Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

I024
Chapter
I5
continuously in a soldering machine. Then the core is formed in a fixture, wherein the fins are
stacked and inserted with flat tubes. To insert tubes into the fins stack, a piercing tool is used.
The header plates are inserted and pressed onto tubes for making tube-to-header joints. These
stages are listed in detail:
1.
Tube forming (lock seam), fluxing, solder coating, and cutting to size
2.
Burr removal at the tube ends
3.
Fin rolling
4.
Fin assembly in a fixture
5.
Insertion of tubes
6.
Fitment of header plates
7.
Precleaning
8.
Backing in a furnace
9.
Squaring of the core assembly and straightening
of
the blunt fins in the hot condition
10.
Expanding the tube ends using a chisel or a blunt formed tool
11.
Dip soldering of header plate with tubes
12.
Blowing off with air to clear blockages
13.
Hot water cleaning and rinsing
14.
Leakage test with a dummy water tank
15.
Fitment of the metal water tanks and soldering with a tube plate or fitment of plastic/
metal water tank and crimping with the tube plate; soldering of inlet, outlet, drain connec-
tions, etc.
16.
Fitmentlsoldering of side mountingkide sheet assembly
17.
Checking the overall dimensions of the assembly
18.
Leak testing
19.
Drying and painting
20.
Packing and despatch
Flux Residue Removal
Zinc chloride-based flux residue
is
best removed by hot water washing containing
2%
of
concentrated hydrochloric acid, followed by hot water rinse. The silver nitrate test can be used
to determine whether all of the salts have been removed [53]. Additional tests are discussed
later.
10.2
Ultrasonic Soldering of Aluminum
Heat
Exchangers
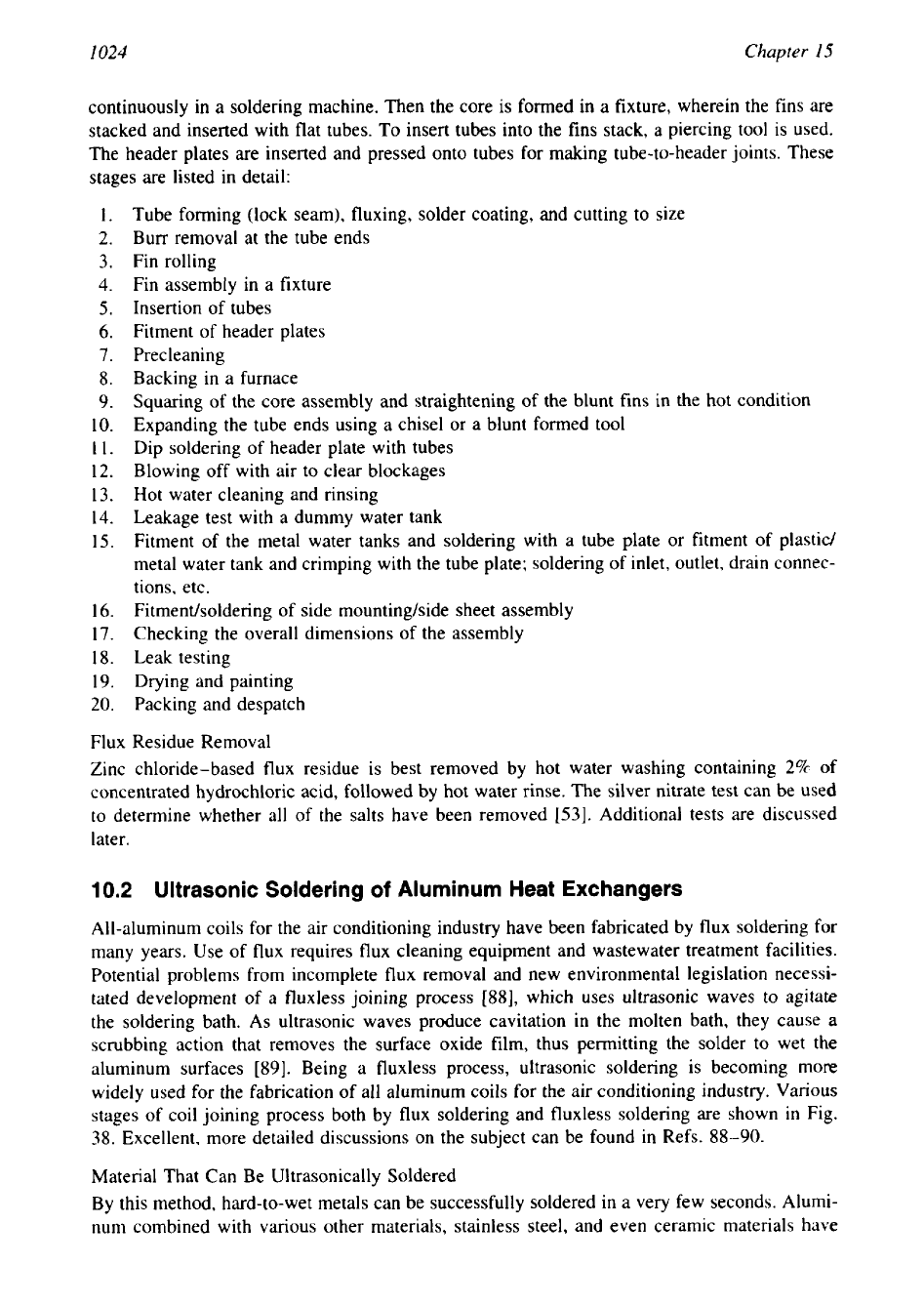
All-aluminum coils for the air conditioning industry have been fabricated by flux soldering for
many years. Use of flux requires flux cleaning equipment and wastewater treatment facilities.
Potential problems from incomplete flux removal and new environmental legislation necessi-
tated development of a fluxless joining process
[88],
which uses ultrasonic waves to agitate
the soldering bath.
As
ultrasonic waves produce cavitation in the molten bath, they cause a
scrubbing action that removes the surface oxide film, thus permitting the solder to wet the
aluminum surfaces
[89].
Being a fluxless process, ultrasonic soldering is becoming more
widely used for the fabrication of all aluminum coils for the air conditioning industry. Various
stages of coil joining process both by flux soldering and fluxless soldering are shown in Fig.
38.
Excellent, more detailed discussions on the subject can be found in Refs.
88-90.
Material That Can Be Ultrasonically Soldered
By this method, hard-to-wet metals can be successfully soldered in a very few seconds. Alumi-
num combined with various other materials, stainless steel, and even ceramic materials have
I
Heat Exchanger Fabrication
I025
Expand
&
bell hairpins
in
coil
Assemble return bends
&
solder rings in
coil
Apply flux
to
-
Test
-
Wash
-
Dry
-
Retreat
Treat
Treat
flux
a
fumes
water
F
Expand and bell
Form return bends
Degrease
T
Assemble return bends
in bare AI. bells
Figure
38
Coil
joint
sequence.
(a)
Flux soldered coil; and
(b)
fluxless soldered coil.
(From
Ref.
93.)
been wetted rapidly and successfully [91]. The ultrasonic soldering process has been used for
joining
1100,
1200,
3003,
6061,
6063,
Alclad 7072/3003, and some 2xxx aluminum alloys.
Basic Processes for Soldering All- Aluminum Coils
Two basic processes that make use of ultrasonic soldering are
(1)
the “dip” or Alcoa
571
process and
(2)
the Reynolds interference fit process. Of the two, the Alcoa process is widely
used, while the Reynolds method shows promise [92].
Alcoa
571
Process.
The Alcoa
571
process is a fluxless ultrasonic soldering process specifi-
cally developed for the tubular joints in all-aluminum tube-fin air conditioner coils. In simplest
1026
Chapter
15
terms, the process requires
(I)
a heated solder,
(2)
immersion of the part to be soldered, and
(3) cavitation of the solder by ultrasonics. The requirements are met by the following four
main components of the ultrasonic equipment [92]:
(1)
an ultrasonic power supply, (2) a set
of transducers, (3) a heated vessel, and (4) a heat control console. More details on Alcoa 571
process are furnished by Denslow [92].
Soldering Procedure. The operations for fabrication and soldering of a coil can be di-
vided into four general areas
[90]:
(1)
coil preparation, (2) coil transport, (3) coil preheat, and
(4)
coil soldering. The coil preparation includes precleaning the return bends and the tube ends,
preferably by ultrasonic vapor degreasing.
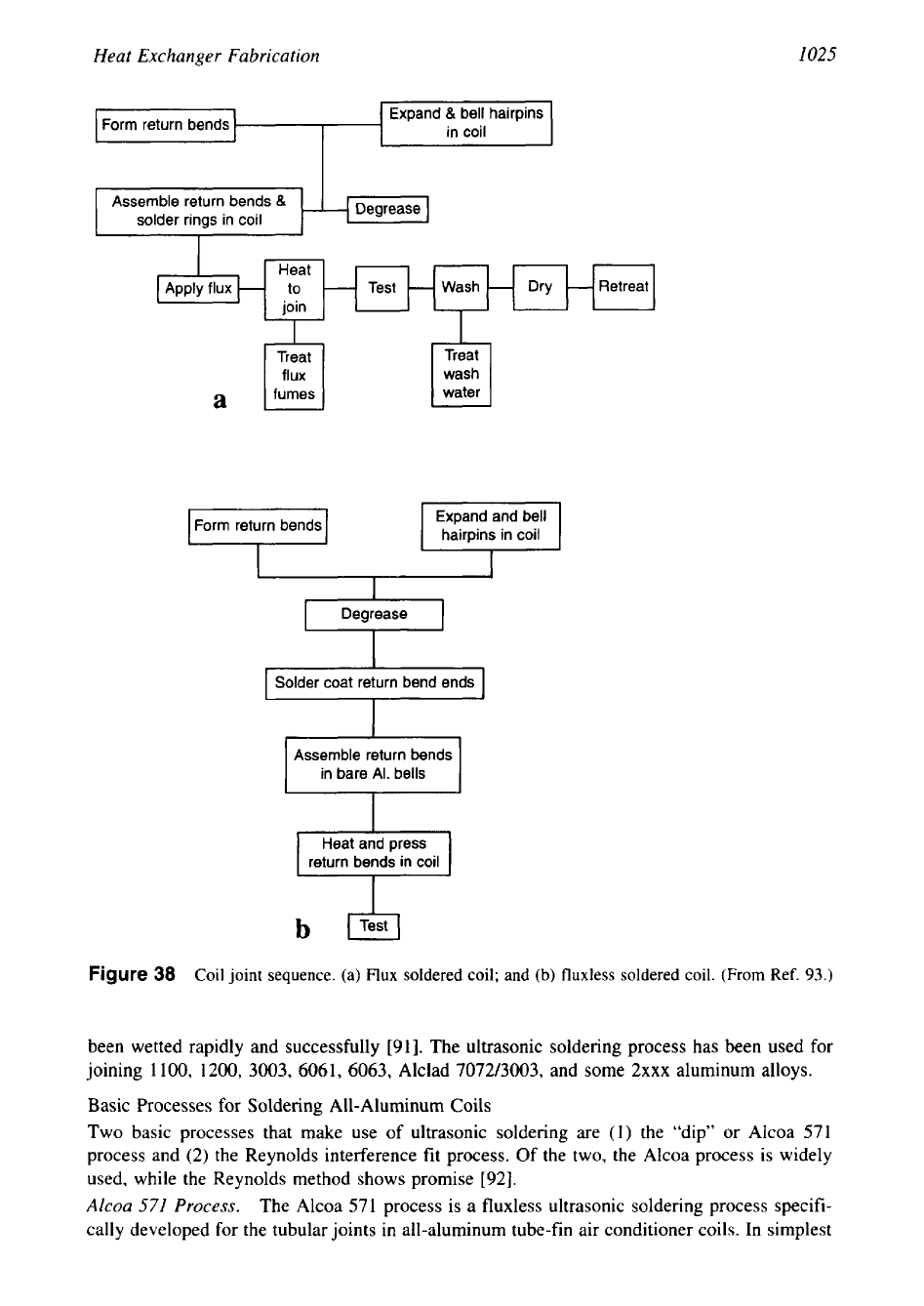
The coils or core is made by assembling U-tubes and fins and expanding the tubes
in
the
conventional fashion. The ends of the U-tubes are flared to a prescribed socket geometry to
provide a joint and a friction fit for the inserted return bends [90]. After vapor degreasing
the
return bends and core tubes ends, the return bends are simply tapped into position. The joints
are preheated to soldering temperature in the inverted position by hot air or gas flame.
The
coil is then quickly transferred and lowered into a molten bath of 95% Zn-5%
A1
solder and
exposed for a few seconds to ultrasonic cavitation. The actual soldering of a coil requires only
a few seconds of ultrasonic exposure. The sequence of operations is depicted in Fig. 39.
Solder Composition and Maintenance of Soldering Bath. The solder composition recom-
mended is 95Zn-5A1, which is maintained at a temperature of
780-800°F.
Since each coil
processed through the soldering bath takes out some solder with
it,
the bath should be replen-
ished with fresh solder to maintain its depth. During the tinning process, some aluminum will
be eroded off the parts [93]. Therefore, the replenisher is slightly lean
in
aluminum, typically
98Zn-2A1, to keep the bath at
5%
A1 [89].
Process Control. There are four factors
that have significant effects on the joint quality
1901:
(I)
ultrasonic solder pot design, (2) socket design, (3) preheat, and (4) depth of immer-
sion. Another important factor is the soldering time.
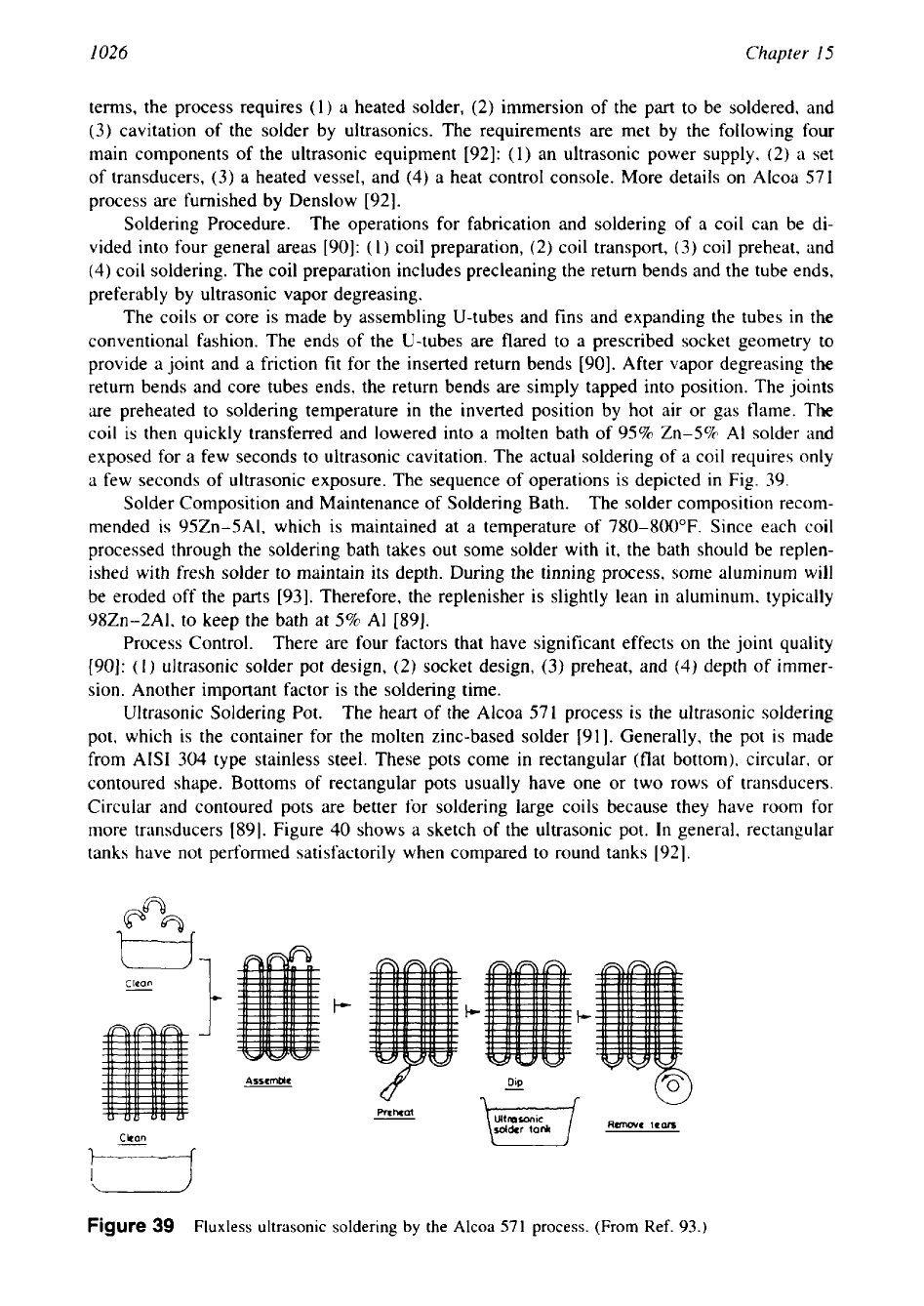
Ultrasonic Soldering Pot. The
heart of the Alcoa
571
process is the ultrasonic soldering
pot, which is the container for the molten zinc-based solder [91]. Generally, the pot is made
from
AISI
304 type stainless steel. These pots come in rectangular (flat bottom), circular, or
contoured shape. Bottoms of rectangular pots usually have one
or
two rows of transducers.
Circular and contoured pots are better for soldering large coils because they have room for
more transducers [89]. Figure
40
shows a sketch of the ultrasonic pot.
In
general, rectangular
tanks have not performed satisfactorily when compared to round tanks [92].
Clean
-
F
Assemble
Dip
U
Pnheot
U(t
m
son
ic
solder
tank
Rmwe
teats
Figure
39
Fluxless ultrasonic soldering
by
the Alcoa
571
process. (From Ref.
93.)
1027
Heat Exchanger Fabrication
Moltun
metal
Magnet
ost
r
id
i
v
e
Figure
40
Ultrasonic pot. (a) Rectangular bottom; and (b) round bottom. (After Ref.
91.)
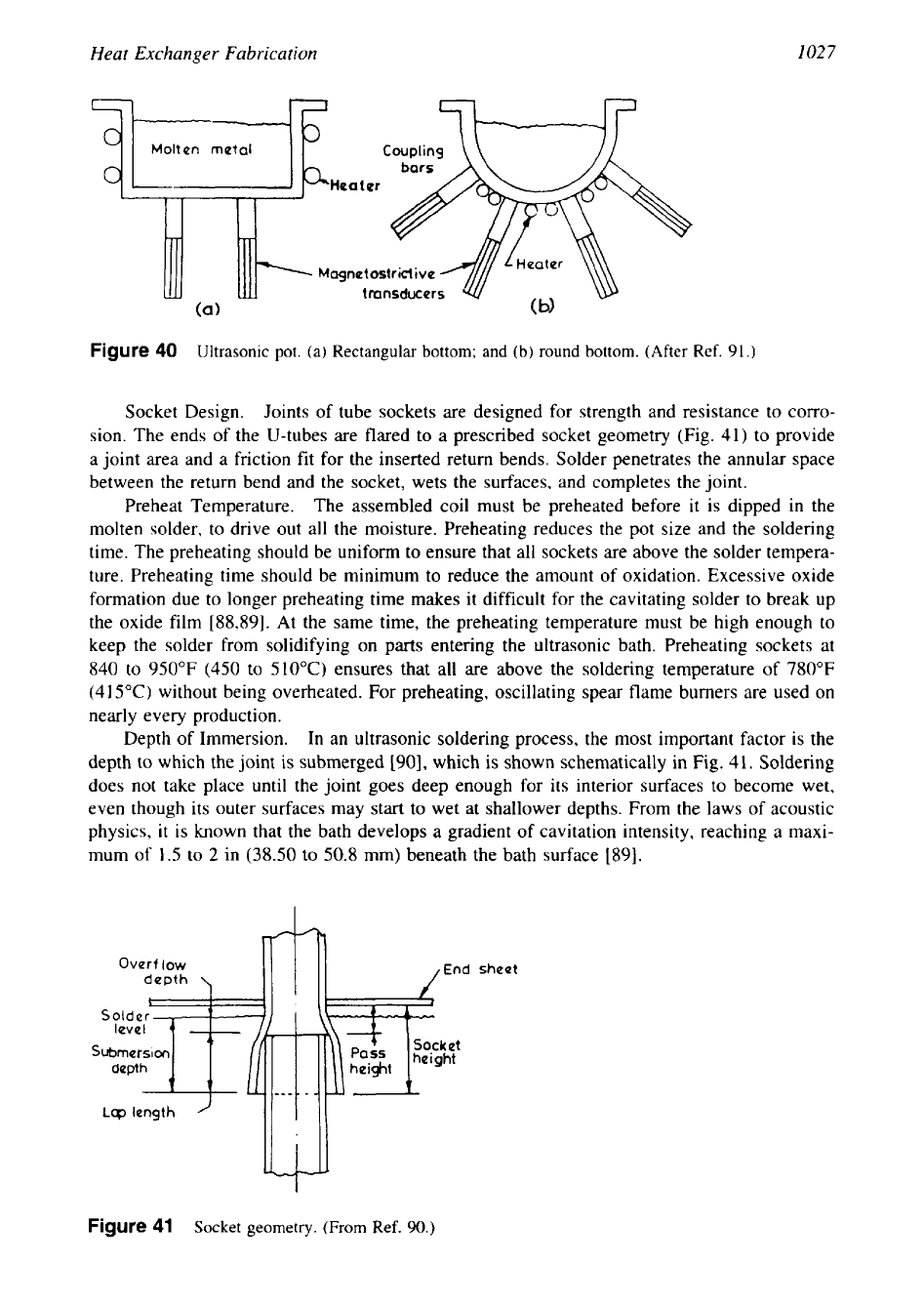
Socket Design. Joints of tube sockets are designed for strength and resistance to corro-
sion. The ends of the U-tubes are flared to a prescribed socket geometry (Fig.
41)
to provide
a joint area and a friction fit for the inserted return bends. Solder penetrates the annular space
between the return bend and the socket, wets the surfaces, and completes the joint.
Preheat Temperature.
The assembled coil must be preheated before it is dipped
in
the
molten solder, to drive out all the moisture. Preheating reduces the pot size and the soldering
time. The preheating should be uniform to ensure that all sockets are above the solder tempera-
ture. Preheating time should be minimum to reduce the amount
of
oxidation. Excessive oxide
formation due to longer preheating time makes it difficult for the cavitating solder to break up
the oxide film
[88,89].
At the same time, the preheating temperature must be high enough to
keep the solder from solidifying on parts entering the ultrasonic bath. Preheating sockets at
840
to 950°F
(450
to
510°C)
ensures that all are above the soldering temperature
of
780°F
(41
5°C) without being overheated. For preheating, oscillating spear flame burners are used on
nearly every production.
Depth of Immersion. In an ultrasonic soldering process, the most important factor is the
depth to which the joint is submerged [90], which is shown schematically in Fig.
41.
Soldering
does not take place until the joint goes deep enough for its interior surfaces to become wet,
even though its outer surfaces may start to wet at shallower depths. From the laws of acoustic
physics, it is known that the bath develops a gradient of cavitation intensity, reaching a maxi-
mum
of
1.5 to
2
in
(38.50
to
50.8
mm) beneath the bath surface
[89].
sheet
Figure
41
Socket geometry. (From Ref.
90.)
I028
Chapter
I5
Soldering Time. Aluminum parts to be tinned are preheated to 800”F, inserted in the
solder pot, and the ultrasonics are activated for approximately
3-6
sec, depending on the solder
temperature, coil complexity, and solder pot characteristics
[89].
At least
3
sec is usually
required for good joints. For copper and steel the time should be increased to
5-8
sec. Longer
duration of soldering time lengthens the joint length, but causes erosion of return bends.
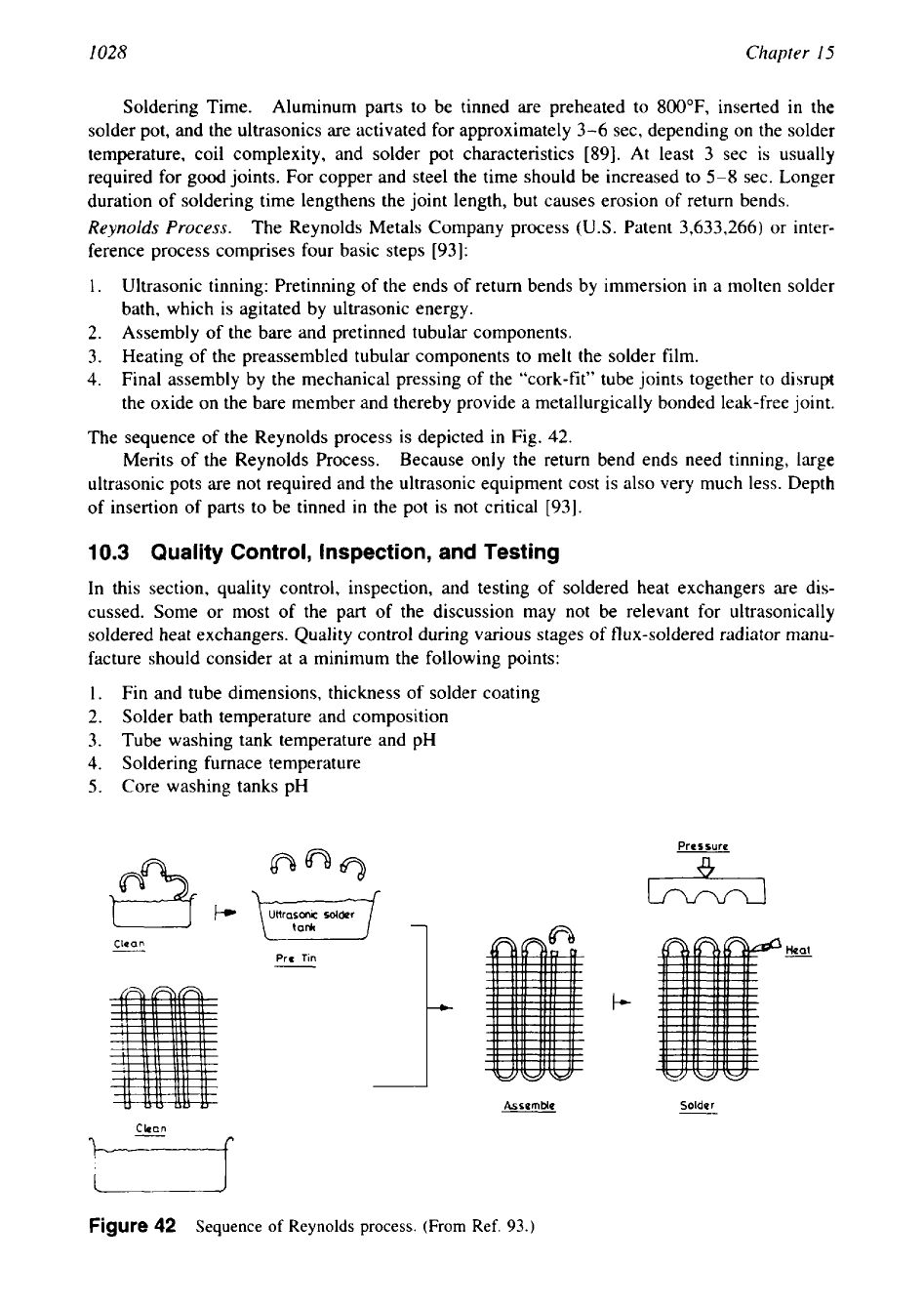
Reynolds
Process.
The Reynolds Metals Company process
(U.S.
Patent
3,633,266)
or inter-
ference process comprises four basic steps
[93]:
1.
Ultrasonic tinning: Pretinning of the ends of return bends by immersion
in
a molten solder
bath, which is agitated by ultrasonic energy.
2.
Assembly of the bare and pretinned tubular components.
3.
Heating of the preassembled tubular components to melt the solder film.
4.
Final assembly by the mechanical pressing of the “cork-fit” tube joints together to disrupt
the oxide on the bare member and thereby provide a metallurgically bonded leak-free joint.
The sequence
of
the Reynolds process
is
depicted in Fig.
42.
Merits of the Reynolds Process. Because only the return bend ends need tinning, large
ultrasonic pots are not required and the ultrasonic equipment cost
is
also very much less. Depth
of insertion of parts to be tinned in the pot is not critical
[93].
10.3
Quality Control, Inspection, and Testing
In this section, quality control, inspection, and testing of soldered heat exchangers are dis-
cussed. Some or most of the part of the discussion may not be relevant for ultrasonically
soldered heat exchangers. Quality control during various stages of flux-soldered radiator manu-
facture should consider at a minimum the following points:
1.
Fin and tube dimensions, thickness of solder coating
2.
Solder bath temperature and composition
3.
Tube washing tank temperature and pH
4.
Soldering furnace temperature
5.
Core washing tanks pH
Pressure
Ultrasonic solder
t--7’,
&
Clean
-
Heat
-
Pro
Tin
r
vv-
Assemble Solder
Figure
42
Sequence of Reynolds process. (From Ref.
93.)
1029
Heat Exchanger Fabrication
6.
Leak testing and recording the number of leakages in tank, pipe, plate, tube, and others
7. Core dimensions
10.4
Nondestructive Testing
Visual Inspection
Nearly all soldered joints are visually inspected for defects. A soldered joint surface should be
shiny, smooth, and free from cracks, porosity, or holes. Ordinarily, no flux residues should
remain.
Discontinuities
Some types of discontinuities common for soldering are dewetting, nonwetting, and dull or
rough solder.
Removal of Residual Flux
Corrosivity of residual flux deposits
is
important. A water extract method of measuring corrosi-
vity through conductivity has been developed. Extracts from flux residues can also be evalu-
ated. The three basic methods of flux residue detection are radioactive tracers, standard chemi-
cal analysis, and fluorescent dye evaluation
[85].
Minute amounts of dye in the remaining
flux
readily fluoresce under ultraviolet light.
Pressure and Leak Testing
Pressure testing and leak testing can be used to check the integrity of the soldered joints.
Destructive Testing
Destructive testing involves sectioning of soldered joints for determining the quality of joints
in the interior. Normal destructive testing techniques include mechanical tests, corrosion evalu-
ation, and metallographic examination.
11
CORROSION
OF
BRAZED AND SOLDERED
JOINTS
Brazing involves joining of two similar or dissimilar metal pieces by a filler metal with compo-
sition different from the base metals or same as the base metals. Therefore, galvanic corrosion
is a possibility. In addition to galvanic corrosion, corrosion attack is possible due to entrapment
of residual corrosive flux. Similar to soldered radiators, brazed radiator joints are required to
perform in a severe environment. They are subjected to fluctuating temperatures, mechanical
vibration, immersion under engine cooling water, and in contact with dissimilar metals, engine
exhaust gases, etc. Added to that the frequent neglect of the quantity and quality of coolant
solution
[83].
11
.I
Factors Affecting Corrosion
of
Brazed Joints
All forms of corrosion can take place in brazed joints. Parameters that contribute to the
COKO-
sion of brazed joints are:
1.
Galvanic couple between the base metal and the filler metal
2.
Joint design
3.
Brazing method and brazing environment
4.
Brazing filler metal
5.
Flux
material
I030
Chapter
I5
6. Postbraze cleaning
7. Thermal stresses induced during brazing
In this section, the corrosion of aluminum brazed joints related to galvanic couple, filler
metal, and brazing process and solder bloom corrosion of a copperhrass radiator are discussed.
The influence of corrosive flux and the importance of postbraze cleaning were discussed ear-
lier.
11.2
Corrosion
of
the Aluminum Brazed Joint
Galvanic Corrosion Resistance
The corrosion resistance of a brazed aluminum joint, completely free of corrosive
flux,
is
directly related to the solution potential difference that may exist between the alloys
in
contact.
The lower the potential difference, the lower
is
the rate of corrosion. Potential differences of
less than 0.013
V
are usually considered insignificant [50,59]. Since the aluminum brazing
fillers are aluminum alloys rather than dissimilar metals, they have very slight potential differ-
ences. Therefore, the possibility of galvanic corrosion is low. This is explained by referring to
the solution potential of certain aluminum alloys given
in
Table
8.
The common filler alloys 4343, 4045, and 4047 produce a solution potential of -0.82
V
in
the standard test solution and commonly brazed alloys 1100,
3003,
6061, and 6063 show
-0.83
V.
The difference
in
solution potential between these two groups of alloy is 0.01
V,
which is insignificant, and this is responsible for the excellent corrosion resistance of the
brazed joint.
Brazing Process
It was proposed by Kazuhide et al. [94] that the furnace-brazed radiator was superior to the
vacuum-brazed radiator, as far as corrosion resistance is concerned, since the former incorpo-
rated a zinc diffusion layer in its surface, which afforded the sacrificial corrosion. This aspect
is further discussed next, and suggestions are given to overcome the problem.
Zinc Retention: Pitting Corrosion Property
of
Vacuum-Brazed
7072
Clad Alirrninurn
Alloy.
To attain high pitting corrosion resistance, aluminum heat exchanger tubes in cooling water
system are made of
7072
clad aluminum alloy, which contains a nominal concentration
of
1%
zinc. The 7072 clad is designed to preferentially corrode and thereby delay or prevent pitting
attack on the core metal
[70].
In the vacuum brazing process, the 7072 clad tube loses its
alloying element zinc by vaporization and diffusion [95].
As
a result, pitting resistance proper-
ties may be changed following vacuum brazing. This is especially true for lighter gauges,
0.02
in
(0.5
mm) or less. However, for heavier gauges,
0.05
in (1.3 mm), there is sufficient retained
zinc
in
the postbraze composite [96]. In inert-gas brazing, the evaporation of the zinc is mini-
mized [70]. Four factors influence the degree of zinc loss in the vacuum brazing process
[97]:
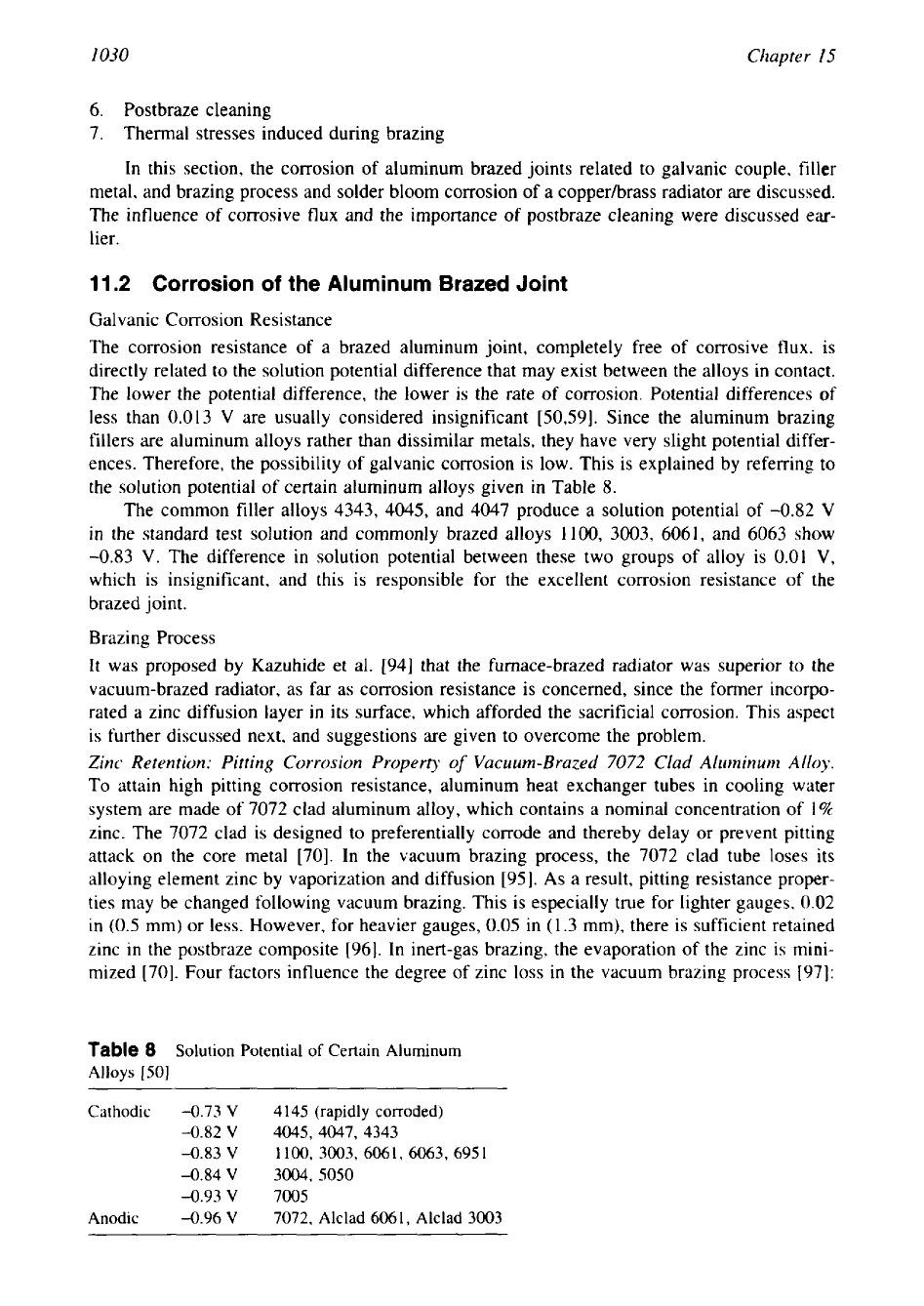
Table
8
Solution Potential
of
Certain Aluminum
Alloys
1501
Cathodic -0.73 V 4145 (rapidly corroded)
-0.82
V 4045,4047,4343
-0.83 V
1100,
3003, 6061, 6063, 6951
-0.84V 3004, 5050
-0.93v 7005
Anodic -0.96 V 7072, Alclad 6061, Alclad 3003
1031
Heat Exchanger Fabrication
1.
Initial zinc content in the cladding
2.
Cladding thickness
3.
Furnace thermal cycles and vacuum
4.
Part geometry
The loss of zinc due to evaporation is overcome by the following measures
[97].
1.
The zinc content of the cladding may be increased to
2-3%
from the 1% level in
7072
to
achieve a higher net zinc content in the cladding, after brazing.
2.
Clad thickness may be increased, as the zinc must diffuse through a greater distance to
the surface, where it is lost.
3.
In the brazing operation, shorter furnace cycle times and a “softer”’ vacuum will retard
the loss of zinc, but adjustment of these factors is severely constrained by the primary
necessity
of
producing sound brazed joints.
4.
Development of K805: Kaiser Aluminum Co. developed a new cladding alloy, one in
which the active alloying element would be nonvolatile
in
the vacuum brazing process.
This cladding alloy has been designated
K805.
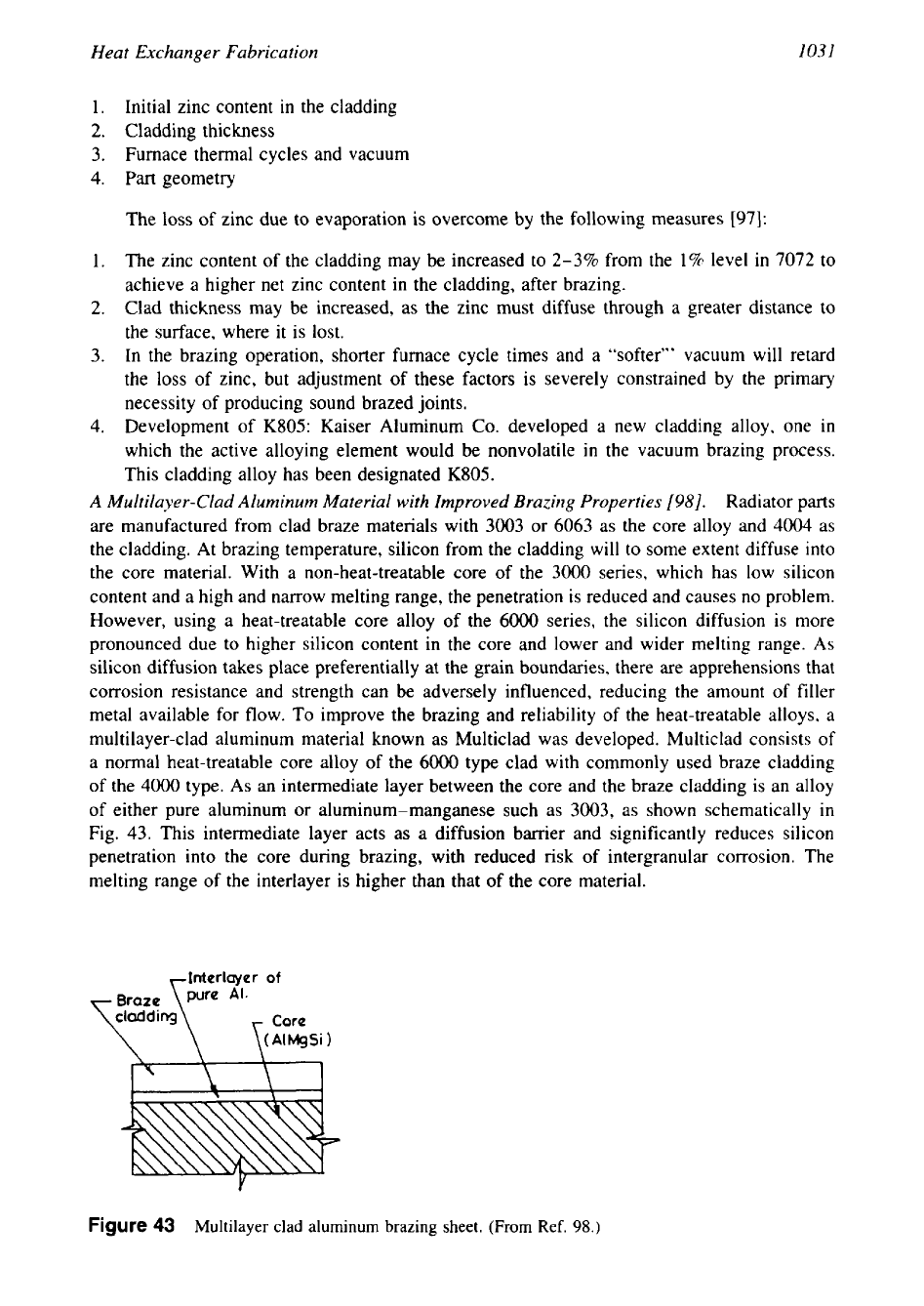
A
Multilayer-Clad Aluminum Material with Improved Brazing Properties
[98].
Radiator parts
are manufactured from clad braze materials with
3003
or
6063
as the core alloy and
4004
as
the cladding. At brazing temperature, silicon from the cladding will to some extent diffuse into
the core material. With a non-heat-treatable core
of
the
3000
series, which has low silicon
content and a high and narrow melting range, the penetration is reduced and causes no problem.
However, using a heat-treatable core alloy of the
6000
series, the silicon diffusion is more
pronounced due to higher silicon content in the core and lower and wider melting range. As
silicon diffusion takes place preferentially at the grain boundaries, there are apprehensions that
corrosion resistance and strength can be adversely influenced, reducing the amount of filler
metal available for flow. To improve the brazing and reliability of the heat-treatable alloys, a
multilayer-clad aluminum material known as Multiclad was developed. Multiclad consists of
a normal heat-treatable core alloy
of
the
6000
type clad with commonly used braze cladding
of the
4000
type.
As
an intermediate layer between the core and the braze cladding is an alloy
of either pure aluminurn or aluminum-manganese such as
3003,
as shown schematically
in
Fig.
43.
This intermediate layer acts as a diffusion barrier and significantly reduces silicon
penetration into the core during brazing, with reduced risk of intergranular corrosion. The
melting range of the interlayer is higher than that
of
the core material.
Figure
43
Multilayer clad aluminum brazing sheet. (From Ref.
98.)
1032
Chapter
15
11.3 Corrosion
of
Soldered Joints
The basic corrosion mechanism on high lead solder in a radiator is galvanic. With a galvanic
attack, solder is the more active metal and hence corrodes, whereas the more noble metal, the
brass, acts as the cathode. Corrosion resistance of various solders in automobile coolant sys-
tems is compared by Falke et al. [99].
Solder Bloom Corrosion
Solder bloom corrosion (SBC) can be defined as a corrosion mode of the copper/brass automo-
tive radiator’s internal solder joints [loo]. Park [loo] uses the term
bloom
to describe the
flowering appearance of corrosion by products. Solder bloom corrosion, in general leads to the
blockage of radiator tube passages when the internal surface is solder coated or of tube open-
ings when the tube outer surfaces are solder coated. Two different field repair methods are
employed to clean the blocked tubes. They are (1) roding by utilizing small-size ice picks and
thin steel rods, and
(2)
caustic rinse. Roding involves removal of corrosion products.
Manufacturing Procedures to Control Solder Bloom Corrosion
To reduce the solder bloom corrosion potential of copperhass radiators, the radiator materials
and manufacturing process can be adjusted as recommended
[
1001:
Introduce air blow-off operation immediately after solder dip to minimize the solder buildup
at the opening and inside surfaces of the tube ends.
Change the header dip process to the air-side soldering process to minimize the solder coating
inside the tube surface.
Use low-lead solders (Pb below
90%),
in
place of high-lead solders like 97/2.5/0.5 (Pb/Sn/
Ag), 94/5.5/0.5 (Pb/Sn/Ag).
Avoid solder coating inside tube surface.
Use a properly inhibited coolant.
Use an appropriate radiator rinse cleaning system.
12 EVALUATION
OF
DESIGN AND MATERIALS
OF
AUTOMOTIVE RADIATORS
In general, mechanically assembled aluminum radiators (MAAR), vacuum-brazed aluminum
radiators (VBAR), and copper/brass radiators are evaluated by a number of accelerated tests
designed to build confidence in design before large scale fleet trials. Some of these tests
are
designed to represent worst field conditions [loll. These tests are primarily used to assess
(1) the mechanical durability and (2) the internal and external corrosion resistance, inhibitors
evaluation, etc. The mechanical durability tests and corrosion evaluation tests carried out for
the development and field service history of Ford automotive aluminum radiators are discussed
by Barkely et al.
[
1011. Some of these tests are briefly discussed here.
12.1 Mechanical Durability Tests
Some of the tests developed to evaluate the mechanical durability of the aluminum radiator
are given here:
1.
Combined pressure cycle and vibration test: Radiators were subjected to higher than nor-
mal system pressure pulsating at 145 kPa (21 psi) versus 110 kPa (16 psi) while being
vibrated at common engine frequencies.
2.
Vibration test: Radiator assemblies were mounted on a simulated vehicle front end, filled
with coolant, pressurized, and vibrated at their resonant frequencies to failure.
Heat Exchanger Fabrication
1033
3.
Coolant fill test: Radiator assemblies were subjected to several evacuation and coolant fill
cycles, similar to those encountered in auto assembly plants.
4.
Thermal shock test: Radiator assemblies were subjected to thermal shocks while mounted
to a simulated vehicle front end in an environmental chamber.
5.
Vehicle durability test: This test involves the vehicle operation with pressure surges, vibra-
tions, thermally induced loading, and severe vehicle front end torsion and bending.
12.2
Tests for Corrosion Resistance
External Corrosion Tests
The aluminum radiator is susceptible to two major types of external corrosion: galvanic, and
localized pitting. In general, uniform corrosion is not an important durability problem for the
aluminum radiator, since it results from exposure to very high or very low pH solutions
in
the
absence of inhibitors
[loll.
Some of the laboratory tests for evaluating external corrosion
resistance are:
1.
Salt spray (fog) test-ASTM Salt Spray (fog) Testing B-117: This involves internally
pressurizing the radiators to
145
kPa (21 psig) and then subjecting them to
1000
hr of salt
spray testing.
2.
Humidity test: Several thousand hours of testing in a noncondensing humidity chamber,
maintained at 38°C (100°F) and approximately
95%
relative humidity.
3.
SWAAT test: This is a severe acidifided seawater fog corrosion test designed to induce
rapid attack.
Internal Corrosion Tests
The major internal corrosion concerns are the possibility of intergranular corrosion, erosion-
corrosion, crevice corrosion, and pitting attack. Internal corrosion tests used to evaluate materi-
als and coolants are:
1.
Laboratory glassware corrosion tests like static pitting tests and polarization diagrams.
2.
Simulated service circulation test.