Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

754 Chapter 5.6: Common Analytical Methods for Surface and Thin Film
Fig.
17.
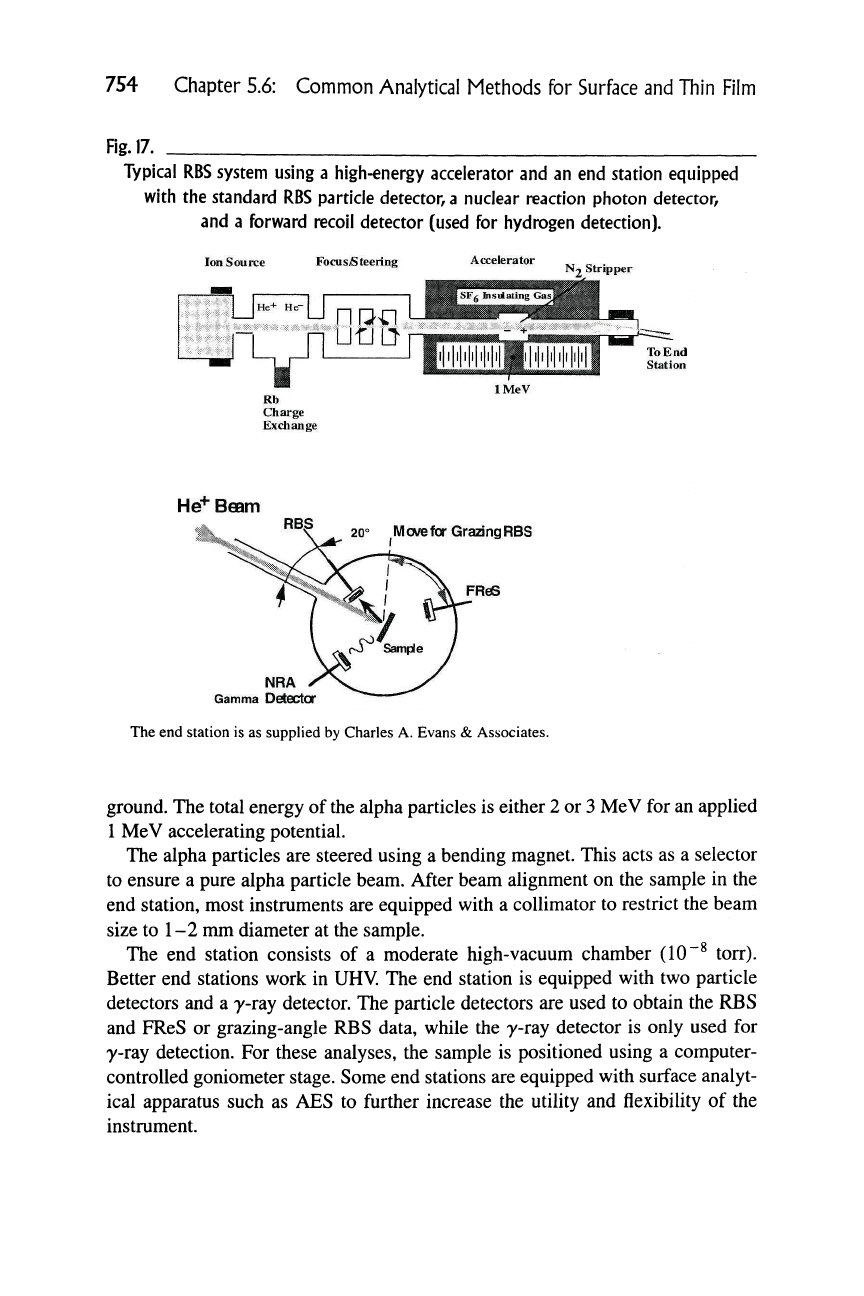
Typical
RBS
system using a high-energy accelerator and an end station equipped
with the standard RBS pardcle detector,
a
nuclear reacdon photon detector,
and a forward recoil detector (used for hydrogen detection).
Ion Source
Focus/Steering
N2 Stripper
I
U"^*
""LITI
He^Beam
20° Move for
Grazing
RBS
FRe6
NRA
Gamma Detector
The end station is as supplied by Charles A. Evans & Associates.
ground. The total energy of the alpha particles is either 2 or 3 Me V for an applied
1 MeV accelerating potential.
The alpha particles are steered using a bending magnet. This acts as a selector
to ensure a pure alpha particle beam. After beam alignment on the sample in the
end station, most instruments are equipped with a collimator to restrict the beam
size to
1
-2 mm diameter at the sample.
The end station consists of a moderate high-vacuum chamber (10 "^ torr).
Better end stations work in UHV. The end station is equipped with two particle
detectors and a y-ray detector. The particle detectors are used to obtain the RBS
and FReS or grazing-angle RBS data, while the y-ray detector is only used for
y-ray detection. For these analyses, the sample is positioned using a computer-
controlled goniometer stage. Some end stations are equipped with surface analyt-
ical apparatus such as AES to further increase the utility and flexibility of the
instrument.
5.6.4 UHV Generation
SC
System Considerations for Surface Analysis 755
5,6.4
UHV GENERATION AND SYSTEM CONSIDERATIONS
FOR SURFACE ANALYSIS
In the previous sections, it is clear that surface analysis must be performed in
an ultra-high-vacuum ambient. Among the four techniques discussed, there is
considerable parallelism in the analytical chamber construction, vacuum require-
ments, etc.
Over the past 30 years, vacuum technology has undergone great changes. This
book is devoted to making us aware of some of these changes. Vacuum systems
used for commercial analysis of materials depend heavily on the production of
re-
liable ultra-high vacuum at a reasonable cost. As noted in Chapters 2.4 and 4.2 of
this book, most ultra-high-vacuum systems are produced using stainless steel con-
struction and copper metal seals in the form of, e.g., Conflat^^ seals. The metal-
to-metal seals and stainless steel construction can maintain vacuums in the 10~^^
ton* region. Many of the systems are either ion pumped or cryopumped, and in
some cases where gas loads are large titanium sublimation pumps and cold pan-
els are employed.
5.6.4.1
Sample Introduction System and Manipulation
To maintain a good ultra-high-vacuum ambient for surface analysis in an analysis
vacuum chamber, manufacturers equip their apparatus with rapid-turnaround air
lock systems. The detailed design varies, depending on the nature of the tech-
nique and the sample manipulation system in the analysis chamber. Most systems
generally consist of some type of sample manipulation and transfer device, a fast-
pumping system that will take an ancillary chamber from air pressure to near UHV
conditions and a small volume ancillary chamber to reduce the pumpdown time.
Stainless steel construction is used throughout both the air lock and the analy-
sis chamber. The ancillary chamber is typically metal sealed or may have a single
O-ring-sealed port for quick sample introduction. Modern systems are universally
equipped with a small-size turbomolecular pumping system, although some sys-
tems used in the academic areas still employ ion pumps and sorption pumps to
evacuate the air lock chamber. Ion pumps were found to be slow and in many
cases not able to handle the gas load from the samples. Turbomolecular pumps in
the 50 to 200 L/s range are typically employed, depending on the size of plumb-
ing used to rough-pump the system and where the pump is mechanically located.
The mechanical pumps used to back the turbomolecular pumps use an in-line oil
filter that should be changed on a periodic basis to keep the pump oil out of the
756 Chapter 5.6: Common Analytical Methods for Surface and Thin Film
turbomolecular pump chamber (see Chapter 2.3.3). The chambers are equipped
with a dry nitrogen purge system while at atmospheric pressure. This reduces the
amount of water vapor that may adsorb on the stainless steel chamber walls.
Pumpdown times depend on the time the chamber is exposed to air/dry nitro-
gen purge and the sample(s) being introduced into the analysis chamber. Fast
pumpdown times are encountered with materials that do not degas; for example,
metals and inorganic semiconductor and inorganic insulating materials. An intro-
duction system could be made to cycle from air to a good vacuum of
10 ~^
torr in
5 to 10 minutes. However, many polymeric materials tend to degas and hence re-
quire a long pumpdown before introduction into the analysis chamber. Most
degassing must be done in the introduction chamber to keep the main analysis
chamber clean. This is done with reproducible results in all the modern analytical
manufacturers where the base pressure is 10"^ torr or less.
Sample introduction is typically done using a horizontal introduction system.
The details of the systems vary depending on the type of sample manipulation be-
ing employed in the main analysis chamber. Some manufacturers introduce one
sample per pumpdown. The sample is docked on a stage in the high-vacuum sys-
tem. If more than one sample is to be introduced into the chamber, samples must
be handled sequentially. Other systems handle many samples for a single pump-
down. These systems are, again, based on a horizontal introduction system that is
computer controlled or hand operated.
In the analysis chamber, the sample manipulation system varies, again, with
manufacturer but in all cases consists of a minimum of x-y-z-0 manipulation.
Sample position can be computer controlled or manually set. For multisample
analysis, it is necessary to automate the sample manipulation. This is done using
computer-controlled motor drives on the manipulator where the positions of the
samples can be manually read into the system. In some more sophisticated sys-
tems,
sample position can be read into the computer through video selection. This
type of sample manipulation is usable where positioning need not be too accurate.
Repositioning a sample within a few /xm is well within the capability of
the
equip-
ment available.
When performing submicrometer analysis, such as in the case of small-spot
AES or small-spot SIMS, manual manipulation of the sample is preferred. It is
useful to be able to see the point of analysis through video imaging of the sample
(through secondary electron imaging). This is obtained in both AES and SIMS in-
strumentation (both TOF SIMS and dynamic SIMS), x-y-z-0 manipulators are
used to perform the necessary spatial maneuvers required to set up the sample for
analysis. Many goniometers are capable of performing an eucentric alignment.
With this alignment, the sample can be rotated without losing the analysis position.
Fixturing is available for either heating or cooling the sample during the analy-
sis process. In some AES and XPS instruments, cooling and heating are an inte-
gral part of the sample manipulator. In addition to routine measurements, such
References
757
stages can be useful in performing elegant analysis in situ. Other instruments are
equipped with ancillary chambers that provide sample preparation operations such
as cleaning. This equipment is all UHV compatible.
5.6.4.2
In-Line
Use of
Analytical Systems
The semiconductor industry has led the use of highly technical instrumentation
aimed at surface analysis. A large portion of the work that goes into making in-
tegrated circuits and semiconductor devices requires the preparation of clean,
highly oriented, submicrometer thin-film structures on very clean surfaces that
may themselves be thin-film structures. Cleanliness and chemical purity are criti-
cal.
In well-equipped fabrication sites, instrumentation is included in the clean
room facility to perform secondary electron microscopy and in some cases AES
and other structure-related methods. Incorporating analytical instrumentation into
the production of high-technology devices, materials, and structures is essential.
REFERENCES
1.
K. Siegbahn et al.
ESCA,
Atomic, Molecular
and
Solid
State Structure
Studied by
Means
of Elec-
tron Spectroscopy (Almqvist and Wiksells, Uppsala, 1967).
2.
Handbook of
X-ray
and Ultraviolet Photoelectron Spectroscopy, edited by D. Briggs (Heyden,
London, 1977).
3.
Practical Surface Analysis, Vol. 1 edited by D. Briggs and M. P. Seah (Wiley, Chichester, En-
gland, 1990).
4.
J. F. Moulder, W. F. Stickle, P. E. Sobol, and K. D. Bomben, Handbook of
X-ray
Photoelectron
Spectroscopy (Perkin-Elmer, Eden Prairie, MN, 1992).
5.
G. Beamson and D. Briggs, High Resolution XPS of Organic Polymers (Wiley, Chichester, En-
gland, 1992).
6. L. E. Davis, N. C. MacDonald, P. W. Palmberg, G. E. Riach, and R. E. Weber, Handbook of
Auger Electron Spectroscopy, 2nd ed. (Physical Electronics, Eden Prairie, MN 1976).
7.
Handbook
of Auger
Electron
Spectroscopy (JEOL Ltd., Tokyo, 1982).
8. Auger Electron Spectroscopy, Michael Thompson, et al. (Wiley-Interscience, New York, 1985).
9. Auger Electron Spectroscopy, edited by C. L. Briant and R. P. Messmer (Academic Press,
Boston, 1988).
10.
For example, see G. Hertzberg, Atomic Spectra and Atomic Structure (Prentice Hall, Englewood
Cliffs,
NJ, 1937).
11.
F. J. Himpsel, F. R. McFeely, A. Taleb-Ibrahimi, and J. A.
Yarmoff,
in The Physics and Chem-
istry ofSiOi ond the Si-Si02 Interface, edited by C. R. Helms and B. E. Deal (Plenum Press,
New York, 1988).
12.
J. H. Scofield,
J.
Electron Spectrosc. Rel.
Phenom.,
8 (1976) 129.
13.
G. A. Somorjai and H. H. Farrell, Advon. Chem. Phys., 20 (1970) 215.
14.
J. J. Lander, Progress in Solid State Chemistry, Vol. 2 (Macmillan, New York, 1965).
15.
G. A. Somorjai, Principles of Surface Chemistry (Prentice-Hall, Englewood Cliffs, NJ, 1972).
758 Chapter 5.6: Common Analytical Methods for Surface and Thin Film
16.
Introduction
to
Surface Chemistry
and Catalysis, Gabor A. Somorjai (Wiley, New York, 1994).
17.
Fundamentals
of
Surface
and
Thin
Film Analysis, Leonard C. Feldman and James W. Mayer
(North-Holland, New York, 1986).
18.
C. W. Magee, W. L. Harrington, and R. E. Honig,
Rev.
Sci.
Instrum.,
49 (1978) 477.
19.
J. A. McHugh, Secondary Ion Mass Spectrometry, in Methods of
Surface
Analysis, edited by
A. W. Czanderna (Elsevier, New York, 1975).
20.
A. Benninghoven, F. G. Rudenauer, and H. W. Werner, Secondary Ion Mass Spectrometry
(Wiley, New York, 1987).
21.
A. E. Morgan, Secondary Ion Mass Spectrometry, in Characterization of
Semiconductor
Mate-
rials, Vol. 1, edited by G. E. McGuire (Noyes, Park Ridge, NJ, 1989).
22.
Handbook of Modem Ion Beam Materials Analysis, edited by J. R. Tesmer, M. Nastasi, J. C.
Barbour, C. J. Maggiore, and
J.
W. Mayer (MRS, Pittsburgh, 1995).
23.
C. W. Magee and E. M. Botnick,
J.
Vac.
Sci.
Technol.,
19 (1981) 47.
24.
J. H. Thomas, III, and B. L. Bentz, Surface analysis in Electronic Materials
Handbook,
Vol.
1:
Packaging (ASM International, Metals Park, OH, 1989).
25.
Backscattering Spectrometry, W-K. Chu, J. W. Mayer, and N.-A. Nicolet (Academic Press, San
Diego, 1978).
26.
W. D. Mackintosh, Rutherford scattering in Characterization of Solid
Surfaces,
edited by P. F.
Kane and G. B. Larrabee (Plenum Press, New York, 1974).
CHAPTER
6.1
RoII-to-RoII
Vacuum Coating
William
B.
Robbins
3M
Corporate Research Laboratories
Thin Film
Technology Resources
6.1.1
OVERVIEW OF ROLL-TO-ROLL VACUUM COATING
6.1.1.1
History
In 1917, sputtered thin-film resistors deposited on long glass rods were produced
on a commercial basis. In the early 1930s, capacitor materials were being pro-
duced, made of vacuum-metallized paper
tissues,
using such advanced techniques
as a cellulose nitrate smoothing lacquer and silver nucleation of a zinc coating.
This material was produced using a roll-to-roll semicontinuous vacuum coating
process; such vacuum coating is the primary focus of this chapter. The vacuum
process and equipment for this capacitor film were developed in Germany. Fig-
ure
1
is a photo of
this
early roll-to-roll coater.
In the late 1930s Penning observed that magnetically confined plasmas en-
hanced sputtering rates from cathodes. This is the beginning of magnetically as-
sisted sputtering. Also, large telescope mirrors, eventually 200 inches in diame-
ter, were aluminized by John Strong, and aluminized automotive headlamps were
in production.
From the mid-1930s
to
mid-1950s,
many vacuum deposition processes evolved
ISBN
0-12-325065-7
Copyright © 1998 by Academic Press
$25.00 All rights of reproduction in any form reserved.
761

762
Rg.l.
Chapter
6.1:
RolI-to-RoII Vacuum Coating
1930s roll-to-roll vacuum coater. Source: Courtesy of Collin H. Alexander, Private Commu-
nication.
into commercially viable technology in roll-to-roll systems. In the early 1950s,
Q-meters were first used to measure electrical conductance of deposited films in-
side a vacuum system, on-line, with no contact. Monitoring having noncontact
capability is important to vacuum coating technology, and sophisticated equip-
ment has been developed to monitor properties of deposited materials and process
parameters. By 1953, 3M Retroreflective Sign Material, a material used for traffic
control products, was in production using vacuum deposition as a key step.
6.1.1.2
Overview
With the advent of both plastic film and paper technology, large area, roll-to-roll
vacuum deposition processes became feasible. These strong, thin, flexible plastic
and paper substrates are typically referred to as "webs." Roll-to-roll vacuum coat-
ing systems range from very small laboratory coaters, having webs 4 inches wide,
to large units having a web width of 120 inches or 3 m. Typical commercial units
coat webs that are 40 to 60 inches (1 to 1.5 m) wide; wider webs may provide

6.1.1 Overview of Roll-to-Roll Vacuum Coating 763
low-cost coatings if equipment
is
optimally operated. The process is versatile, rela-
tively low cost, and nonpolluting.
In large modern roll-to-roll vacuum systems,
a
roll of web is loaded and threaded
automatically; the chamber is evacuated or pumped down, and deposition is initi-
ated. One roll may weigh 450-3500 kg and have an area of
10
thousand to 90 thou-
sand square meters. The material is coated during one evacuation cycle, in reality
a semicontinuous process but often termed continuous coating. Evacuation or
pumpdown time may be as short as 5 to 10 minutes, typically 15-30 minutes, be-
fore initiating deposition, even though pressure required for much vapor coating
is on the order of
3
X
10
"^ to 3 X 10 ^ torr. Even for sputtering processes, where
pressures are on the order of 3-6 mtorr (mt), background gases must, in general,
be less than a few percent of the pressure of sputtering gas, and even less for de-
position of materials particularly sensitive to reaction with background gas. Oc-
casionally, a truly continuous air-to-vacuum-to-air process is used, but this ap-
proach is rarely economical for roll-to-roll coating using flexible substrates, and
will not be considered in this chapter. Such an air-vacuum-air process is generally
used, and appropriately so, for coating glass.
Typical web speeds for the most commonly deposited material, evaporated alu-
minum, may be as high as 15 m/s (2950 ft/min). For many other materials and pro-
cesses, a speed of approximately 2 m/s (400 ft/min) is common. Films deposited
in various vacuum processes range in thickness from about
1
nm to about 600 nm;
thicknesses of 30 to 180 nm are most common. To promote adhesion, modify nu-
cleation and growth morphology of films, a layer is often deposited prior to the
primary thin-film deposit, a practice similar to that used in batch coating. Typi-
cally, such a layer has a thickness ranging from 0.1 to 10 nm. Coatings are gener-
ally limited to a few layers of films, both for economic reasons and because of
limitations imposed by properties of flexible substrates.
Although webs in roll form make these materials useful and convenient as sub-
strates for vacuum coating, they bring with them numerous problems intrinsic to
their properties. These substrate problems include outgassing, low modulus, tem-
perature limitations, and moisture permeability. Substrate properties also con-
tribute to poor adhesion and high corrosion rates of deposited films. These prob-
lems are significantly reduced when coating on inorganic materials, such as glass.
Two very common applications of this technology include production of pack-
aging materials and capacitor films. Vacuum coating systems using wide webs
have been optimized for producing packaging products, typically polyester coated
with aluminum. Wide coating systems also provide materials serving architec-
tural markets where wide web widths are often essential. Roll-to-roll vacuum sys-
tems for capacitor metallization have been optimized at narrower widths, 0.6 to
1 m width, as very thin substrate materials are used in this application. These
capacitor coating systems require a technology to create longitudinal stripes or
bands of uncoated substrate material, typically using oil masking or, in the past,
continuous metal bands running on the substrate as contact shadow masks.
764 Chapter 6.1: Roll-to-RolI Vacuum Coating
6.1.2
TYPICAL PRODUCTS
These are produced by a roll-to-roll vacuum coating in a "semicontinuous" pro-
cess.
Packaging products dwarf all other product applications combined.
Packaging products and vapor barriers
Snack (potato chip) bags
Permeation reduction films
Packaging for medical products
Transfer films
Decorative products
"Polyester" balloons
Wrapping papers and films
Electrical products
Capacitor films
Flex circuitry materials
Microinterconnect materials
Microwave-absorbing materials
Food heating
Stealth products
Transparent conductors
Specialty antennas
Optical products
Retroreflective signs
Mirrored films
Solar control products
Reflective window treatments
Neutral density window films
Spectrally selective window films
Reflective thermal insulation
Evacuated thermal insulation
Protective fabrics
Reflective fire suits
Glare reduction coatings
Color filters
Optical recording materials
Infrared absorbers

6.1.3 Materials and Deposition Processes for RolI-to-Roll Coating 765
Printing products
Offset printing plates
Security inks
Electro-optical products
Photoreceptors
Electrochromics
X-ray detectors
Hard coats, friction reduction materials
6.13
MATERIALS AND DEPOSITION PROCESSES COMMONLY
USED IN ROLL-TO-ROLL COATING
6.1.3.1
Process Concepts
Adhesion to substrate, corrosion resistance, and also reproducible optical and
electrical properties are typically demanded of thin-film coatings. These proper-
ties contribute to the concept of "functional" films. The following six basic pro-
cess steps help achieve functional films during vacuum coating:
1.
Outgas web to avoid contamination downstream and, on occasion, to modify
polymer properties comprising the web.
2.
Prime the web surface, changing chemistry and mechanical properties to im-
prove adhesion, for example, by exposing webs to plasmas of appropriate
composition.
3.
Deposit a thin film to nucleate the subsequent primary deposit; this first thin
film, a nucleating film, helps control growth and morphology of primary film
and may also act as a barrier and adhesion promoter.
4.
Deposit primary film, minimizing voids and impurities.
5.
Deposit protective top coatings.
6. Monitor relevant properties on-line, in a noncontact fashion.
All these steps are generally performed sequentially within a vacuum coater. This
means that the web passes only once from unwind roll to windup roll, all within a
vacuum coater, making for
a
"one-pass"
process.
The steps are certainly optimized
to fit each product, and each step is not always necessary nor appropriate. For ma-
terials needing minimal functionality, some steps may often be rudimentary, or
even optional.