Canale L.C.F., Mesquita R.A., Totten G.E. Failure Analysis of Heat Treated Steel Components
Подождите немного. Документ загружается.

a discussion of all materials. For almost all
applications, the high hardness of cold working
tool steels is normally achieved from low tem-
pering treatments. AISI D and O steels normally
have low secondary hardening. In fact, the cold
work application is dictated by this situation.
Because the materials show a low potential
for hardness retention at hot conditions, their
application is limited to low temperatures,
typically room temperature.
In practical terms, the aforementioned curves
show that tempering must normally be per-
formed at temperatures near 200
C, if a hard-
ness of approximately 60 HRC is desired. AISI S
grades, herein represented by S1 steel, are also
tempered in low temperatures, approximately
300
C. The chemical composition of these
alloys is specially designed for this condition,
with a high silicon level, because this element
is known to dislocate temper embrittlement to
higher temperatures (Ref 4). A distinct behavior
is presented by the newcomer 8% Cr steels.
Besides lower carbon and chromium, this class
also has higher molybdenum contents than AISI
D grades. This enhances secondary hardening,
which enables tempering at higher than 500
C
and obtains hardness as high as 62 HRC. A
substantial improvement in toughness and sur-
face treatment behavior is obtained through this
alternative tempering, which is discussed sub-
sequently.
Some heat treating failures are observed
immediately after heat treatment and appear as
small or (usually) large catastrophic cracks.
However, other failure types related to heat
treatment are only observed during tool use,
when one notices premature failure or a lower-
than-normal performance.
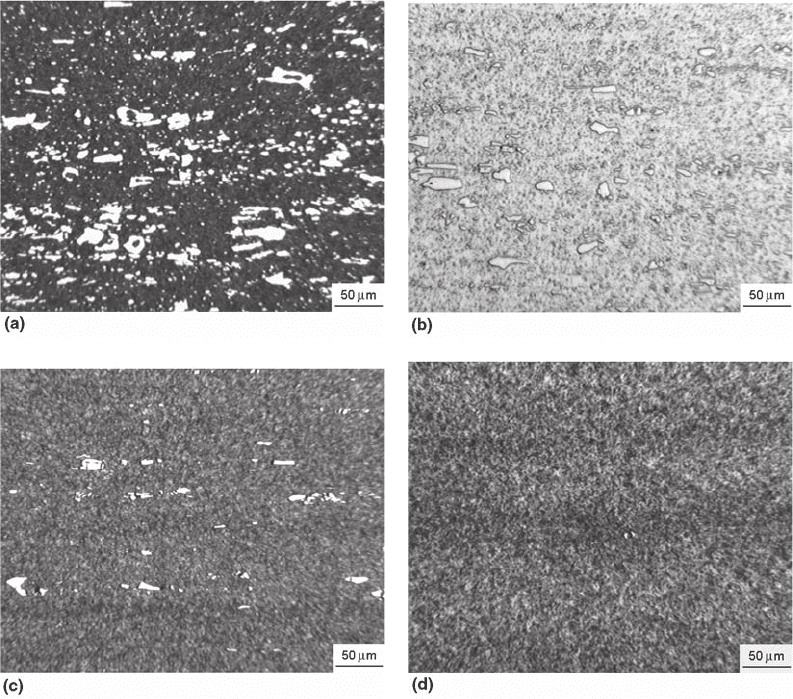
Fig. 6
Microstructures of cold work tool steels. (a) AISI D6, which is similar to D3. (b) AISI D2. (c) An 8% Cr tool steel with brand name
VF800AT. (d) AISI O1. Regions are typical for midradius of a 63 mm (2
1
/
2
in.) bar after hardening and tempering to 60 HRC.
(a–d) Etched with 4% nital for the same amount of time. Original magnification: 100 · . Source: Ref 3
316 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:38PM Plate # 0 pg 316
For simplification issues, heat-treating-
related failures are divided by topics that rep-
resent the main cause. However, in many cases,
this division is not possible. That is because
several causes can and do act in synergy,
amplifying their effects and thus leading to the
observed failure. Nevertheless, the division is
kept. It is up to the reader to combine the pre-
sented information, keeping in mind the possi-
bility for interaction when solving or analyzing a
specific troubleshooting case.
Design-Related Failures. The previous dis-
cussion of cold work tool steel metallurgy and
characteristics explains why this class of mate-
rials is so prone to fracture and cracking. Except
for AISI S grades, all other materials are very
brittle. This is due to their intrinsic nature—the
combination of high hardness and primary
carbides—and also because cold work steels
are used predominantly at room temperature,
where fracture toughness of steels is naturally
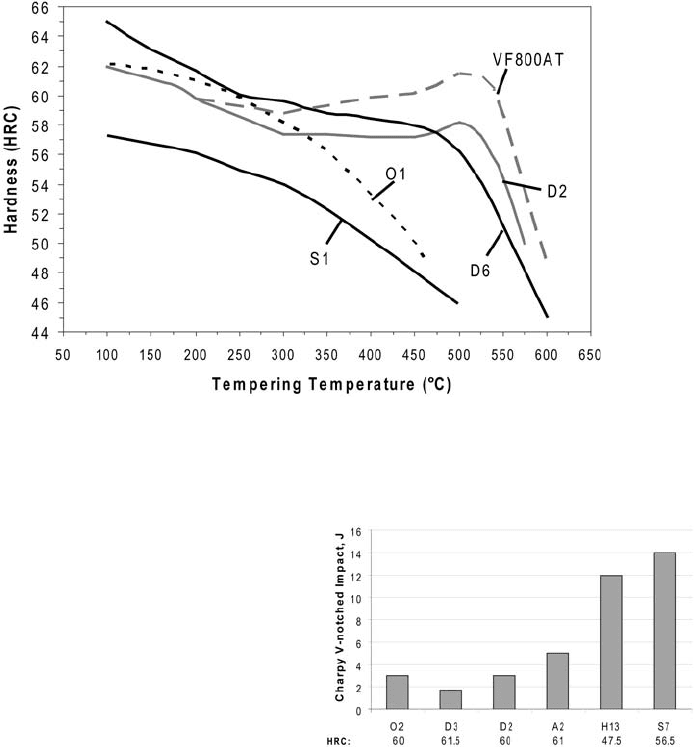
reduced (Ref 5). This fact is illustrated in Fig. 8,
where the lower toughness of A, D, and O grades
in comparison to H or S steels is obvious.
Cold work tool steels are thus prone to failure
under stress concentrators, also called stress
raisers, that are imposed by tool design or
machining. Today (2008), modern software is
able to calculate stresses and tool working con-
ditions and can help to reduce stresses and
especially localized stresses under some regions
of tools. However, several tools are still
designed based only on previous experience.
Design faults may cause failures in heat
treatment but also during tool use, leading to
short service life. Failures just after heat treat-
ment normally occur in the presence of some
of the following features: heavy sections adja-
cent to light sections, sharp corners, stamp
marks, blind holes, and improperly spaced holes
(Ref 7). Several of these faults are illustrated in
Fig. 9. Large section-size variation caused the
failures shown in Fig. 9(a) and 9(b), while the
presence of sharp corners or closely spaced
holes is shown in Fig. 9(c).
Other stress-concentration effects can also
cause or even facilitate cracking. One example
Fig. 8
Comparison of longitudinal Charpy V-notched impact
toughness for various tool steel specimens taken from
89 mm square stock and tested at working hardness. Source:
Ref 6
Fig. 7
Tempering curves for most common tool steels used in cold working. Tempering curves are obtained after hardening
small (25 mm or 1 in.) specimens of all materials with the usual hardening temperature: 920
C for S1, 800
C for O1, 940
C
for D6 (similar to D3), 1010
C for D2, and 1030
C for the 8% Cr steel called VF800AT.
Failure Analysis in Tool Steels / 317
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:38PM Plate # 0 pg 317
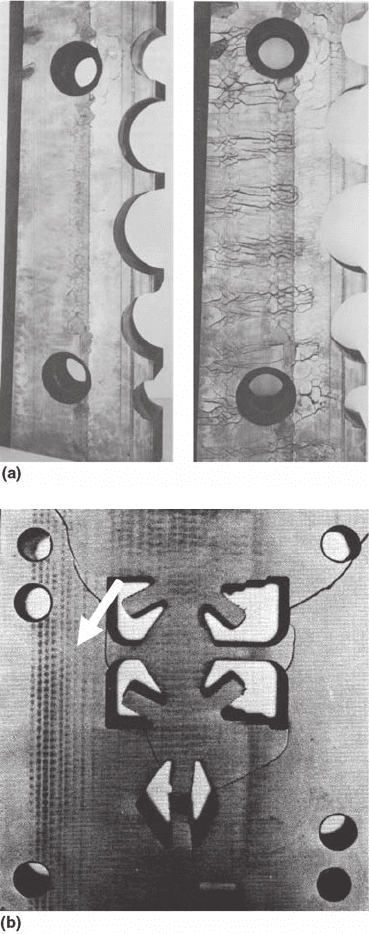
is presented in Fig. 9(d), showing cracking
produced by stamp marks. It is not evident
in Fig. 9(d), but this failure also had a contri-
bution of poor machine finishing, because the
deep tool mark also acts as an important stress
concentrator. Figure 9(e) shows a typical sharp-
corner crack. In this case, the corner was filled,
but there was a nick in the corner where the
cracking began. The shape of this fixture is also
poor for steel that must be oil quenched. As in
the case of Fig. 9(a), thinner outer regions cool
more rapidly, forming martensite first, while the
more massive central regions cool more slowly.
In some cases, it is not possible to eliminate
all the stress-concentration effects from a tool
design. However, they can be minimized if heat
treatment and service failure issues are con-
sidered prior to tool design. In other words,
the designer should foresee possible heat treat-
ment or service problems at the beginning of
tool design. As a result, several failures can
be avoided, and service life may be enhanced.
In this context, some basic advice is given in
Fig. 10.
Another possibility for solving heat treatment
or service cracking is tool steel selection. Instead
of using water-hardening grades, oil-hardening
ones are preferred in situations sensitive to
quench cracking. In some circumstances, it is
possible to apply air-hardening grades, such as
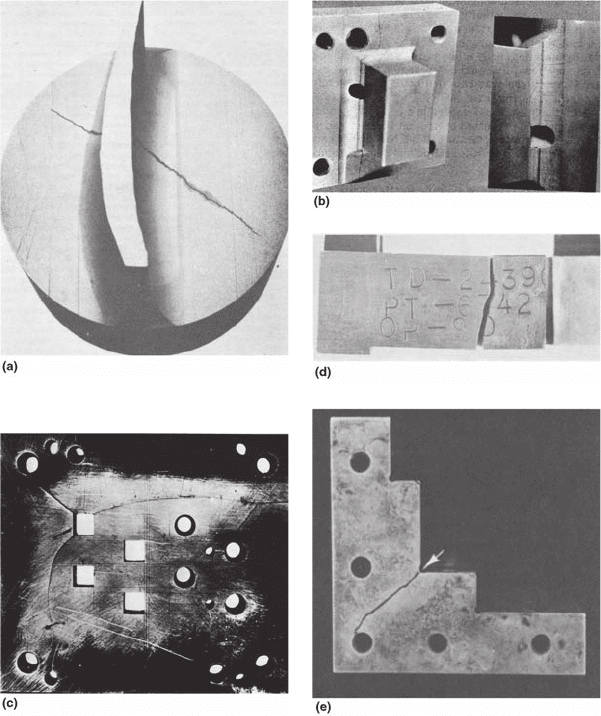
Fig. 9
Examples of heat treatment cracking caused by design faults in hot work tool steels. (a) Cold work punch, made of a high-speed
steel, that cracked because of the large difference in section. Source Ref 1. (b) The same for a D2 die, also assisted by poor
machine finishing. Source: Ref 8. (c) O-type steel die cracked through the sharp corners Source: Ref 8. (d) Failure of die caused by stress-
concentration effect of deep stamp marks. Source: Ref 1. (e) Fixture made from AISI O1 tool steel that cracked during oil quenching. A nick
in the fillet region helped to initiate cracking. Original magnification: 0.75 · . Source Ref 9
318 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 318
series A or the new grade type 8% Cr. For
example, this could be a solution for the failure
shown in Fig. 9(e). Even D grades can be air
quenched, depending on die section. However,
the continuous cooling transformation diagram
of the cooling material should be analyzed for
the hardening condition and also the possibility
for carbide precipitation on the grain boundaries.
Before finishing this subject, one further point
should be considered. Stress raisers increase
failures in cold work tool steel, mainly due to
the intrinsically low toughness of such grades.
However, almost any tool displays some loca-
lized stress. Depending on working conditions,
one or more cracks can be initiated and propa-
gate throughout, fracturing or spalling the tool.
Therefore, cold work steels are sensitive to over-
load failure. In many situations, no problems
exist in the steel, the design, or even in the heat
treatment; the only cause may be excessive
stressing of the tool due to its incorrect use.
Surface Damage by Grinding or Electrical
Discharge Machining. In the previous section,
the intrinsic brittleness of cold work tool steels
was discussed, as well as the correlation of tool
failures to poorly designed tools (regarding stress
raisers). This section discusses surface defects
introduced in tool manufacturing by grinding or
electrical discharge machining (EDM). Never-
theless, these processes can introduce more than
the macroscopic stress raiser effect due to two
major factors, described as follows.
First, both grinding and EDM cause local
heating in the tool surface that, depending on
operational conditions, induces local tempering
or, far worse, reaustenitizing, quenching, and
hardening. The high carbon of these grades,
normally more than 1%, promotes high hard-
ness, more so than in other lower-carbon tool
steels (Fig. 11). As a result of heating and mar-
tensite transformation, small cracks, normally
hard to see with the unaided eye, may also be
formed, acting as stress raisers during tooling
and thus enabling premature cracking. Sec-
ondly, after such a metallurgical transformation
on the tool surface, the microstructure will be
predominantly untempered martensite (also
known as fresh martensite). This microstructure
is very brittle, especially in high-carbon steels
such as the cold work grades. The pre-existing
cracks or other cracks formed during tool
operation are much more prone to propagate,
thus accelerating tool failure.
Grinding and EDM cause heating and actually
act as a heat treatment applied to tool steel. In the
next sections, grinding and EDM are treated
separately, with some advice for avoiding
problems.
Incorrect Grinding. Hardenable steels are
more prone to grinding cracks than low-carbon,
low-alloy steels. Cold work tool steels and high-
speed steels are the most sensitive tool steel
grades to such problems due to the high hardness
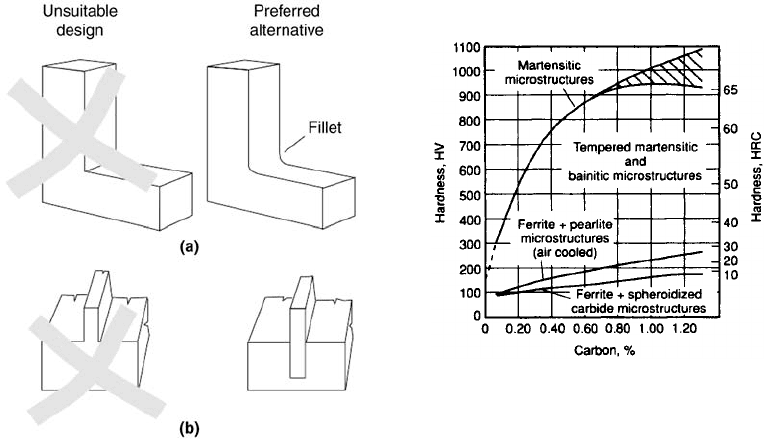
Fig. 10
Simple possibilities for avoiding (a) sharp corners
and (b) large variation in section. Source: Ref 10
Fig. 11
Effect of carbon content on the hardness of differ-
ent microstructures. Martensite hardness increases
rapidly with carbon content. Reaustenitizing and quenching,
which can occur in the surface of ground or electrical discharge
machined tools, can cause high hardness and brittleness in high-
carbon grades such as cold work steels, leading to tool failure.
Source: Ref 1
Failure Analysis in Tool Steels / 319
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 319
of as-quenched martensite and its low toughness.
Examples of grinding cracks are shown in
Fig. 12.
The formation of grinding cracks can be
explained as follows (Ref 11). Almost all the
energy used in grinding is converted into heat,
partly through pure friction and partly as a result
of deformation of the material. If a correct
grinding wheel has been chosen, most of the heat
will be removed in the chips, with only a smaller
part heating up the workpiece. Incorrect grinding
of a hardened tool steel can result in such a high
temperature at the ground surface that the tem-
pering temperature of the material is exceeded.
This results in a reduction in the hardness of the
surface, causing low performance when the tool
is used in field applications. However, in addition
if the temperature is allowed to rise further, the
hardening temperature of the material can be
reached, resulting in rehardening.
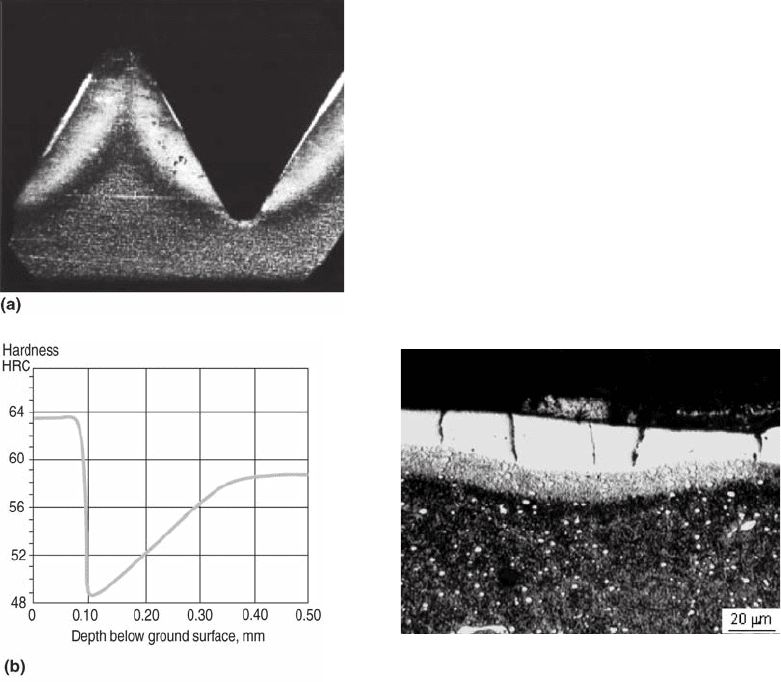
Rehardening during the grinding operation
produces a mixture of nontempered and
tempered martensite in the surface layer, toge-
ther with retained austenite, as shown in
Fig. 13(a). The affected layer normally shows
white under optical microscope examination
(after metallographic preparation and acid
etching); this denotes the presence of untem-
pered martensite, which is more corrosion
resistant than tempered martensite. The diagram
in Fig. 13(b) shows the hardness profile through
the surface of a cold work tool steel, incorrectly
ground in such a way as to produce rehardening.
The surface exhibits a high hardness due to
the untempered martensite. An overtempered
zone occurs just below the surface, where the
hardness is lower than the basic hardness of the
workpiece.
The following hints may provide a solution
to grinding problems. Incorrect grinding, result-
ing in a modified surface layer, often reveals
itself through burn marks—discoloration of the
ground surface (as indicatedted in Fig. 12b). In
order to avoid burning and grinding cracks, it
is necessary to keep down the temperature of
the ground part, for example, by means of good
cooling, and to employ properly dressed grind-
ing wheels that cut the material with sharp cut-
ting edges instead of simply generating heat
through friction (Ref 11).
The majority of grinding operations leave
residual stresses in the ground surface, usually
being at a maximum close to the surface. The
first and most common effect of such stresses
is the occurrence of cracks. Stresses can cause
permanent deformation of the ground part when
grinding thin materials. This may be accom-
panied by retained austenite formation, which
Fig. 12
Examples of grinding cracks. (a) Two views of an S1
tool cutter die cracked and spalled after grinding. As-
received (left) and after magnetic particle testing (right), accent-
uating the cracks Source: Ref 9. (b) A D2 die that cracked due to
incorrect grinding (arrow indicates grinding marks) Failure was
also assi sted by closely spaced holes and electrical discharge
machining procedures. Generally, grinding cracks are not as easy
to see as this. It is usually necessary to examine the part under a
microscope or with magnetic powder inspection in order to see
the cracks. Source: Ref 8
320 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 320
enhances deformation and the possibility for
cracking.
Three avenues are available to reduce grinding
assisted failures. First is to control the heat
emerging from the grinding operation by use of
a proper cooling process. Secondly, the effect
of grinding stresses and problems can be reduced
by stress-relief tempering after grinding. This
also involves the tempering of some regions of
untempered martensite, if present. The treatment
temperature should be approximately 30
C
below the previous tempering temperature to
avoid any risk of reducing the hardness of the
workpiece. Third, another way of reducing
grinding stresses is to tumble or blast the ground
parts (Ref 11). Obviously, if the heat damage is
too high, that is, cracks, stress relief may not help.
Incorrect EDM. Electrical discharge mach-
ining is often used in the production of cold
work tools for various reasons. Cold work tools
have an intrinsic high wear resistance and are
normally difficult-to-cut materials under regular
machining processes, such as milling. Finishing
the die making with EDM may be an interesting
solution, especially for complex-shaped tools.
However, new developments in high-speed
machining that feature low stock removal and
high frequency have been used on dies as hard as
60 HRC.
The use of EDM on hardened steels, however,
can produce a shallow, rehardened layer of
rapidly quenched as-cast structure and untem-
pered martensite at the surface, beneath which
is a layer of tempered martensite (Fig. 14). The
EDM surface layer is known as the white layer
because of its lighter appearance under optical
microscope observation of etched samples (this
is caused by the higher corrosion resistance of
untempered martensite). Normally, the white
layer contains microcracks that can grow into
serious cracks when the tool is loaded in service
(Ref 7).
When used on hardened steel, EDM also adds
surface stresses to the already established resi-
dual stresses; the origins of such stresses are
the thermal and phase transformation dimen-
sional variations that occur in EDM surfaces.
The temperatures developed in such regions are
so high that local melting and resolidification
occur, as shown in the upper-left microstructure
in Fig. 15(c).
In summary, the EDM white layer has four
major problems that can enable or accelerate
die failures: high hardness, residual stresses,
Fig. 14
Electrical discharge machining (EDM) white layer
found on a die surface made of AISI D6 (similar to
D3) tool steel. Note the white aspect of untempered martensite
caused by the EDM process and the presence of small cracks in
this layer. Original magnification: 500 · . Courtesy of Villares
Metals
Fig. 13
(a) White layer on a tool surface rehardened by an
incorrect grinding procedure. (b) Typical hardness
profile in regions close to cracks. Source: Ref 11
Failure Analysis in Tool Steels / 321
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 321
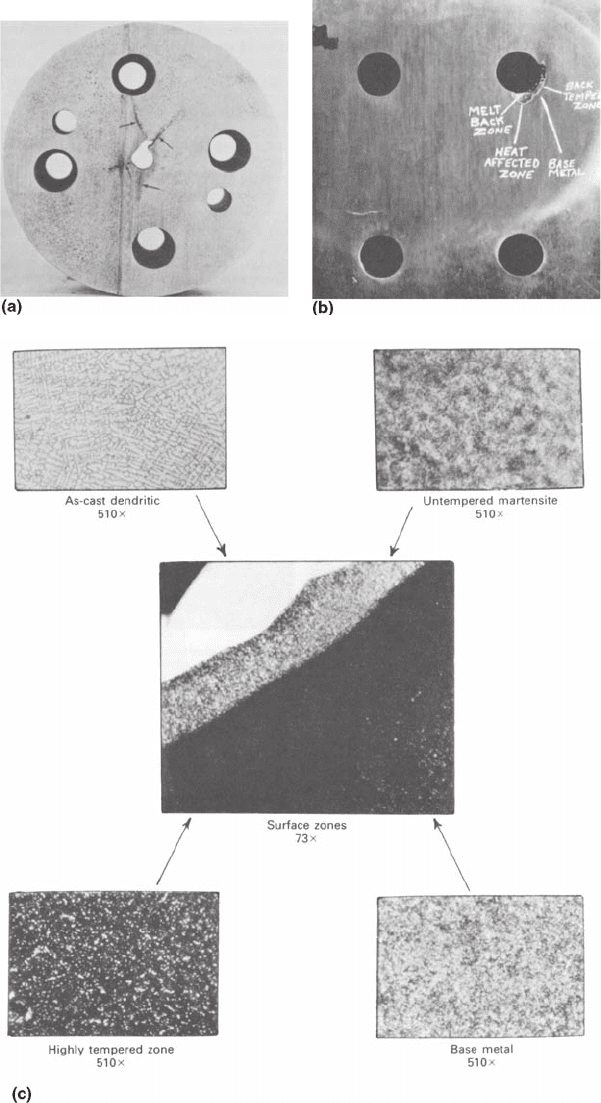
Fig. 15
(a) A2 tool steel blanking die, 63 mm (2
1
/
2
in.) in diameter by 13 mm (
1
/
2
in.) thick, that cracked in service because of a brittle
zone that had formed during electrical discharge machining (EDM) of the cavity at center. Arrows point to cracks emanating
from the cavity. Source: Ref 7. (b) Tool failure due to the same reason, where the 3.2 mm (
1
/
8
in.) holes were produced by wire-EDM.
(c) The effect of EDM on surface microstructures and approximate hardness of the tool shown in (b) are presented. Etched with 3% nital.
Central image in lower magnification; all other images in the same magnification. Source for (b) and (c): Ref 9
322 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 322
coarse (as-cast) microstructure, and frequent
precracked regions.
Some typical examples of die failures assisted
by incorrect EDM are shown in Fig. 15. In
Fig. 15(a), a 63 mm (2
1
/
2
in.) diameter by
13 mm (0.5 in). long blanking die for a small
part cracked from the corners of the EDM cavity
after the die had produced 20,000 pieces. The
die was made of heat treated A2 tool steel. In
Fig. 15(b), the surface of an AISI A4 cup plate is
shown, with spalling at one of the holes, which
were made by EDM. A laboratory investigation
of this failure led to the typical appearance of
EDM-assisted failures: a coarse, white surface
layer that is very high and brittle, due to the
presence of an untempered martensitic matrix
and net carbides. Below, unquenched martensite
is observed, followed by a region of overtem-
pered martensite, after which the normal (core)
microstructure is observed.
In many situations, the affected regions are not
exposed as clearly as in Fig. 15(c). However, the
typical white layer is always present on the tool
surface, as shown in Fig. 14. The coarser this
layer, the higher the probability for tool failure,
due to its brittleness and the fact that the EDM
white layer likely possesses cracks.
Three major practices are recommended for
avoiding premature cracking caused by EDM:
Reduce the stock removal when finishing the
EDM process (if low-frequency EDM was
used for roughing, high-frequency should be
used for finishing). This is helpful for mini-
mizing the depth of the rehardened white
layer.
The white layer should be eliminated or
minimized by light grinding or lapping. This
procedure is time-consuming but, in many
situations, can lead to an impressive exten-
sion of tool life, especially when white layers
are thick and the tool is crack-sensitive.
For relieving stresses in EDM-processed
dies and increasing the toughness of the re-
maining white layer, a new tempering treat-
ment should be performed. Its temperature
should be 30 to 50
C below the maximum
tempering temperature used in the heat
treatment, to avoid hardness loss. Normally,
this procedure is easy to apply and therefore
is highly recommended.
Although both grinding and EDM can damage
the tool surface, EDM problems are much
more common in industrial tool failures. This
occurs in particular for cold work tool steels and
high-speed steels, where the surface white layer
has high brittleness and the base material (i.e.,
the tool steel) has low resistance to crack pro-
pagation. However, EDM-assisted failures are
also observed in hot work dies.
Also important to mention here is the effect of
incorrect EDM in plastic molds. Although the
mechanical stressing is normally low, surface
finishing (by polishing or texturing) is crucial in
this application because plastic injected parts are
able to reproduce any problems on the mold
surface. Thus, EDM defects may cause serious
quality problems to injected parts, impairing the
mold application.
Failures due to the Heat Treating Proce-
dure of Cold Work Steels. The heat treating
procedure can itself deeply change the micro-
structure and properties of all tool steels, not
only the cold work grades. This may occur even
if the specified hardness is obtained. This section
deals with failures caused by improper heat
treating procedure and is divided into the three
most common causes in cold work tool steels:
the use of incorrect temperatures, the use of
excessively short tempering times (or even no
tempering at all), and the formation of excessive
amounts of retained austenite, caused either by
improper hardening or incorrect tempering.
Incorrect Hardening or Tempering Tem-
peratures. As for other tool steels, the same
class of cold work tool steels may present im-
portant differences in the indicated heat treat-
ing temperatures. If the temperature is higher
or lower than that indicated for a certain grade,
mechanical properties may be altered, especially
for toughness. Thus, the die performance is also
strongly influenced.
This section describes this effect in a specific
grade—the 8% Cr tool steel, which has been
highly employed in tools that traditionally use
grades from the D or O series. As discussed
previously, the 8%Cr-0.8%C steels have a dis-
tinct combination of toughness and wear resis-
tance that makes these grades very suitable for
cold work tooling. However, their heat treating
temperatures are considerably different from
that used in the usual grades.
To illustrate this effect, an 8% Cr steel was
chosen (commercial name VF800), and various
temperatures were used for its heat treatment.
The composition of this grade is shown in
Table 2. Such conditions were analyzed in
the laboratory in terms of microstructure and
mechanical properties (measured by a bend
test, Ref 12). Four conditions were applied, as
Failure Analysis in Tool Steels / 323
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 323
follows, and summarized in Fig. 16. For all, the
hardness was maintained at 60 HRC:
Condition 1: standard-condition VF800AT
grade, with hardening temperature approxi-
mately of 1030
C and tempering at high
temperatures, 540
C (twice, for 2 h)
Condition 2: low hardening and low tem-
pering temperatures, 970 and 200
C,
respectively. This condition is typical for
high-chromium and high-carbon D grades,
such as D3 and D6.
Condition 3: typical hardening but lower
tempering temperature. Although not indi-
cated for 8% Cr steels, this condition is
typical for D2 steel, a well-known grade for
heat treaters. This is used in D2 for attaining
the 60 HRC level, due to the weak secondary
hardness of this grade. However, the 8%
Cr grades normally have higher alloy con-
tent in terms of molybdenum or vanadium,
allowing 60 HRC to be obtained after
high-temperature tempering. In the case of
VF800AT, up to 63 HRC is possible, de-
pending on the hardening condition (Ref 13).
Condition 4: hardening temperature higher
than normal, using a condition typical
for high-speed steels (when treated to
60 HRC)—hardening at 1150
C and
tempering at 570
C
The results of mechanical properties and
microstructures for all conditions are shown
in Fig. 16. A substantial reduction is observed
for conditions 2 to 4 compared to the material
treated under normal conditions (1).
This difference in mechanical properties may
be understood based on the relative micro-
structure for each condition. The first condition
has a relatively dark martensitic matrix and
dispersion of primary carbides, undissolved
during the hardening treatment. This is typical
for this material. The dark matrix indicates high-
temperature tempering, where stress relief of
martensite transformation is well performed; the
dispersion of primary carbides is important for
wear resistance.
In the other conditions, the microstructures
show a different aspect. In conditions 2 and 3,
tempering at low temperatures is denoted by less
intense etching, converting to a lighter matrix.
In these cases, hardness is produced by a highly
unstable and stressed martensitic structure
instead of the secondary hardening of high-
temperature tempering (adequate condition).
This reduces the toughness to the observed
levels. The last condition, 4, produced the lowest
toughness values. This is due to the intense
grain growth produced by the high hardening
temperatures, which are typical for high-speed
steels but not applied for this grade. In this
microstructure (Fig. 16e), the coarse martensite
plates reflect coarse austenite grains. The 8% Cr
cold work steels, as with other cold work steels,
have much lower alloy content than high-speed
steels. This reduces the pinning effect of carbide
precipitation on grain boundaries, thus causing
rapid grain growth when high-speed steel hard-
ening temperatures are used.
Excessive high hardening temperatures are
also common problems in heat treating high-
speed steels. Hardening temperatures for these
steels are close to the solidus temperature (less
than 50
C, 90
F), above which liquid forma-
tion starts within the microstructure (in carbide
rich areas), leading to expressive embrittlement.
Hardening temperature control is thus very
important. For example, M2 high-speed steel
hardening temperature is about 1200
C
(2192
F), but exceeding 1220
C (2228
F)
may cause loss of toughness without benefits
to hardness, and above 1240
C (2264
F),
liquation is likely to occur (Ref 38).
Figure 17 shows two cases of an incorrect heat
treatment procedure applied to an 8% Cr tool
steel, for two punches and a cutting blade, that
cracked prematurely. The microstructure ob-
served was close to condition 3 of Fig. 16, but
the microstructure was very difficult to observe
after regular (nital) etching. A stronger etching
condition was applied. Besides tempering at low
temperature, there were evidence of hardening
overheating (coarse austenite grain sizes). This
is therefore a combination of two incorrect
situations—conditions 3 and 4.
Excessive Retained Austenite Content.
Hardening of tool steels involves the transfor-
mation of an initial phase, austenite, formed
during heating (austenitizing treatment). The
following transformations are directly depen-
dent on austenite composition. Martensite for-
mation is of particular interest, because this is
the expected phase after quenching. Martensitic
transformation is distinct from the usual solid-
phase transformations, because it does not
occur by the diffusion process. The formation
of martensite depends on the temperature
attained; therefore, two important temperatures
are defined: the start and finish of martensite
transformation, determined by the M
s
and M
f
324 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 324
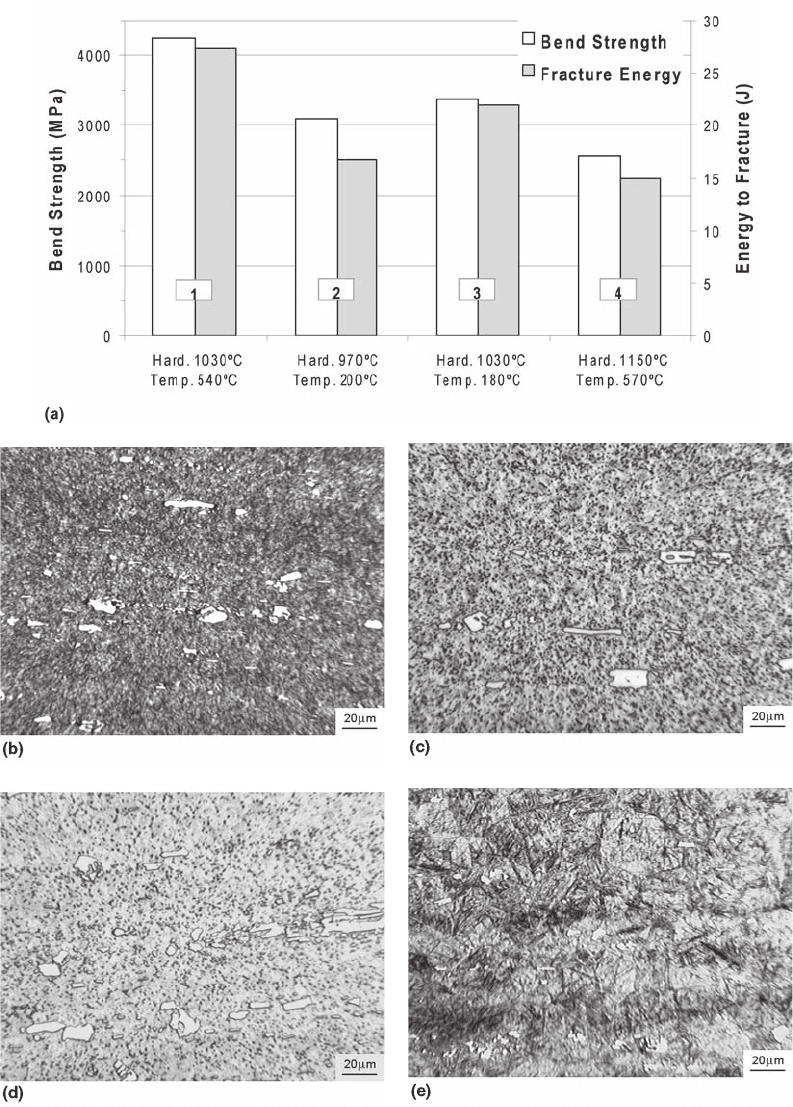
Fig. 16
(a) Bend strength and fracture energy (energy necessary to fracture the specimen) obtained in a static bend test. Four-point
bend test with specimens of 5 mm (thickness) per 7 mm (width) cross section. Tested material is an 8% Cr cold work steel
(brand name VF800AT, Ref 13), heat treated to 60 HRC under four different conditions, 1 to 4 (see text). The legend indicates the
hardening (hard.) and tempering (temp.) temperatures, all for 30 min and twice for 2 h, respectively. (b) to (e) Respective microstructures
for conditions 1 to 4 after etching with 4% nital for 10 s. All regions refer to the midradius of a 60 mm bar. Source: Ref 12
Failure Analysis in Tool Steels / 325
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:39PM Plate # 0 pg 325