metals. Generally, vacuum brazing filler metals and brazing
sheets are aluminum alloys containing
7.5
to 12% silicon and up to 1.5 to
2.5%
magnesium
[60]. Since gravity adversely affects vertical capillary filler metal flow in vacuum brazing,
preplace filler metal in vertical joints or use a brazing sheet. Alloys of the lxxx, ~XXX, Sxxx,
~XXX,and 7xxx series can
be
vacuum brazed using
No.
7,
8,
13, and 14 brazing sheets, whose
compositions are shown in Table 6.
Vacuum Brazing Furnaces. Vacuum furnaces capable of reaching at least 1200
f
5°F
(650
f
3°C)
temperature uniformity in the normal brazing range of 1080-1 140°F (582-616°F)
are suitable for brazing aluminum [69]. Systems for vacuum brazing of aluminum are discussed