Ghodssi R., Lin P., MEMS Materials and Processes Handbook
Подождите немного. Документ загружается.

1054 M.A. Huff et al.
may perform the fabrication of microelectronics on substrates and then send the
substrates to a MEMS foundry that performs the MEMS fabrication.
The business benefits of such an approach can be quite significant. First, it avoids
the huge development costs associated with developing a standalone microelectron-
ics process. Second, it avoids the problem of matching the production capacity for
microelectronics with that of the MEMS devices, which can be difficult. Third,
it allows continuous access to state-of-the-art microelectronics process technolo-
gies without incurring the enormous development and capital costs that this would
involve.
Given the difficulty, cost, and risk associated with the approach of complete
customization it should be obvious that the first step of any MEMS development
activity should be to determine if an existing process technology can be used or
leveraged (by leveraging we mean to make relatively simple modifications or to
use any portions of an existing process technology) because this will often be
the most efficient and effective approach available. Nevertheless, the leveraging
of existing process technologies in commercial MEMS foundries has frequently
not been a viable option for designers. There are several reasons for this, includ-
ing: (1) most MEMS process technologies in existence were developed by captive
foundries that are not interested in making their capabilities available to outside enti-
ties; (2) MEMS is a relatively new field and has an enormous range of applications
and therefore the number of existing process technologies available is quite limited;
and, (3) most MEMS process technologies in existence were not designed with the
intent to be generic for a range of applications, but instead were developed and opti-
mized for a single device and application area. Historically, the leveraging of an
existing process sequence requires that the intended application be closely aligned
to the original or else the development of a customized process sequence will be
warranted.
We now discuss some of the more detailed technical challenges that arise related
to MEMS process integration.
14.5.1 Topography
In standard front-line CMOS electronics fabrication, thicknesses of the material
layers are very thin, usually on the order of nanometers to tens of nanometers
in thickness. As a consequence, topographies are small and photoresist thick-
nesses can be correspondingly thin. In fact, the thicknesses of photoresists scale
to some degree with the resolution of the linewidths: thinner photoresists must
be used to obtain smaller resolution linewidths. MEMS structures, on the other
hand, often tend to be comparatively thick. This causes photolithographic con-
straints on the device’s planar dimensions and limits the layer-to-layer alignment
accuracy that can be achieved. For example, if one tries to embed MEMS fab-
rication steps into a microelectronics fabrication process sequence to create an
integrated MEMS process sequence, the inherent constraints of the MEMS pro-
cessing steps will add constraints to the electronics processing steps that would
14 MEMS Process Integration 1055
Light Source
Collimator
Mask
Reduction Optics
Wafer
In Focus
Out of Focus
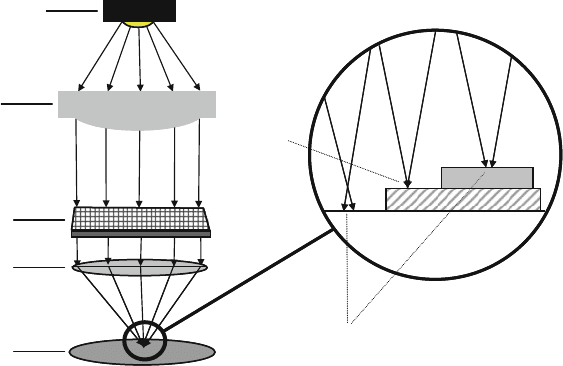
Fig. 14.3 Illustration of how various regions of the photolithographic pattern can be in or out
of focus based on the topography of the substrate surface (Reprinted with permission, copyright
MEMS and Nanotechnology Exchange)
not otherwise occur in the microelectronics process sequence. This is demon-
strated in the illustration below (Fig. 14.3), which shows a projection optical system
being used for photolithography on a wafer. As can be seen in the insert to the
right, even though the mask image is in focus in certain locations, other loca-
tions on the wafer surface are out of focus and this is due to the topology of the
surface.
In addition, the alignment structures typically used in an electronics process are
generally insufficient for the alignment needs of the MEMS layers, so additional
alignment strategies must be designed into the integrated process flow. For exam-
ple, many MEMS processes will pattern and etch the backside of the wafer for a
subsequent through-wafer etching process that requires special alignment marks.
Another common mistake for deep anisotropic etches (e.g., deep RIE) is that any
alignment marks in the silicon can be easily erased during processing. Therefore,
care must be taken to ensure that alignment marks in the silicon will either survive
the etch or the alignment marks are made in a different material layer that will not
be etched.
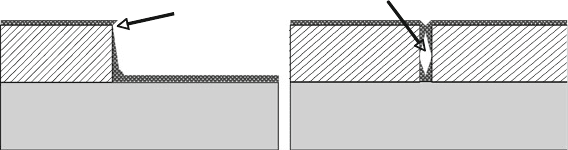
The large topology seen in MEMS fabrication also causes problems with conti-
nuity of layers after thin-film depositions. At the edge of high topology structures
where there is a large dropoff, the material layer after thin-film deposition may be
thinner than in the field regions (Fig. 14.4a). At worst case, there may even be a
discontinuity in the layer across large variations of topography. Additionally, it can
be difficult to obtain a conformal and continuous coverage of a thin film deposition
in the deep high-aspect-ratio trenches that are frequently seen in MEMS fabrication
(Fig. 14.4b).
1056 M.A. Huff et al.
Breakin Thin Film
Void
(a) (b)
Fig. 14.4 Illustration of the problems caused in thin-film deposition during MEMS fabrication
due to the large topography
14.5.2 Material Compatibility
A more difficult process integration challenge is material compatibility. The impor-
tance of this issue is perhaps best illustrated in the case of integrated MEMS
process technologies. Standard CMOS electronics fabrication uses a very limited
set of materials whose electrical properties are very well known. On the other
hand, one of the great strengths of MEMS fabrication is the availability of an
extremely broad and diverse range of material types. The introduction of atypical
materials into a CMOS electronics flow can have dramatic and unforeseen con-
sequences. A classic example is the use of gold. In the MEMS context, gold can
have extremely useful material properties; very high electrical conductivity, very
high thermal conductivity, good surface-to-surface bonding capability, and excel-
lent chemical inertness. However, it does not adhere well to silicon dioxide and it
can poison transistor devices (it is a rapidly diffusing element that causes deep level
traps and degrades the minority carrier lifetime). Therefore, most CMOS foundries
would not permit wafers that have gold on them to be processed on any of the
equipment used for microelectronics fabrication. Moreover, most CMOS foundries
would also not allow wafers that had been processed on equipment that had ever
touched wafers having gold on them to be processed on any of the equipment used
for microelectronics fabrication. This example also illustrates the importance of
partitioning or segregating the process sequence between processing tools used for
microelectronics fabrication from those used for MEMS fabrication (see discussion
below).
Material compatibility is an extremely important issue for nonintegrated MEMS
process sequences as well. Perhaps the most obvious example of this is when the
existing materials on the substrate are modified or destroyed during subsequent pro-
cessing steps to which the materials on the substrate are exposed. For example,
any aluminum metal (commonly used as an electrical interconnect material layer
in microfabrication) that is exposed to potassium hydroxide (KOH) (an often-used
anisotropic wet chemical etchant for MEMS bulk micromachining) will result in the
aluminum being destroyed. Therefore, either another metal, such as gold, or another
etchant solution, such as tetramethylammonium hydroxide (TMAH), or a protective
layer must be used in the process sequence.
14 MEMS Process Integration 1057
It should also be noted that material compatibility issues can be extremely subtle
and difficult to uncover and understand. As an example, a MEMS process sequence
may call for the deposition of a layer of LPCVD silicon nitride over a previously
deposited PECVD glass layer. However, this may result in the blistering of the sili-
con nitride layer due to the outgasing from the CVD glass layer. The solution may
be to anneal the CVD glass layer at a temperature in excess of the silicon nitride
deposition (in fact, it is advisable to perform the anneal at a temperature higher
than any subsequent processing steps in the entire process sequence) in order to
densify and outgas the glass material prior to the deposition of the silicon nitride
layer. As another example, thin-film deposited gold does not adhere well to silicon
dioxide layers. Instead, a thin adhesion l ayer such as chrome needs to be deposited
prior to the gold deposition. As these examples demonstrate, given the enormous
range and diversity of materials and processes used in MEMS, successful handling
and management of process compatibility issues in process integration can be very
challenging.
14.5.3 Thermal Compatibility
Thermal budget, which refers to the temperature level and length of time that a
substrate is exposed to during processing, must also be addressed in MEMS process
integration because it has an enormous impact on the resultant material properties.
Management of the thermal budget is often extremely critical for integrated MEMS
processes. The thermal budget must be carefully controlled in order to maintain
appropriate doping levels in, for example, the CMOS channel. Also, the temperature
of any subsequent processing of microelectronics wafers with metallization must be
performed at low temperatures.
In MEMS fabrication, on the other hand, long, high-temperature annealing steps
are often required to control morphologies of polycrystalline materials or reduce
built-in residual stresses and stress gradients within material layers. Therefore, any
integration of MEMS and electronics process steps requires careful consideration
of the thermal requirements of the transistors and MEMS structures as well as the
materials used to implement them. These requirements often severely restrict the
order in which materials can be deposited in an integrated MEMS process flow. For
example, the use of many metals (as circuit interconnects or as MEMS structural
layers) must occur after any processing steps requiring high-temperature processing.
Thermal compatibility issues are also very important in nonintegrated MEMS
process sequences. As was described above, the properties of MEMS materials on
a substrate can be significantly modified by the subsequent steps in the process
sequence. For example, a thin-film layer of gold that is directly deposited onto sili-
con that is subsequently heated above the gold–silicon eutectic temperature, which
is about 360
◦
C, will alloy with the underlying silicon and appear to have disap-
peared. The gold does not disappear per se, but instead diffuses into the silicon. The
effects of thermal budget are perhaps the most significant determinant of many of
the most important resultant material properties, such as residual stress in a thin-film
used in the implementation of a MEMS device.
1058 M.A. Huff et al.
14.5.4 Circuit/MEMS Partitioning of Fabrication
How the processing steps in a MEMS process sequence are partitioned is very
important. Depending on the restrictions of each individual item of equipment, loca-
tion within a foundry, or from foundry to foundry, there are often issues such as
wafer cleanliness and cross-contamination when transferring wafers among tools
and foundries that must be addressed.
Many MEMS processes are not considered to be compatible with most micro-
electronics processes. As discussed above, MEMS uses a much broader and diverse
(i.e., different) spectrum of materials than microelectronics fabrication and some
of the materials often used in MEMS are known to pose contamination problems
for integrated circuits (e.g., gold). In addition, during processing MEMS wafers
can generate particulates that can degrade the yield of microelectronics processes.
For example, a MEMS process technology may involve the etching of silicon or
some other material to create very thin membranes across the surface of the wafer.
These membranes may be extremely fragile and susceptible to breakage during
subsequent processing. They may even break during normal wafer handling in the
cleanroom. The breakage of membranes on the MEMS wafers would likely create a
large amount of particulate contamination that would be very problematic for wafers
undergoing integrated circuit fabrication. For example, a large amount of particulate
matter on t he surface of the wafer would seriously degrade the yield of any subse-
quent photolithographic process step, and this degradation would increase as the
linewidth resolution is decreased. As a general rule, the process restrictions for inte-
grated circuits will always be more restrictive than for MEMS. Consequently, the
processing equipment used for MEMS fabrication is frequently physically separated
from the equipment used to make integrated circuits for most integrated MEMS
process sequences.
Many microelectronics foundries, as discussed above, are operated as continu-
ous flow manufacturing environments wherein every wafer is processed according
to exactly the same ordered sequence of steps from start to finish. This coupled
with the highly strict controls on contamination and particulates dictates that the
wafers cannot easily be removed from a manufacturing line, have one or more
MEMS processing steps performed, and then reinserted into the integrated circuit
processing line. In contrast, the customized nature of MEMS processing sequences
requires that some wafers are processed according to one process sequence, another
group of wafers are processed according to a different process, and so on. This cus-
tomization usually requires that the wafers jump from one type of process and the
associated equipment tool to another. This has a large impact on the partitioning of
the process and equipment for an integrated MEMS process. Due to the concerns of
contamination and particulates from MEMS processing steps as well as the restric-
tive nature of integrated circuit fabrication, it should be obvious that often the most
practicable approach for integrated MEMS manufacturing is to perform the micro-
electronics fabrication first (i.e., start fabrication within facilities having the strictest
restrictions) and then transfer the wafers to a less restricted foundry (i.e., a MEMS
foundry) wherein the remaining portion of the fabrication is completed.
14 MEMS Process Integration 1059
14.5.5 Tooling Constraints
MEMS fabrication often poses many unique challenges and constraints with respect
to the tooling of the processing equipment used. For example, it is not uncom-
mon in MEMS fabrication to process nonstandard wafers including wafers that are
much thinner or thicker than a standard wafer, wafers that have holes etched through
them, wafers that have extremely fragile structures on their surface, wafers that have
features on both sides of the s ubstrate, wafers that have enormous topology (see dis-
cussion above), or wafers that have nonstandard s hapes (e.g., square or rectangular)
or sizes. MEMS-processed wafers are often micromachined in such a way that the
mechanical stiffness and robustness of the wafer is compromised. Moreover, some
of the micromachined areas create “stress risers” that when combined with the crys-
talline nature of most semiconductor wafers pose significant risk of fracture. This
applies to integrated or nonintegrated MEMS.
Also, much of the semiconductor processing equipment in a modern foundry is
highly automated. For example, a typical foundry processing tool will have a load
lock mechanism wherein a cassette of wafers is placed, a robotic arm that takes the
wafers from the cassette and places them one at a time in a process chamber, and a
wafer chuck that applies a vacuum to the wafer inside the process chamber to hold
it securely prior to the processing step being performed. The attempt to process a
wafer that has previously undergone MEMS (or any micromachining) processing
on such a system without ensuring that the tool will not damage the wafer and vice
versa may result in a catastrophic outcome. For example, a process sequence may
require that a DRIE etch be performed entirely through the whole wafer. However,
inasmuch as many DRIE process tools use backside helium cooling, a through-
wafer etch would result in the helium leaking into the process chamber unless some
remedy were employed. Most often, the device wafer that is being etched is mounted
to another (called handle) wafer while the t hrough wafer is being performed. The
device wafer is then carefully removed from the handle wafer (one hopes) without
breaking it.
There is often a specific tooling compatibility issue that arises in the case of inte-
grated MEMS process technologies. Most state-of-the-art CMOS foundries produce
microelectronics on wafers that are 300 mm in diameter. In contrast, many of the
specialized MEMS processes are performed on tools that can only accommodate
up to 200 mm diameter substrates, with 150 mm equipment being more common.
Clearly, this presents a problem on how to process a wafer on both CMOS and
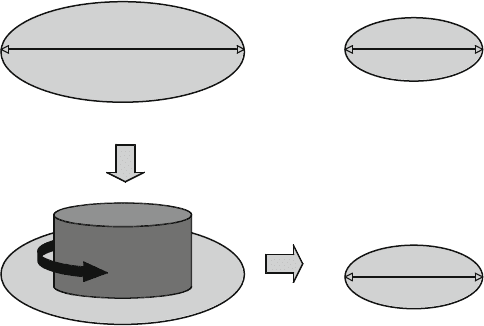
MEMS equipment. One solution (which only works for the case where the CMOS
fabrication is performed prior to the MEMS fabrication) is to core out the middle
of the CMOS wafer with a core diameter matched to the MEMS process tools, and
then perform the MEMS fabrication on the cored-out substrate (Fig. 14.5).
Although this may be the best available solution to overcoming this tooling prob-
lem, it does have several disadvantages. A large number of CMOS die will be
unusable and thrown away (essentially the CMOS die within an annular ring having
an outer diameter of the CMOS wafer and an inner diameter equal to the coring
diameter). Also, the wafer coring process removes the beveling of the wafer edges
1060 M.A. Huff et al.
300 mm
150 mm
Typical MEMS Wafer
Typical CMOS Wafer
Coring of CMOS Wafer
150 mm
Cored CMOS Wafer Ready
for MEMS Processing
Fig. 14.5 Coring of CMOS wafer so that it can be processed on MEMS equipment
which help protect against wafer breakage. In short, a MEMS fabricator cannot just
use t he items of equipment that are specified in a process sequence without resolving
the constraints that process equipment tooling presents.
14.5.6 Circuit/MEMS Physical Partitioning
The physical partitioning or separation and location of the MEMS device(s) on the
substrate is also an important consideration. The most important question that must
be answered is whether to develop an integrated or nonintegrated MEMS process
sequence. This decision must be carefully and thoroughly researched and depends
on many factors, some of which are relatively easy to obtain or estimate, whereas
others will require a fair amount of speculation. Some of the factors that must be
considered include: comparing the development cost and time associated with inte-
grating or not integrating MEMS with microelectronics, comparing performance
levels of both approaches to the performance requirements of t he product, compar-
ing the manufacturing costs of both approaches, comparing the capital investments
that would be r equired in both approaches, determining whether there are existing
foundries and process technologies from which to leverage for either approach, the
cost and difficulty of packaging with respect to both approaches, and so on.
In some situations the integration of MEMS with electronics is necessary. We
review a few examples below, such as Texas Instruments’ DLP technology, in which
this is certainly the case given the huge number of mirrors that have to be inde-
pendently controlled. Usually the most prudent approach for integrated MEMS is
to fabricate the microelectronics first and then the MEMS. However, even in the
cases where the microelectronics are fabricated first, the metallization, materials
14 MEMS Process Integration 1061
constraints, dimensions, doping profiles, and the like, of the electronics will place
severe limits on the type of MEMS fabrication that can be performed as well as the
materials that can be employed. Moreover, it will also restrict the substrate material
to whatever the electronics are made from. However, it is often a better choice to
go with a nonintegrated approach wherein the MEMS are fabricated on one sub-
strate and the microelectronics are fabricated on another. Often the two die, the
CMOS die and the MEMS die, are packaged together in what is called a hybrid
package and electrically connected inside the package using wire-bonding or a sim-
ilar technology. The advantages of a nonintegrated approach from the standpoint of
reduced development time, development cost, and risk can be dramatic. However,
there are other, perhaps less obvious, advantages as well. For example, the nonin-
tegrated approach of MEMS fabrication will allow much more design and process
freedom than can be achieved in the integrated MEMS approach. In addition, the
yields of hybrid MEMS can be increased due to the fact that “known good CMOS
and MEMS die” can be preselected for the hybrid package.
Partitioning as it relates to where the MEMS is located on the die or wafer is
also an important consideration. That is, care must be taken in locating the MEMS
device(s) on the substrate. As an example, consider the limitations concerning par-
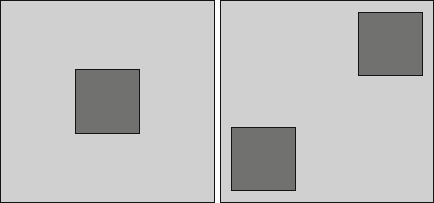
titioning of a MEMS device on a die as illustrated in Fig. 14.6. I n this figure (both
left and right) we portray a die (shown in light gray) containing both microelec-
tronics and MEMS on the same substrate wherein the die is larger than the area
consumed by the MEMS sensor device (shown in dark gray). The MEMS device
may be a sensor that is designed and built to be highly sensitive to strains. (Even
if it is not designed as a stress sensor, virtually all MEMS devices are affected by
stress.) When the MEMS die is attached to a package using any common die-attach
technology (e.g., epoxy, solder, etc.), stresses will be applied to the die and these
stresses will likely result in a nonuniform stress field across the die that varies from
the center to the edge of the die. Consequently, it will be a prudent design choice
to locate the MEMS device on the die wherein these die-attach induced stresses
are more uniform, that is near the center of the die (Fig. 14.6, left), as opposed to
MEMS
MEMS
MEMS
Fig. 14.6 Plan view of two integrated MEMS device die. The one on the left has the MEMS device
in the center of the die where the packaging and die attach stresses will be uniformly distributed
to the MEMS sensor. The die on the right has the MEMS devices at the edge of the die and more
prone to the effect of any packaging and die attach stresses
1062 M.A. Huff et al.
locating the MEMS device at the edge of the die (Fig. 14.6, right). As this example
demonstrates, both partitioning and packaging should always be addressed as early
as possible in any MEMS device development effort.
14.5.7 Die Separation, Assembly and Packaging
How the wafers with MEMS devices are to be diced, handled, assembled, and pack-
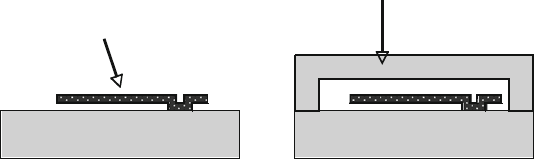
aged also poses challenges for MEMS developers. Often MEMS devices are located
on the surface of the wafer and are extremely fragile once they are released and free
to move (Fig. 14.7a). The standard method in the semiconductor industry of dic-
ing wafers into die using a high-speed diesaw, wherein pressurized water is sprayed
at the location of the cutting action, may not be suitable for a wafer with MEMS
devices. In such situations, some other method to separate the die must be devised,
such as laser cutting. Alternatively, an increasingly popular method is to enclose the
MEMS device inside a sealed cavity using what is termed wafer-scale packaging,
as shown in Fig. 14.7b. This process is performed at the wafer level (i.e., before
die separation) and completely protects the MEMS device during subsequent die
separation, assembly, and packaging procedures. However, this will require the pro-
cess to be designed and developed such that the MEMS device and potentially any
microelectronics are not degraded during the process, and space must be dedicated
on the die to allow the bonding of the capping wafer and the more complex sawing
operation.
Fragile MEMS device
Enclosure that protects MEMS device
(a) (b)
Fig. 14.7 Illustration of fragile MEMS device on the top surface of the wafer that could be broken
during die separation and assembly processes
Automated pick-and-place operations are commonly used in the semiconductor
industry to t ransport the die from a diced wafer to a package or other intermediate
container. Usually they are composed of a movable tube within which a vacuum is
applied to create a suction effect to hold the die on the end of the tube. These types
of assembly machines may not be suitable for die containing MEMS inasmuch as
the mechanical forces (i.e., contact and vacuum pressure from the tube being placed
in contact with the die) may damage or destroy the MEMS devices. Therefore, the
location of the MEMS devices on the die will need to be considered beforehand.
14 MEMS Process Integration 1063
A solution may involve locating the MEMS devices on the die where the wand will
not contact during pick-and-place operations. The disadvantage of this is that it may
require the die to be larger (thereby resulting in a higher cost). Another alternative
may be to use a protective enclosure such as the wafer-scale packaging discussed
above and shown in Fig. 14.7b.
MEMS packaging tends to be much more complex and challenging than that
used in microelectronics, but it must be considered as part of the process integra-
tion effort as well. Although microelectronics are usually sealed within a hermetic
package and completely isolated from the environment with only the electrical leads
penetrating from inside the package to the outside world, a MEMS package must
not only protect the die, but simultaneously must allow the die to interact with the
environment outside of the package in some limited fashion and provide for the
device output signal to be conveyed to the outside world. For example, a MEMS
pressure transducer package must have one or more ports whereby the pressure to
be measured can be applied through the package to the sensor die and also sev-
eral electrical leads from t he die to outside the package. The pressure sensor die is
relatively fragile, therefore the package must also adequately protect the die from
damage during handling and while in use.
Although the microelectronics industry has a standard set of off-the-shelf pack-
aging technologies, the enormous diversity of MEMS device types and applications
combined with the different ways in which the devices interact with the environment
means that MEMS packaging, like the MEMS devices themselves, also tend to be
very customized (and can also be very costly) [1]. Furthermore, the package must
take the output leads, which are usually electrical, from the MEMS device and route
them to the outside of the package in a standardized format that can be connected
to a larger system. Another complication that frequently arises in MEMS packag-
ing that can be illustrated in the example of the pressure sensor is that the pressure
sensor device is highly sensitive to strain, and consequently any strain built into the
sensor as a result of encapsulating a package around the sensor must be appropri-
ately managed. The complexities of MEMS packaging coupled with the fact that
there exists no standard or universal package for MEMS die, often results in the
packaging being one of the most expensive cost elements in MEMS device produc-
tion. Even the use of a conventional package may place many restrictions on the
design of the MEMS device as well as the process sequence used to implement it.
Ultimately, the decisions about die separation, assembly, and packaging of
MEMS devices involve a complex interplay of technical and business analysis and
advisably all should be carefully addressed in concert with the device design and
process sequence early in any development effort.
14.6 How Is Process Integration Performed?
The development of a MEMS process sequence is very hard work and to be suc-
cessful at this endeavor requires the careful balance of creative ideas tempered with
objective and judicious decision making, plus some amount of good fortune (i.e.,