Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

2.7.3 Sputter-Ion Pumps
227
diode pump after exposure to atmospheric pressure. If a pump is started when the
pressure is above
~10~-^
torr , a glow discharge is initiated, causing increased
outgassing and the pressure will increase rapidly unless the roughing system has
adequate pumping speed. The power dissipated in the pump at this stage of
startup is very high; pump walls become dangerously hot to the touch, and inter-
nal temperatures of 500 and 900°C [16,17] have been measured. Such conditions
initiate rapid evolution of hydrogen from the cathodes, further increasing the
pressure, and the pumpdown "hangs up." Much grief caused during pumpdown
can be avoided if the pump is roughed down well below 1 X 10"-^ torr before
turning on the power to the pump. In this pressure range a confined Penning dis-
charge is immediately established, glow discharge induced outgassing from the
walls is avoided, and sputter-ion pumping starts immediately. Note that the startup
problems are reduced by using a triode pump, rather than a diode, because the po-
tential distribution prevents ion bombardment of the wall, so there is no out-
gassing from this process [16].
One other class of gases to be considered, organic compounds, including the
hydrocarbons, constitute an impurity of great concern in certain systems. Higher-
molecular-weight organic compounds are dissociated, depositing inert carbon,
while the hydrogen is pumped into the cathodes [18]. Methane, an impurity found
in most UHV systems, is very effectively pumped, but the pumping ceases imme-
diately when the power to the pump is turned off, whereas other chemically reac-
tive gases continue to be gettered on the sputtered titanium deposits until the sur-
face is fully covered by adsorbed gas. Methane is not chemisorbed by titanium or
tantalum, and must be decomposed by electron bombardment before pumping
can occur. It is not clear whether the decomposition is complete, with the deposi-
tion of carbon. The sudden prominence of methane as a principal residual gas,
when a pump is turned off, can give a false impression of the rate of generation of
this gas in the vacuum system. There is ample evidence that methane can be pro-
duced in the sputter-ion pump itself [19], or on a hot titanium sublimator [20].
However, it should not be assumed that methane is a universal impurity in sputter-
ion pumped systems; an attempt to demonstrate its production in a sputter-ion
pump, by operating over a wide range of hydrogen pressures, was not success-
ful [21]. The only detectable source of methane in this particular system was the
Bayard-Alpert ionization gauge, and the methane disappeared if the gauge was
turned off.
2.7.3.2 The Construction of Sputter-Ion Pumps
The single-cell sputter-ion pump just described provides a nominal speed (typi-
cally measured for nitrogen, at a pressure of around 10"^ torr) of approximately
0.25 liter/sec, suitable only for very small pumping applications, such as a sealed-
228
Chapter 2.7:
Pumps
for
Ultra-High Vacuum
Applications
Fig.
3.
ANODE "EGG CRATE"'
STRUCTURE
HIGH-VOLTAGE
TITANIUM CATHODES INSULATORS
SPUTTERING CREATES DEPRESSIONS
ALONG THE AXIS OF EACH ANODE CELL
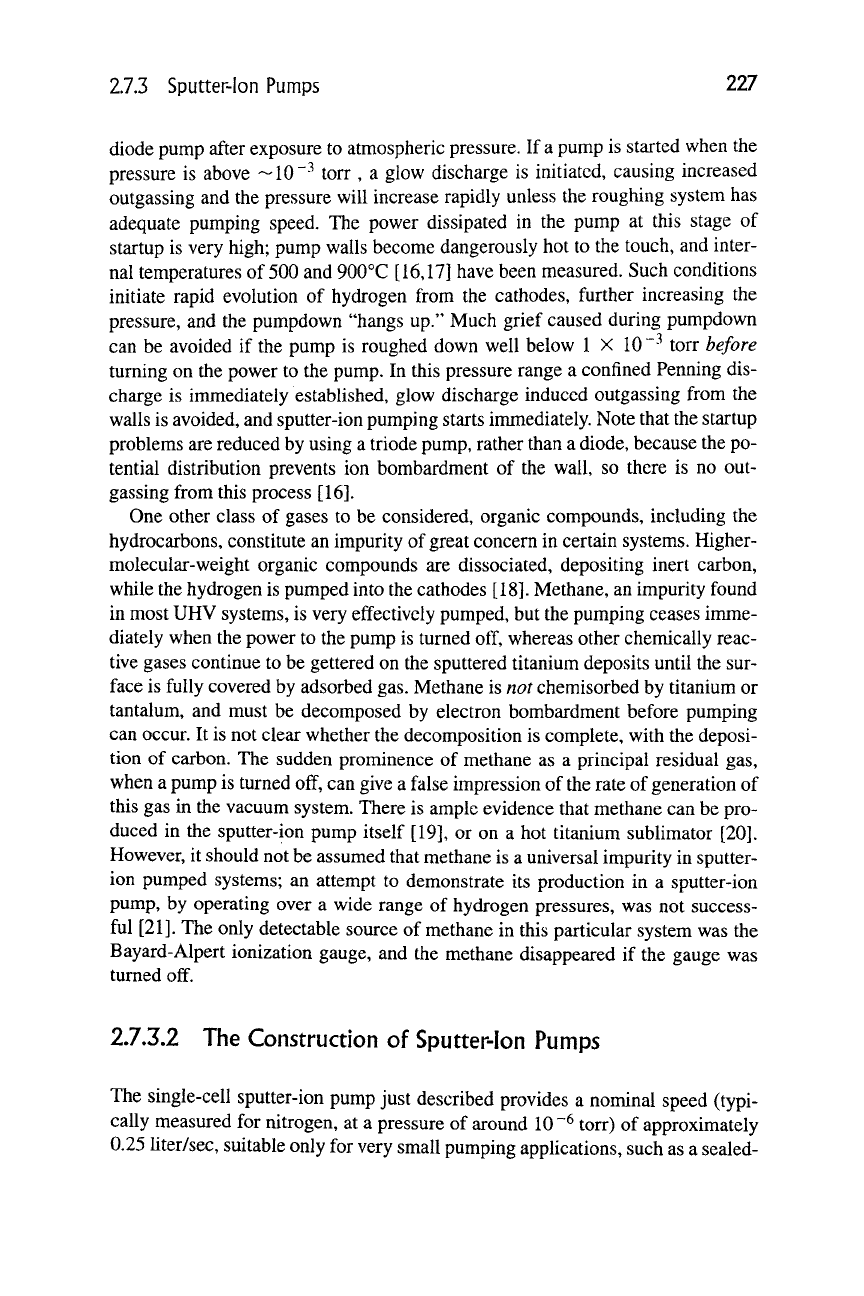
Schematic of the first commercial sputter-ion pump.
off electronic device. In order to provide higher pumping speeds, the pump must
be constructed using multiple
cells.
The first commercial pump was rated at
8
liter/
sec and contained an "egg crate" anode structure of thirty-six 0.5-inch square
cells,
0.5-inch deep [2]. A schematic drawing of this type of pump is shown in
Figure 3. The pump was mounted between the poles of a massive Alnico horse-
shoe magnet, which had high magnetic fringing fields (—0.02 tesla at 2 cm from
the pump casing), limiting its use in some applications. The newer version of this
pump uses a compact ferrite magnet assembly having very low stray magnetic
fields (down to the earth's magnetic field, 2 cm from the pump casing). For pumps
having speeds up to several hundred liters per second, the anode cells are distrib-
uted in several pumping modules, crammed into the smallest permissible space,
to make efficient use of the magnetic field. Because the volume available for the
discharge affects the pumping speed, it must be as large as possible. The spac-
ing between anode and cathode elements is kept small, while still providing suffi-
cient conductance for gas flow between the mounting flange and each pumping
2.7.3 Sputter-Ion Pumps 229
module to optimize the pumping speed [22]. Early pump designs conmionly used
Alnico magnets, allowing the pumps to be baked to the order of 400°C with the
magnet in place; in some designs the magnets were mounted internally, and so
could not be removed. Modern designs use ferrite magnets, which can be baked
to -350°C, and the external stray fields have been very substantially reduced.
Samarium-cobalt magnets are also used, permitting a maximum bakeout temper-
ature of ~250°C.
The large magnets required to provide fields in excess of 0.1 tesla, produce
strong forces between the magnetic elements, and their disassembly should not
be treated lightly. Most magnet structures are external to the pump vacuum enve-
lope,
although in some early designs the magnets were placed in hermetically
sealed cans (to assure low outgassing rates) within the vacuum enclosure. The field
strength of the magnets does not always conform to specification and should be
checked if the pumping speeds appear low.
The anode structures in the original commercial pumps were made from
titanium strip, but stainless steel appears to be universally used in later pumps.
Cathodes of early diode pumps used ^-inch titanium, but this has been replaced
by ^-inch or thinner sheet. In models specifically designed for pumping hydro-
gen the original thickness is retained. In the DI pump, the tantalum cathode is
usually 0.040 inch thick. Titanium cathodes in triode pumps have appeared in
many forms, from a simple mesh, through parallel narrow strips, to the spark-
machined StarCelFM electrodes.
In many triodes, the amount of titanium that can be sputtered, before the in-
tegrity of the cathode is impaired, is less than is the case for diode cathode ele-
ments. It must, however, be emphasized that the life of even the heaviest diode el-
ements is limited and it is not uncommon to find the cathode sputtered through in
the center of the discharge impact area. This occurs in pumps that have been op-
erated well above the UHV pressure range for sustained periods. If sputtering is
continued beyond cathode failure, a small leak will eventually develop through
the pump wall.
The insulators used in
a
pump must be designed so as to be protected from short-
circuit by sputtered cathode metallic films. In general, this requires only
line-of-
sight shielding for the low-pressure operation for which these pumps are intended.
2.7.3.3 The Pumping Speed of Sputter-Ion Pumps
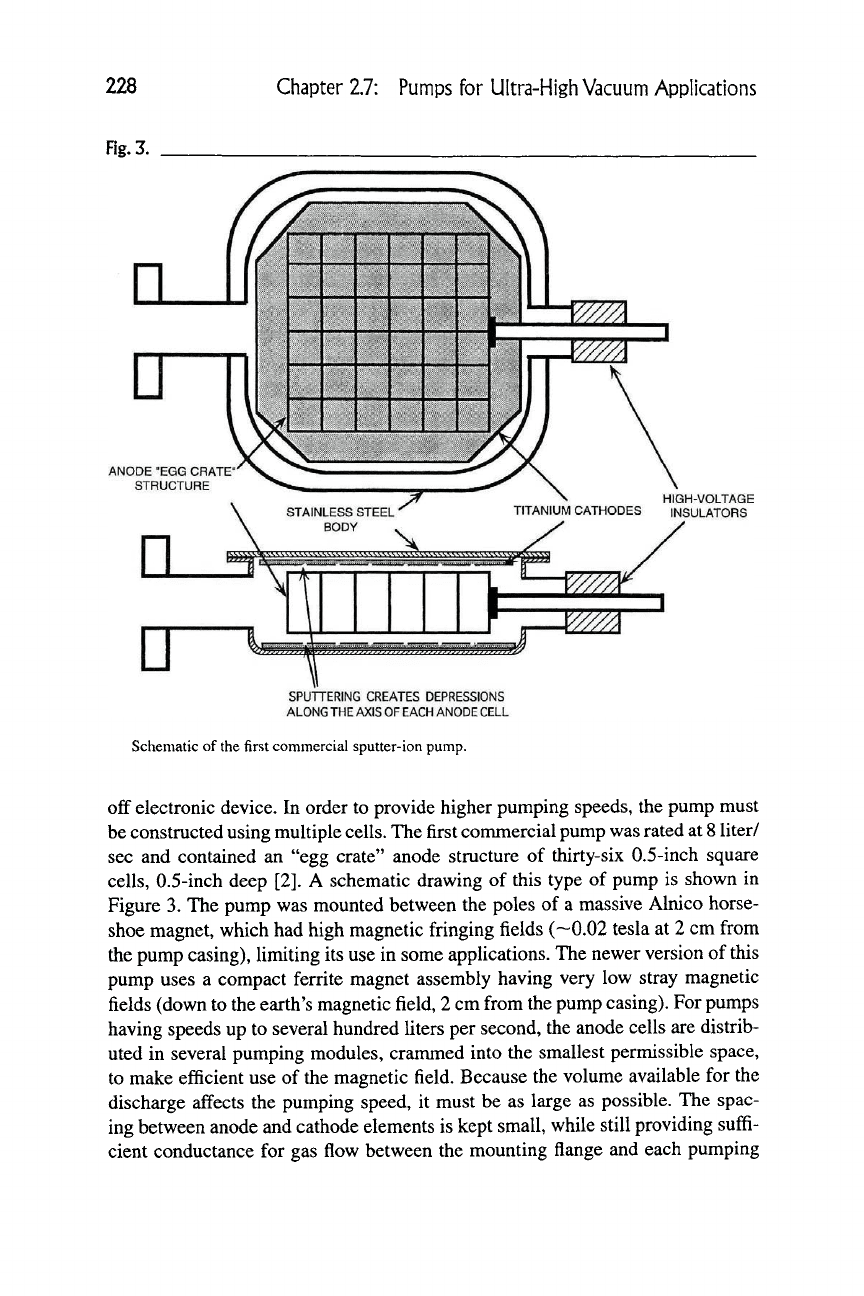
The variation in the pumping speed of a sputter-ion pump is a very complex func-
tion, depending on gas species, pressure, and time. Typical pumping speed speci-
fications for a number of gases are given in Table 1. Note the significant differ-
ences between (1) the standard and DI versions of the diode pumps and (2) the
230 Chapter 2.7: Pumps for Ultra-High Vacuum Applications
Table 1
Pumping Speeds (in liters/sec) for Diode and Triode
Sputter-ion Pumps Using Titanium Cathodes,
and for a Diode Pump Using Titanium and Tantalum
Cathodes ("differential" ion pump).
Gas
H2
N2
02
H20
CH4
AT
He
Diode
270
100
60
100
90
1
(20)=
10(25)=
Triode
210
100
60
100
90
30
30
=Differential ion pump using titanium and tantalum
cathodes.
triode pumps. Pumping speeds are often measured at pressures where the speed is
a maximum, in the 10"^ to 10"^ torr range.
We have akeady noted that the speed of a new (i.e., unused) pump will include
a large contribution (30 to 40%) due to ion burial in the cathodes, and that this
contribution will decrease as the impact area becomes saturated with pumped
gas.
In recent years, pump specifications give an indication of the potential mag-
nitude of this drop, which will occur within hours of starting the pump, if the gas
load is sustained at a high level, say in the
10 ~^
torr pressure range, or may con-
tinue as a slow decrease extending over years if the pumping is predominantly in
the UHV range.
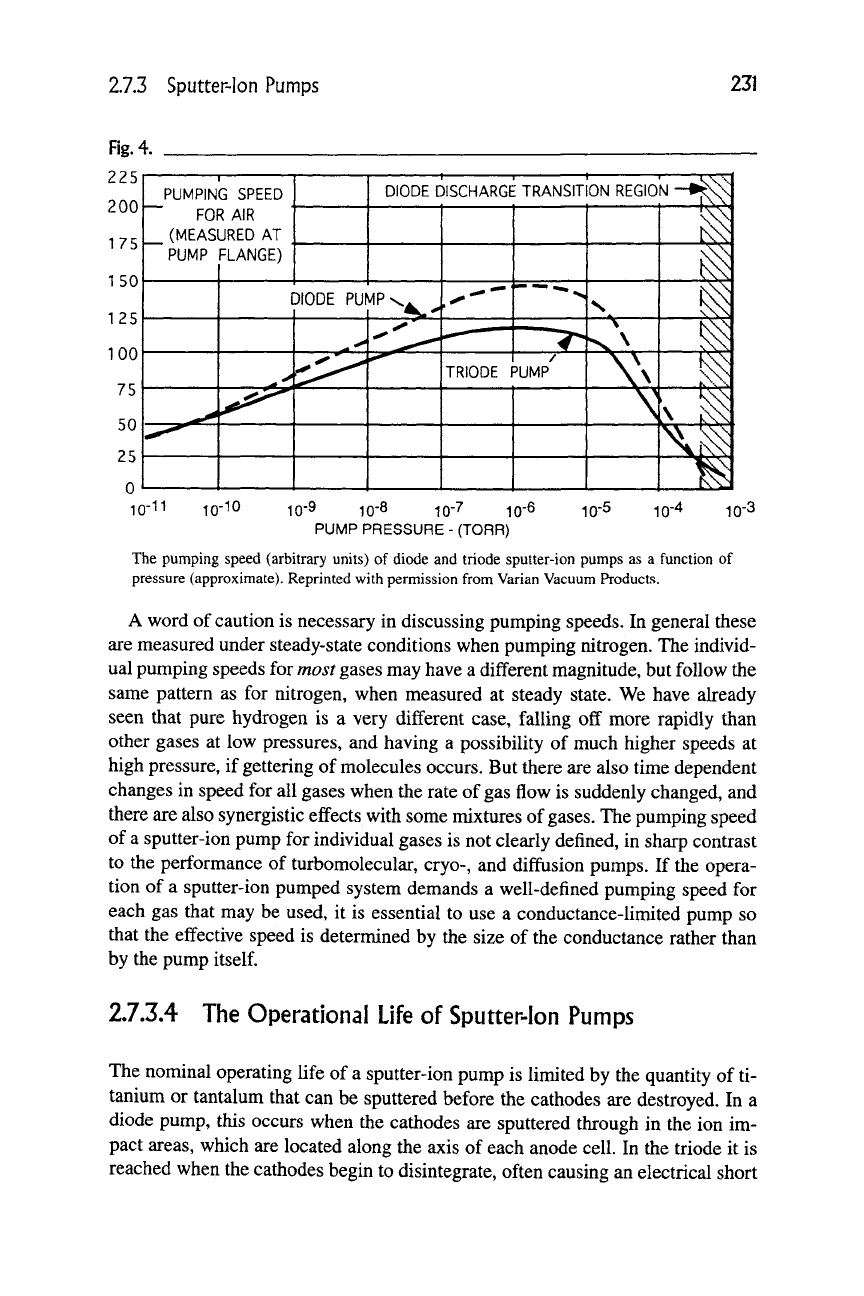
Of even greater importance is the significant decrease in the pumping speed of
a sputter-ion pump, which occurs as the pressure falls. It results from a decrease
in the electron density sustained in the anode volume of each pump cell. In the
early pump designs, with anode cells the order of 0.5-inch diameter or 0.5-inch
square, the pumping speed, measured for nitrogen at 1 X 10"^ torr, was only
10%
of that at 10"^ torr. Substitution of anode cells with diameters exceeding
0.75-inch, has greatly improved the low-pressure performance of many pumps;
the speed falls off fairly steadily with decreasing pressure, to around 50% at
10 ~^^
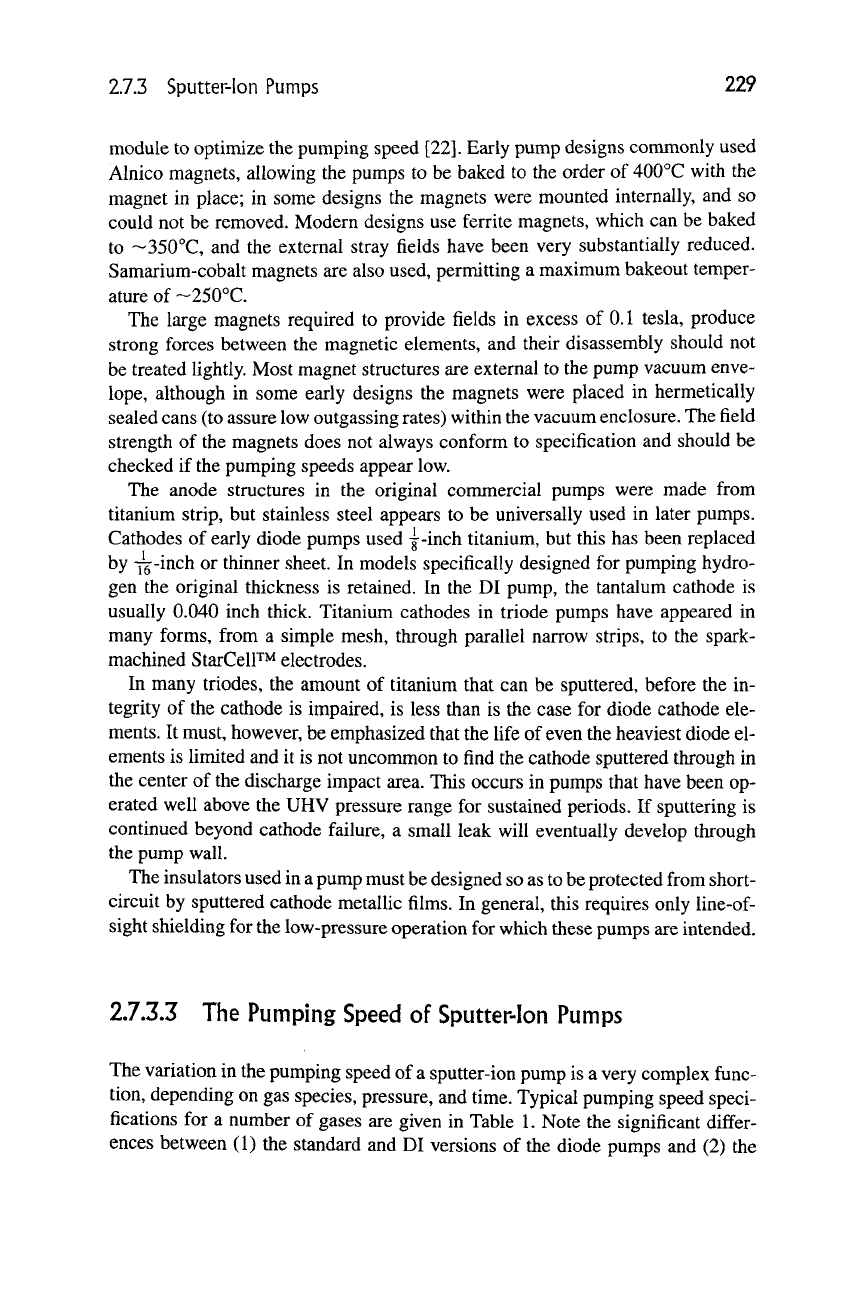
torr. Figure 4 shows typical pumping speed curves for both diode and tri-
ode pumps. When a common pump body and magnet assembly is used for both a
diode and a triode configuration, the triode must use a shorter-length anode, so as
to leave space for inserting the additional sputter-cathode structure. This results
in a lower pumping speed for each individual cell; in some cases, compensation is
introduced by decreasing the diameter of the anode cells in the triode elements so
as to acconmiodate a greater number of
cells;
this change causes some decrease in
the pumping speed at very low pressures, compared to the pumping speed of the
corresponding diode pump.
2.7.3 Sputter-Ion Pumps
231
Fig.
4.
225
200
175
150
125
100
75
50
25
0
10-11 10-10
I"
" r —
1 PUMPING SPEED
1
FOR AIR
1 (MEASURED
AT
pPUMP
^^^"^
FLANGE)
[
^^
^^
DIODE
PUf
^^
^^
DIODE DISCHARGE TRANSITION REGION
—•^^
^P..
-;^
^^^^
TRIODE
—
—-^^
/
^'UMP
S
\
^
i
i
i
i
Nix
^
^^
^Sl
10-9 10-8 10-7 10-6
PUMP PRESSURE - (TORR)
10-'
10-4
10"
1-3
The pumping speed (arbitrary units) of diode and triode sputter-ion pumps as a function of
pressure (approximate). Reprinted with permission from Varian Vacuum Products.
A word of caution is necessary in discussing pumping speeds. In general these
are measured under steady-state conditions when pumping nitrogen. The individ-
ual pumping speeds for most gases may have a different magnitude, but follow the
same pattern as for nitrogen, when measured at steady state. We have already
seen that pure hydrogen is a very different case, falling off more rapidly than
other gases at low pressures, and having a possibility of much higher speeds at
high pressure, if gettering of molecules occurs. But there are also time dependent
changes in speed for all gases when the rate of gas flow is suddenly changed, and
there are also synergistic effects with some mixtures of
gases.
The pumping speed
of a sputter-ion pump for individual gases is not clearly defined, in sharp contrast
to the performance of turbomolecular, cryo-, and diffusion pumps. If the opera-
tion of a sputter-ion pumped system demands a well-defined pumping speed for
each gas that may be used, it is essential to use a conductance-limited pump so
that the effective speed is determined by the size of the conductance rather than
by the pump
itself.
2.7.3.4 The Operational Life of Sputter-Ion Pumps
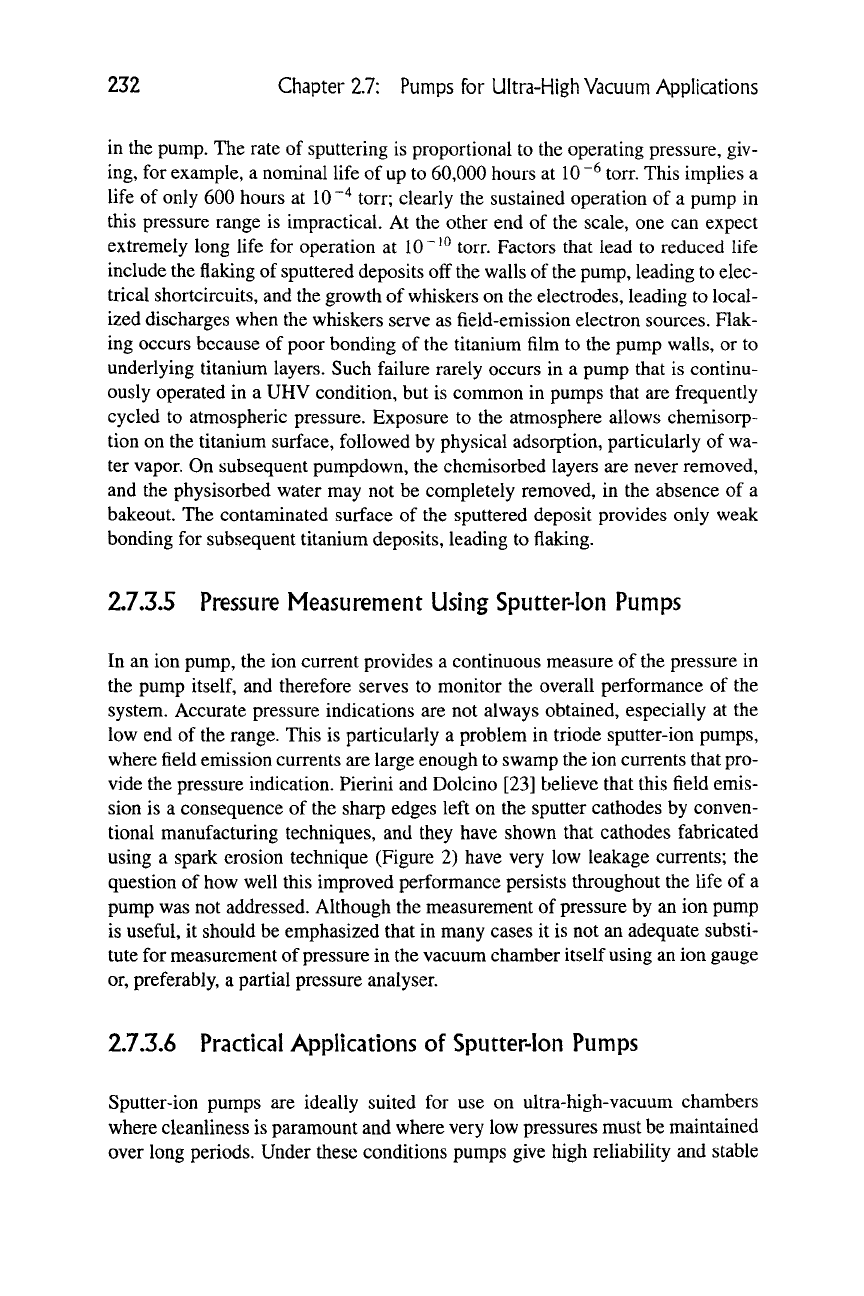
The nominal operating life of a sputter-ion pump is limited by the quantity of ti-
tanium or tantalum that can be sputtered before the cathodes are destroyed. In a
diode pump, this occurs when the cathodes are sputtered through in the ion im-
pact areas, which are located along the axis of each anode cell. In the triode it is
reached when the cathodes begin to disintegrate, often causing an electrical short
232 Chapter 2.7: Pumps for Ultra-High
Vacuum
Applications
in the pump. The rate of sputtering is proportional to the operating pressure, giv-
ing, for example, a nominal life of up to 60,000 hours at
10
"^ torr. This implies a
life of only 600 hours at
10 ""^
torr; clearly the sustained operation of a pump in
this pressure range is impractical. At the other end of the scale, one can expect
extremely long life for operation at 10"'^ torr. Factors that lead to reduced life
include the flaking of sputtered deposits off the walls of the pump, leading to elec-
trical shortcircuits, and the growth of whiskers on the electrodes, leading to local-
ized discharges when the whiskers serve as field-emission electron sources. Flak-
ing occurs because of poor bonding of the titanium film to the pump walls, or to
underlying titanium layers. Such failure rarely occurs in a pump that is continu-
ously operated in a UHV condition, but is common in pumps that are frequently
cycled to atmospheric pressure. Exposure to the atmosphere allows chemisorp-
tion on the titanium surface, followed by physical adsorption, particularly of wa-
ter vapor. On subsequent pumpdown, the chcmisorbed layers are never removed,
and the physisorbed water may not be completely removed, in the absence of a
bakeout. The contaminated surface of the sputtered deposit provides only weak
bonding for subsequent titanium deposits, leading to flaking.
2.7.3.5 Pressure Measurement Using Sputter-Ion Pumps
In an ion pump, the ion current provides a continuous measure of the pressure in
the pump
itself,
and therefore serves to monitor the overall performance of the
system. Accurate pressure indications are not always obtained, especially at the
low end of the range. This is particularly a problem in triode sputter-ion pumps,
where field emission currents are large enough to swamp the ion currents that pro-
vide the pressure indication. Pierini and Dolcino [23] believe that this field emis-
sion is a consequence of the sharp edges left on the sputter cathodes by conven-
tional manufacturing techniques, and they have shown that cathodes fabricated
using a spark erosion technique (Figure 2) have very low leakage currents; the
question of how well this improved performance persists throughout the life of a
pump was not addressed. Although the measurement of pressure by an ion pump
is useful, it should be emphasized that in many cases it is not an adequate substi-
tute for measurement of pressure in the vacuum chamber itself using an ion gauge
or, preferably, a partial pressure analyser.
2.7.3.6 Practical Applications of Sputter-Ion Pumps
Sputter-ion pumps are ideally suited for use on ultra-high-vacuum chambers
where cleanliness is paramount and where very low pressures must be maintained
over long periods. Under these conditions pumps give high reliability and stable
2.7.3 Sputter-Ion Pumps
233
operation, with long life. Bakeout of a complete system, including the ion pump,
assures rapid degassing, and the achievement of the system ultimate pressure
within one or two days (depending on the bakeout temperature). Of primary im-
portance is the fact that system operation is virtually fail safe with a system iso-
lated from the atmosphere; for example, an all-metal, leak-tight system, left with-
out pump operation in excess of one year, pumped down to an ultimate in the low
10
"^ torr range within hours of turning the sputter-ion pump back on.
At low pressures, sputter-ion pumps require very little power to operate and
their use on portable systems, using a battery-operated power supply, is entirely
feasible. Sputter-ion pumps also find great application in particle accelerators and
in electron storage rings where they must reliably maintain pressures of 10~*^
torr or less in vacuum chambers, which can be on the order of miles in length. In
some cases the pump elements are inserted into the vacuum chamber and operate
in the high magnetic fields of the device
itself.
Distributed pumping systems are
particularly appropriate where the vacuum chamber is a very long, small-diameter
tube,
where the conductance of the tube is so low that the pumping points must be
fairly close together.
Sputter-ion pumps are not well suited for use on systems that operate for long
periods with a high throughput of gas at pressures in the 10"^ torr range or
higher, or where there is a substantial flux of
organics.
In such instances the use of
turbomolecular or cryopump would be a more appropriate choice.
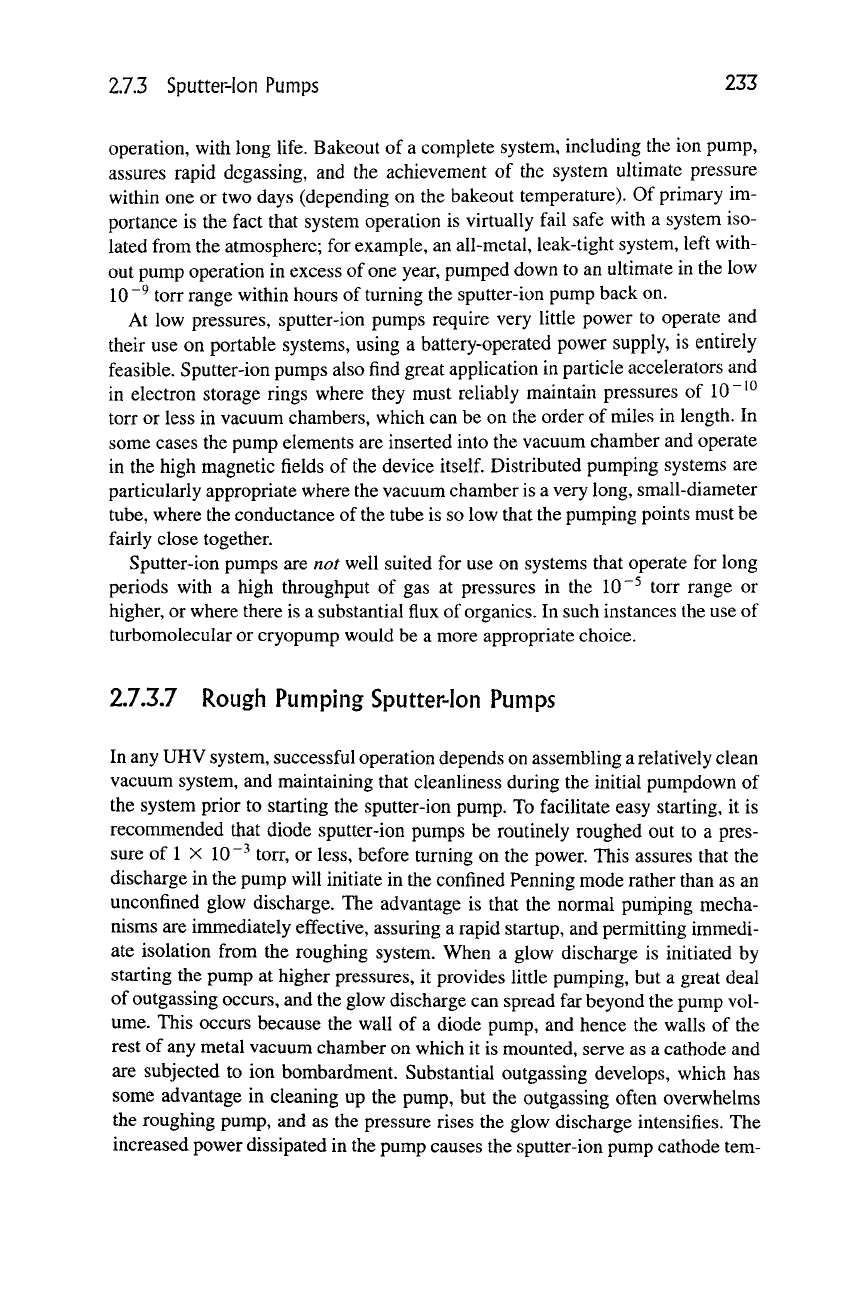
2.7.3.7 Rough Pumping Sputter-Ion Pumps
In any UHV system, successful operation depends on assembling
a
relatively clean
vacuum system, and maintaining that cleanliness during the initial pumpdown of
the system prior to starting the sputter-ion pump. To facilitate easy starting, it is
recommended that diode sputter-ion pumps be routinely roughed out to a pres-
sure of
1
X
10
~-^
torr, or less, before turning on the power. This assures that the
discharge in the pump will initiate in the confined Penning mode rather than as an
unconfined glow discharge. The advantage is that the normal puniping mecha-
nisms are immediately effective, assuring a rapid startup, and permitting immedi-
ate isolation from the roughing system. When a glow discharge is initiated by
starting the pump at higher pressures, it provides little pumping, but a great deal
of outgassing occurs, and the glow discharge can spread far beyond the pump vol-
ume.
This occurs because the wall of a diode pump, and hence the walls of the
rest of any metal vacuum chamber on which it is mounted, serve as a cathode and
are subjected to ion bombardment. Substantial outgassing develops, which has
some advantage in cleaning up the pump, but the outgassing often overwhelms
the roughing pump, and as the pressure rises the glow discharge intensifies. The
increased power dissipated in the pump causes the sputter-ion pump cathode tem-
234 Chapter 2.7: Pumps for Ultra-High Vacuum Applications
perature to increase rapidly. Cathode temperatures above 400°C have been mea-
sured, causing dissociation of the titanium hydride, the rapid release of hydrogen
putting further demands on the roughing system. The quantities of hydrogen in-
volved can be large in pumps that have been in service for a long time, especially
those that have been cycled frequently to atmospheric pressure (with consequent
exposure to moisture). The starting pressure for a triode pump is not so critical as
for the diode pump [16], for any glow discharge is confined to the pump body; the
walls of the pump operate at anode potential and are not subjected to ion bom-
bardment, thus limiting the outgassing.
From a practical viewpoint, if the roughing pressure starts to increase when the
power to a diode pump is turned on, do not wait more than a minute or two before
shutting the power off, or the body of the pump will become exceedingly hot.
With the pump power off, continue roughing until the pump has cooled, and only
then try to restart the pump, after the pressure has fallen below that which existed
when the pump was originally started.
An oil-sealed mechanical pump can readily achieve the pressure necessary to
start an ion pump, but at 1 X
10 ~^
torr, the foreline will normally be in the free
molecular flow region, allowing backstreaming of pump oil into the UHV system.
Use of an efficient foreline trap will minimize oil contamination, provided that
the trap is well maintained, and reactivated as required; unfortunately, it is diffi-
cult to establish any simple way of determining when reactivation is necessary
short of using a mass spectrometer to look for the presence of oil on the system
side of the trap. The useful life of a trap depends on too many factors, and a con-
servative approach is advisable. To be quite sure of the most effective trapping,
consider reactivating the trap immediately before each use; this is not particularly
onerous, because many UHV systems are only rarely cycled up to atmospheric
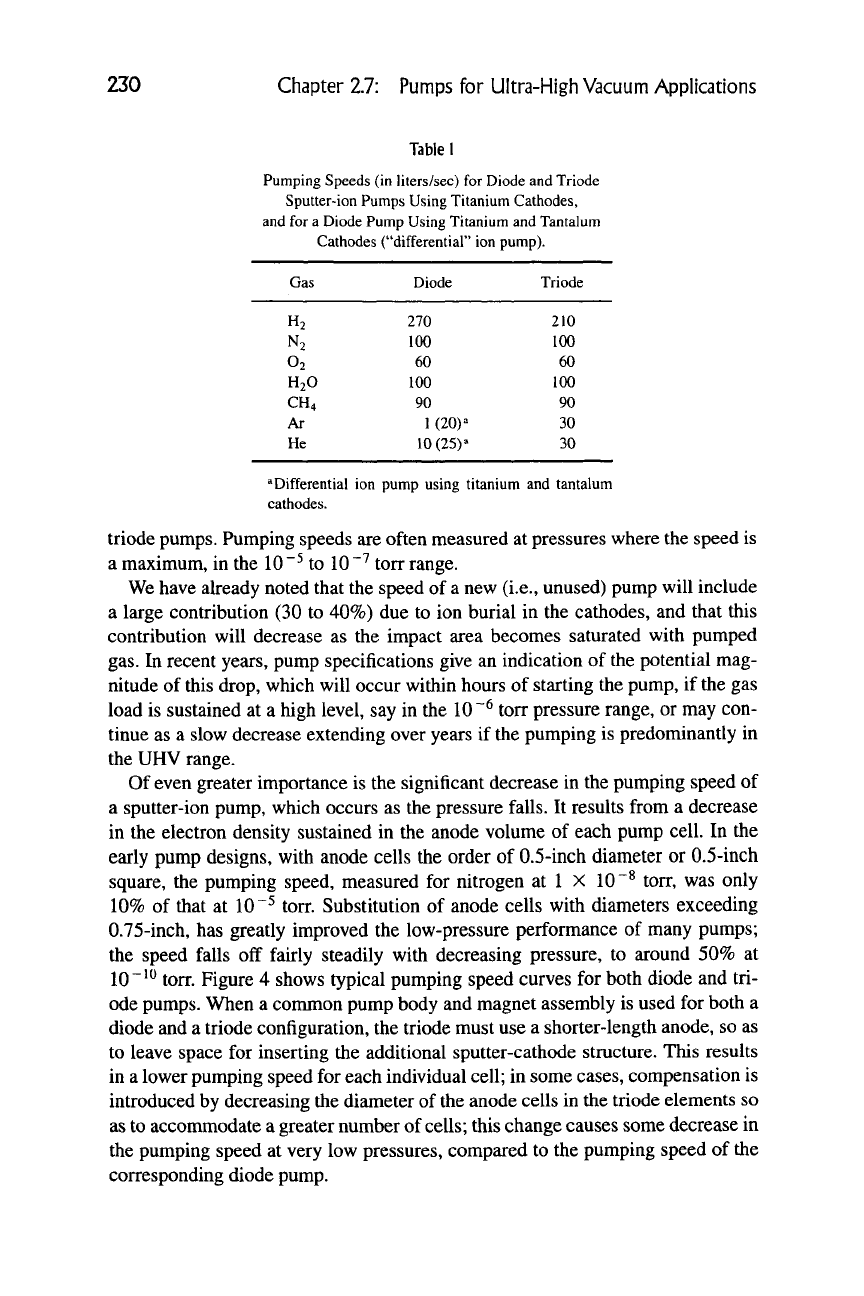
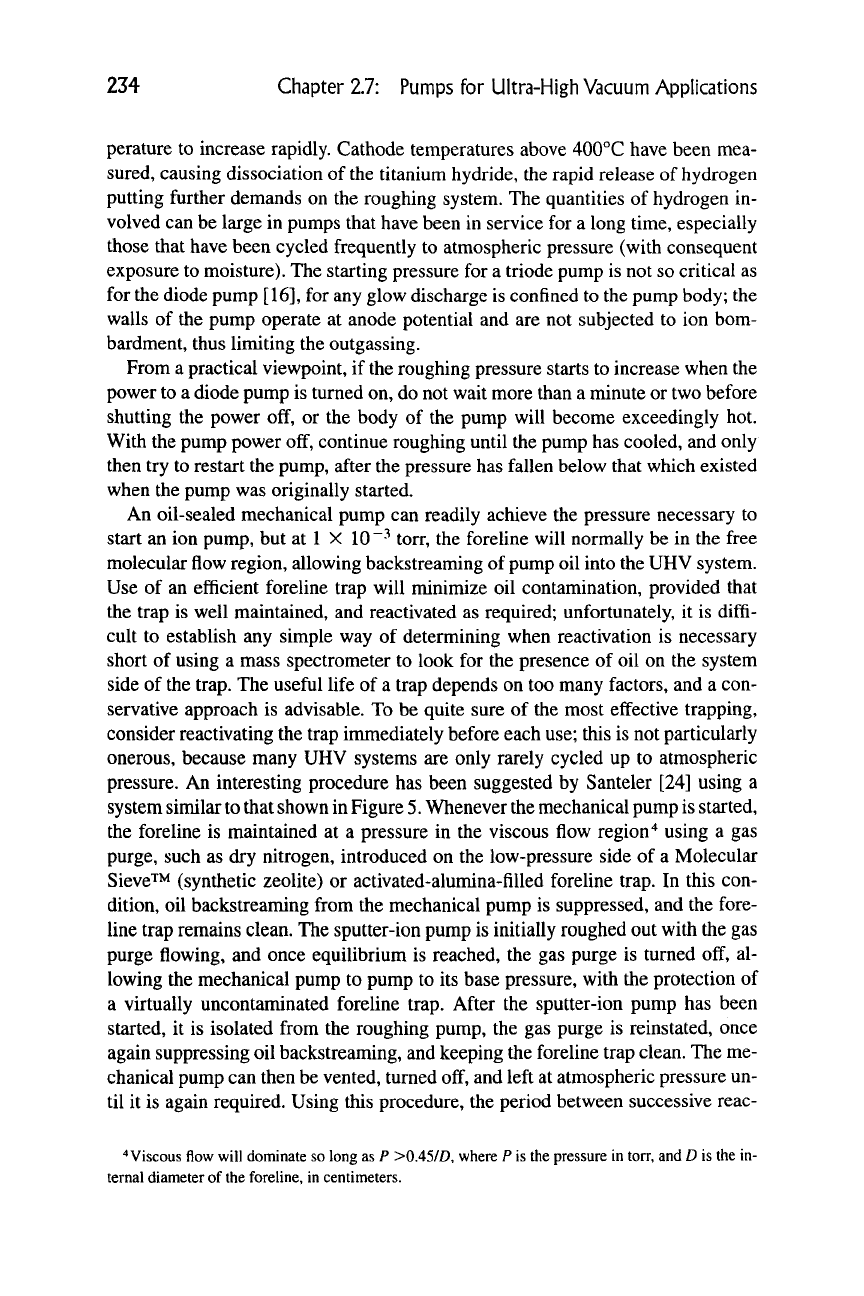
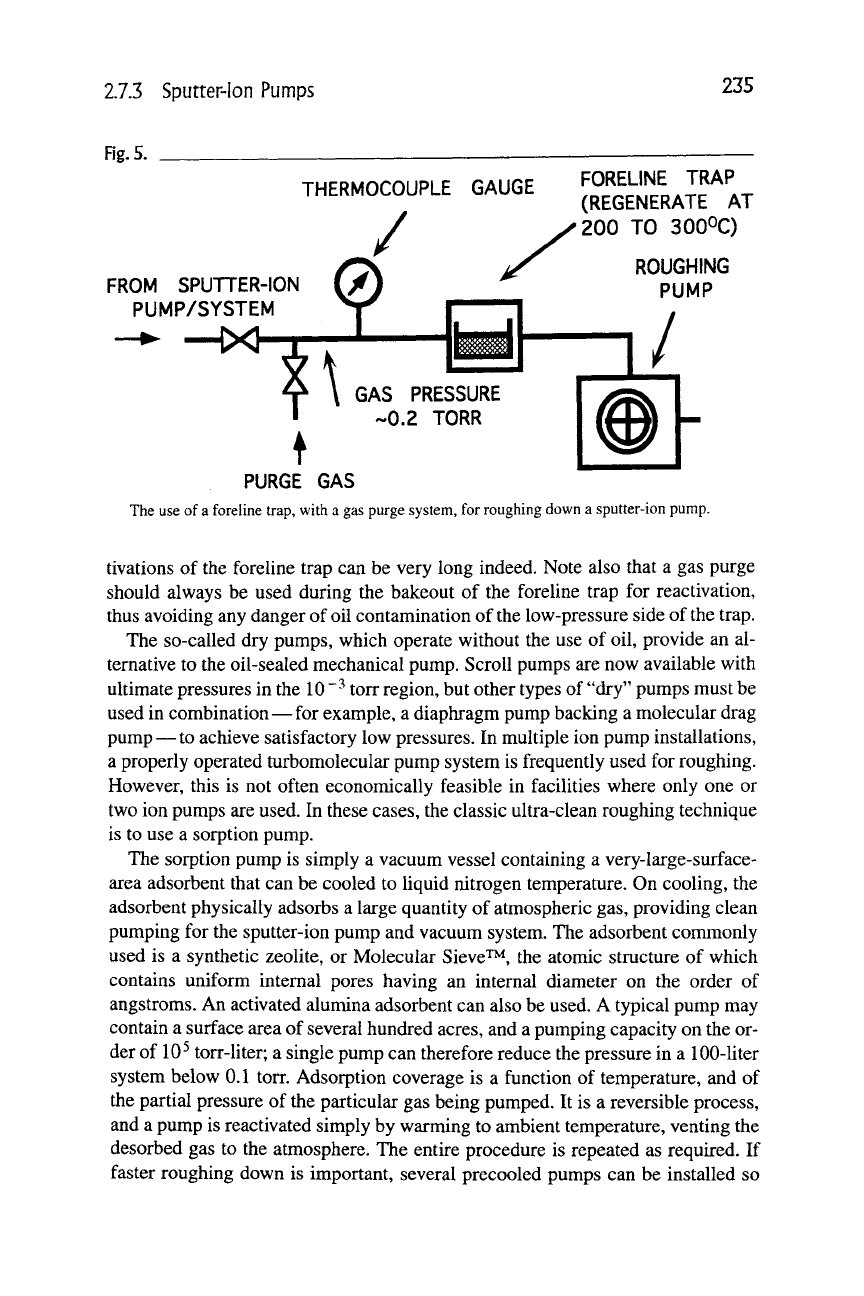
pressure. An interesting procedure has been suggested by Santeler [24] using a
system similar
to
that shown in Figure
5.
Whenever the mechanical pump is started,
the foreline is maintained at a pressure in the viscous flow region"^ using a gas
purge, such as dry nitrogen, introduced on the low-pressure side of a Molecular
Sieve^M (synthetic zeolite) or activated-alumina-filled foreline trap. In this con-
dition, oil backstreaming from the mechanical pump is suppressed, and the fore-
line trap remains clean. The sputter-ion pump is initially roughed out with the gas
purge flowing, and once equilibrium is reached, the gas purge is turned off, al-
lowing the mechanical pump to pump to its base pressure, with the protection of
a virtually uncontaminated foreline trap. After the sputter-ion pump has been
started, it is isolated from the roughing pump, the gas purge is reinstated, once
again suppressing oil backstreaming, and keeping the foreline trap clean. The me-
chanical pump can then be vented, turned off, and left at atmospheric pressure un-
til it is again required. Using this procedure, the period between successive reac-
'* Viscous flow will dominate so long as P >0.45/D, where P is the pressure in torr, and D is the in-
ternal diameter of the foreline, in centimeters.
2.7.3 Sputter-Ion Pumps
235
Fig.
5.
THERMOCOUPLE GAUGE
/
FROM SPUTTER-ION
PUMP/SYSTEM
?\
i
FORELINE TRAP
(REGENERATE AT
200 TO 3000C)
ROUGHING
PUMP
GAS PRESSURE
-0.2 TORR
PURGE GAS
The use of
a
foreline trap, with a gas purge system, for roughing down a sputter-ion pump.
tivations of the foreline trap can be very long indeed. Note also that a gas purge
should always be used during the bakeout of the foreline trap for reactivation,
thus avoiding any danger of
oil
contamination of
the
low-pressure side of the trap.
The so-called dry pumps, which operate without the use of oil, provide an al-
ternative to the oil-sealed mechanical pump. Scroll pumps are now available with
ultimate pressures in the
10
"^ torr region, but other types of "dry" pumps must be
used in combination—for example, a diaphragm pump backing a molecular drag
pump —
to
achieve satisfactory low pressures. In multiple ion pump installations,
a properly operated turbomolecular pump system is frequently used for roughing.
However, this is not often economically feasible in facilities where only one or
two ion pumps are used. In these cases, the classic ultra-clean roughing technique
is to use a sorption pump.
The sorption pump is simply a vacuum vessel containing a very-large-surface-
area adsorbent that can be cooled to liquid nitrogen temperature. On cooling, the
adsorbent physically adsorbs a large quantity of atmospheric gas, providing clean
pumping for the sputter-ion pump and vacuum system. The adsorbent conmionly
used is a synthetic zeohte, or Molecular Sieve^^, the atomic structure of which
contains uniform internal pores having an internal diameter on the order of
angstroms. An activated alumina adsorbent can also be used. A typical pump may
contain a surface area of several hundred acres, and a pumping capacity on the or-
der of 10^ torr-liter; a single pump can therefore reduce the pressure in a 100-liter
system below 0.1 torr. Adsorption coverage is a function of temperature, and of
the partial pressure of the particular gas being pumped. It is a reversible process,
and a pump is reactivated simply by warming to ambient temperature, venting the
desorbed gas to the atmosphere. The entire procedure is repeated as required. If
faster roughing down is important, several precooled pumps can be installed so
236 Chapter 2.7: Pumps for Ultra-High Vacuum Applications
as to avoid the delay introduced by the process of regeneration. It must be em-
phasized that the saturated pump contains sufficient gas to develop a pressure of
many atmospheres in the pump volume on warmup, and it is mandatory to in-
clude a pressure-relief valve on the pump to avoid overpressure during either a
routine, or accidental regeneration.
Although the operating principle of the sorption pump is very simple, a spe-
cific mode of operation is necessary to reach pressures below 1 X
10
"^ torr. The
reason is that, although most gases in the atmosphere are strongly adsorbed on
surfaces at liquid nitrogen temperature, giving equilibrium pressures well below
the
10 ""^
torr range, three common gases—helium, hydrogen, and neon—are
not effectively physically adsorbed. These gases are present in the atmosphere at
a total pressure of~2 X 10"-^ torr, and even if a regenerated sorption pump
is used to pump the chamber to an equilibrium condition, well over 50% of these
three gases will remain in the gas phase. Consequently, the ultimate pressure will
remain in the high 10"-^ torr region, too high to comfortably start a well-used
diode pump. Fortunately a simple procedure can remove most of these gases.
When the first sorption pump is opened to a vacuum chamber at atmospheric
pressure, the gas flow from the chamber to the pump will be in the viscous flow
regime, and typically will continue in that state until the pressure in the roughing
line falls to a few tenths of a torr. In the viscous flow regime, all components of
the atmosphere are swept along into the pump, and the viscous flow of gas will
prevent any untrapped gas from diffusing upstream, and escaping from the pump.
In short, any neon, helium, and hydrogen in the pump volume will be trapped
there, so long as the pump is valved off while viscous flow still dominates. If the
first round of sorption pumping is used to exhaust the chamber to only 7.6 torr,
then roughly 7.6/760, or 1% of the untrapped gases will be left in the vacuum
chamber, equivalent to a total pressure of these gases of ~2 X
10""*
torr. Succes-
sive stages of sorption pumping can then be used to reduce the pressure of the re-
maining adsorbable gases to the required level.
Sorption pumping is an inherently clean roughing technique. It is relatively
cumbersome, but the speed of a typical pump is the order of
5
liter/sec, i.e., close
to that of a 10-cfm mechanical pump. In practice, an ultra-high-vacuum system is
rarely vented to the atmosphere, and a cumbersome procedure can usually be tol-
erated if it occurs only at intervals of several months! If any zeolite powder is
blown into the vacuum chamber, it can play havoc with the sealing surfaces of
any all-metal valves, but this problem can be avoided with appropriate handling
of the pumps.
2.7.3.8 Starting Up and Running Sputter-Ion Pumps
For most UHV systems, bakeout of the vacuum chamber is performed using
the sputter-ion pump as the sole pump, and no attempt is made to fully outgas the