Canale L.C.F., Mesquita R.A., Totten G.E. Failure Analysis of Heat Treated Steel Components
Подождите немного. Документ загружается.

region of martensite plates along the prior-
austenite grain boundaries (Ref 19).
There are basically three different modes of
fracture through the tempered martensite of
specimens tempered in the range of 260 to
370
C. First is brittle transgranular fracture,
which results from the decomposition of
retained austenite in the second stage of tem-
pering, as mentioned previously. Films of
retained austenite between laths of martensite in
quenched medium-carbon steels transform into
thin plates of cementite on tempering. The sec-
ond mode of fracture associated with TME is
intergranular. This kind of fracture is quite
common and has been related to phosphorus
segregation to the austenite grain boundary
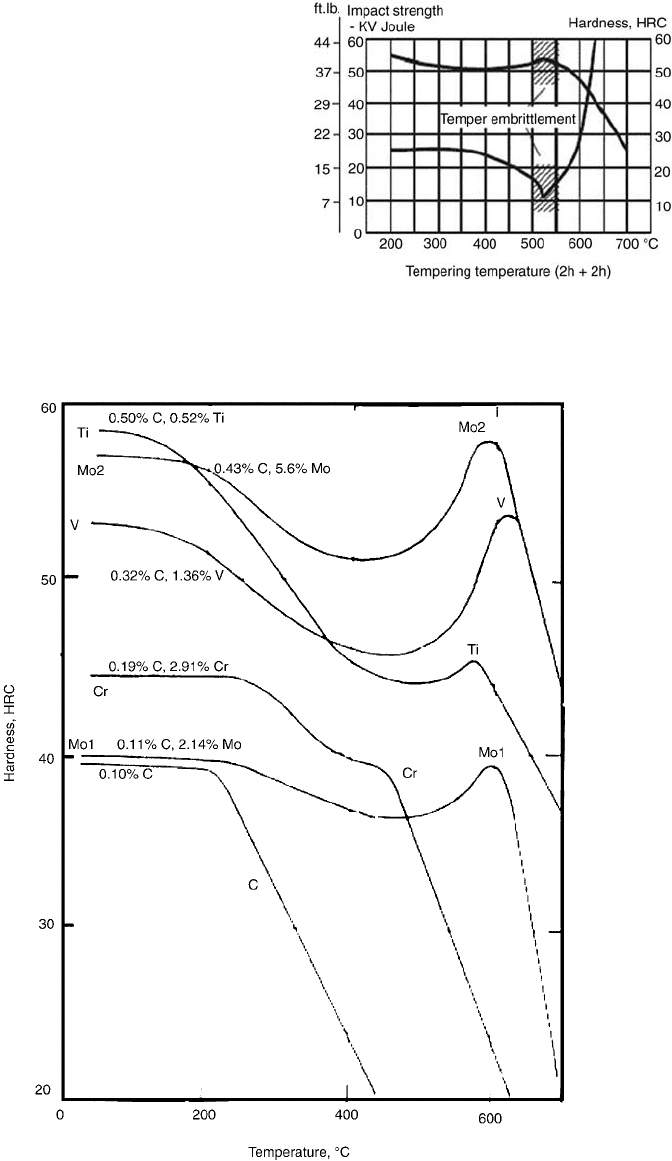
Fig. 14 Effects of titanium, vanadium, chromium, and molybdenum on tempering hardness behavior. Source: Ref 5
Fig. 15
Hardness and toughness of a tool steel as a function
of tempering temperature. Charpy V-test performed
at room temperature in the short-transverse direction
Steel Failures due to Tempering and Isothermal Heat Treatment / 295
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:34PM Plate # 0 pg 295
during austenitization. However, data on the
effect of phosphorus on the fracture surfaces in
the untempered condition indicate only that the
presence of phosphorus at the prior-austenite
grain boundary is not sufficient for the devel-
opment of TME. So, the interaction between
phosphorus and cementite is necessary for the
intergranular mode of TME (Ref 20, 21).
It is important to understand that the fracture
is occurring along a prior-austenite grain
boundary, which is now a high-angle ferrite
grain boundary (Ref 22). Krauss (Ref 12)
describes another type of transgranular fracture
mode associated with TME, which is observed
in 4340-type steels. It is interlath cleavage
induced by cracking parallel to the cementite
formed from the retained austenite transforma-
tion. Transgranular fractures in TME may be
related to the interlath carbide thickness; thinner
carbides cause interlath fracture, and thicker
carbides promote translath cleavage. In some
low-carbon steels, embrittlement is associated
with peculiar carbide morphology that provides
numerous sites for microcrack initiation, grow-
ing by microvoid coalescence and then fracture,
with little gross plastic deformation.
Silicon additions to carbon steels raise the
temperature range in which TME occurs (as
mentioned earlier), because silicon delays both
the conversion of the transition carbide (e)to
cementite within the martensite laths as well
as cementite coarsening at boundaries at
higher tempering temperatures (Ref 16, 17). The
effect of silicon content on the impact prop-
erties of 0.6%C-0.47%Mn-0.52%Cr-1.77%Ni-
0.19%V-1.0%-2.5%Si steels can be seen in
Fig. 17 (Ref 16).
Investigations using AISI 4140 steels, have
shown that austenitizing temperature has an
influence on the TME phenomenon. High aus-
tenitizing temperature was found to be asso-
ciated with more pronounced TME, favoring
brittle failure modes, even in specimens showing
virtual absence of phosphorus segregation.
These investigations found that high austenitiz-
ing temperatures increase carbide dissolution in
austenite, apparently due to more intensive car-
bide precipitation and growth during tempering
(Ref 23).
When TME appears, there is no heat treat-
ment to reverse the effect, other than to reaus-
tenitize and quench the steel, then temper
in a temperature range where TME does not
occur. TME is also called one-step embrittle-
ment.
Temper Embrittlement. The second type
of embrittlement from tempering at high tem-
peratures is known as temper embrittlement
(TE). Temper embrittlement occurs when tem-
pering in the high-temperature range of 450 to
600
C. It is not a major problem because it may
be avoided simply by quenching from the tem-
pering temperature. This embrittlement can be
reversible under high-temperature tempering.
When steel that has undergone TE is heated
to a temperature above 600
C and then cooled
very quickly, its impact is restored. Therefore,
such brittleness is termed reversible. Temper
embrittlement is also called two-step embrittle-
ment, because two tempering treatments or a
heating step and a cooling step are sometimes
required to induce embrittlement. Figure 18
shows different situations where embrittlement
may or may not appear.
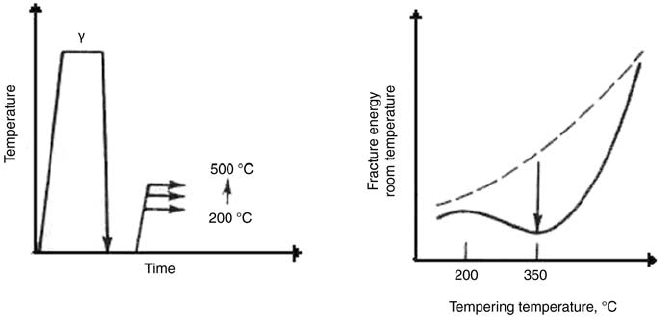
Fig. 16 Illustration of toughness loss after tempering in the embrittlement range. Source: Ref 17
296 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:34PM Plate # 0 pg 296
Temper embrittlement of this category of
steel takes place due to impurity segregation at
the grain boundaries and, finally, decohesion of
the grain boundary. This leads to intergranular
fracture morphology. It is signaled by a material
toughness loss. It is pointed out that grain-
boundary segregation depends on the alloying
elements of the steel.
Carbon steels with less than 0.5% Mn are not
prone to reversible TE. The phenomenon can
only appear in alloy steels. Alloying elements
may have a different effect on steel after tem-
pering at the steel propensity to TE. Unfortu-
nately, the most widely used alloying elements,
such as chromium, nickel, and manganese,
promote TE. When taken separately, they pro-
duce a weaker effect than in the case of
combined alloying. The highest embrittlement
effect is observed in chromium-nickel and
chromium-manganese steels.
A fundamental fact is that alloy steels of very
high purity are utterly unsusceptible to TE,
which is caused by the presence of various
impurities, such as phosphorus, antimony, and
arsenic, in commercial steels. Relatively small
amounts of these elements, on the order
of 0.01% or less, have been related to TE (Ref
24–27).
Steels made of pure elements do not become
brittle after tempering as can be seen in Fig. 19.
Molybdenum is one of the main alloying
elements in many low-alloy steels and is an
effective method of alleviating TE. Small addi-
tions of molybdenum (0.2 to 0.3%) can diminish
TE, while greater additions enhance the effect.
The mechanism of actuation is related to
molybdenum segregation (equilibrium and non-
equilibrium) during quenching, and the quen-
ched-in vacancies play a role in the temper
process (Ref 28, 29).
As mentioned earlier, in chromium-
molybdenum steel, phosphorus is the major
embrittling element. However, the kinetics
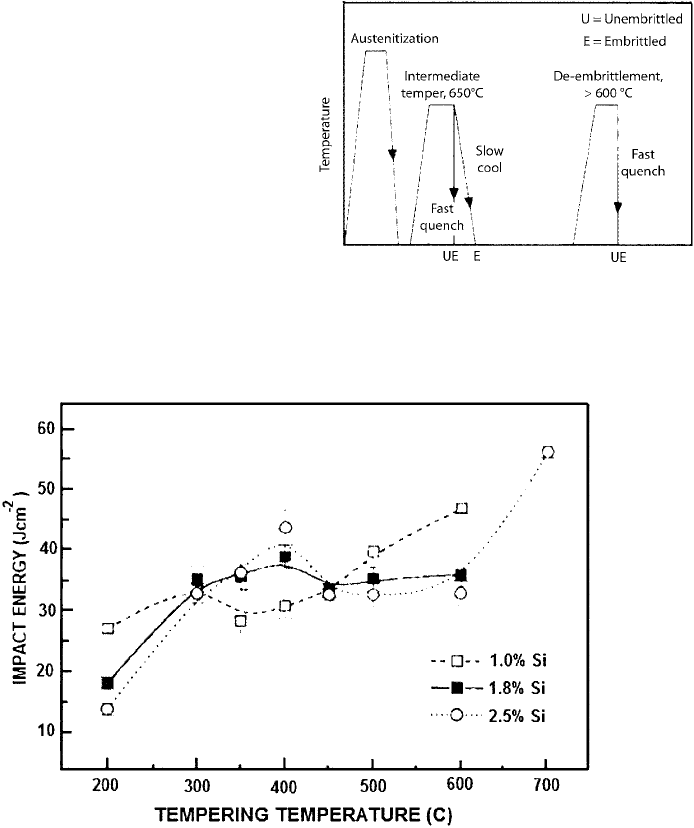
Fig. 17
Charpy tests at room temperature as a function of tempering temperature for 0.6% C steel with different silicon contents.
Source: Adapted from Ref 16
Fig. 18
Schematic diagram showing thermal cycles leading
to the reversal of temper embrittlement and the de-
embrittlement heat treatment
Steel Failures due to Tempering and Isothermal Heat Treatment / 297
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 297
of phosphorus segregation in this steel are dif-
ferent from that in steels due to molybdenum.
Molybdenum has a strong effect in lowering the
solubility of phosphorus in iron. This is inter-
preted as due to a molybdenum-phosphorus
scavenging reaction; so, if molybdenum is free
in solution, it appears to either prevent phos-
phorus from segregating to the grain boundaries
or to reduce the brittleness potency of phos-
phorus at the grain boundary. Although molyb-
denum is an effective element to reduce the
susceptibility for TE, the precipitation of
molybdenum as carbide must be taken care of.
To avoid that, it is observed that vanadium is
added in this grade of steel. Vanadium is a strong
carbide former compared to molybdenum and
chromium. Vanadium initially forms MC-type
carbides; this changes the molybdenum-to-
carbon and chromium-to-carbon ratios. The
increase in molybdenum-to-carbon ratio is
favorable for Mo
2
C-type carbides, and that of
the chromium-to-carbon ratio is favorable for
Cr
7
C
3
carbides in this grade of steel. These
changes in carbide formation sequences basi-
cally slow down the precipitation of molybde-
num as carbides. When the molybdenum in solid
solution in the ferrite matrix is fully removed,
phosphorus is free to segregate, and the material
thus becomes embrittled (Ref 28, 29).
Failure analysis of high-temperature studs
concluded that the failure related to TE could be
delayed due to the presence of molybdenum and
vanadium. However, reductions of phosphorus
contents in the steel and a grain size of
approximately 10 mm could reduce the tendency
for brittle fracture (Ref 30).
Table 4 shows elements that can segregate to
the former austenite boundaries that are now
ferrite boundaries (Ref 2).
This segregation was shown in a conclusive
form through Auger electron microscopy per-
formed on intergranular fracture surfaces. This
technique allowed the exact determination of
atomic specie concentration segregated in con-
fined boundaries with approximately 10 A
˚
of
depth. This fraction varies from 0.3 to 2.0 for
steels when these matrix elements are lower than
0.1%.
Although there are similarities in the effects
of the two types of embrittlement from a prac-
tical standpoint, TME and TE are separable into
two different phenomena because they occur in
two different ranges of temperature and also
because TME is a much more rapid process than
TE. The former develops during the first hour
of the normal tempering period, and it is inde-
pendent of section size and/or cooling rate after
tempering. Second, TE needs many hours to
develop, and it is an important concern, mainly
for heavy sections that are tempered at higher
temperatures (out of embrittlement range) and
cooled very slowly over a period of many hours
through the critical range of embrittlement.
Temper embrittlement develops in relatively
soft structures because of the high tempering
temperature required to develop it (Ref 12).
Temper embrittlement is clearly associated
with the high-angle ferrite grain boundaries
(former austenite grain boundaries). Thus, it is
expected that austenite, which has the necessary
concentration of segregants to allow the devel-
opment of TE when aging tempered martensite,
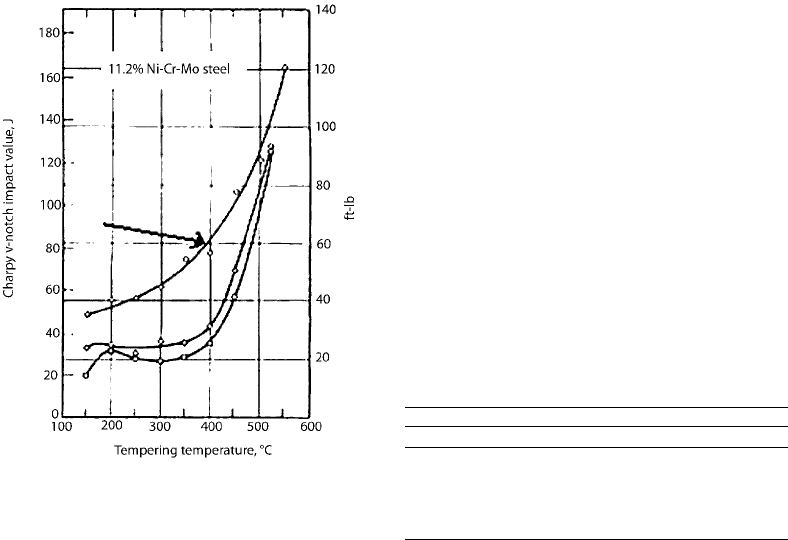
Fig. 19
Influence of phosphorus and antimony on room-
temperature impact energy as a function of temper-
ing temperature in a Ni-Cr-Mo steel. Arrow shows the laboratory
alloy. Source: Ref 19
Table 4 Chemical elements that can segregate
to the grain boundary
Group
IV B V B VI B
CNO
Si P S
Ge As Se
Sn Sb Te
... Bi ...
298 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 298
will develop TE upon aging a bainitic micro-
structure (Ref 22).
In fact, bainitic microstructures, present in
many kinds of low- and medium-alloy structural
carbon steels, can also develop embrittlement
when tempered (TBE). Tempering at low
temperature has only a small effect on the
cementite size and morphology. Consequently,
the low-temperature embrittlement phenomena
are not found in conventional bainitic micro-
structure (Ref 31).
However, for higher temperatures, embrittle-
ment can be developed. The tempering tem-
perature range for TBE depends on the chemical
composition and microstructure of the steel
(Ref 32).
Mechanisms that provoke TBE are similar
to TME, that is, precipitation of cementite
formed by the decomposition of retained auste-
nite film at boundaries of bainitic ferrite laths or
even around the martensite-austenite islands
during soaking at the tempering temperature
(Ref 33, 34).
Secondary quenching (formation of marten-
site during cooling from the tempering tem-
perature) and transformation of retained
austenite into martensite because of plastic
deformation after tempering are other possible
reasons for the occurrence of TBE. The influ-
ence of impurity segregation as well as the
as-quenched microstructure on the TE phe-
nomenon in low-alloy steel was verified. The
susceptibility of lower bainite or martensite to
embrittlement was investigated. It was shown
that martensitic microstructures are more sus-
ceptible to intergranular fracture than bainitic
microstructures (Ref 35).
Mechanical Tests for TE Determination.
As previously mentioned, TE is characterized
by decreasing the impact resistance by heating
and maintenance in the critical temperature
where the phenomenon occurs (450 to 600
C)
or by slow cooling through this temperature
range. The impact resistance can be recovered
by heating up the embrittlement temperature
range (4600
C), followed by a quick cooling.
The TE apparently does not have an influence on
hardness, yield strength, and elongation mea-
sured in conventional tension tests. The same
can be said about fatigue resistance, although
this phenomenon produces a drastic reduction in
toughness fracture and also increases the tran-
sition temperature, mainly for steels with nickel,
chromium, and magnesium additions.
Experimental methods that are more adequate
for TE studies consider the kind of load, the test
temperature, and also the velocity of the
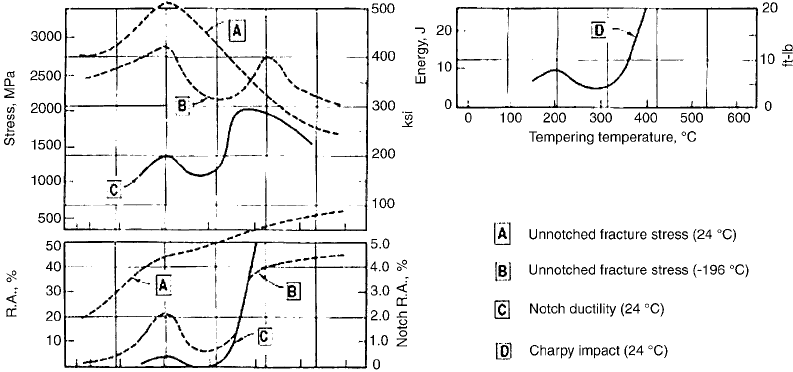
imposed deformation. Figure 20 shows the test
results of AISI 1340 steel, performed in different
tempering temperatures.
Figure 21 indicates that the embrittlement
phenomenon of tempered martensite is just
sensitive to determinate test conditions. The
room-temperature tensile test, using unnotched
proof tests, does not present changes in terms of
reduction of section and tension rupture in the
Fig. 20
AISI 1340 steel quenched and tempered (at different temperatures). A, unnotched sample at room-temperature test.
B, unnotched sample at very low-temperature test. C, notched sample at room temperature. D, Charpy impact test at room
temperature. Source: Ref 19
Steel Failures due to Tempering and Isothermal Heat Treatment / 299
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 299
embrittlement temperature range. It is possible
to make an analogy with the embrittlement
phenomenon that occurs in ferritic stainless steel
having chromium above 15% when exposed
to temperatures at approximately 475
C. In
some cases, this embrittlement is not detected
in tension tests, and almost no modifications
occur in elongation during the test, but a strong
variation in impact resistance occurs, decreasing
the value compared to the same unembrittled
alloy steel, as seen in Table 5 (Ref 36).
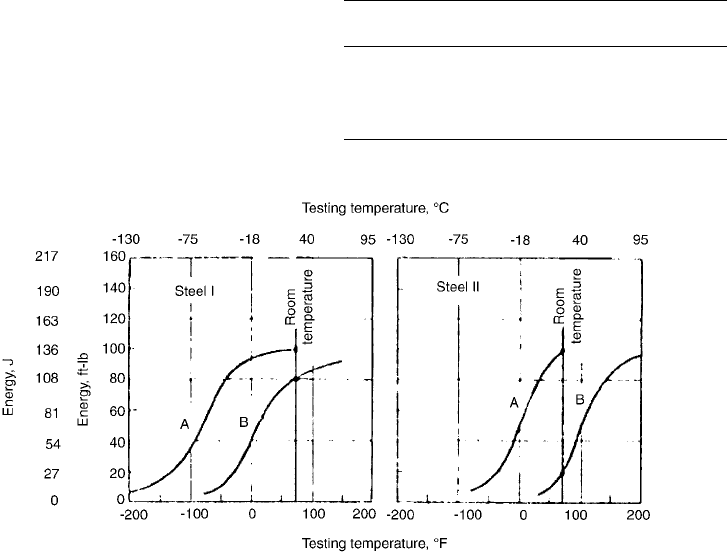
In examining Fig. 21, it is possible to once
again realize the importance of the kind of test
used to verify the embrittlement phenomenon.
As seen in Fig. 20, a common method of
detecting loss of toughness during tempering is
the impact test, which measures the energy
absorbed in fracturing a sample in a specified
impact loading for a specified specimen size and
geometry. Results can be reported as impact
energy (for fracture) at a specific temperature or
impact energy as a function of the test tem-
perature. It is possible also to give the impact
transition temperature, which is the temperature
where the impact energy-temperature curve
changes from a relatively high value to a rela-
tively low value. This temperature is often taken
as the temperature at the inflection point into the
impact energy-temperature curve, as shown in
Fig. 21 (Ref 22).
In Fe-Ni-C steel, the TME associated with
the formation of grain-boundary cementite was
observed only when the impact test was per-
formed below the critical test temperature
(approximately 40
C). Impact toughness is
controlled by the intergranular fracture below
this critical temperature, while it is controlled
by transgranular fracture (i.e., the matrix
toughness) above this critical temperature.
Temperature is an important test parameter to
determine embrittlement during tempering
(Ref 37).
Temper embrittlement is not detected by
simple plots of impact energy versus tempera-
ture. However, it is detected by more extensive
impact testing that measures variation of the
impact transition temperature with the temper-
ing temperature. In order to determine the
maximum embrittlement temperature and the
boundaries of the brittleness to reversible TE,
the secondary tempering method is recom-
mended (Ref 38).
It is often possible to tell if a steel has failed
because of one of these embrittlement problems
by examining the fracture surface. A grain-
boundary fracture mode is characteristic of both
types of embrittlement. However, in steels with
Fig. 21
Transition of the fracture behavior of two hypothetical steels in two situations. A, tough. B, embrittled. Source: Adapted from
Ref 22
Table 5 Mechanical properties of ferritic
stainless steel at room temperature under two
different heat treatment conditions
Mechanical
properties
Annealed
at 800 °C
Annealed at 800 °C
and tempered at
450 °C for 4 h
s
R
, Kgf/mm
2
58.4 59.7
s
E
, Kgf/mm
2
33.0 40.0
A, % 22.8 23.6
Impact,
Kgm/cm
2
(J)
12 (94.5) 1.4 (11.0)
300 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 300
extremely low levels of phosphorus and sulfur,
TME can display a cleavage surface.
Although traditionally, TME is usually
detected by Charpy tests, a series of experiments
were carried out on three commercial steels
to explore the possibility of characterizing TME
by macro- and microhardness tests. Results
indicate distinct hardness peaks in two steels and
an inflexion in the other at approximately the
TME temperature. These experiments are based
on the fact that TME is associated with im-
purity segregation, and microhardness measure-
ments have elucidated such segregation effects
(Ref 39).
Interaction of the TE phenomenon with
Hydrogen Embrittlement. Hydrogen embrit-
tlement (HEM) occurs when high-strength steels
absorb an excessive amount of hydrogen in a
variety of environments. Hydrogen can be
introduced into the material in service or during
materials processing, for example, in the pre-
sence of hydrocarbons or hydrogen sulfide or
during pickling in acids, plating, welding, and
heat treatment (Ref 40).
When tensile stresses are applied to a hydro-
gen-embrittled component, it may fail prema-
turely. Hydrogen embrittlement failures are
frequently unexpected and sometimes cata-
strophic. An externally applied load is not
required, because the tensile stresses may be due
to residual stresses in the material. The threshold
stresses that cause cracking are commonly
below the yield stress of the material.
High-strength steel, such as quenched and
tempered steels or precipitation-hardened steels,
are particularly susceptible to HEM.
Tensile stresses, susceptible material, and the
presence of hydrogen are necessary to cause
HEM. Residual stresses or externally applied
loads resulting in stresses significantly below
yield stresses can cause cracking. Thus, cata-
strophic failure can occur without significant
deformation or obvious deterioration of the
component. Very small amounts of hydrogen
can cause HEM in high-strength steels.
It is believed that hydrogen is likely to be
trapped by structural defects due to its extremely
low solubility in the iron lattice. The most
commonly recognized structural defects that
have a strong hydrogen trapping effect are grain
boundaries, dislocations, carbides, and micro-
voids. In the case of carbides, their size is related
to the hydrogen trapping effect. For the boron-
bearing steel tempered to 1050 and 1300 MPa,
fine cementites having an effect on hydrogen
trapping were found. Lower susceptibility to
HEM was found when this steel was tempered
to a lower strength level, due to delayed onset of
brittle intergranular fracture (Ref 41).
The fracture mechanism produced by this
embrittlement is not simple, because it is related
to the imposed load as well as the hydrogen
amount in the sample. Tests to determine this
embrittlement process are frequently static tests,
taking many hours or even many days to obtain
the results. This kind of test is sometimes called
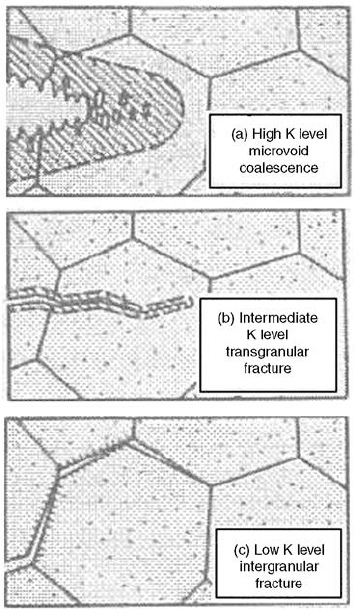
static fatigue. Figure 22 shows the relation
between the crack propagation mode for differ-
ent load levels.
Hydrogen embrittlement susceptibility is
related to the hardness of the ferrous matrix,
and a very small amount of hydrogen can be
deleterious in the case of high hardness of the
matrix. Under the influence of hydrogen, the
resistance to fracture or crack growth of steels
is greatly reduced in gaseous hydrogen or
hydrogen-containing environments. Thus, some
experiments with 4140 steel under different heat
Fig. 22
Illustration of a crack growing at different load levels.
Source: Adapted from Ref 19
Steel Failures due to Tempering and Isothermal Heat Treatment / 301
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 301
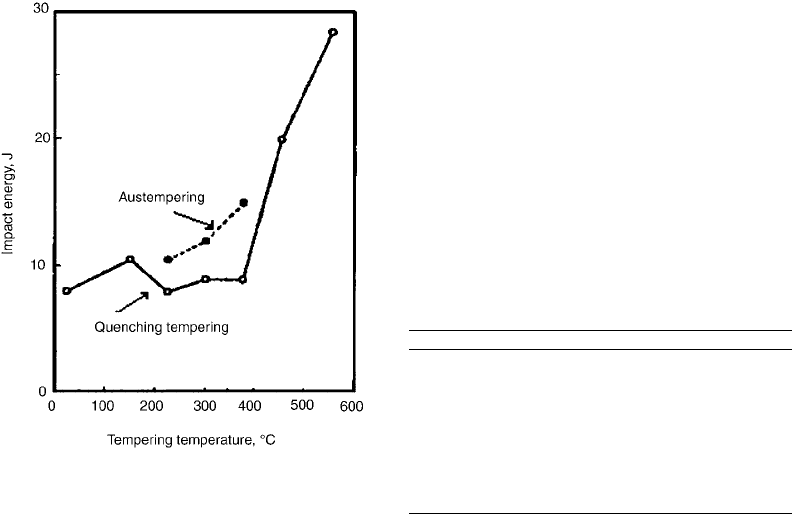
treatments were carried out. Experiment results
indicated that the acceleration of the crack
growth in hydrogen was more pronounced for
quenched and tempered conditions when the
tempered temperature range coincided with the
TME range of the 4140 steel (230 to 370
C).
At higher tempered temperature (approximately
550
C), the influence of hydrogen became
insignificant. Specimens in the austempered
condition have the best performance on the tests,
as seen in Fig. 23 (Ref 42).
The effect of the microstructure on HEM was
investigated for a low-carbon (Mn-Si-Cr) steel.
Microstructure formed by bainite and martensite
has better behavior than tempered martensite in
intermediate-temperature tempering. At the
same strength level, the impact energy of the
mixed microstructure is 17% higher than only
tempered martensite. It is attributed to the fact
that bainite-martensite delays the TME onset
(Ref 43).
Similar work was performed by Lantsman
et al. Experiments with cadmium-plated
65S2VA steel springs were carried out. In this
process, the steel absorbs hydrogen, which leads
to HEM. Results show that the susceptibility of
HEM has a strong dependence on the pre-
liminary heat treatment and structure. With an
identical hydrogen content, the austempered
steel, with lower internal stresses, will fracture
under a higher load than the steel subjected to
standard quenching and tempering (Ref 44).
Interaction of the TE Phenomenon with
Liquid-Metal Embrittlement. The presence of
select metallic specimens on the surface of
various alloys can provide for a very detrimental
reaction under load, known as liquid metal
embrittlement (LME), causing brittle fracture by
intergranular cracking. LME is the reduction in
elongation to failure that can occur when nor-
mally ductile metals are stressed while in contact
with liquid metals. Failure of components rela-
ted to LME is less common than failures caused
by other processes, such as fatigue, HEM and
stress-corrosion cracking, but a significant
number of industrial failures related to LME do
occur (Ref 45–47).
LME should depend on time of contact with
liquid metal while the solid is stressed. When
this occurs, the solid metal fails instantly,
because the flow of liquid metal into the crack tip
during crack growth plays a significant role (Ref
48). The liquid metal affects the fracture beha-
vior at the tip of the crack, reducing the critical
stress intensity for fracture and altering the
micromechanism of fracture at the crack tip
(Ref 49).
Sources of the aggressive elements vary,
including unintentional or accidental exposures,
for example, during fabrication or service when
there is intimate contact between the structural
and embrittling metals and also when there are
tensile stresses above a threshold value. Even-
tually, small amounts (0.1 g) of embrittling
metals can produce extensive cracking by LME
(Ref 45).
Plain carbon and low-alloy steels may be
embrittled by exposure to liquid lead, cadmium,
brass, aluminum bronze, copper, zinc, lead-tin
solders, and lithium (Ref 50, 51). Other metal
alloys also have susceptibility to LME. Table 6
lists embrittling environments for some com-
mon structural materials (Ref 45).
Fig. 23
Impact values of 4140 specimens after various
types of tempering treatments. Source: Adapted from
Ref 42
Table 6 Examples of embrittling metal
environments for some structural materials
Structural materials Embrittling environments
High-strength martensitic steel Hg, In, Sn, Pb, Cd, Zn, Li, Cu
Austenitic stainless steel Zn, Cu, Li
Titanium alloys Hg, Cd, Ag, Au
Aluminum alloys Hg, Ga, In, Sn, Pb, Cd, Zn, Na
Copper alloys Hg, Ga, Bi, Zn, Li, Sn, Pb, In
Zirconium alloys Hg, Cd, Cd-Cs, Zn
Nickel alloys Hg, In, Li, Zn, Ag
Magnesium alloys Na, K, Rb, Cs, Zn
Source: Ref 45
302 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 302

Industrial environments provide diverse
sources of embrittling metals, for example,
during application of coatings or during service
if temperatures and stress are sufficiently high
and there is close contact with the substrate, as
mentioned previously.
During soldering, brazing, or welding, LME
can be developed if the residual or assembly
stresses are sufficiently high. Metal lubricants
and overheated bearings are other examples that
can provoke LME (Ref 45). Literature presents
various cases of failures associated with LME,
such as failures in gas turbines, presented by
D.W. Cameron (Ref 50). In this case, high
temperatures inherent in the gas turbine aggra-
vated the phenomenon.
Research has shown that the martensitic steel
91 (9% Cr, 1% Mo) is prone to LME by liquid
lead when some conditions are fulfilled (Ref 52–
54). Quenched and tempered steels are suscep-
tible to lead embrittlement, and the conditions to
develop this phenomenon are:
Presence of either external or internal lead in
the steel
Tensile loading
Temperature between 200 and 480
C
If any one of these conditions is not observed,
LME is avoided (Ref 12).
There are a great number of possible
mechanisms for this embrittlement. In a general
way, it occurs in metals when they are in contact
with low-melting metals and can happen even
when the stresses occur at lower temperatures
than the melting point. LME is not typical, but it
is an important failure mechanism, and indus-
trial awareness of potential problems is still
limited.
Case Studies
Case Study I: Grinding Cracks. The origin
of grinding cracks may be related to low effi-
ciency of the cooling system, microstructure and
material cleanliness, and also excessive rate of
material removal per pass. The heat generated
due to these parameters can produce visual
characteristics on the worn surface, as seen in the
cam shaft surface shown in Fig. 24. This com-
ponent (AISI 5160) was induction hardened and
tempered.
The surface cam shaft heat effect can be
studied by metallography and microhardness
determinations (100 g load) in a cross section
containing the worn surface. Figure 25 presents
this microstructure with a low-depth white layer
(approximately 50 mm) containing the lower
indenter marks, which means fresh martensite
(indentations 1 to 3). The fresh martensite has
different chemical reactivity than tempered
martensite or even other austenite decomposi-
tion products. Because of this the overheated
surface can be identified by special chemical
etching methods, for example, cooper sulfide.
Table 7 presents the hardness values.
Fig. 24 Worn surface with excessive generation of heat (arrow)
Steel Failures due to Tempering and Isothermal Heat Treatment / 303
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 303
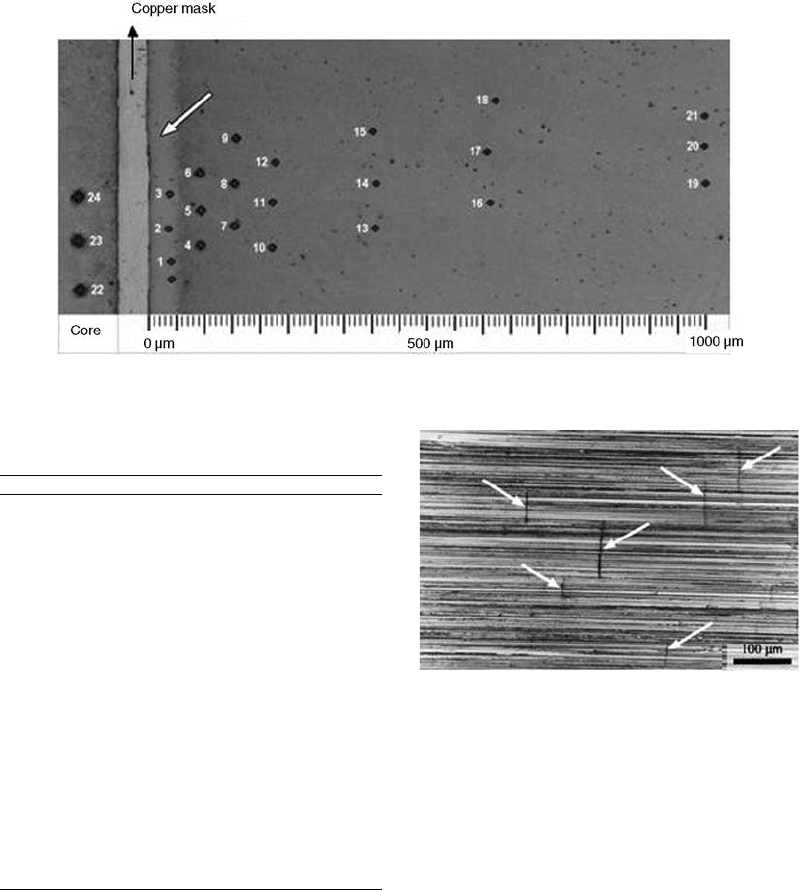
Going deeper in the case (right side of Fig. 25)
close to the white layer, a darker etched zone
(indentations 4 to 9) has lower hardness (bigger
indentations), which means that the temperature
was sufficient to cause tempering and reduce the
local hardness. Indentations 13 to 21 (400 to
1000 mm) show higher hardness (Table 7) rela-
ted to the process tempering operation, where
hardness values are close to the martensite as-
quenched condition.
This condition is deleterious because worked
surfaces are more prone to grinding cracks.
One example can be seen in Fig. 26. The
observed grinding cracks are small and difficult
to detect by nondestructive tests as well as
optical techniques classified as macrographic
techniques. In this case, they could be seen only
through microscopy techniques applied directly
on the worn surface or using replica methods.
These defects must be avoided, because they
may increase the precore failure probability.
Machining operations must be carefully per-
formed, but surface compressive residual stres-
ses may contribute to avoiding the grinding
cracks.
Case Study 2: Transgranular and Inter-
granular Crack Path. Intergranular cracks are
frequently related to the TE phenomenon.
However, during low-temperature tempering,
very close to the embrittlement range, a pre-
dominantly intergranular crack path was found
in an AISI 5160 commercial steel after a tem-
pering operation at 2000
C (Ref 55).
Fig. 25 Microstructure close to the worn surface. Etched with 2% nital
Table 7 Microhardness values of the worn cam
shaft cross section
Identation Depth, mm Hardness, HV
0.1
Average
1 40 782 ...
2 35 803 789
3 35 782 ...
4 95 433 ...
5 92 433 440.3
6 90 455 ...
7 155 520 ...
8 150 493 525.3
9 160 563 ...
10 220 592 ...
11 220 606 613.3
12 225 642 ...
13 405 642 ...
14 405 782 704.7
15 405 690 ...
16 610 858 ...
17 605 690 770
18 625 762 ...
19 1000 724 ...
20 1000 772 766.3
21 1000 803 ...
22 Base material 256 ...
23 Base material 230 245.3
24 Base material 251 ...
Fig. 26
Grinding cracks on AISI 5160 steel cam shaft after
induction hardening and low tempering (high-hard-
ness tempering). Original magnification: 200·
304 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_285-309.pdf/Chap_09/ 18/8/2008 3:35PM Plate # 0 pg 304