Higgins R.A. Engineering Metallurgy: Applied Physical Metallurgy
Подождите немного. Документ загружается.

of the main advantages of cyanide-hardening is that pyrometric control is
so much more satisfactory with a liquid bath. Moreover, after treatment
the basket of work can be quenched. This not only produces the necessary
hardness but also gives a clean surface to the components. The process is
particularly useful in obtaining shallow cases of 0.10-0.25 mm, though
case depths up to 0.5 mm are used. Salt-bath carburising is used mainly
for small parts requiring a shallow case depth. It is an economical process
since the rate of heating is rapid due to the high heat-capacity of the liquid
bath and the quick transfer of heat to the work. This reduces the total time
of treatment.
It is believed that sodium cyanide, NaCN, is oxidised at the surface of
the molten bath:
The sodium cyanate, NaCNO, thus formed diffuses into the bath and
decomposes at the surface of the steel:
dissolves in steel
The carbon atoms dissolve interstitially in steel as they do in pack carburis-
ing, but in this process they are accompanied by nitrogen (which is released
in the suitable atomic form). Nitrogen also increases the hardness of the
case by forming nitrides as it does in the nitriding process (19.40).
Cyanides are, of course, extremely poisonous, and every precaution
must be taken to avoid inhaling the fumes from a pot. Every pot should
be fitted with an efficient fume-extracting hood. Likewise the salts should
in no circumstances be allowed to come into contact with an open wound.
Needless to say, the consumption of food by operators whilst working in
the shop containing the cyanide pots should be absolutely forbidden. Dis-
posal of cyanide wastes is also a problem. Effluents containing even small
quantities of cyanides will destroy bacteria used in purifying sewage, conse-
quently the disposal of these wastes must be rigorously controlled.
19.23 Gas Carburising is carried out in both batch-type and continu-
ous furnaces (13.20—Pt. 2) and in recent years has become by far the most
popular method for mass-production carburising, particularly when thin
cases are required. Not only is it a cleaner process but the necessary plant
is also more compact for a given output. Moreover the carbon content of
the case can be controlled more accurately and easily than in either 'solid'
or 'liquid' carburising.
The work is heated at about 900
0
C for three to four hours in an atmos-
phere containing gases which will deposit carbon atoms by decomposition
at the work piece surfaces. This atmosphere is generally based on the
hydrocarbons methane ('natural gas') CH
4
; and propane, C
3
H
8
, which are
either partially burnt in the furnace or are diluted with a 'carrier' gas in
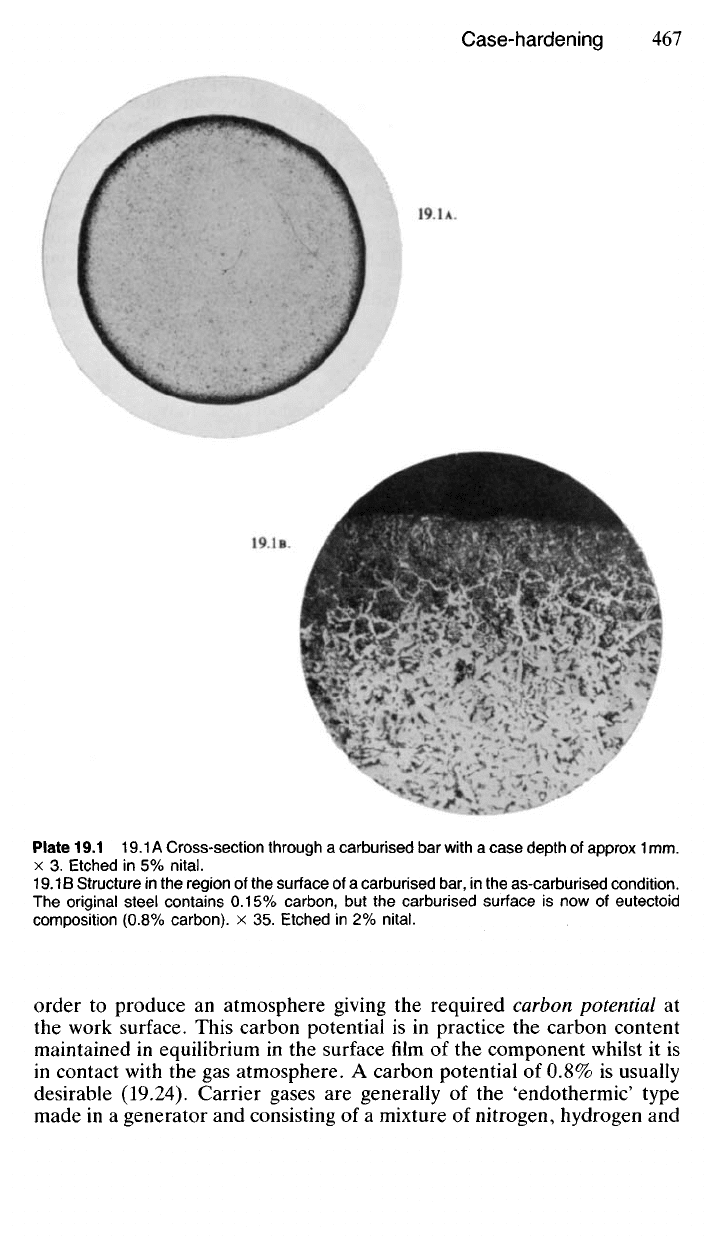
Plate 19.1
19.1
A Cross-section through a carburised bar with a case depth of approx
1
mm
x 3. Etched in 5%
nital.
19.1
B Structure in the region of the surface of a carburised bar, in the as-carburised condition
The original steel contains 0.15% carbon, but the carburised surface is now of eutectoid
composition (0.8% carbon), x 35. Etched in 2%
nital.
order to produce an atmosphere giving the required carbon potential at
the work surface. This carbon potential is in practice the carbon content
maintained in equilibrium in the surface film of the component whilst it is
in contact with the gas atmosphere. A carbon potential of 0.8% is usually
desirable (19.24). Carrier gases are generally of the 'endothermic' type
made in a generator and consisting of a mixture of nitrogen, hydrogen and
19.1A.
19.1B.

carbon monoxide. The active agent in the atmosphere is carbon monoxide
as it is in so-called 'solid' carburising:
2CO ^ CO
2
+ C (at the work surface) (1)
The atomic carbon thus released dissolves interstitially in the surface of
the austenitic work pieces. Methane present in the atmosphere probably
also releases carbon atoms:
CH
4
^ 2H
2
+ C (at work surface) (2)
The 'water gas reaction' may also be responsible for carburising:
CO + H
2
^± H
2
O + C (at work surface) (3)
Carbon dioxide formed in (1) probably reacts with methane:
CO
2
+ CH
4
^ 2H
2
+ 2CO (away from the work surface) (4)
The concentration of carbon monoxide is thus maintained so that carburis-
ing continues.
The relative proportions of hydrocarbon and carrier are adjusted to give
the desired carburising rate. Thus, the concentration gradient of carbon in
the surface can be flattened by prolonged treatment in a less rich carburis-
ing atmosphere. Control of this type is possible only with gaseous media.
There are a number of different methods by which the composition of the
carburising atmosphere can be continually monitored, so that the carbon
potential can be accurately controlled.
At present investigational work on 'plasma carburising' is taking place.
This is similar in principle to 'ionitriding' or 'ion implantation' (19.43)
but low-pressure nitrogen is replaced by low-pressure hydrocarbons. This
process, if successfully developed, would lead to a big saving of natural
gas.
It is claimed that a case of one millimetre depth can be produced in
thirty minutes.
19.24 Heat-treatment after Carburising If carburising has been cor-
rectly carried out, the core will still be of low carbon content (0.1-0.2%
carbon), whilst the case should preferably have a carbon content of no
more than 0.8% C (the eutectoid composition). If the carbon content of
the case is higher than this then a network of primary cementite will
coincide with the grain-boundary sites of the original austenite giving rise
to intercrystalline brittleness and consequent exfoliation (or peeling) of the
case during service. Even if this does not occur any cracks arising from the
presence of primary cementite may initiate fatigue failure. Moreover a
case containing 1.0% or more carbon may be soft at the surface after
quenching due to retention of austenite.
After the component has been carburised heat-treatment will be neces-
sary both to strengthen and toughen the core and to harden the case. At
the same time prolonged heating in the austenitic range during carburising
will have introduced coarse grain to the whole structure, so that a heat-
treatment programme which will also refine the grain is desirable if the
optimum properties are to be attained. For components which have been
pack- or liquid-carburised to produce deep cases, a double heat-treatment
is preferable to refine both core and case separately, as well as to harden
the case and strengthen the core.
19.25 Refining the Core The component is first heat-treated with the
object of refining the grain of the core and consequently toughening it.
This is effected by heating it to just above its upper critical temperature
(about 880
0
C for the core) when the coarse ferrite/pearlite structure will
be replaced by fine austenite crystals. The component is then water-
quenched so that a fine ferrite/bainite/martensite structure is obtained in
the core.
The core-refining temperature of 880
0
C is, however, still high above the
upper critical temperature for the case, so that, at the quenching tempera-
ture,
the case may consist of large austenite grains. On quenching these
will result in the formation of coarse brittle martensite. Further treatment
of the case is therefore necessary.
19.26 Refining the Case The component is now heated to about
760
0
C,
so that the coarse martensite of the case changes to fine-grained
austenite. Quenching then gives a fine-grained martensite in the case.
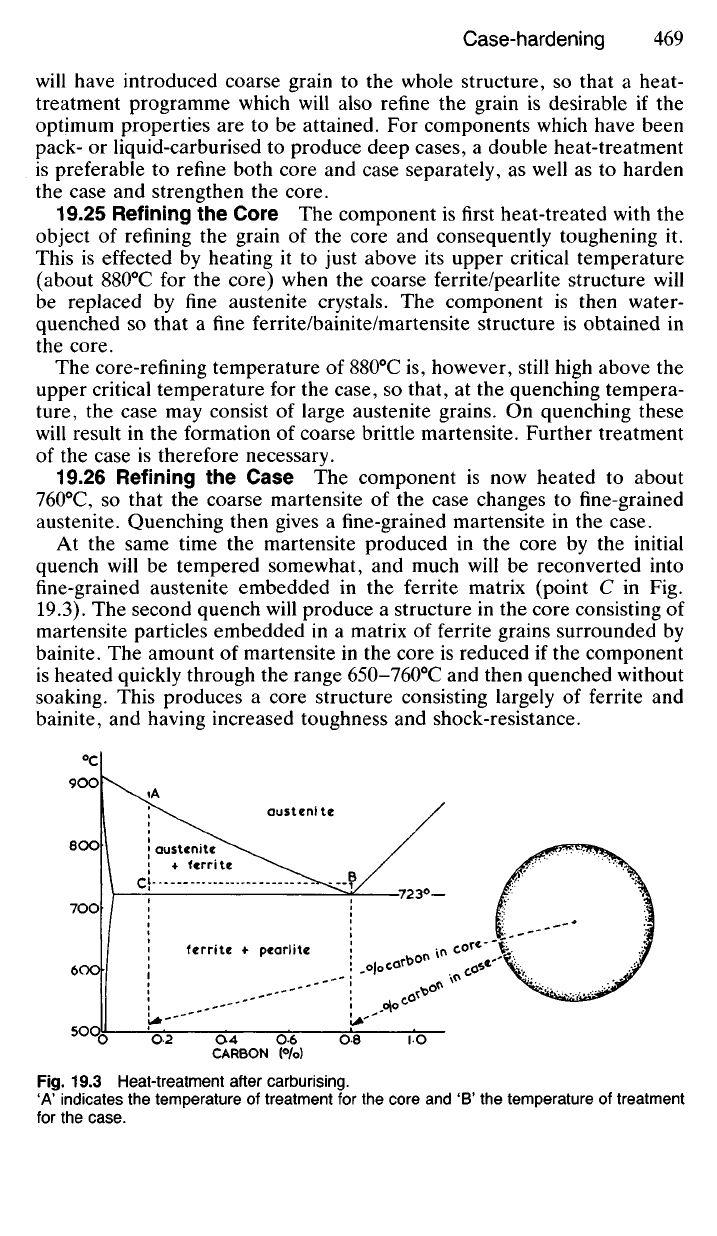
At the same time the martensite produced in the core by the initial
quench will be tempered somewhat, and much will be reconverted into
fine-grained austenite embedded in the ferrite matrix (point C in Fig.
19.3).
The second quench will produce a structure in the core consisting of
martensite particles embedded in a matrix of ferrite grains surrounded by
bainite. The amount of martensite in the core is reduced if the component
is heated quickly through the range 650-760
0
C and then quenched without
soaking. This produces a core structure consisting largely of ferrite and
bainite, and having increased toughness and shock-resistance.
°c
austenite
austenite
• ferrite
ferrite
+
pearlite
CARBON
(°/o)
Fig.
19.3
Heat-treatment after carburising.
'A' indicates
the
temperature
of
treatment
for the
core
and 'B' the
temperature
of
treatment
for
the
case.
Finally, the component is tempered at between 160
0
C and 220
0
C to re-
lieve any quenching strains present in the case.
19.27 The above comprehensive heat-treatment may be regarded as
the counsel of perfection and would be that applied to important
components in which cases of considerable depth had been produced and
in which the necessarily prolonged carburising cycle had given rise to coarse
grain. The core-refining process would also cause some reduction in the
high carbon content at the skin to a more acceptable value nearer 0.8%,
thus reducing the chance of primary cementite networks at the surface. For
thinner cases and lower quality work generally, modified heat-treatment is
prevalent.
When thin cases (below 0.5 mm) are involved the component may be
quenched direct from the carburising process with obvious advantages
economically. The shorter carburising time will not have produced grain
growth to the same extent as more prolonged treatment. With cases of
intermediate thickness (0.5-1.25 mm) a component may be cooled slowly
from the carburising temperature and given a single treatment by re-
heating to 820
0
C as a compromise between the upper and lower critical
temperatures (for the core), water-quenched and finally tempered at
between 160
0
C and 220
0
C. The case will then be hard though slightly
coarse-grained whilst the core will consist of a ferrite/bainite/martensite
structure. The ferrite will be rather coarse-grained, remaining from the
original carburising and will not be completely redissolved by heating to
820
0
C.
Hence the core will not attain maximum toughness.
Gas carburising gives greater flexibility in heat-treatment. Thus the
actual carburising process may be carried out at 900-940
0
C to give a carbon
content at the surface of 0.8%. When carburising is complete the furnace
temperature can be lowered to 830
0
C and the work then quenched direct
(Fig. 13.7—Pt. 2).
Case-hardening Steels
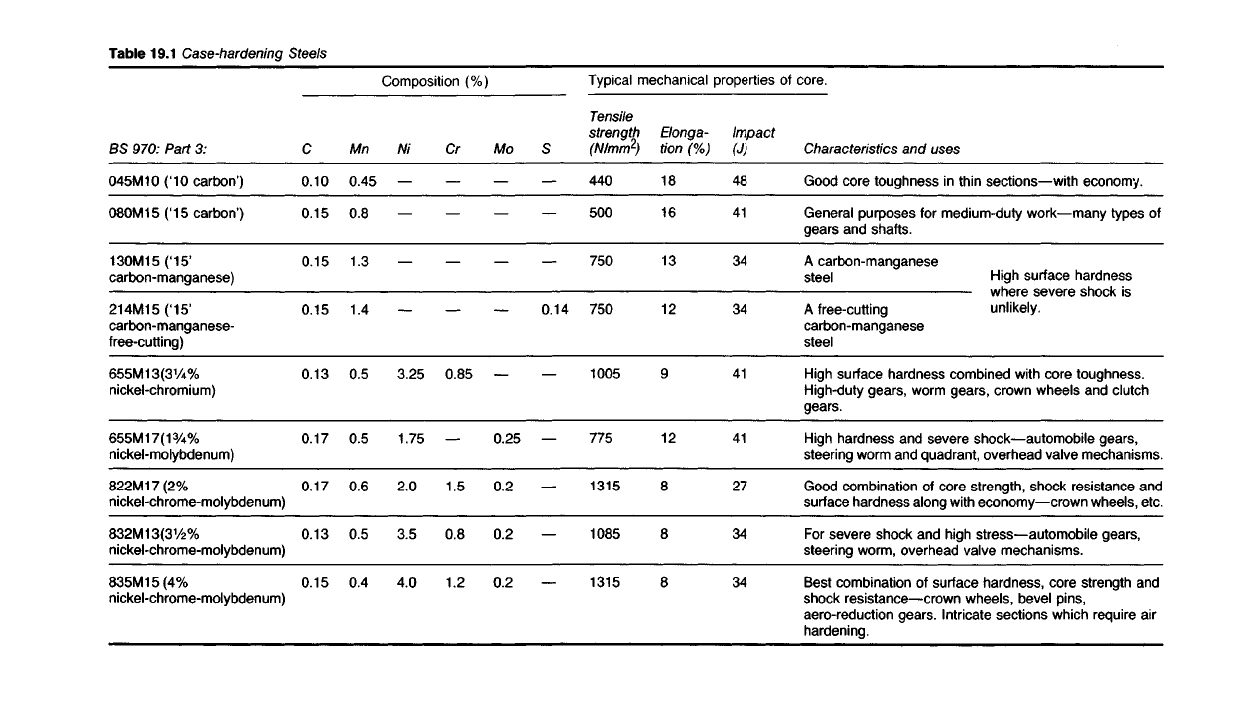
19.30 Plain Carbon Steels used for case-hardening commonly contain
up to 0.2% carbon when maximum toughness and ductility of the core are
required. When higher core strength is necessary the carbon content may
be raised to 0.3%, though it is generally more satisfactory to use an alloy
steel in such circumstances.
Up to 1.4% manganese may be included since it aids carburisation by
stabilising cementite. It also increases the depth of hardening but is liable
to induce cracking during quenching. Silicon tends to graphitise cementite
and, since it retards carburisation, is kept below 0.35%. Thus plain carbon
steels used for case-hardening contain up to 0.3% carbon and up to 1.4%
manganese.
19.31 Alloy Steels for case-hardening contain, additionally, up to
4.5Ni;
1.5Cr;
and 0.3Mo. Higher core-strength without serious loss of
either toughness or ductility are obtained by alloying. Moreover, since the
Table
19.1
Case-hardening
Steels
Typical
mechanical properties
of
core.
Composition
(%)
Characteristics
and
uses
Good core toughness
in
thin sections—with economy.
General purposes
for
medium-duty work—many types
of
gears
and
shafts.
A
carbon-manganese
steel High surface hardness
where
severe shock
is
A
free-cutting unlikely,
carbon-manganese
steel
High surface hardness combined
with
core toughness.
High-duty gears, worm gears, crown wheels
and
clutch
gears.
High hardness
and
severe shock—automobile gears,
steering
worm
and
quadrant, overhead valve mechanisms.
Good combination
of
core strength, shock resistance
and
surface
hardness along with economy—crown wheels,
etc.
For
severe shock
and
high stress—automobile gears,
steering worm, overhead valve mechanisms.
Best
combination
of
surface hardness, core strength
and
shock
resistance—crown wheels, bevel pins,
aero-reduction gears. Intricate sections which require
air
hardening.
Impact
(J)
48
41
34
34
41
41
27
34
34
Elonga-
tion
(%)
18
16
13
12
9
12
8
8
8
Tensile
strength
(N/mm
2
)
440
500
750
750
1005
775
1315
1085
1315
S
0.14
Mo
0.25
0.2
0.2
0.2
Cr
0.85
1.5
0.8
1.2
Ni
3.25
1.75
2.0
3.5
4.0
Mn
0.45
0.8
1.3
1.4
0.5
0.5
0.6
0.5
0.4
C
0.10
0.15
0.15
0.15
0.13
0.17
0.17
0.13
0.15
BS
970:
Part
3:
045M10
('10
carbon
1
)
080M15
('15
carbon')
130M15
('15'
carbon-manganese)
214M15('15'
carbon-manganese-
free-cutting)
655M13(3
1
/4%
nickel-chromium)
655M17(1
3
/4%
nickel-molybdenum)
822M17(2%
nickel-chrome-molybdenum)
832M13(3V
2
%
nickel-chrome-molybdenum)
835M15(4%
nickel-chrome-molybdenum)
critical hardening rates are reduced oil quenching can be used to minimise
the risk of distortion or cracking.
An important function of nickel is to retard grain growth during carburis-
ing and so give a comparatively fine-grained product. For this reason the
core-refining stage in heat-treatment can be dispensed with in some appli-
cations of case-hardened nickel steels with obvious economic advantage,
though this is generally restricted to those in which only a light case has
been produced and in which the presence of a cementite network is
unlikely.
Although nickel retards carburisation and tends to give a softer case
than some plain carbon steels, the case is very wear resistant. Cracking
and exfoliation are also less likely. The addition of chromium increases
hardness and wear-resistance of the case and also stability of the cementite.
It also improves strength of the core with little loss in ductility. Neverthe-
less chromium additions have to be limited because of the tendency of the
metal to promote grain growth with its consequent loss of toughness.
Nitriding
19.40 Nitriding resembles carburising in so far as interstitial penetration
of the solid surface of steel takes place during heating of the work in
contact with the nitriding agent. Whilst in carburising the function of the
carburising agent is to release atoms of carbon at the steel surface, in
nitriding the nitriding agent releases single atoms of nitrogen at the steel
surface so that, in this instance, hardness depends on the formation of hard
nitrides instead of carbides. Whilst it is possible to nitride many types of
steel, high surface hardness is only obtained when using special alloy steels
containing aluminium, chromium, molybdenum or vanadium—elements
which form hard and stable nitrides as soon as they come into contact with
nitrogen atoms at the surface of the work piece.
Fig. 11.7 indicates that iron dissolves up to 0.1% nitrogen at 590
0
C and
that above this amount it begins to form the hard nitride Fe
4
N (y'). This
underlines a very important difference between carburising and nitriding.
Whilst carburising must take place when mild steel is in its austenitic state
at about 900
0
C, nitriding can be achieved with the work in its ferritic state
at about 500
0
C.
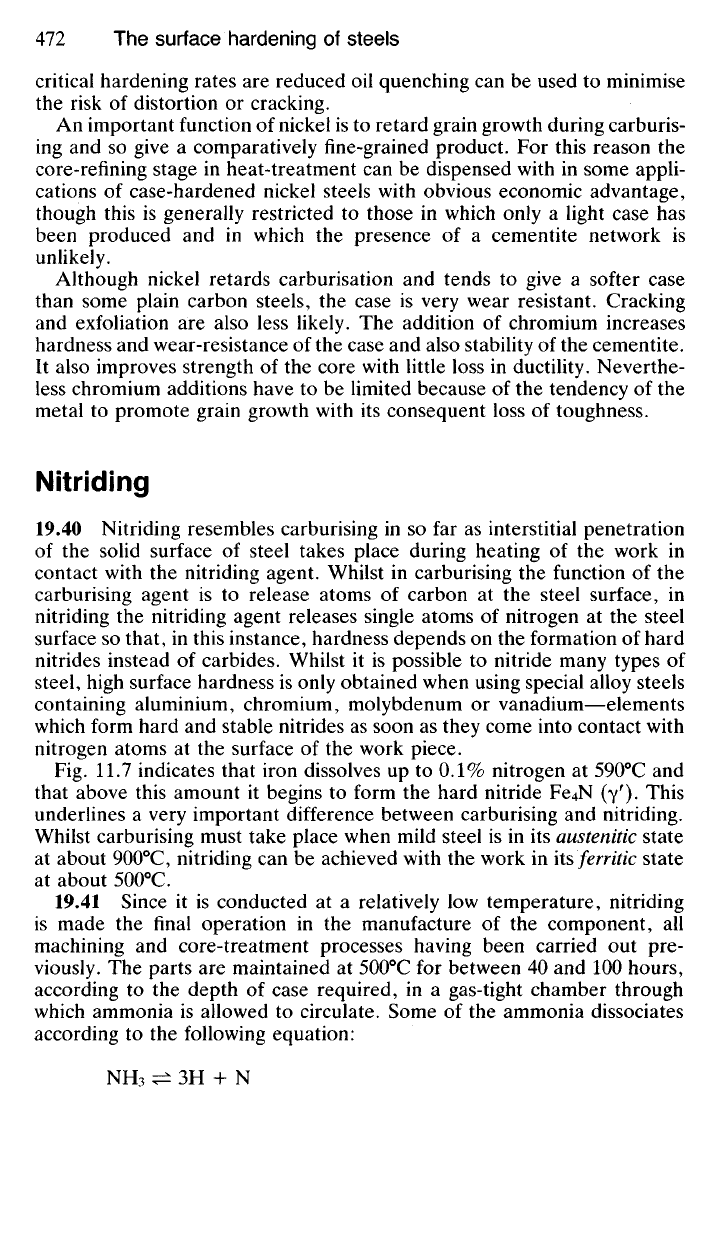
19.41 Since it is conducted at a relatively low temperature, nitriding
is made the final operation in the manufacture of the component, all
machining and core-treatment processes having been carried out pre-
viously. The parts are maintained at 500
0
C for between 40 and 100 hours,
according to the depth of case required, in a gas-tight chamber through
which ammonia is allowed to circulate. Some of the ammonia dissociates
according to the following equation:
Table
19.2.
Nitriding Steels
Typical mechanical properties
Composition
(%)
Uses
Where maximum surface
hardness
is
essential coupled
with
very high core strength.
For
maximum surface hardness
and high core strength.
For
maximum surface hardness
combined with reasonably high
core strength.
For
maximum surface hardness
combined with ease
of
machining before hardening.
Moulds
for
plastics; other
components requiring high
hardness
and
good
finish.
For
ease
of
machinability
and a
high-class surface.
Ball
races,
etc.,
where high
core
strength
is
necessary.
Aero
crankshafts, airscrew
shafts,
aero cylinders,
crank-pins
and
journals.
Aero-engine cylinders.
Heat-treatment
(for
core)
Oil-quench from 900
0
C
and temper
550-700
0
C.
Oil quench from 900
0
C
and temper
600-700°C.
Oil-quench from 900
0
C
and temper
600-700
0
C.
Oil-quench from 900°C
and temper
600-700°C.
Oil-quench from 900
0
C
and
temper
600-700°C.
Oil-quench from 900
0
C
and temper
600-700
0
C.
Oil-quench from 900
0
C
and
temper
550-650°C.
Oil-quench from 900
0
C
and temper
600-700
0
C.
Oil-quench from 900
0
C
and temper
600-700°C
V.
P.
N.
(case)
1050-1100
1050-1100
1050-1100
1050-1100
750-800
750-800
850-900
800-850
800-850
Izod
(J)
39
52
65
72
52
72
39
52
65
Elonga-
tion
13
20
24
30
20
30
14
20
24
Tensile
strength
N/mm
2
1240
927
741
618
927
618
1390
1000
772
Yield
point
N/mm
2
1000
741
556
463
741
463
772
618
Al
1.1
1.1
1.1
1.1
V
0.15
0.15
0.25
Mo
0.2
0.2
0.2
0.2
0.25
0.25
1.0
0.5
0.5
Cr
1.6
1.6
1.6
1.6
2.0
2.0
3.0
3.0
3.0
Mn
0.65
0.65
0.65
0.65
0.5
0.5
0.5
0.45
0.45
C
0.5
0.4
0.3
0.2
0.35
0.18
0.4
0.3
0.2
BS
970
desig-
nation
905M39
905M31
897M39
722M24
DEPTH OF CASE (mm)
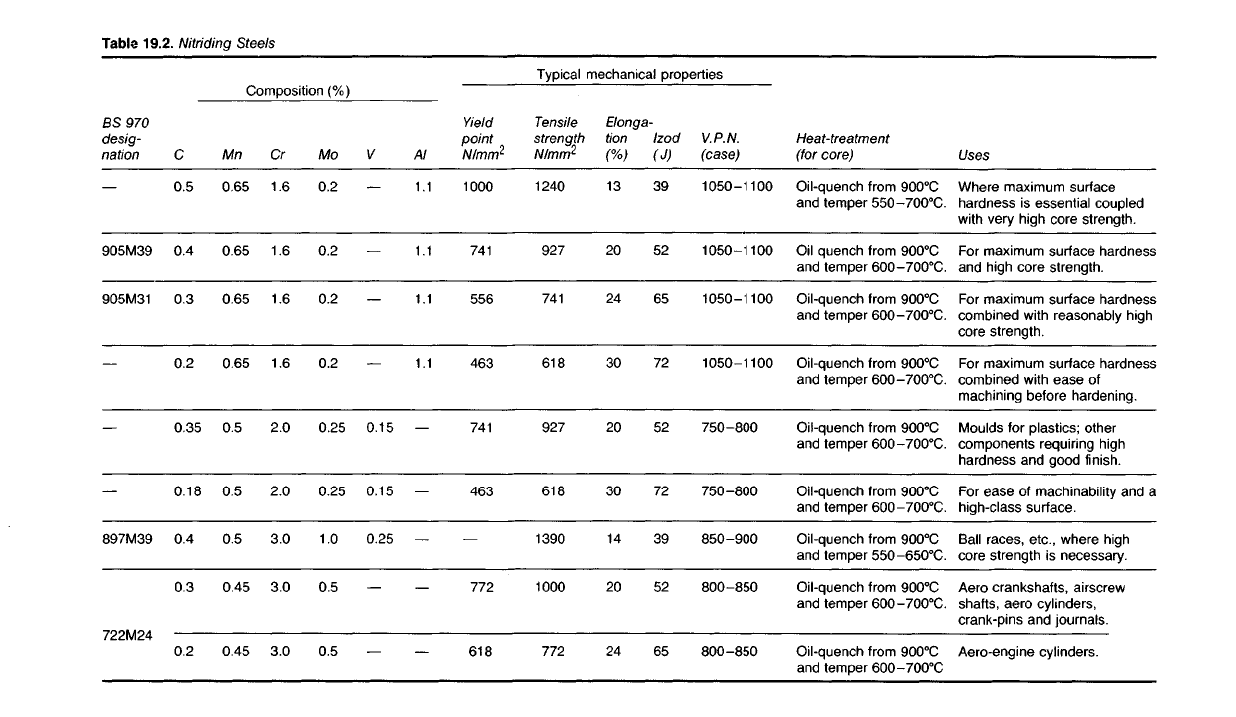
Fig.
19.4 The depth of nitriding for a 1% Al steel (905M39) in relation to time of nitriding
at 500
0
C.
Part of the nitrogen, which is released as single atoms, is absorbed by the
surface of the steel forming nitrides both with iron and with the elements
mentioned above.
Nitriding of plain carbon steels would produce a case of only moderate
hardness (about 400 //
v
). This is largely because nitrogen diffuses fairly
quickly beneath the surface forming Fe
4
N (and so netimes Fe2N) dispersed
at greater depths so that surface hardness is reduced. Since aluminium—
and to a lesser extent chromium, vanadium and molybdenum—has a higher
affinity for nitrogen it prevents diffusion of the latter to a greater depth
but instead forms very hard stable aluminium nitride near the surface,
giving an extremely hard but shallow case up to 1.0 mm in depth. Chro-
mium also helps to increase case hardness by the formation of chromium
nitride. Since it forms at a greater depth than does aluminium nitride it
prevents a sudden change in composition from hardened skin to soft core
which would be likely to lead to spalling, or flaking, of the case. In addition
to hardening the case, molybdenum also improves core toughness.
HARDNESS
(H
v
)
NITRIDING
TIME (h)
ALLOYING ELEMENT (°/o)
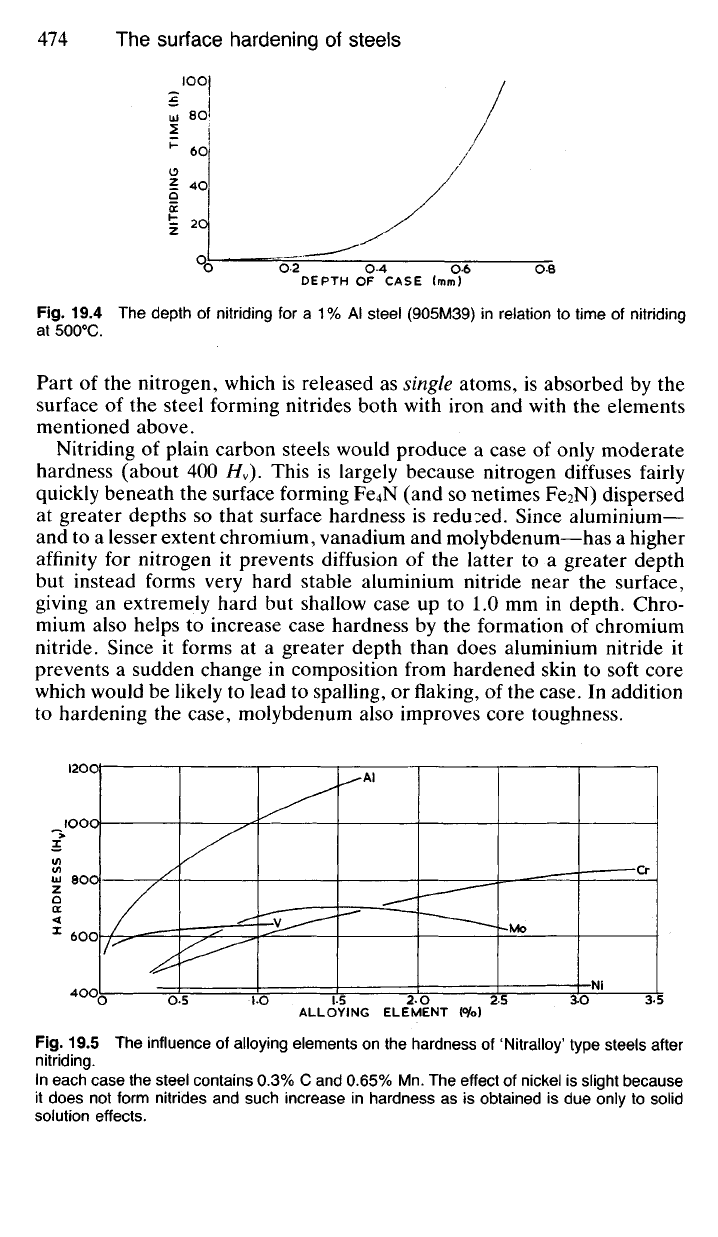
Fig.
19.5 The influence of alloying elements on the hardness of 'Nitralloy' type steels after
nitriding.
In each case the steel contains 0.3% C and 0.65% Mn. The effect of nickel is slight because
it does not form nitrides and such increase in hardness as is obtained is due only to solid
solution effects.
When core strength is important aluminium is often omitted from the
steel and a somewhat lower case hardness obtained, dependent upon the
formation of chromium and vanadium nitrides (Fig. 19.5).
19.42 Before being nitrided the work is heat-treated to produce the
required core properties. The normal sequence of operations is:
(a) oil-quenching from 850-930
0
C, followed by tempering at 550-
700
0
C depending upon the composition of the steel and the core proper-
ties required;
(b) rough-machining, followed by a stabilising anneal at 550
0
C for five
hours to remove stresses initiated by the cold-work;
(c) finish-machining, followed by nitriding at 490-520
0
C.
Any parts of the component which are required soft are protected by
coating with a mixture of whiting and sodium silicate.
19.43 lonitriding The concept and principles of ionitriding (ion-
nitriding)—also known as 'plasma nitriding' and 'ion implantation'—were
first established as long ago as the early nineteen-thirties but only in recent
years has the process become commercially established. The principles of
ionitriding are similar to those of ion-plating (21.86) in that ions of the
coating substance are attracted to the surface being coated. The work is
made the cathode in a chamber containing nitrogen under near-vacuum
conditions (1-10 m bar). Under a potential difference of 500-1000 volts
(dc) the low-pressure nitrogen becomes ionised and the
N
+++
ions so
produced are accelerated towards the negatively-charged work load where,
on impact, they penetrate the surface of the steel. The kinetic energy of
the ions is converted to heat so that the surface is quickly raised to the
nitriding temperature (400-600
0
C). The work load is completely sur-
rounded by a glow of ionised nitrogen so that uniform treatment is assured.
Depending upon the type of steel and the depth of case required treatment
times range from ten minutes to thirty hours. After treatment the load can
be cooled under low pressure to prevent oxidation and also avoid the risk
of distortion.
The degree of control is superior to that in other nitriding processes and
the properties of the case can be effectively adjusted by alterations in
the conditions of working. Maximum hardness in 'nitralloy-type' steels is
achieved at a treatment temperature of 450
0
C. The higher the alloy content
the thinner and harder the case since nitrides are formed near to the surface
when aluminium is present.
Ionitriding is already widely used abroad and the throughput of an instal-
lation is about three times that of a comparable orthodox gas-nitriding
plant. The process is currently being used to nitride components as large
as 14 tonnes in mass down to the tiny balls of ball-point pens. Truck engine
crankshafts and other automobile parts, as well as hot- and cold-working
tools and dies are being ionitrided.
19.44 The Advantages of Nitriding are, briefly, as follows:
(i) Since no quenching is required after nitriding, cracking or distor-