Higgins R.A. Engineering Metallurgy: Applied Physical Metallurgy
Подождите немного. Документ загружается.

High-speed steel is therefore heated further, so that more carbide is
absorbed by the austenite in accordance with the increase in solubility of
the carbide, as indicated by the sloping phase boundary ES in Fig. 14.1.
Quenching from temperatures above 840
0
C will produce increasing red-
hardness with rise in temperature, due to more carbon and associated
alloying elements being taken into solution and retained in solution, thus
rendering the resultant martensite more sluggish to tempering influences.
Even when the solidus temperature is reached at S (approximately 1330
0
C),
no more than 0.6% carbon has been absorbed and the remainder exists as
isolated globules of complex carbides (Pl. 13.2). During the heating process
most of the chromium carbide has gone into solution by the time 1100
0
C
has been reached and at the quenching temperature of, say, 1250
0
C, car-
bides amounting to 10% of the total remain undissolved. These are princi-
pally the double carbides Fe
4
W
2
C and Fe
4
Mo
2
C and, because vanadium
has a very strong carbide-forming tendency, practically all of the VC.
14.14 Therefore, in order to obtain the highest cutting efficiency in a
high-speed steel, it must be hardened from a temperature little short of
the solidus SD, at which fusion commences. This temperature will vary
with steels of different composition but is usually between 1170° and
1320
0
C. Heat-treatment at such temperatures has its attendant difficulties,
°c
UNSTABLE
AUSTENITE
COMPLEX
CARBIDES
7O%
TRANSFORMATION TO MARTENSITE
18-4-1
HS.
STEEL
TIME (SEC) (LOGARITHMIC SCALE)
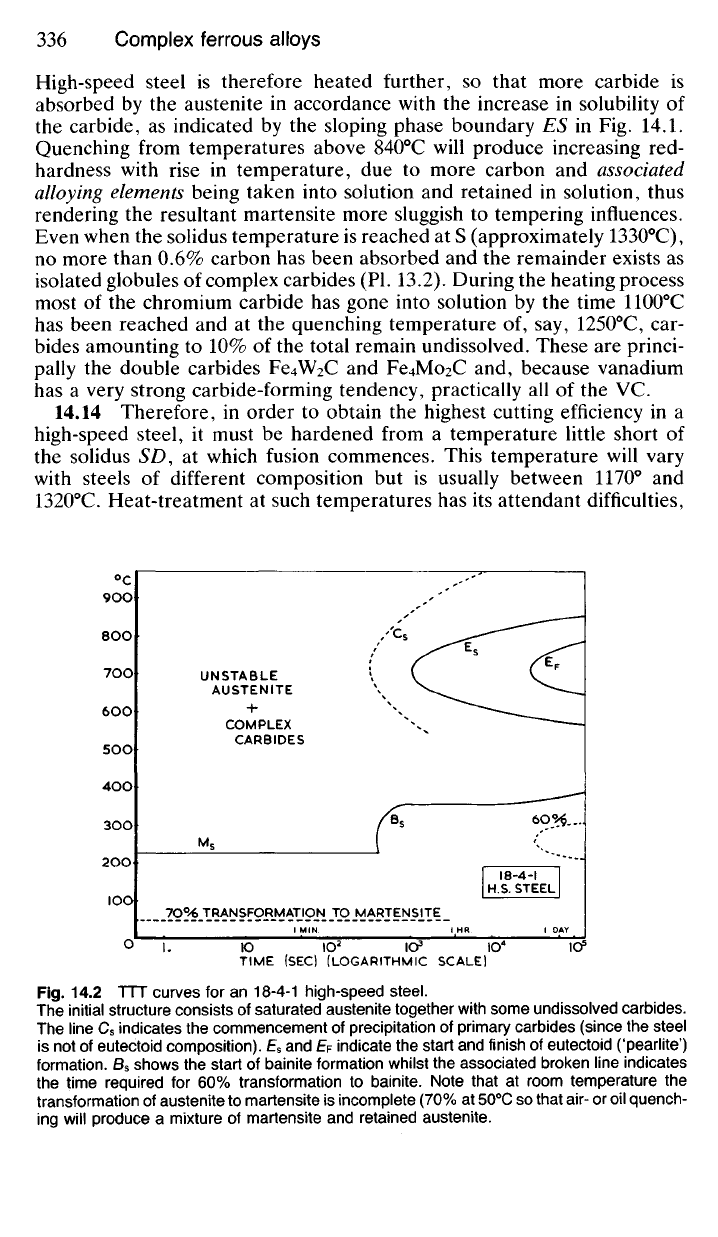
Fig.
14.2 TTT curves for an 18-4-1 high-speed steel.
The initial structure consists of saturated austenite together with some undissolved carbides.
The line C
8
indicates the commencement of precipitation of primary carbides (since the steel
is not of eutectoid composition). E
5
and E
F
indicate the start and finish of eutectoid ('pearlite')
formation.
B
s
shows the start of bainite formation whilst the associated broken line indicates
the time required for 60% transformation to bainite. Note that at room temperature the
transformation of austenite to martensite is incomplete (70% at 50
0
C so that air- or oil quench-
ing will produce a mixture of martensite and retained austenite.
and requires some skill and experience in management, as well as adequate
plant. Grain growth and oxidation can be excessive at high temperatures
unless the conditions under which the steel is heated are suitably con-
trolled.
Oxidation is effectively prevented by heating the tool in a slightly car-
burising atmosphere; whilst grain growth is minimised by using a two-
chamber furnace. The tool is first pre-heated in the lower-temperature
chamber to about 850
0
C, and then transferred to the higher-temperature
chamber (or to a high-temperature salt bath) in which it is heated rapidly
to the hardening temperature. The time for which the tool is maintained
at the higher temperature must be strictly controlled if grain-growth and
decarburisation are to be avoided. Sections below 10 mm in thickness
should not be in the high-temperature compartment for more than four
minutes whilst sections of 50 mm should be heated for no more than ten
minutes. As soon as it has been in the high-temperature chamber for the
allotted time it is oil-quenched or cooled in an air blast according to the
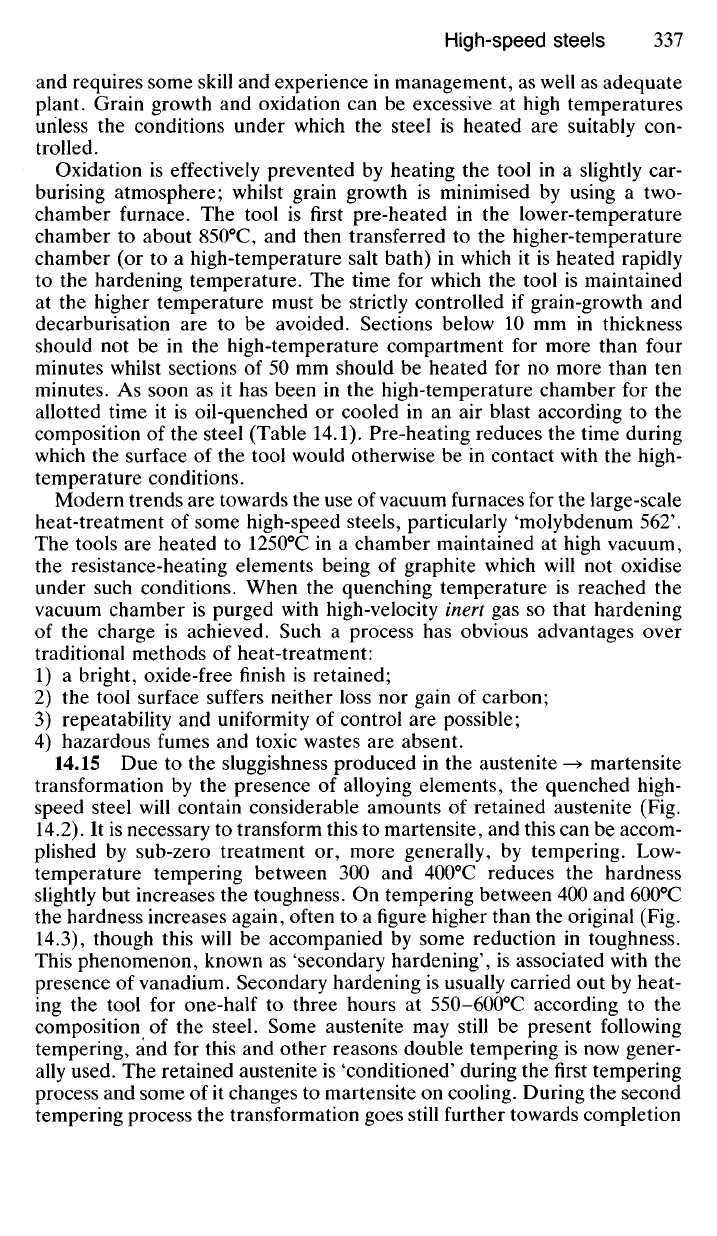
composition of the steel (Table 14.1). Pre-heating reduces the time during
which the surface of the tool would otherwise be in contact with the high-
temperature conditions.
Modern trends are towards the use of vacuum furnaces for the large-scale
heat-treatment of some high-speed steels, particularly 'molybdenum 562'.
The tools are heated to 1250
0
C in a chamber maintained at high vacuum,
the resistance-heating elements being of graphite which will not oxidise
under such conditions. When the quenching temperature is reached the
vacuum chamber is purged with high-velocity inert gas so that hardening
of the charge is achieved. Such a process has obvious advantages over
traditional methods of heat-treatment:
1) a bright, oxide-free finish is retained;
2) the tool surface suffers neither loss nor gain of carbon;
3) repeatability and uniformity of control are possible;
4) hazardous fumes and toxic wastes are absent.
14.15 Due to the sluggishness produced in the austenite
—»
martensite
transformation by the presence of alloying elements, the quenched high-
speed steel will contain considerable amounts of retained austenite (Fig.
14.2).
It is necessary to transform this to martensite, and this can be accom-
plished by sub-zero treatment or, more generally, by tempering. Low-
temperature tempering between 300 and 400
0
C reduces the hardness
slightly but increases the toughness. On tempering between 400 and 600
0
C
the hardness increases again, often to a figure higher than the original (Fig.
14.3),
though this will be accompanied by some reduction in toughness.
This phenomenon, known as 'secondary hardening', is associated with the
presence of vanadium. Secondary hardening is usually carried out by heat-
ing the tool for one-half to three hours at 550-600
0
C according to the
composition of the steel. Some austenite may still be present following
tempering, and for this and other reasons double tempering is now gener-
ally used. The retained austenite is 'conditioned' during the first tempering
process and some of it changes to martensite on cooling. During the second
tempering process the transformation goes still further towards completion
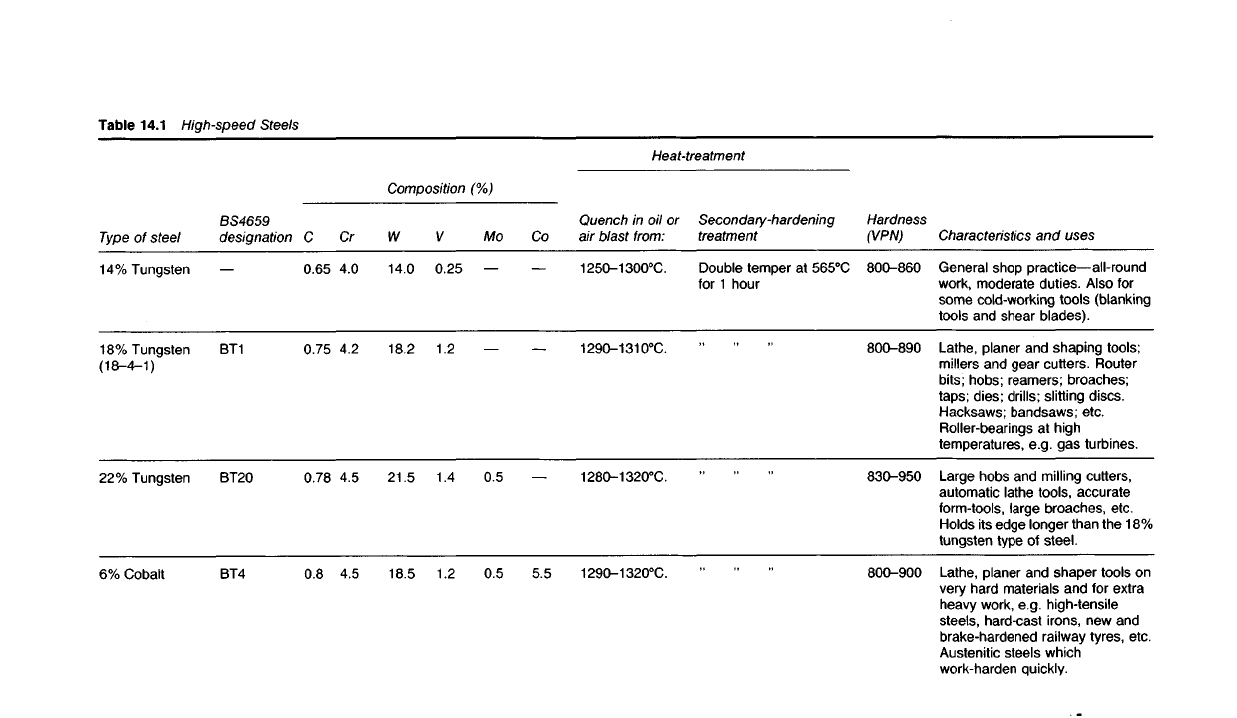
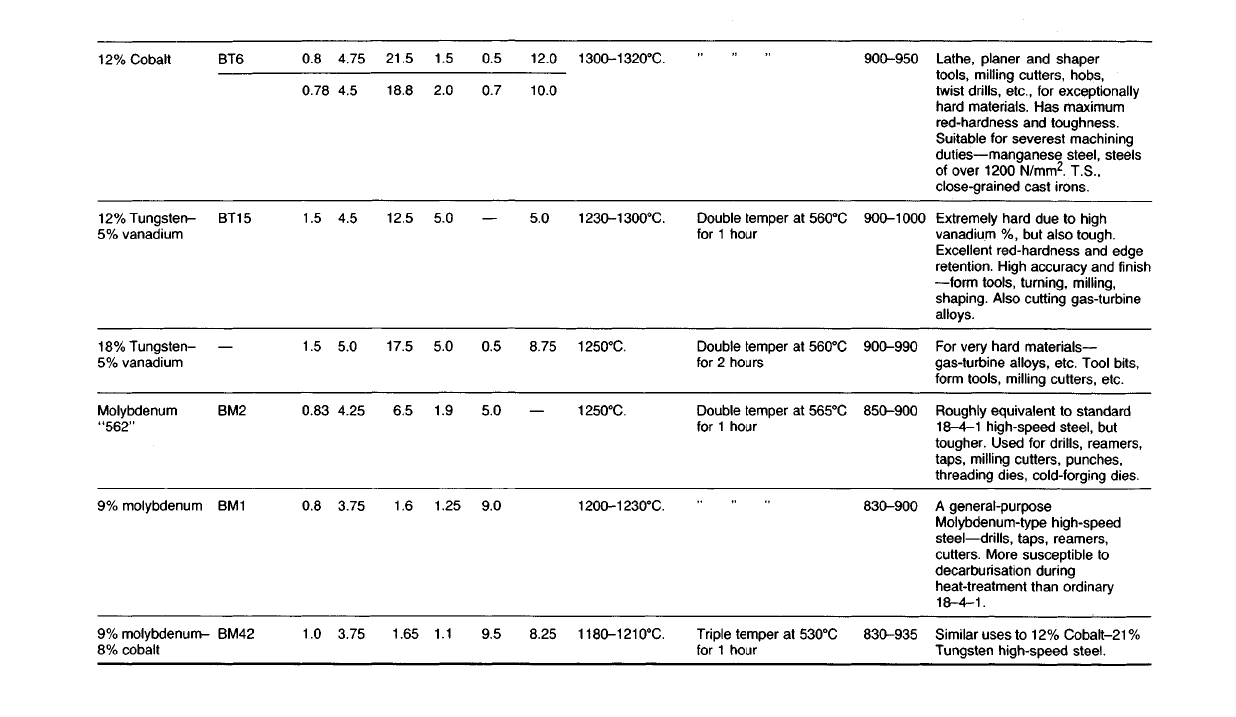
Table 14.1 High-speed
Steels
Characteristics
and
uses
General shop practice—all-round
work,
moderate duties. Also for
some
cold-working
tools
(blanking
tools and shear blades).
Lathe, planer and
shaping
tools;
millers and gear cutters. Router
bits; hobs; reamers; broaches;
taps; dies; drills;
slitting
discs.
Hacksaws; bandsaws; etc.
Roller-bearings at high
temperatures, e.g. gas turbines.
Large
hobs and
milling
cutters,
automatic lathe tools, accurate
form-tools,
large broaches, etc.
Holds its edge longer than the 18%
tungsten
type of
steel.
Lathe, planer and shaper tools on
very
hard materials and for extra
heavy
work, e.g. high-tensile
steels, hard-cast irons, new and
brake-hardened railway tyres, etc.
Austenitic steels which
work-harden
quickly.
Hardness
(VPN)
800-860
800-890
830-950
800-900
Heat-treatment
Composition
(%)
Secondary-hardening
treatment
Double temper at 565°C
for
1 hour
Quench
in oil or
air
blast
from:
1250-1300
0
C.
1290-1310°C.
1280-1320
0
C.
1290-1320
0
C.
Co
5.5
Mo
0.5
0.5
V
0.25
1.2
1.4
1.2
W
14.0
18.2
21.5
18.5
Cr
4.0
4.2
4.5
4.5
C
0.65
0.75
0.78
0.8
BS4659
designation
BT1
BT20
BT4
Type
of steel
14%
Tungsten
18%
Tungsten
(18-4-1)
22%
Tungsten
6% Cobalt
Lathe, planer
and
shaper
tools,
milling cutters, hobs,
twist
drills, etc.,
for
exceptionally
hard materials.
Has
maximum
red-hardness
and
toughness.
Suitable
for
severest machining
duties—manganese
steel, steels
of
over
1200
N/mm
2
.
T.S.,
close-grained cast irons.
Extremely
hard
due
to
high
vanadium
%,
but
also
tough.
Excellent red-hardness
and
edge
retention.
High accuracy
and
finish
—form tools, turning, milling,
shaping. Also cutting gas-turbine
alloys.
For very hard materials—
gas-turbine alloys,
etc.
Tool
bits,
form
tools, milling cutters,
etc.
Roughly
equivalent
to
standard
18-4-1
high-speed steel,
but
tougher.
Used
for
drills, reamers,
taps, milling cutters, punches,
threading dies, cold-forging dies.
A
general-purpose
Molybdenum-type high-speed
steel—drills, taps, reamers,
cutters.
More
susceptible
to
decarburisation during
heat-treatment than ordinary
18-4-1.
Similar uses
to 12%
Cobalt-21
%
Tungsten
high-speed
steel.
900-950
900-1000
900-990
850-900
830-900
830-935
Double temper
at
560
0
C
for
1
hour
Double temper
at
560
0
C
for
2
hours
Double temper
at
565°C
for
1
hour
Triple
temper
at
530
0
C
for
1
hour
1300-1320°C.
1230-1300
0
C.
1250
0
C.
1250
0
C.
1200-1230
0
C.
1180-1210
0
C.
12.0
10.0
5.0
8.75
8.25
0.5
0.7
0.5
5.0
9.0
9.5
1.5
2.0
5.0
5.0
1.9
1.25
1.1
21.5
18.8
12.5
17.5
6.5
1.6
1.65
4.75
4.5
4.5
5.0
4.25
3.75
3.75
0.8
0.78
1.5
1.5
0.83
0.8
1.0
BT6
BT15
BM2
BM1
BM42
12% Cobalt
12%Tungsten-
5% vanadium
18%Tungsten-
5% vanadium
Molybdenum
"562"
9% molybdenum
9%
molybdenum-
8% cobalt
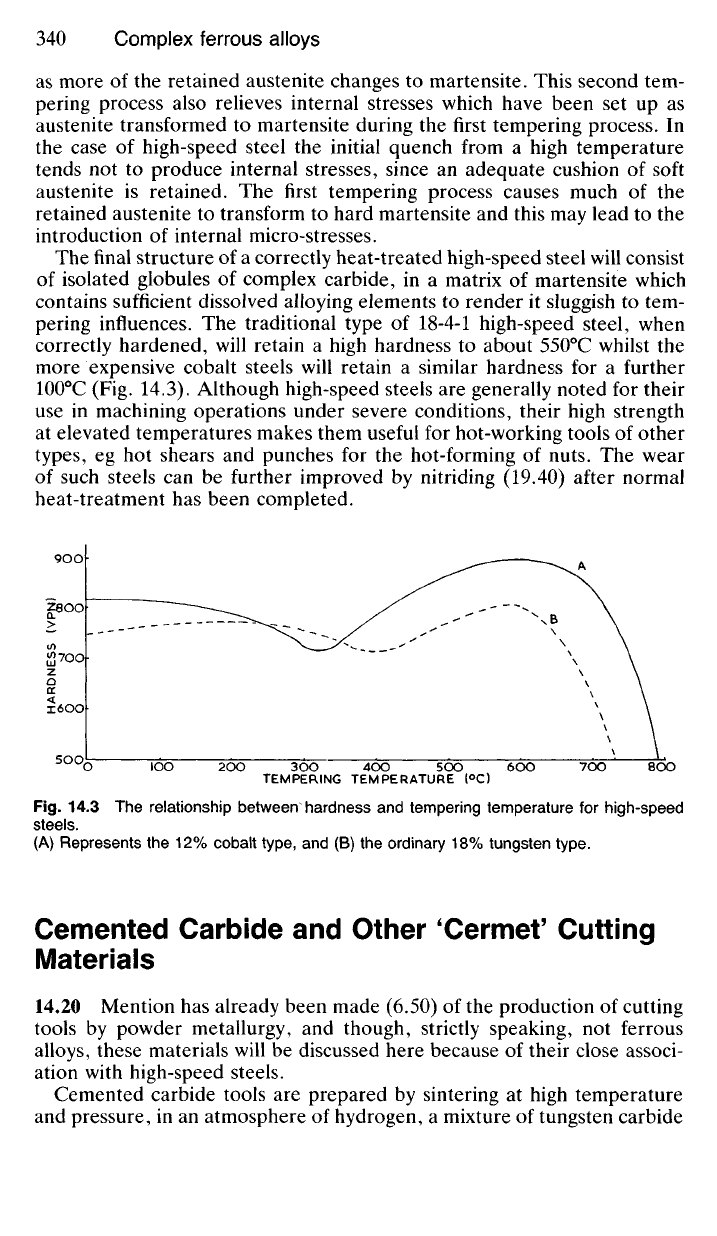
as more of the retained austenite changes to martensite. This second tem-
pering process also relieves internal stresses which have been set up as
austenite transformed to martensite during the first tempering process. In
the case of high-speed steel the initial quench from a high temperature
tends not to produce internal stresses, since an adequate cushion of soft
austenite is retained. The first tempering process causes much of the
retained austenite to transform to hard martensite and this may lead to the
introduction of internal micro-stresses.
The final structure of a correctly heat-treated high-speed steel will consist
of isolated globules of complex carbide, in a matrix of martensite which
contains sufficient dissolved alloying elements to render it sluggish to tem-
pering influences. The traditional type of 18-4-1 high-speed steel, when
correctly hardened, will retain a high hardness to about 550
0
C whilst the
more expensive cobalt steels will retain a similar hardness for a further
100
0
C (Fig. 14.3). Although high-speed steels are generally noted for their
use in machining operations under severe conditions, their high strength
at elevated temperatures makes them useful for hot-working tools of other
types,
eg hot shears and punches for the hot-forming of nuts. The wear
of such steels can be further improved by nitriding (19.40) after normal
heat-treatment has been completed.
TEMPERING TEMPERATURE (
0
C)
Fig.
14.3 The relationship between hardness and tempering temperature for high-speed
steels.
(A) Represents the 12% cobalt type, and (B) the ordinary 18% tungsten type.
Cemented Carbide and Other 'Cermet' Cutting
Materials
14.20 Mention has already been made (6.50) of the production of cutting
tools by powder metallurgy, and though, strictly speaking, not ferrous
alloys, these materials will be discussed here because of their close associ-
ation with high-speed steels.
Cemented carbide tools are prepared by sintering at high temperature
and pressure, in an atmosphere of hydrogen, a mixture of tungsten carbide
HARDNESS
(VPN)
powder with powdered cobalt. Sometimes tungsten carbide is replaced by
powdered carbides of other refractory metals, tantalum, molybdenum,
titanium and also by silicon carbide. In each case cobalt (or some other
tough metal) forms a ductile bonding matrix between the carbide particles.
The resultant structure resembles that of a high-speed steel, in that
spherical particles of carbide are held in a tough matrix, but whereas
the properties of a high-speed steel are developed by heat-treament, the
structures of cemented carbide materials are produced by mechanical
methods.
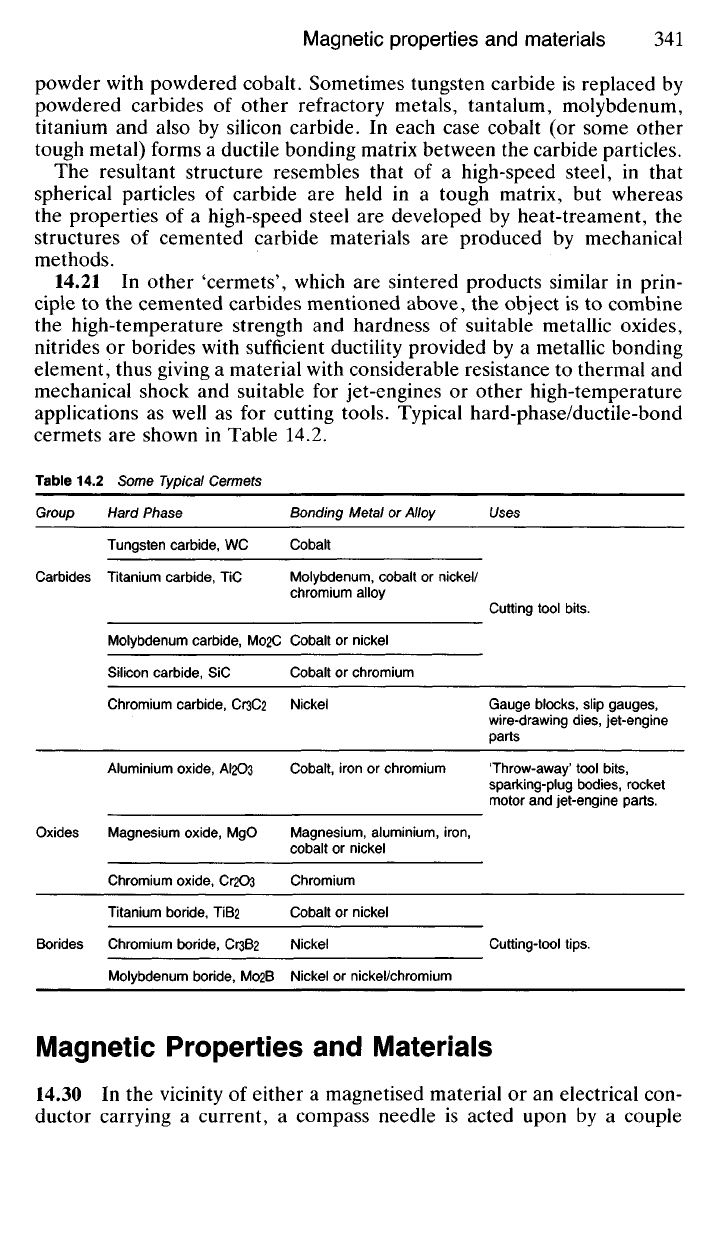
14.21 In other 'cermets', which are sintered products similar in prin-
ciple to the cemented carbides mentioned above, the object is to combine
the high-temperature strength and hardness of suitable metallic oxides,
nitrides or borides with sufficient ductility provided by a metallic bonding
element, thus giving a material with considerable resistance to thermal and
mechanical shock and suitable for jet-engines or other high-temperature
applications as well as for cutting tools. Typical hard-phase/ductile-bond
cermets are shown in Table 14.2.
Table 14.2 Some Typical Cermets
Group
Carbides
Oxides
Borides
Hard Phase
Tungsten carbide, WC
Titanium carbide, TiC
Molybdenum carbide, M02C
Silicon carbide, SiC
Chromium carbide, Cr3C2
Aluminium oxide, AI2O3
Magnesium oxide, MgO
Chromium oxide, Cr2O3
Titanium boride, TiB2
Chromium boride, Cr3B2
Molybdenum boride, M02B
Bonding Metal or Alloy
Cobalt
Molybdenum, cobalt or nickel/
chromium alloy
Cobalt or nickel
Cobalt or chromium
Nickel
Cobalt, iron or chromium
Magnesium, aluminium,
iron,
cobalt or nickel
Chromium
Cobalt or nickel
Nickel
Nickel or nickel/chromium
Uses
Cutting tool bits.
Gauge blocks, slip gauges,
wire-drawing dies, jet-engine
parts
Throw-away' tool bits,
sparking-plug bodies, rocket
motor and jet-engine parts.
Cutting-tool tips.
Magnetic Properties and Materials
14.30 In the vicinity of either a magnetised material or an electrical con-
ductor carrying a current, a compass needle is acted upon by a couple
which tends to make it rotate. This couple is attributed to the presence
of a magnetic field of force surrounding the magnetised material (or the
current-carrying conductor). The strength of the
magnetic
field at any point
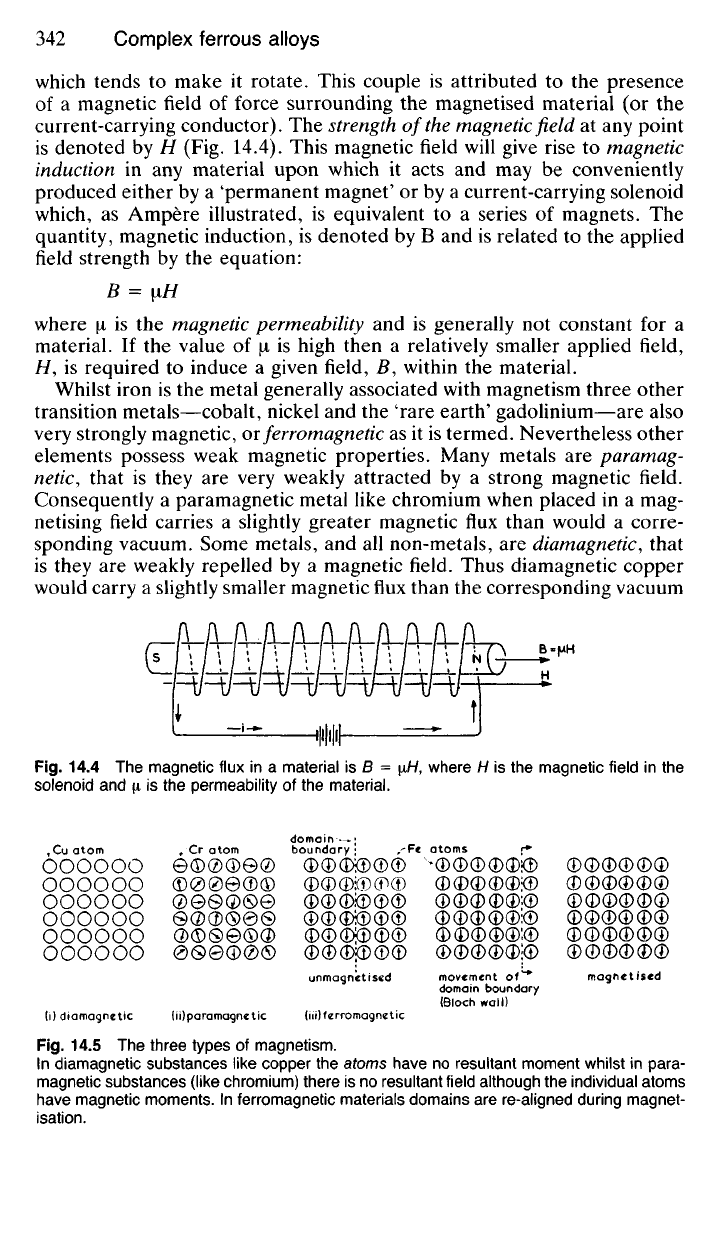
is denoted by H (Fig. 14.4). This magnetic field will give rise to magnetic
induction in any material upon which it acts and may be conveniently
produced either by a 'permanent magnet' or by a current-carrying solenoid
which, as Ampere illustrated, is equivalent to a series of magnets. The
quantity, magnetic induction, is denoted by B and is related to the applied
field strength by the equation:
B = \iH
where ^i is the magnetic permeability and is generally not constant for a
material. If the value of \i is high then a relatively smaller applied field,
//, is required to induce a given field, B, within the material.
Whilst iron is the metal generally associated with magnetism three other
transition metals—cobalt, nickel and the 'rare earth' gadolinium—are also
very strongly magnetic,
ox
ferromagnetic as it is termed. Nevertheless other
elements possess weak magnetic properties. Many metals are paramag-
netic, that is they are very weakly attracted by a strong magnetic field.
Consequently a paramagnetic metal like chromium when placed in a mag-
netising field carries a slightly greater magnetic flux than would a corre-
sponding vacuum. Some metals, and all non-metals, are diamagnetic, that
is they are weakly repelled by a magnetic field. Thus diamagnetic copper
would carry a slightly smaller magnetic flux than the corresponding vacuum
Fig.
14.4 The magnetic flux in a material is B = \iH, where H is the magnetic field in the
solenoid and ^i is the permeability of the material.
Fig.
14.5 The three types of magnetism.
In diamagnetic substances like copper the atoms have no resultant moment whilst in para-
magnetic substances (like chromium) there is no resultant field although the individual atoms
have magnetic moments. In ferromagnetic materials domains are re-aligned during magnet-
isation.
Cu atom Cr atom
domain
boundary
Fc atoms
unmagnetised
(lii)ferromagnetic
movement of
domain boundary
(Bloch wall)
(ii) paramagnetic(i) diamagnetic
magnetised
under the influence of a magnetising field. Only those metals, alloys and
mixtures which exhibit ferromagnetism are useful as magnetic materials.
14.31 Ferromagnetism The relationship between an electric current
and a magnetic field was demonstrated by Ampere and it is now considered
that this magnetic field originates from the 'spin' of electrons. In a stable
atom or ion the electrons can be thought of as particles moving in orbitals
around the nucleus. At the same time each electron behaves as though it
were spinning on its own axis and it is this spin which generates the mag-
netic field.
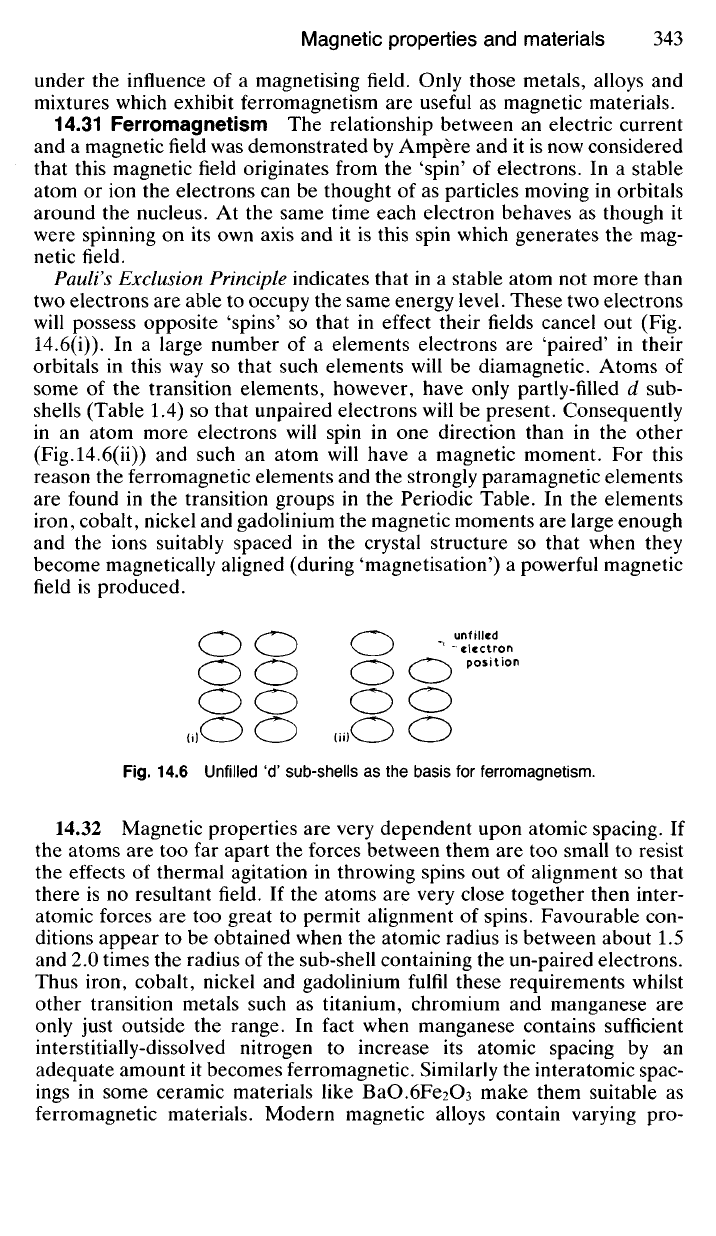
Pauli's Exclusion Principle indicates that in a stable atom not more than
two electrons are able to occupy the same energy level. These two electrons
will possess opposite 'spins' so that in effect their fields cancel out (Fig.
14.6(i)). In a large number of a elements electrons are 'paired' in their
orbitals in this way so that such elements will be diamagnetic. Atoms of
some of the transition elements, however, have only partly-filled d sub-
shells (Table 1.4) so that unpaired electrons will be present. Consequently
in an atom more electrons will spin in one direction than in the other
(Fig.l4.6(ii)) and such an atom will have a magnetic moment. For this
reason the ferromagnetic elements and the strongly paramagnetic elements
are found in the transition groups in the Periodic Table. In the elements
iron, cobalt, nickel and gadolinium the magnetic moments are large enough
and the ions suitably spaced in the crystal structure so that when they
become magnetically aligned (during 'magnetisation') a powerful magnetic
field is produced.
Fig.
14.6 Unfilled 'd' sub-shells as the basis for ferromagnetism.
14.32 Magnetic properties are very dependent upon atomic spacing. If
the atoms are too far apart the forces between them are too small to resist
the effects of thermal agitation in throwing spins out of alignment so that
there is no resultant field. If the atoms are very close together then inter-
atomic forces are too great to permit alignment of spins. Favourable con-
ditions appear to be obtained when the atomic radius is between about 1.5
and 2.0 times the radius of the sub-shell containing the un-paired electrons.
Thus iron, cobalt, nickel and gadolinium fulfil these requirements whilst
other transition metals such as titanium, chromium and manganese are
only just outside the range. In fact when manganese contains sufficient
interstitially-dissolved nitrogen to increase its atomic spacing by an
adequate amount it becomes ferromagnetic. Similarly the interatomic spac-
ings in some ceramic materials like BaO.6Fe2C>3 make them suitable as
ferromagnetic materials. Modern magnetic alloys contain varying pro-
unfillcd
electron
position
portions of iron, cobalt, aluminium, nickel, copper, niobium, chromium
and titanium; whilst sintered ceramics contain boron, barium, samarium
and other 'rare earths' such as neodymium. Currently magnets based on
neodymium are replacing those containing samarium because of the
greater abundance of the former and its consequent lower cost.
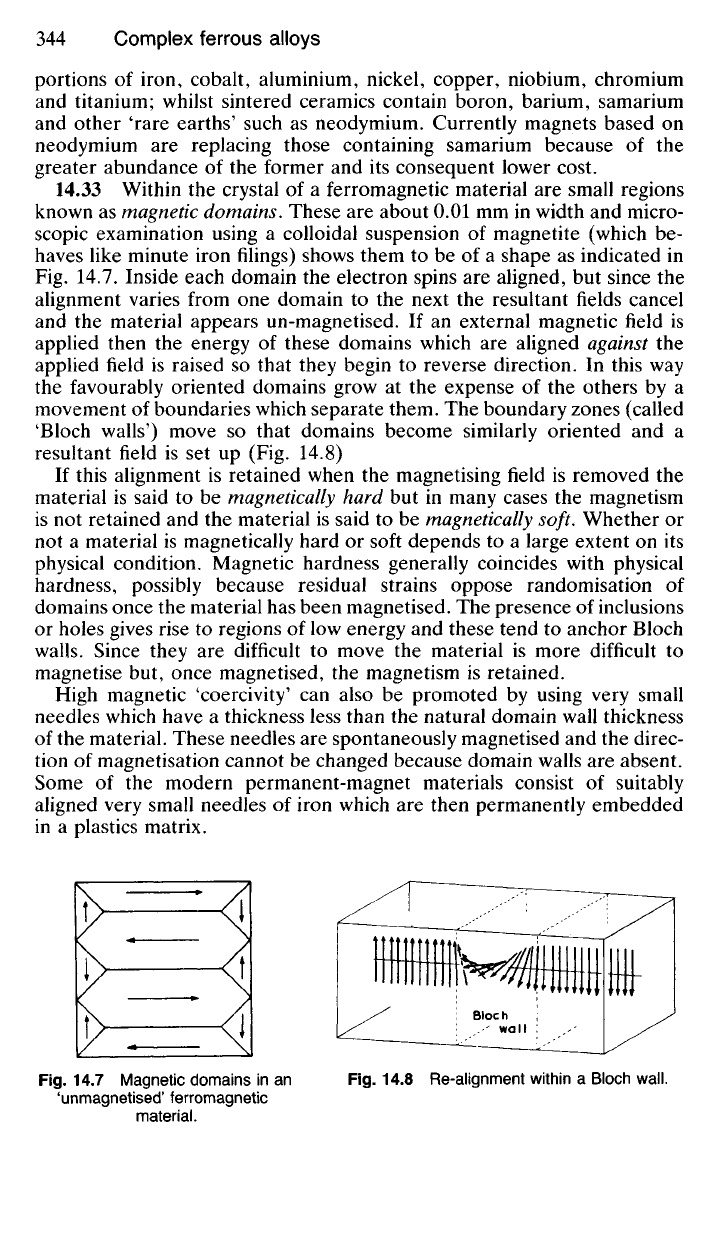
14.33 Within the crystal of a ferromagnetic material are small regions
known as magnetic domains. These are about 0.01 mm in width and micro-
scopic examination using a colloidal suspension of magnetite (which be-
haves like minute iron filings) shows them to be of a shape as indicated in
Fig. 14.7. Inside each domain the electron spins are aligned, but since the
alignment varies from one domain to the next the resultant fields cancel
and the material appears un-magnetised. If an external magnetic field is
applied then the energy of these domains which are aligned against the
applied field is raised so that they begin to reverse direction. In this way
the favourably oriented domains grow at the expense of the others by a
movement of boundaries which separate them. The boundary zones (called
'Bloch walls') move so that domains become similarly oriented and a
resultant field is set up (Fig. 14.8)
If this alignment is retained when the magnetising field is removed the
material is said to be magnetically hard but in many cases the magnetism
is not retained and the material is said to be
magnetically
soft. Whether or
not a material is magnetically hard or soft depends to a large extent on its
physical condition. Magnetic hardness generally coincides with physical
hardness, possibly because residual strains oppose randomisation of
domains once the material has been magnetised. The presence of inclusions
or holes gives rise to regions of low energy and these tend to anchor Bloch
walls.
Since they are difficult to move the material is more difficult to
magnetise but, once magnetised, the magnetism is retained.
High magnetic 'coercivity' can also be promoted by using very small
needles which have a thickness less than the natural domain wall thickness
of the material. These needles are spontaneously magnetised and the direc-
tion of magnetisation cannot be changed because domain walls are absent.
Some of the modern permanent-magnet materials consist of suitably
aligned very small needles of iron which are then permanently embedded
in a plastics matrix.
Fig.
14.7 Magnetic domains in an
'unmagnetised' ferromagnetic
material.
Fig.
14.8 Re-alignment within a Bloch
wall.
Bloch
wall
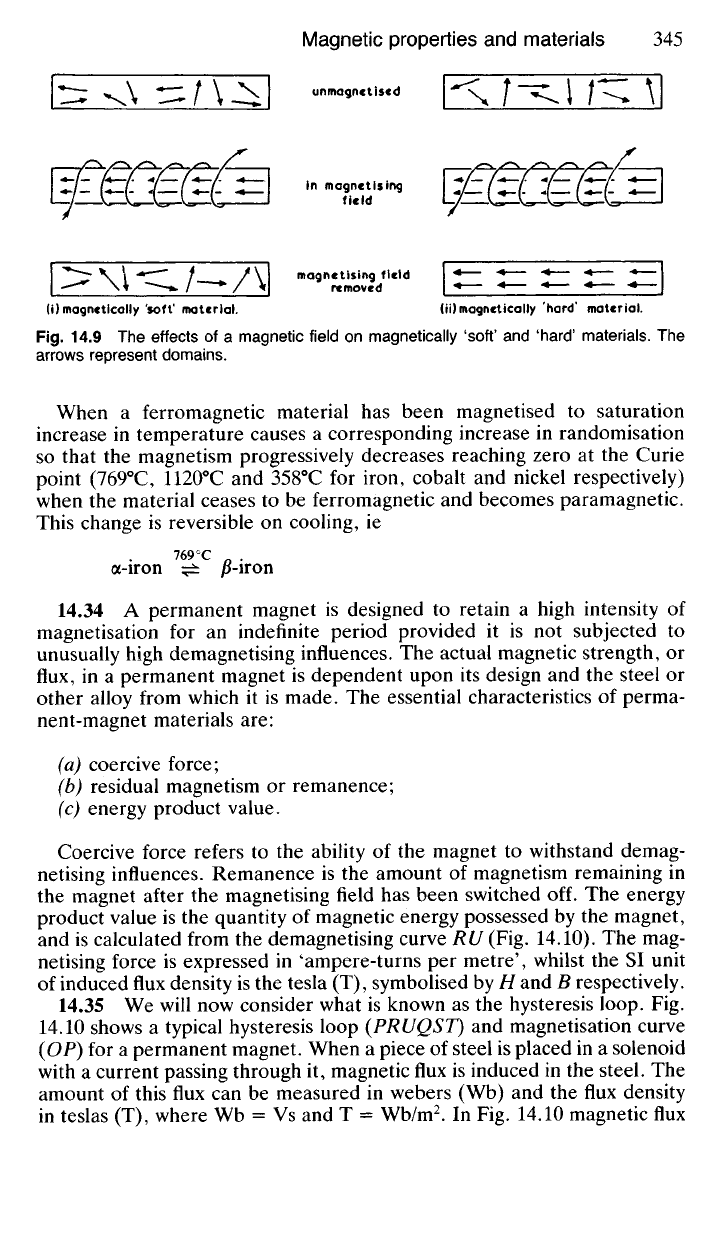
Fig.
14.9 The effects of a magnetic field on magnetically 'soft' and
'hard'
materials. The
arrows represent domains.
When
a
ferromagnetic material
has
been magnetised
to
saturation
increase
in
temperature causes
a
corresponding increase
in
randomisation
so that
the
magnetism progressively decreases reaching zero
at the
Curie
point (769°C, 1120
0
C
and
358°C
for
iron, cobalt
and
nickel respectively)
when
the
material ceases
to be
ferromagnetic
and
becomes paramagnetic.
This change
is
reversible
on
cooling,
ie
769°C
.
a-iron
^±
p-iron
14.34
A
permanent magnet
is
designed
to
retain
a
high intensity
of
magnetisation
for an
indefinite period provided
it is not
subjected
to
unusually high demagnetising influences.
The
actual magnetic strength,
or
flux, in
a
permanent magnet
is
dependent upon
its
design
and the
steel
or
other alloy from which
it is
made.
The
essential characteristics
of
perma-
nent-magnet materials
are:
(a) coercive force;
(b) residual magnetism
or
remanence;
(c) energy product value.
Coercive force refers
to the
ability
of the
magnet
to
withstand demag-
netising influences. Remanence
is the
amount
of
magnetism remaining
in
the magnet after
the
magnetising field
has
been switched
off. The
energy
product value
is the
quantity
of
magnetic energy possessed
by the
magnet,
and
is
calculated from
the
demagnetising curve
RU
(Fig. 14.10).
The mag-
netising force
is
expressed
in
4
ampere-turns
per
metre', whilst
the SI
unit
of induced flux density
is the
tesla (T), symbolised
by H
and
B
respectively.
14.35
We
will
now
consider what
is
known
as the
hysteresis loop.
Fig.
14.10 shows
a
typical hysteresis loop (PRUQST)
and
magnetisation curve
(OP)
for a
permanent magnet. When
a
piece
of
steel
is
placed
in a
solenoid
with
a
current passing through
it,
magnetic flux
is
induced
in the
steel.
The
amount
of
this flux
can be
measured
in
webers
(Wb) and the
flux density
in teslas
(T),
where
Wb = Vs and T =
Wb/m
2
.
In
Fig. 14.10 magnetic flux
unmagnctiscd
in magnetising
field
magnetising field
removed
(ii) magnetically 'hard' material.
(i) magnetically 'soft' material.