Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

SN-MATERIAL GRADE
As mentioned, a low-pressure sintered SN-grade
(N7202) had to be developed due to manufacturing
capacity reasons. Basic properties of this material
necessary for structural design calculations are given in
Tab.
1
in comparison to the former gas-pressure sintered
SN (N3208). As already described
in
[4],
bending bar
samples prepared from the valve stems for product
control during the manufacturing campaign even
resulted in a mean strength of nearly
900
MPa and a
Weibull modulus of
18
for
405
samples.
This
demonstrates that the low-pressure SN-grade N7202 is a
highly reliable material also within components.
This material had to be qualified once more by
DC by rig tests as well as concerning its cyclic fatigue
behaviour. Due to stress calculations, a fatigue-strength
value of
2
450 MPa after 2-10' cycles was demanded.
Fig.
1
shows that the SN-N7202 by means of fine-
ground cylindrical samples fulfills
hs
demand
completely and ends up with a strength of about
550MPa after the mentioned number of load cycles.
Due to these results as well as the successful rig tests
with valves, this material was qualified by DC to be
used for the field test.
COMPONENT PRODUCTION
The formerly developed manufacturing steps had
to be adapted for this new material and optimized.
This
comprised near-net shaping and minimal warpage
during sintering to minimize the cost-effective
machining effort. The sintering skin should be as thin as
possible in order to remove it securely during
machining. Blanks delivered to the machining were
evaluated concerning density, dimension- and shape-
tolerances, cracks and big pores as well as chippings.
This final procedure was scaled up to the fabrication of
about 10,000 valve blanks per month, summing up to
about
50,000
inlet and exhaust valve blanks within this
campaign. Ths is probably the highest quantity of SN-
valves ever produced.
MACH IN IN G
Machining and finishmg of the SN-valve blanks
was performed by EuroVal, now MAHLE, by the
so-
called quick-point grinding technique. This technique
was a break-through in valve machining as it allowed to
finish a SN-valve in about
two
minutes at reasonable
costs
[2].
The evaluation of such ground valves by the
cyclic fatigue test, however, resulted in unacceptable
low strength values after applying the specified load
cycles. Reasons for thls were analyzed to be machining
defects, hardly to be detected by non-destructive
evaluations. Additionally, an unacceptable number of
big
edge chippings were formed. These results called in
question the success of the whole field test. Therefore,
enormous effort was spent to eliminate these defects;
details are given in a separate paper of this conference
[8].
This work comprised the optimization of the whole
machining strategy and each individual machining step
as well as of the grinding-wheel characteristic. By use
of a special acoustic sensor it could be demonstrated
that the formation of machming defects and edge
chippings
is
directly related with wear of the grinding-
wheel (Fig. 2).
This
example shows for the first
machining step, the valve seat, the change of machining
conditions with increasing time and number of parts,
respectively. With this information, too hgh grinding
forces and thus damaging of parts can be reduced
significantly as represented in Fig. 3 [7]. Remaining
small chippings are rated as non-critical.
Accompanied with this optimization was a
marked increase of the G-value of the grinding wheels,
which indicates the ratio of the material volume
removed to the wear volume of the wheel. Excellent
G-
values up to
8,000mm3/mm3
could be reached
corresponding to a lifetime of the grinding wheel of
2
10,000 valve blanks.
The effect of this grinding improvement on the
cyclic fatigue behaviour is already shown in Fig.
1.
Fatigue strength is now more than sufficient.
Additionally, the machining time could be reduced by
this optimization to about 25
%
of the primary duration,
being of enormous importance for the overall costs. SN-
valves machined by this procedure were inspected
concerning dimensions and shape-tolerances and sent to
CFI for non-destructive evalution.
NON-DESTRUCTIVE EVALUATION
OF
This
was done mainly by a special ultrasonic
analysis described already in detail in [4,7]. Fig.
4
shows the ultrasonic testing device established.
A
rather
narrow scan net was applied especially in the regions of
high stress in application, allowing a detection of
surface and near-surface defects bigger than about
150
pm. The whole inspection time was about one
minute per valve. Ths inspection procedure proved to
be highly reliable as not a single SN-valve delivered to
DC was rejected due to further defects found.
FINISHED SN-VALVES
MOUNTING
OF
SN-VALVES IN ENGINE
CYLINDER HEADS
This occurred on an automatic assembly line of
DC (Fig.
5).
In comparison with the standard procedure
of metallic valves, lower stressed springs and softer
valve fixtures were applied. As mentioned, the position
of each SN-valve was documented in order to be able to
track each part back from the car number to the raw
material charges.
After mounting, often a slightly higher leak rate
was observed compared with the metallic system during
the first check.
This
was obviously due to the much
stiffer SN-ceramic. After adjustment and abrasion of
machining tolerances of the valve seat ring, occurring
after relatively short time, even lower leak rates than
with the conventional valves were reached.
Summing up, assembly did not result in any
material-related problems, and could be changed
without any alterations from metallic to ceramic valves.
182
APPLICATION EXPERIENCE
In total, about 1,600 C200-ML cars were sold to
customers without information on the valve material
and additional 100 of such cars were used for DC-
internal purposes. During the whole field test of about
two years, only one engine failed due to a valve defect.
By means of the tracking procedure
this
could be related
to a very early machning campaign. Thus, there
is
a
high probability that this valve failed due to an
undetected machining defect. On the other hand, this
result indicates that all other valves mounted in engines
could be fabricated with hgh reliability and
reproducibility. Of course, this is also due to the applied
evaluations and can be rated as an important step
towards a reliable mass application of highly stressed
ceramic components.
VALUATION OF THE FIELD TEST
This field test with the probably highest quantity
of SN-valves ever produced as well as number of cars
ever equipped with SN-valves demonstrated that the
SN-valve production and evaluation can be performed
reliably and reproducibly. Assembling SN-valves into
cylinder heads on a common production line proved to
be possible with only minor changes. Unfortunately,
however, the fuel reduction observed was diminishing
low, probably due to the applied charged engine 200-
ML in comparison to about 4% with conventional
uncharged engines of this type. On the other hand,
inspite of the one valve-related damage, DC rates
this
field test as successful. All processing steps could be
improved and the evaluation techniques proved to be
suitable to assure quality of the valves. Thus, ths field
test demonstrated the suitability to deliver reliable
silicon nitride components in series.
SUMMARY
AND
OUTLOOK
Though there is an overall positive result from
the field test of SN-valves, at the moment there is no
commitment of the automotive industry to apply
this
part in series in the near future. The reasons are mainly
still higher costs compared with metallic valves. There
are, however, various potentials for future applications,
based on the facts that
in
hghly charged engines
metallic valves reach their performance limits. This is
also the case with engines running near
h
=
1 due to
ecological reasons. Another potential for SN-valves is
associated with the introduction of electro-magnetic
valve control systems which favour very light weight
valves. Finally, attempts to reduce the fuel consumption
with the aim of the so-called ,,3-Liter-Car", force
engineers to exhaust all weight reduction possibilities of
the valve train components.
On the other hand, the successful field test
demonstrated that there were no higher stresses on the
valve in application than calculated. This gives room for
reducing material and component requirements and
allows a further down-grading of the SN-material with
associated lower costs. In this context it is important to
mention once more the successful reduction of the
machining effort of SN-valves within this project which
now approaches the machining time of metallic valves.
It can be summarized that SN-valves prove their
performance and reliability within this test. To improve
their chances for application, however, further reduction
of production costs is necessary to approach the costs of
metallic high-performance valves, being the topic of
various developmental activities.
We
grateful& acknowledge financial support of this
project
by
BMBF.
REFERENCES
G. Wotting, H. A. Lindner,
E.
Gugel: Silicon
Nitride Valves for Automotive Engines; in: Adv.
Cer. Mats; Transtech Publications Vol. 122-124
(1996) 283-292
E. Gugel, G. Wotting, P. Claeys, P. Woditsch:
Silicon Nitride Valves Available for Automotive
Engines; Proc. 29* ISATA, Vol. I (1996) 677-684
U. Hoyer, P. Rahanavardi: Untersuchung mit
Ventilen aus Leichtbau-Werkstoffen; MTZ
(1999) Nr. 9,590-603
G. Wotting, H. A. Lindner, E. Gugel: Experiences
with High-Volume Production of Silcion Nitride
Automotive Engine Valves; Proc. 6~ Int. Symp.
Ceramic Materials and Components for Engines,
Arita, Japan (1997) 197-202
K.
D.
Morgenthaler: Ceramic Valves
-
A
Challenge?; Proc. 6* Int. Symp. Ceramic Materials
and Components for Engines, Arita, Japan
(1
997)
T. Kinoshita,
Y.
Migairi, K. Kowasaki,
S.
Miwa,
M. Masudai: Development of Silicon Nitride
Valves for Automotive Engines; Proc. 6th Int.
Symp. Ceramic Materials and Components for
Engines, Arita, Japan (1997) 193-196
G.
Warnecke (Ed.): Zuverlassige Hochleistungs-
keramik Proc. Project-Symposium ,,Prozel3-
sicherheit und Reproduzierbarkeit in der
ProzeBkette keramischer Bauteile", Rengsdorf
46-5
1
(2000); ISBN 3-00-005686-6
L. Schafer, K. Eichgriin, T. Magg: Process Design
for High-Performance Grinding of Ceramics
in
Mass Production; Proc. this Conference
183
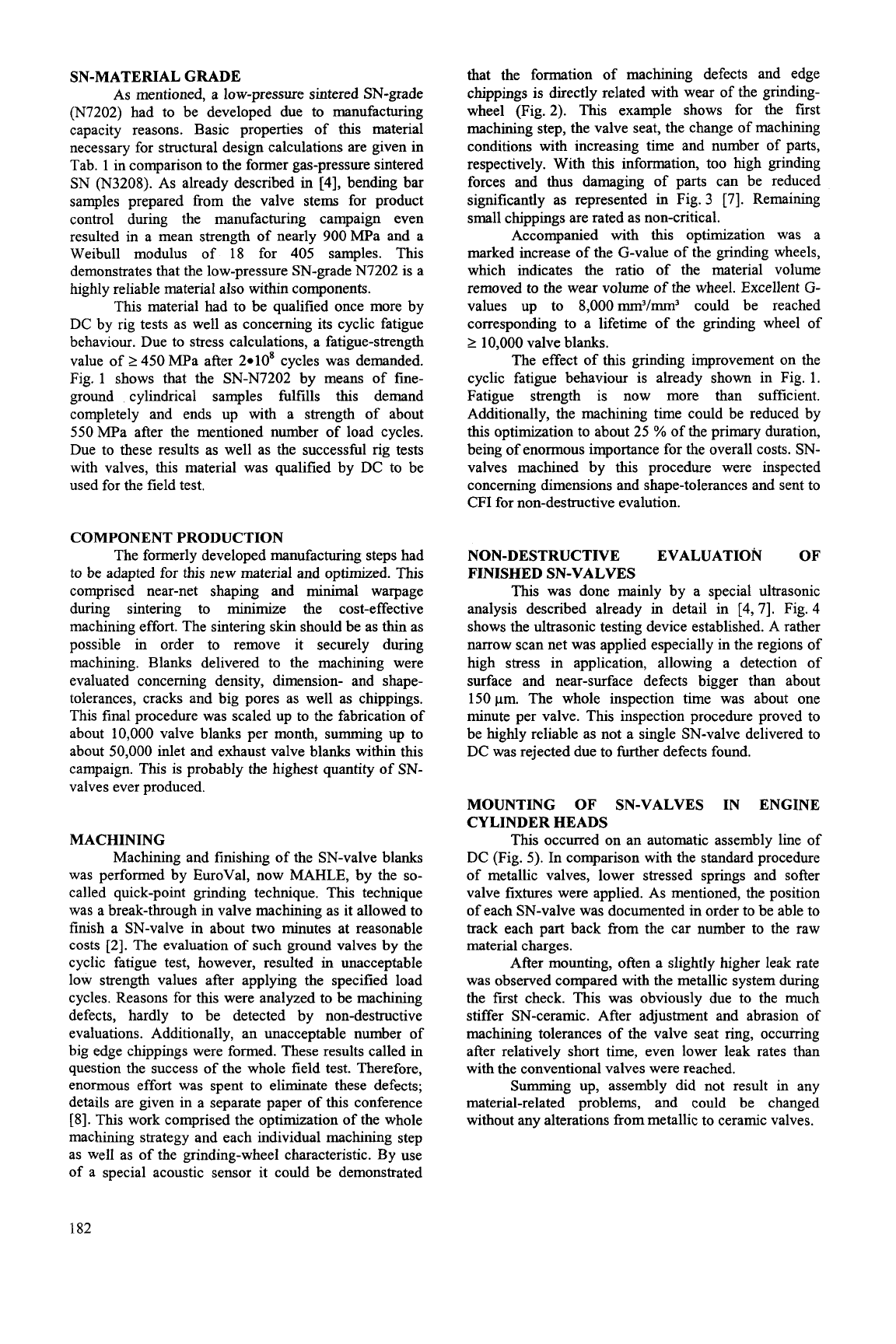
Tab. 1
Materials' characteristics
of
the low-pressure sintered SN-N7202
in
comparison to the gas-pressure sintered SN-N3208
Characteristics
Density
RT-Bending Strength
RT-Weibull
800°C-Bending Strength
800°C Weibull
SCG-Parameter
n,
RT
SCG-Parameter
n,
800°C
Fracture Toughness, RT
(SENB)
Hardness RT
Young's Modulus, RT
Young's Modulus, 800°C
Poisson-Ratio
Thermal
Expansion
Coeff., RT-800°C
Thermal Conductivity, RT
Thermal Conductivity, 800°C
g/cm3
MPa
MPa
~~a~rn'"
HVlO
GPa
GPa
.lo6
1/K
W1m.K
W/m.K
N7202
3.23
850
>
17
>
17
730
62
>
100
7
14.8
300
285
0.27
3.4
22
13
N3208
3.24
920
>
20
750
>
20
>
80
>
50
7-8
15.0
320
310
0.25
3.2
25
17
A
Fatigue Sample, fineground
0
Valves,
prior
technology
Number
of
Cycles
for
Fracture
Fig. 1 Influence of machining conditions
on
the fatigue strength
of
SN-N7202 samples
184

Fig.
2
Monitoring of grinding-wheel wear
by an acoustic
(AE)
sensor
Fig.
4
Automatic ultrasonic
analysis
apparatus for SN-valves
2ndoptimization07/99
.
>*50~m
Fig.
3
Number and sizes of edge-chippings
on SN-valves after different machining
conditions
Fig.
5
With SN-valves equipped cylinder
head
of
the
C200-engine
185

This Page Intentionally Left Blank
SELF-MATED TRIBOLOGICAL PROPERTIES
OF
PLASMA SPRAYED CHROMIUM CARBIDE COATING
Jianfeng Li, Chuanxian Ding
Shanghai Institute
of
Ceramics, Chinese Academy
of
Sciences
1295
Dingxi Road, Shanghai
200050,
China
ABSTRACT
By means of stationary ring on moving ring
arrangement, friction and wear coefficients of self-
mated plasma-sprayed Cr,C,-NiCr coating were tested
with respect to load and sliding speed. It was found that
the friction and wear coefficients depended on load and
sliding speed. The wear coefficients of moving rings
were larger than those of corresponding stationary rings,
and the higher the sliding speed, the larger the
difference of wear coefficient between moving ring and
stationary ring was. The results obtained were related to
thermal shock and oxidation of the coating caused by
frictional heat.
INTRODUCTION
Thermal spraying technique is widely used to
provide a wear-resistant coating on steel substrate in
industry. Plasma spraying is one main method of
thermal spraying in producing thick wear-resistant
coatings
[
1,2]. Because of their thermal stability, Cr,C,-
NiCr coatings sprayed by plasma or other thermal
spraying methods are often employed in high
temperature atmospheres such as turbine engine and
steel industry, which are commonly used for
temperatures ranging from
530
to
815
“C. Several
studies have contributed to the processing,
characterization and tribological properties of thermal
sprayed Cr,C,-NiCr coatings [3-71. However, it is still
necessary to further evaluate the tribological properties
of this kind
of
coatings. This work investigated the self-
mated tribological properties of plasma-sprayed Cr,C,-
NiCr coating with respect to load and sliding speed, and
the results obtained indicated some new phenomena
about the tribological properties of the Cr,C,-NiCr
coating.
EXPERIMENTAL DETAILS
Cr,C,-NiCr coating samples formed to the specific
dimension were prepared by a Sulzer-Metco F4-MB
plasma spraying gun mounted on an ABB
S3
robot
using optimized spraying parameters as listed
in
Table
1.
The starting powder was commercially Sulzer-Metco
82VF-NS (93wt%Cr3C,-7wt%NiCr), and the Cr,C,-
NiCr coating with thickness about
0.5
mm was sprayed
onto substrate of lCrlSNi9Ti stainless steel. Table 2
lists some properties parameters of the coating.
Table
1
Optimized plasma
spraying
parameters
~ ~~~
Current
(AT
600
Voltage
(V)
58
Argon (Lhin)
55
Hydrogen
(LNin)
12
Powder
feed
rate (g/min)
40
Spraying distance
(mm)
130
Table
2
Some aroperties
of
the
Cr,C,-NiCr
coating
Density
(Mg/m3)
5.92
Porosity
(YO)
6.3
Microhardness
(Hv,
2)
890
Bend
strength
(MPa)
148
Young’s modulus (GPa)
102
Fracture toughness (MPam”’)
7.4
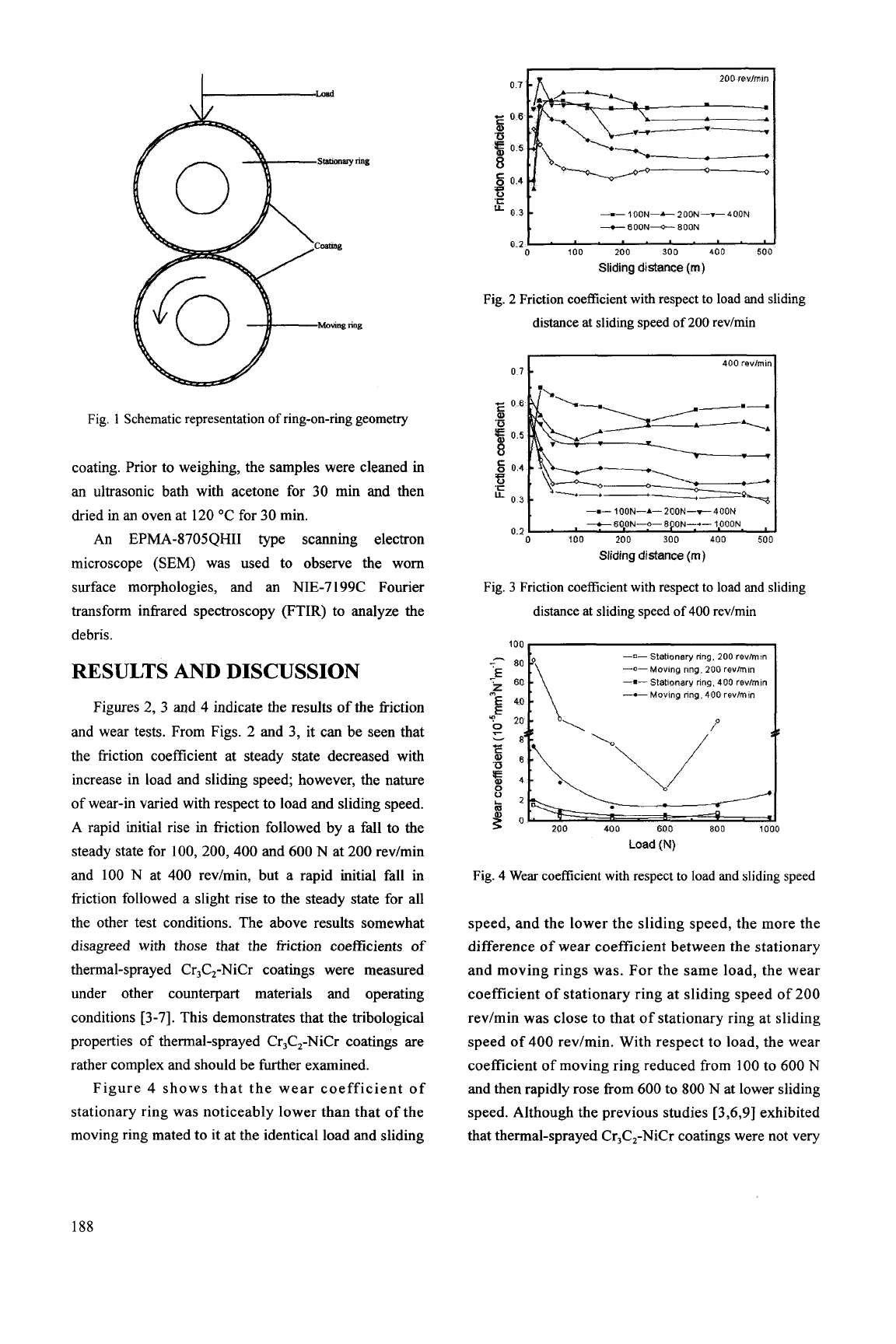
Friction and wear tests were conducted on a ring-on-
ring arrangement of an MM-200 wear tester in air at
room atmosphere (see Fig.
1).
Both the stationary and
moving rings were
40
mm outer diameter,
16
mm inner
diameter and
10
mm
thick. The surface roughness Ra of
the Cr,C,-NiCr coating before the friction and wear tests
was 0.25 pm after polishing. The tests were performed
under the following conditions: the loads of
100,
200,
400,600,800 and
1000
N, and two rotational speeds
of
200 and 400 revlmin, which were equal to the two
sliding velocities of
0.42
and 0.84 mls. The friction
coefficients were obtained from the friction torques,
which were directly read from the tester, being divided
by the loads and ring radius. The wear coefficients were
acquired from the wear mass
loss,
which were measured
by weighing the samples before and after each
of
the
wear tests with a TG328B analytical balance, being
divided by the loads, sliding distance and density of the
187
,,Lx
200
revlmin
03-
02
Fig.
1
Schematic representation
of
ring-on-ring geometry
4-
IOON-L
200N-v-400N
--t
600N-
800N
-...*'.'.'
coating. Prior to weighing, the samples were cleaned in
an
ultrasonic bath with acetone for
30
min and then
dried in an oven at 120 "C for
30
min.
An EPMA-8705QHII type scanning electron
microscope (SEM) was used to observe the worn
surface morphologies, and an NIE-7 199C Fourier
transform infrared spectroscopy (FTIR) to analyze the
debris.
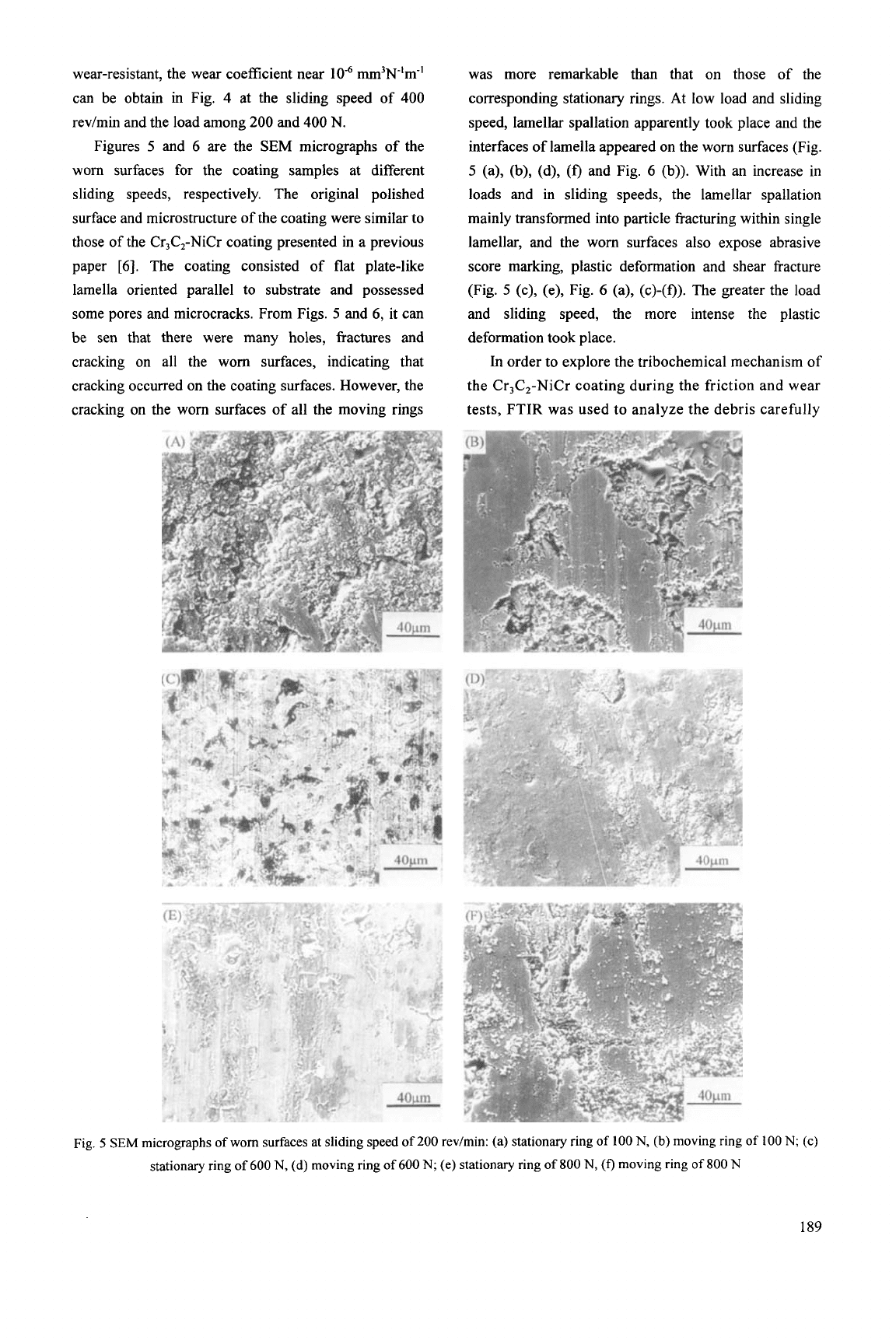
RESULTS AND DISCUSSION
Figures
2,
3
and
4
indicate the results of the friction
and wear tests. From Figs.
2
and 3, it can be seen that
the friction coefficient at steady state decreased with
increase in load and sliding speed; however, the nature
of wear-in varied with respect to load and sliding speed.
A rapid initial rise in friction followed by a fall to the
steady state for 100, 200,
400
and 600 N at
200
rev/min
and 100
N
at
400
rev/min, but a rapid initial fall in
friction followed a slight rise to the steady state for all
the other test conditions. The above results somewhat
disagreed with those that the fiiction coefficients of
thermal-sprayed Cr,C,-NiCr coatings were measured
under other counterpart materials and operating
conditions [3-71. This demonstrates that the tribological
properties of thermal-sprayed Cr,C,-NiCr coatings are
rather complex and should be further examined.
Figure
4
shows that the wear coefficient of
stationary ring was noticeably lower than that of the
"I
FI:
07
400
revlmin
-.-
1
OON-A- 200N-- 400N
-&600N-0-8~0N--*--
1000N
,
*I.'.
I00
200
300
400
500
0
Sliding dtstance
(rn)
Fig.
3
Friction coefficient
with
respect to load and sliding
distance at sliding speed
of
400
rev/min
inn
-n-
Stationary nng
200
revlmtn
-0-Moving nng
200
revhin
-8-
Stationary nng.
400
revlmin
-.-Moving nng
400
revlmin
Load
(N)
Fig.
4
Wear
coefficient
with
respect to
load
and sliding speed
speed, and the lower the sliding speed, the more the
difference of wear coefficient between the stationary
and moving rings was. For the same load, the wear
coefficient of stationary ring at sliding speed of 200
rev/min was close to that of stationary ring at sliding
speed
of
400
revlmin. With respect to load, the wear
coefficient of moving ring reduced from
100
to
600
N
and then rapidly rose from
600
to
800
N at lower sliding
speed. Although the previous studies [3,6,9
J
exhibited
moving ring mated to it at the identical load and sliding that thermal-sprayed Cr,C,-NiCr coatings were not very
188
wear-resistant, the wear coefficient near
lo4
mm3N-'m-'
can be obtain
in
Fig.
4
at the sliding speed of
400
rev/min and the load among
200
and
400
N.
Figures
5 and
6
are the
SEM
micrographs of the
worn surfaces for the coating samples at different
sliding speeds, respectively. The original polished
surface and microstructure of the coating were similar to
those
of the Cr,C,-NiCr coating presented in a previous
paper
[6].
The coating consisted of flat plate-like
lamella oriented parallel to substrate and possessed
some pores and microcracks. From Figs.
5 and
6,
it can
be sen that there were many holes, ffactures and
cracking on all the worn surfaces, indicating that
cracking occurred on the coating surfaces. However, the
cracking on the worn surfaces of all the moving rings
was more remarkable than that on those of the
corresponding stationary rings. At low load and sliding
speed, lamellar spallation apparently took place and the
interfaces of lamella appeared on the worn surfaces (Fig.
5 (a), (b),
(d),
(0
and Fig.
6
(b)). With an increase in
loads and in sliding speeds, the lamellar spallation
mainly transformed into particle fracturing within single
lamellar, and the worn surfaces also expose abrasive
score marking, plastic deformation and shear fracture
(Fig.
5
(c), (e), Fig. 6 (a), (c)-(0). The greater the load
and sliding speed, the more intense the plastic
deformation
took
place.
In order to explore the tribochemical mechanism of
the Cr,C,-NiCr coating during the friction and wear
tests, FTIR was used to analyze the debris carefully
Fig.
5
SEM micrographs of
worn
surfaces at sliding speed of
200
revhin: (a) stationary ring of
100
N,
(b)
moving ring of
100
N;
(c)
stationary ring of
600
N,
(d) moving ring of
600
N;
(e) stationary ring of
800
N,
(f)
moving ring
of
800
N
189
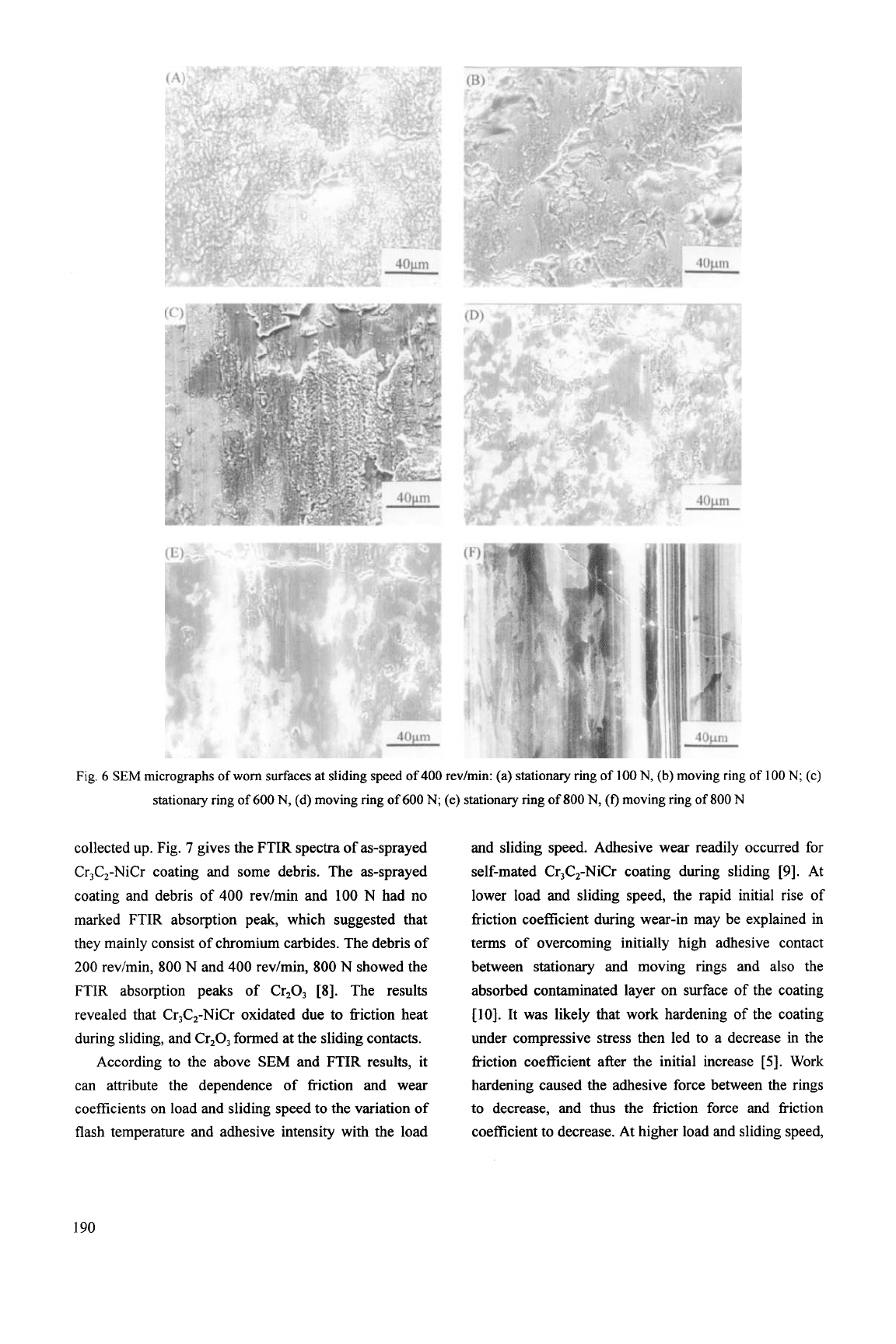
Fig.
6
SEM
micrographs
of
worn
surfaces at sliding speed
of
400
revhin:
(a)
stationary ring
of
100
N,
(b)
moving ring
of
100
N;
(c)
stationary ring
of
600
N,
(d) moving ring
of
600
N;
(e)
stationary ring
of
800
N,
(0
moving ring
of
800
N
collected up. Fig.
7
gives the FTIR spectra
of
as-sprayed
Cr,C,-NiCr coating and some debris. The as-sprayed
coating and debris of 400 rev/min and
100
N
had no
marked FTIR absorption peak, which suggested that
they mainly consist
of
chromium carbides. The debris
of
200
rev/min,
800
N and
400
rev/min,
800
N showed the
FTIR absorption peaks of Cr203
[S].
The results
revealed that Cr,C,-NiCr oxidated due to fiiction heat
during sliding, and Cr20, formed at the sliding contacts.
According to the above
SEM
and FTIR results, it
can
attribute the dependence
of
fiction and wear
coefficients on load and sliding speed to the variation
of
flash temperature and adhesive intensity with the load
and sliding speed. Adhesive wear readily occurred for
self-mated Cr,C,-NiCr coating during sliding
[9].
At
lower load and sliding speed, the rapid initial rise of
fiiction coefficient during wear-in may be explained in
terms
of
overcoming initially high adhesive contact
between stationary and moving rings and also the
absorbed contaminated layer on surface of the coating
[lo].
It was likely that work hardening of the coating
under compressive stress then led to a decrease in the
fiiction coefficient after the initial increase
[5].
Work
hardening caused the adhesive force between the rings
to decrease, and thus the fiiction force and friction
coefficient to decrease. At higher load and sliding speed,
190

I
I
d
coating
200
rev/min
and
800
N
400
rev/min
and
800
N
400
rev/min
and
100
N
2000
1500
1000
500
Wavenumbers
Fig.
7
FTIR
spectra
of
as-sprayed and some debris
on the one hand, more intense work hardening occurred
as a result of higher compressive stress. On the other
hand, Cr,C,-NiCr coating oxidized and harder Cr,O,
formed at the sliding contacts due to higher flash
temperature resulted from friction heat. The two reasons,
especially for the later, resulted in that the initial rise of
friction coefficient was too fast to expose in the friction
curves, and the friction curves firstly showed a rapid fell
during wear-in (Fig. 2 and 3). With the formation of
Cr,O, and then embedding into the softer matrix, the
tangential friction forces increased because of the
plowing action, in turn a slight increase in the friction
coefficient after the initial rapid decrease during wear-in.
This can be proved from the abrasive score markings in
Fig.
5
(el,
(0,
Fig. 6 (c), (d), (el and
(0.
Work hardening of the coating and the formation of
Cr,O, caused the adhesive force between the rings to
decrease, which resulted in that the main wear
mechanism of the coating varied with load and sliding
speed, and hence the wear coefficient of the coating
decreased with increase in a certain load and sliding
speed (Fig. 4). As the surfaces
of
moving rings
recurrently entered sliding contacts with higher
temperatures and then were exposed to cooler
atmosphere, they were necessarily subjected to thermal
shocking in some degree. That the wear coefficients
of
stationary rings were noticeably lower than those of the
moving rings mated to them disclosed that friction-
induced thermal shocking deteriorated the wear
performance of the coating. This is readily explained by
the following fact: at the identical load, the higher the
sliding speed, the more the difference of wear
coefficient between the stationary and moving rings was
because the higher the sliding speed, the weaker the
thermal shocking was [l
I].
It is also easily explained
that the wear coefficient of moving ring then rapidly
rose from 600 to 800
N
at low sliding speed. This
results from that the increase in wear caused by more
intense thermal shocking exceeded the decrease in wear
due to decrease in adhesive force between the rings.
CONCLUSION
Friction and wear coefficients of self-mated plasma-
sprayed Cr,C,-NiCr coating were tested with respect to
load and sliding speed. It was found that the friction and
wear coefficients depended on load and sliding speed.
The wear coefficients of moving rings were larger than
those of corresponding stationary rings, and the higher
the sliding speed, the larger the difference of wear
coefficient between moving ring and stationary ring was.
The results obtained were related to friction-induced
thermal shock and oxidation of the coating caused
by
frictional heat, which caused that the main wear
mechanism of the coating transformed into particle
fracturing within single lamellar from lamellar
spallation with an increase in loads and in sliding speeds.
At higher sliding speed and a certain range of loads, the
coating exhibited rather wear-resistant and the wear
coefficients close to 1
0-6
mm3N-'m-'.
REFERENCES
(1)
R.
W. Smith and
R.
Novak, Advances and
Application in
U.
S.
Thermal Spray Technology,
I.
Technology and Materials. Powder Metallurgy
International 3, (1991) 147-155.
(2)
G.
Barbezat,
A.
R.
Nicoll and A. Sickinger,
Abrasion, Erosion and Scuffing Resistance
of
Carbide and Oxide Ceramic Thermal Sprayed
Coating for Different Application. Wear, 162-1 64,
(1993) 529-537.
(3)
Y.
Wang,
Y.
S.
Jin and
S.
Z.
Wen, The Friction and
Wear Performance
of
Plasma Sprayed Ceramic
Coatings at High Temperature. Wear, 129, (1989)
223-234.
191