Canale L.C.F., Mesquita R.A., Totten G.E. Failure Analysis of Heat Treated Steel Components
Подождите немного. Документ загружается.

This is common for hot work tools due to the
low as-quenched hardness and the high hard-
enability of this class of tool steels. For example,
the use of improper temperatures may lead to the
specified hardness, which can even be homo-
geneous, but the mechanical properties, such
as toughness or tempering resistance, can be
deeply affected. A poor practice during quench-
ing can lead to high brittleness with no observed
changes in hardness or strength. These two as-
pects are described in this section.
Before continuing, a useful recommendation
should be made. Due to the high value of die-
casting tools and their high productivity, a strong
effort has been made for improvements in this
field. An important recommendation for H13
tool steel was written by the North American
Die Casting Association (NADCA) (Ref 32).
This recommendation provides important
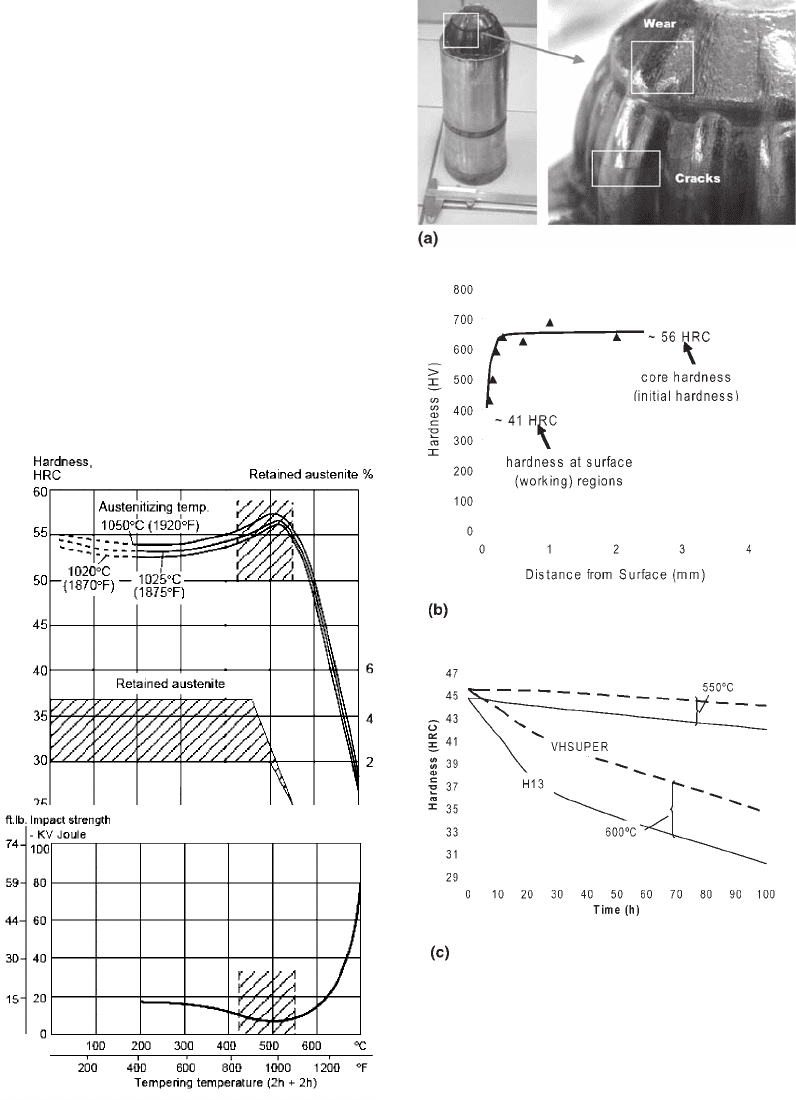
Fig. 28
Impact toug hness and hardness as a function of
tempering temperature. Retained austenite content is
also shown. Notice the hash-marked area, indicated as a temper
embrittlement region, where very low toughness is observed; this
region coincides with the peak hardness. Source: Ref 24
Fig. 29
Example of the importance of tempering resistance
instead of initial working hardness. (a) Hot forging
punch showing wear and cracks as the normal failure condition.
For maximum wear resistance, initial hardness was established at
56 HRC for H13 tool steel. However, the end-life mechanism was
related to hardness reduction in the working (heated) areas, as
shown in (b). This grade was substituted by a higher-molybdenum
grade, brand name VHSUPER, with higher tempering resistance,
as shown in (c) by the longer times necessary for hardness
decrease. The substitution lead to 50% longer tool life. Courtesy
of Villares Metals
336 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 336
information for quality assurance of tool steel
and also for applied heat treating. It is very
helpful for die-casting applications as well as for
quality analysis of AISI H-series steels applied
to other processes.
Incorrect Hardening and/or Tempering
Temperatures. To analyze the effect of incor-
rect temperatures on hot work steel properties,
several studies were conducted in the labora-
tory (Ref 12). Toughness was evaluated by
unnotched impact testing, according to the
NADCA procedure (Ref 32). Three conditions
were simulated. To show the effect of low
hardening temperature on tempering resistance,
conditions 1 and 2 were evaluated:
Condition 1: standard condition for H13
grade, with hardening temperature at
1020
C and double tempering at 610
C
(for 2 h at temperature), leading to 45 HRC
Condition 2: Low hardening temperature (at
890
C), simulating a condition for furnaces
that reach up to 900
C. For this condition,
tempering should be reduced to 250
C.
Condition 3: higher hardening temperature,
increasing from 1020
C to 1150
C. Such
temperature is currently used for high-speed
steels heat treated to lower hardness. For 45
HRC, tempering was slightly increased, to
640
C, also twice for 2 h.
Figure 32 evaluates the reduction in toughness
promoted by inadequate heat treating conditions,
as well as the respective microstructures. The
low-tempering situation, condition 2, causes a
substantial reduction in toughness (40%) as well
as a loss in tempering resistance (the hardness
decrease was six times higher than expected).
Toughness reduction in this condition, is caused
by incomplete austenite transformation, causing
a heterogeneous microstructure (Fig. 32c), as
well as by the low tempering temperature, which
does not promote adequate martensite stress
relief. On the other hand, the decrease in
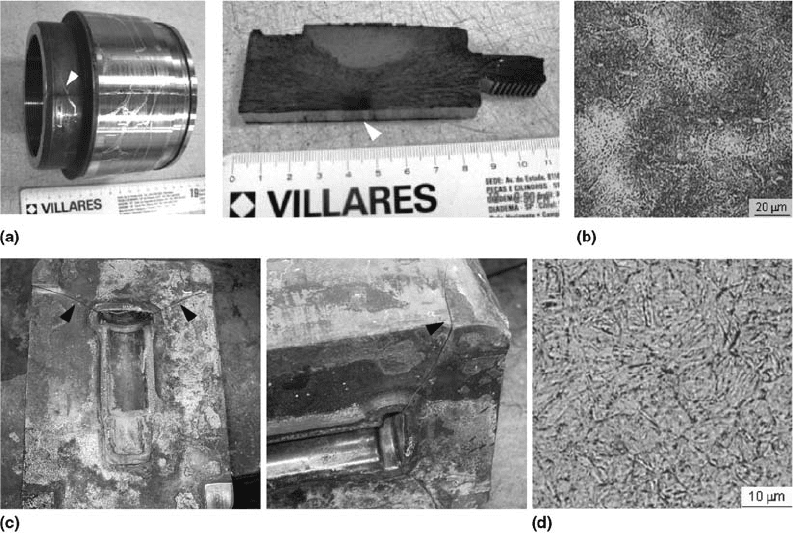
Fig. 30
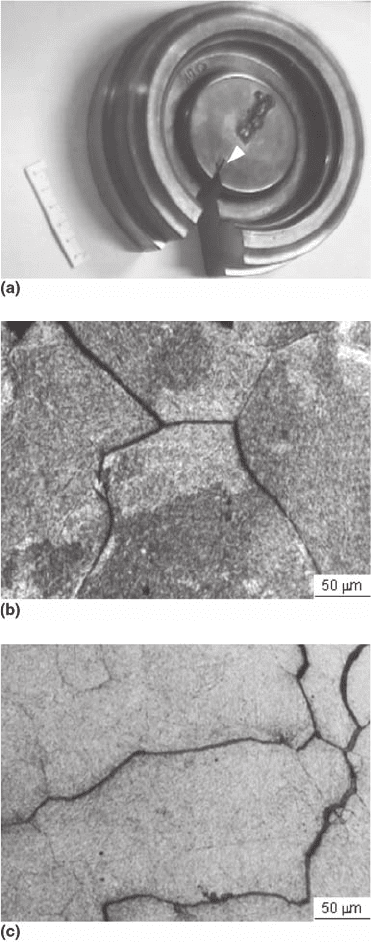
Examples of failures caused by excessive hardness. (a) Tool made of DIN 1.2714 tool steel (similar composition to AISI 6F3
and L6) that fractured after a short life. For this tool, the hardness was expected to be approximately 40 HRC, but a sample was
analyzed and found to be 50 HRC. Arrows indicate cracking location and cracking initiation site. (b) Microstructure showing light areas,
indicating excess retained austenite and untempered martensite, another indication that low tempering temperature was employed and/
or only one tempering treatment. This led to high hardness as well as a brittle microstructure. (c) H13 forging die that cracked prematurely
(arrows). Hardness was measured at 52 HRC but expected values were approximately 44 HRC. The excessive hardness was caused by
short tempering times and low temperatures. (d) Typical H13 microstructure tempered at low temperatures. Etched with 4% nital. It is
lighter than usual (compare to Fig. 32b) due to low-temperature tempering, which causes poor pr ecipitation of alloy carbides and thus
enhances corrosion resistance during etching. Courtesy of Villares Metals
Failure Analysis in Tool Steels / 337
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 337
tempering resistance is caused by the insufficient
dissolution and reprecipitation of alloy carbides
(poor secondary hardening), which is the main
strengthening mechanism in hot work tool steels
at high temperatures.
The most intense embrittlement was pro-
duced by condition 3—too high hardening
temperature. In this situation, very coarse aus-
tenite grains are produced (Fig. 32d), leading to
increased grain-boundary embrittlement. When
high hardening temperatures are used, precipi-
tation of proeutectoid carbides on grain bound-
aries intensifies, causing a great reduction in
toughness, as observed (90% lower).
Some sources studied the use of higher hard-
ening temperature as one way to improve ther-
mal fatigue (Ref 22, 33). In fact, the increase
in hardening temperature leads to more dis-
solution of alloy carbides, rich in vanadium and
molybdenum, which increases the content of
alloy elements in solid solution and enhances
secondary hardening. A simple observation of
this is shown in condition 3, where tempering
should be increased 30
C to attain the same
hardness as the usual hardening condition.
In terms of tempering resistance, 30
C (54
F)
the dislocation in tempering curve indicates a
substantial increase in tempering resistance,
because temperature effect is exponential to
time effect in tempering conditions. This phe-
nomenon also explains some advantages found
in specimens austenitized at 1100
C compared
to 1020
C (Ref 22). However, modifications in
hardening temperatures are rarely possible in
practical (industrial) conditions. Increasing
the hardening temperature deeply affects the
precipitation behavior on grain boundaries dur-
ing quenching, causing intense embrittlement.
Figure 33 shows this effect (note the dashed
lines), but a full explanation is given in the fol-
lowing section (especially regarding Fig. 36).
Before continuing, it is interesting to show a
case of failure caused by excessive hardening
temperature. Figure 34 presents such a case—a
tool that cracked after low performance. It is
easy to see the grain-boundary crack propaga-
tion, caused by the coarse grain size as well as by
precipitation of carbides on grain boundaries.
This is denoted by the preferential and strong
etching of austenite grain boundaries.
Slow Cooling during Quenching. Reach-
ing the final hardness in tool steels is quite a
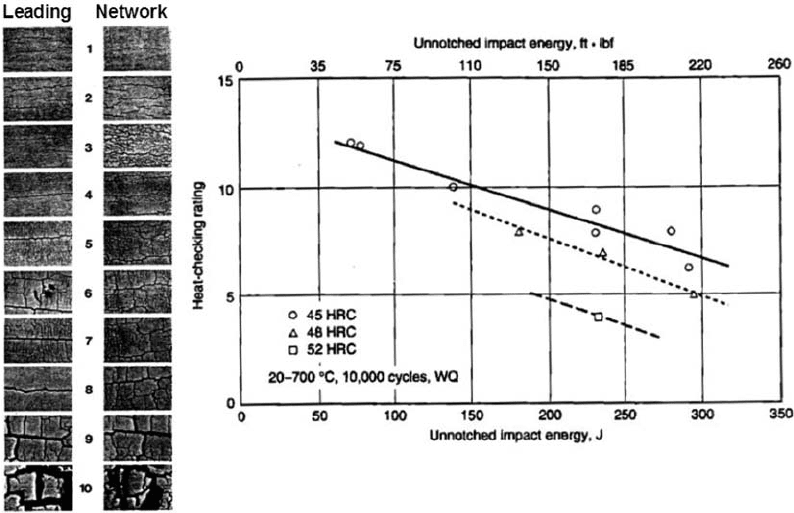
Fig. 31
Heat checking resistance (lower readings indicate higher resistance) as a function of unnotched impact toughness and
hardness of H13 steel. Heat checking is evaluated by the photographs on the left; the rating is calculated by adding the
column representing the largest cracks (leading) and the column representing the severity of the cracks (network). See text for discussion of
these results. Source: Ref 31
338 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 338
simple task for quenching. Although there are
some exceptions, tool steels normally have
high hardenability, with the as-quenched hard-
ness attained even if improper procedures are
applied. However, hardness, although necessary,
is not sufficient for the high required performance
of tool steels, as already shown. In this context,
quenching should be considered as a process for
promoting the required mechanical properties,
not only for attaining a specified hardness.
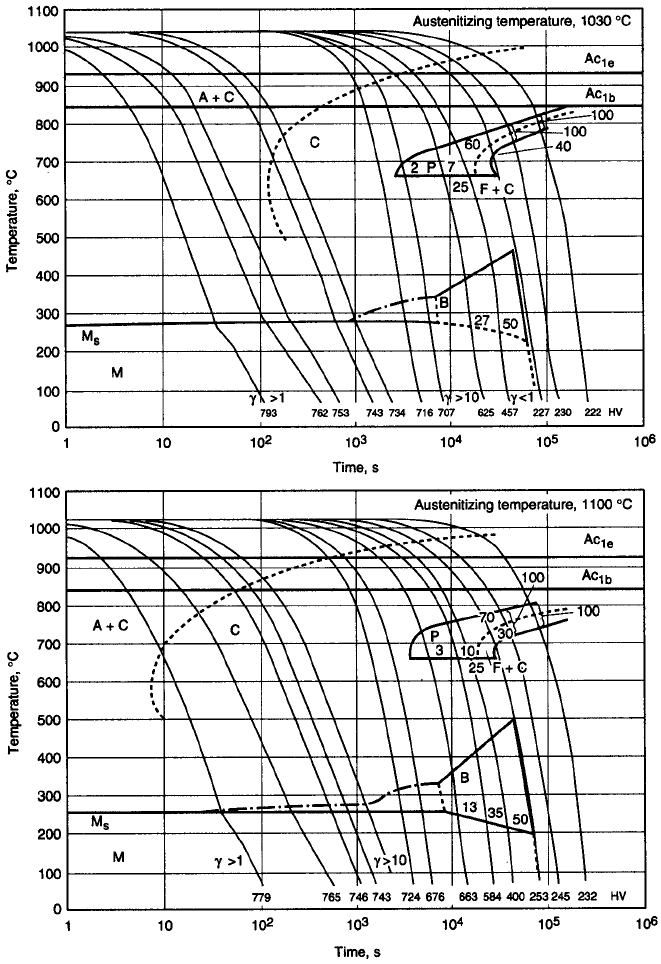
For this reason, consider Fig. 33 again. For
both hardening temperatures, hardness higher
than 500 HV (~49 HRC) is obtained within a
wide range of the continuous cooling tranfor-
mation (CCT) curve. Considering the hardness
reduction after tempering, it is therefore quite
simple to obtain the final hardness with different
quenching practices, even using air quenching.
However, two further important aspects should
be considered. First, the dashed lines in the CCT
diagram (Fig. 33) indicate formation of proeu-
tectic carbides. As mentioned in the previous
section, if austenitizing temperature increases,
more alloy elements go into solid solution by
carbide dissolution. In cooling, the process is
reversed, and such carbides tend to form again.
This happens by precipitation in high-energy
areas, the most important being the grain
boundaries. The result is a film of carbides
between grains, which weakens the interface
and promotes failure (Ref 35). Such a phenom-
enon is marked by two characteristics: a strong
etching at austenite grain boundaries (because
the interfaces of carbides and steel are regions
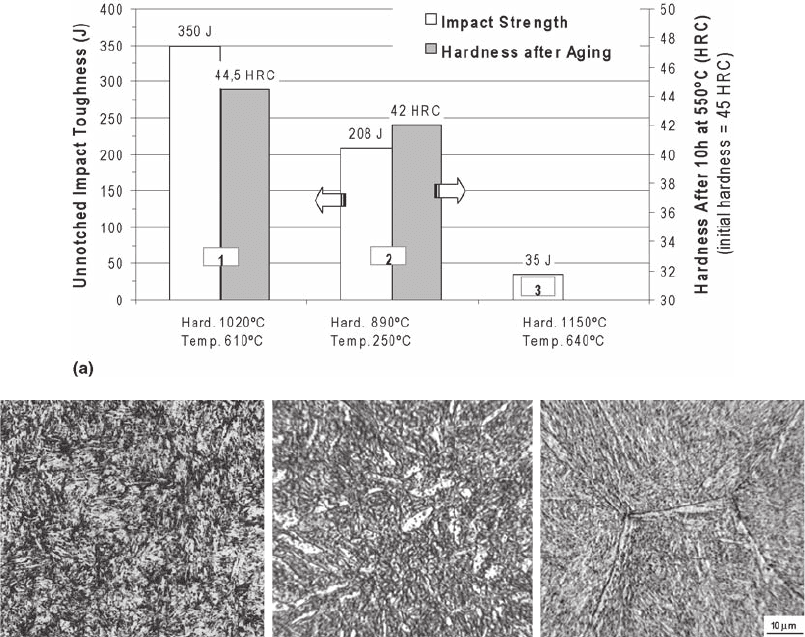
(b) condition 1 (c) condition 2 (d) condition 3
Fig. 32
Laboratory simulation of adequate and inadequate heat treating conditions for AISI H13. The first situation (condition 1) is the
recommended heat treatment: hardening at 1020
C, followed by two tempering treatments at high temperature. In this case ,
45 HRC was desired, and thus tempering was performed at 610
C. Condition 2 involves a very low hardening temperature , where
austenitizing was done at 890
C. To reach 45 HRC, specimens were heat tempered at 250
C. In addition to toughness reduction, the
heat treating condition caused reduction of tempering resistance. Condition 3 describes a situation with excessively high hardening
temperature (1150
C), with tempering done at 640
C to attain 45 HRC. In (a), the impact toughness is presented, and in (b) to (d), the
microstructure relative to each condition is shown (same magnification; etched with 4% nital). Source: Ref 12
Failure Analysis in Tool Steels / 339
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 339
more prone to corrosion) and, in stronger cases,
intergranular failure. As shown in Fig. 33, an
increase in austenitizing temperature causes
dislocation of the dashed lines to the left,
indicating stronger precipitation, even when
high cooling rates are applied. Secondly, a slow
cooling also affects the previous microstructure,
forming bainite instead of martensite. Although
the precipitation necessary for secondary hard-
ening is practically not affected (Ref 33),
modification of the initial microstructure, from
martensite to bainite, also reduces toughness
Fig. 33
Continuous cooling transformation diagrams for H13 tool steel austenitized at 1030
C (1885
F) (top) and 1100
C
(2010
F) (bottom). Note the dislocation of the dashed line, indicating more pronounced proeutectic carbide precipitation on
grain boundaries for the high austenitizing temperature condition. Source: Ref 34
340 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 340
(ref 29, 33 and 36). The effect of decreasing the
cooling rate is thus embrittlement for both
mechanisms.
Therefore, both bainite and carbide pre-
cipitation on grain boundaries must be avoided
by preventing slow cooling in quenching. This is
important advice for tools sensitive to failures
caused or assisted by cracks. One example
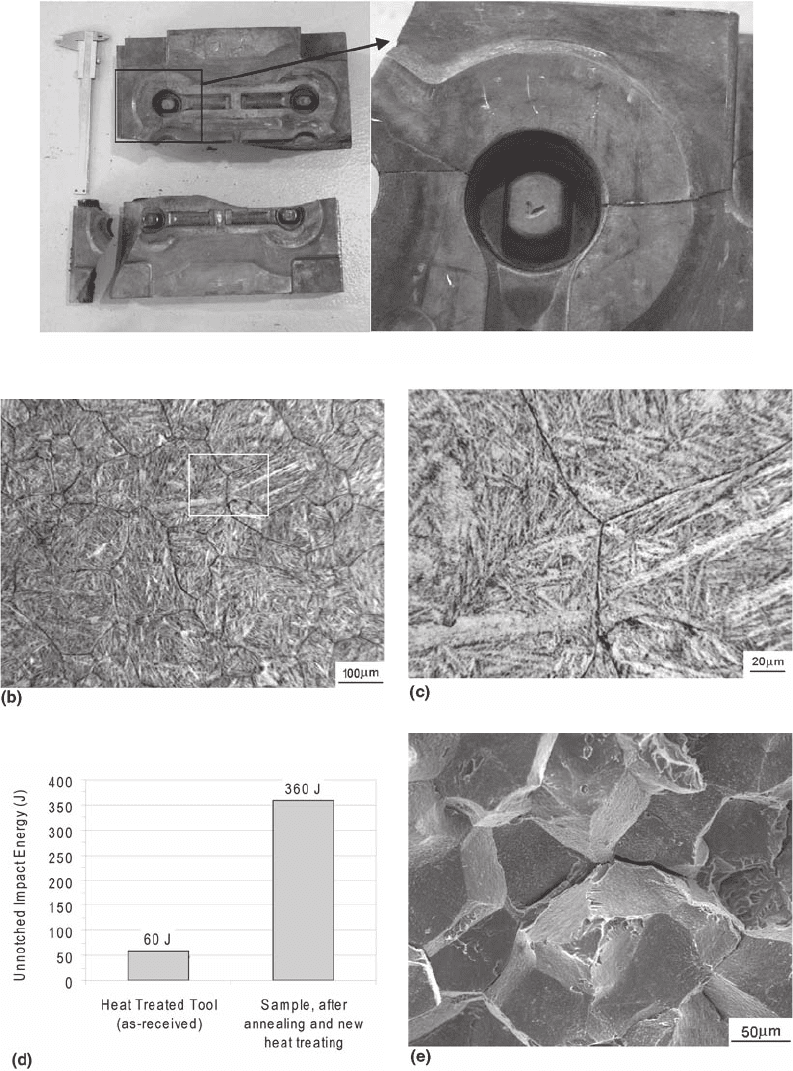
is presented in Fig. 35 for hot forging dies
that failed after short service time. The
microstructural analysis showed coarse grain
sizes and strong precipitation on grain bound-
aries (Fig. 35b, c), illustrating the interaction
between the two effects. As a final result, strong
embrittlement occurs (Fig. 35d) as well as a
clearly intergranular fracture (Fig. 35e).
Typically, hot work tool steels were oil
quenched, but today (2008), vacuum heat treat-
ing with pressurized nitrogen quenching has
become very popular. In this treatment, cooling
rate control is rather critical, since it is related
to nitrogen pressure and gas circulation as well.
If too strong and heterogeneously applied,
cooling may lead to strong distortion or even
quenching cracks. On the other hand, grain
boundary embrittlement occurs easily if the
cooling rate is too slow. A guide for evaluating
tool heat treating quality is described by the
NADCA (Ref 32), including the use of coupons
for destructive testing after heat treating as well
as advice for vacuum hardening.
Another important issue is the step in which
heat treatment should be applied. With the
advance in machining technology, the feasibility
for machining in higher hardness has increased;
machining hot work dies up to 50 HRC is rather
common by means of high-speed machining
technologies (high cutting speeds with low
feed). Consequently, it is common, mainly in
forging dies, to machine from prehardened
blocks. However, the probability of embrittle-
ment increases as the section size of the tool
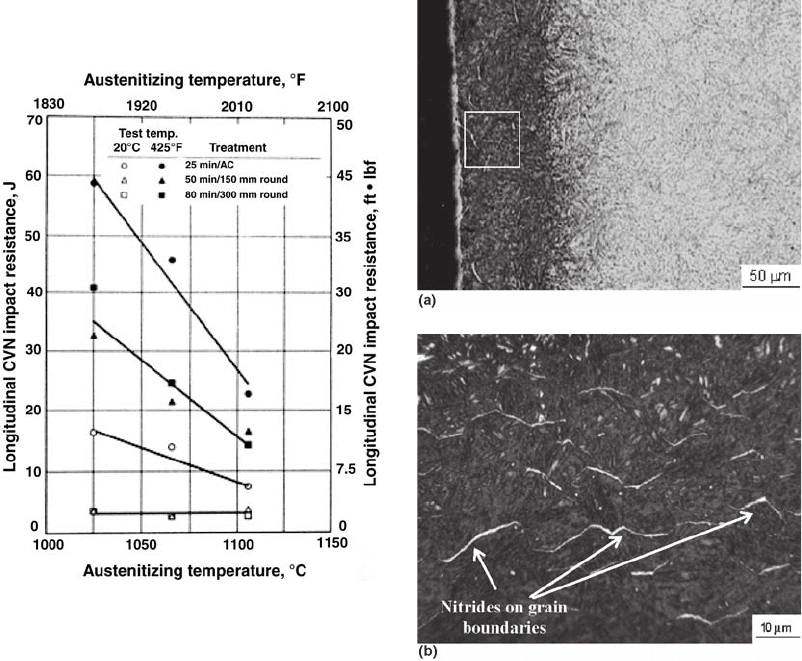
increases. Figure 36 shows the effect of section
size and austenitizing temperature on the tough-
ness of H13 steel. The tendency for toughness
loss is evident when larger sizes or higher
austenitizing temperatures are used, because
they are directly related to the grain-boundary
embrittlement effect and are also affected by
bainite formation. Even if the quenching process
uses a strong cooling medium, large tools are
unavoidably sensitive to embrittlement in core
regions. Therefore, heavy-section tools with
deep engravings should be heat treated only after
rough machining to avoid embrittlement of tool
working regions. The most important example
in this field is die-casting dies. They are usually
heat treated only after machining to improve
Fig. 34
Die failure caused by excessive hardening tem-
perature. Two tools were analyzed: one made of
VHSUPER steel (commercial brand name) and the other of AISI
H13. (a) One of the tools cracked in the position denoted by the
arrow, where a sample was cut for analysis. (b) Typical micro-
structure from H13 tool and (c) from VHSU PER tool with 54 HRC
(45 HRC was expected). Note the coarse grain size, approxi-
mately ASTM 3 to 4. For these grades, grain size is expected to be
approximately ASTM 7 to 10. Courtesy of Villares Metals
Failure Analysis in Tool Steels / 341
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 341
(a)
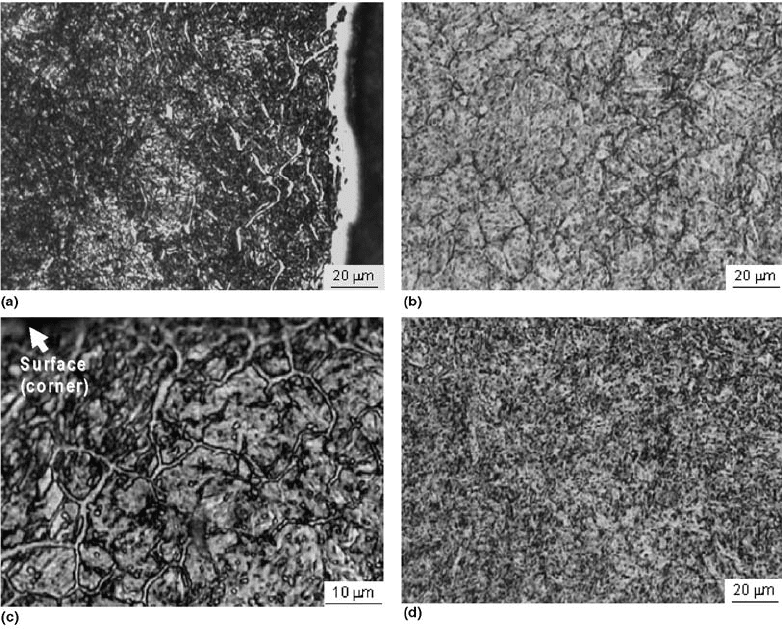
Fig. 35
Example of die failure in a hot forging die caused by coarse grain size and strong precipitation of proeutectoid carbides on
austenite grain boundaries. (a) Aspect of the tool. (b) and (c) Microstructure showing the coarse grain size (approximately
ASTM 4; expecte d ASTM 8 to 10), marked by preferred etching on carbides present at grain boundaries and the coarse martensite laths.
Samples were taken from the tool midradius and analyzed regarding (d) impact toughness in the as-received condition and after new heat
treating to the same hardness and (e) fracture of impact-tested specimens (for the initial condition—as-received) by scanning electron
microscopy. Note the strong increase in toughness after new heat treating, indicating the deleterious effect of carbide precipitation on
grain boundaries, producing intergranular failure in impact specimens. Courtesy of Villares Metals
342 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 342
toughness, because die resistance to heat check-
ing is directly related to this property (Fig. 33).
Even if the quench is applied after machining,
it is still important to control the Quench cooling
rate (avoiding too slow conditions), due to the
possibility of embrittlement of surface regions,
which are the working areas of die-casting dies
(Ref 32).
Failures of Nitrided Tools. Nitriding is
commonly used for several tools and dies. For
example, hot extrusion dies are typically nitrided
for all uses. They normally work for production
of parts in aluminum or other nonferrous alloys,
mainly for construction applications. Different
from other hot working processes, extrusion is
continuous and involves constant flow between
the conformed alloy, and the tool steel. This
enhances the wear condition, which is the usual
end-life mechanism. Nitriding considerably
improves surface hardness and, consequently,
wear resistance, this being the reason for its
application in virtually all extrusion dies. The
same approach is applied in hot forging tools.
Nitriding is currently used in several tools and
dies to improve wear resistance. However, as
hardness increases, surface toughness decreases,
and for deep tools, especially those prone to
cracks, nitriding is prevented. In die casting,
nitriding is used in some cases, claiming that the
increase in surface hardness tends to increase the
initiation of heat checking cracks; however, as
cracks cross the nitriding layer, it has no effect at
all. Depending on the nitriding layer condition, it
can be harmful to crack initiation.
Normally, the nitride layer in tool steels is 0.1
to 0.3 mm thick. Hardness is higher than in
carbon steels, due to the formation of alloy
nitrides. In hot work steels from the H series,
chromium is very important for this effect, and
the maximum surface hardness approaches 1100
HV. Typical nitrided microstructures present a
diffusion layer and a fine white layer on the tool
surface (Fig. 37a). In H-series tool steels, the
Fig. 36
Charpy V-notch (CVN) results for different heat
treating conditions of H13 tool steel, carried out at
room temperature and at 425
C. Specimens cooled at various
rates, simulating the core of 150 and 300 mm round bars, as well
as an air-cooled 25 mm specimen. Results were tested for dif-
ferent austenitizing temperatures. Toughness reduction is evident
at higher austenitizing temperatures and larger sizes, both related
to lower cooling rates during quenching. Source: Ref 33
Fig. 37
Tool steel surface after nitriding. (a) White and dif-
fusion layers (b) Coarse nitrides precipitated on grain
boundaries. See text for discussion. Courtesy of Villares Metals
Failure Analysis in Tool Steels / 343
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:41PM Plate # 0 pg 343
nitriding layer is darker after etching, due to the
depletion of chromium content from the steel
matrix, thus causing a reduction in corrosion
resistance. In carbon or low-alloy steels, the
nitride layer appears lighter in the micro-
structure and can increase corrosion resistance.
In hot work tool steels, it is rather common to
observe coarse nitrides precipitated on grain
boundaries inside the diffusion layer, as shown
in Fig. 37(b). Depending on the intensity, this
embrittles the tool and forms an exceptional
route for crack propagation (Fig. 42). Preci-
pitation of coarse nitrides on grain boundaries
can also be accompanied by a thick white layer
on the surface. This layer is extremely hard
and brittle, because it is uniquely composed of
nitrides. It is therefore a common region for
crack initiation. The combination of a coarse
white layer and grain boundary precipitation of
coarse nitrides commonly leads to premature
crack initiation, with damage to several tools,
especially forging tools prone to cracking or
for die-casting dies. Some examples of failures
assisted by this phenomenon are shown in
Fig. 38. It is thus recommended, for these
applications and in general, that the nitriding
process be controlled in order to avoid both a
thick white layer and grain-boundary nitrides.
Today (2008), this control is usually performed
in computer-controlled gas nitriding and plasma
nitriding processes.
Excessive Heating Causing Tool Fail-
ure. As discussed previously, hardening of hot
work tool steel mainly results from precipitation
of alloy carbides during the tempering treatment.
This phenomenon is also known as the fourth
stage of tempering and occurs after the mod-
ification of martensite and the formation
Fig. 38
Examples of undesirable microstructures encountered on the surface of nitrided tools. For both cases, the core micro-
structures are correct, indicating proper hardening and tempering procedures. (a) Surface and (b) core microstructure of
a nitrided forging tool, showing (in a) the problems of a coarse white layer and nitrides on grain boundaries. (c) and (d) Extracted from a
die-casting die failure analysis, also for surface and core respectively. Note the strong precipitation on grain boundaries in (c), whereas
core regions are quite well heat treated (to approximately 44 HRC), leading to 300 J of unnotched (NADCA) impact strength. Never-
theless, an unexpected failure occurred (after less than 100 shots), caused primarily by improper tool use but also assisted by the nitriding
layer condition.
344 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:42PM Plate # 0 pg 344
of cementite. At low temperatures, typically
below 500
C, the thermodynamic driving force
(free energy) is insufficient for such carbide
precipitation (mainly molybdenum or vanadium
carbides), and no hardness peak is observed
(Fig. 27). As the temperature increases, carbide
formation starts and very small carbides (a few
nanometers) precipitate within martensite laths.
Because they are fine and large in number, these
carbides are proper for obstructing dislocation
movement, causing substantial improvement in
strength. This occurs only at high temperatures,
with precipitation of alloy carbides pertaining
to materials used in hot working, in this case,
hot work tool steels. For higher temperatures,
carbides tend to transform to more stable types or
to coarsen, which increases the size and thus re-
duces the total number of precipitated carbides.
This results in loss of the dislocation blocking
effect, leading to strength reduction. The total
effect is schematically shown in Fig. 26.
Temperature and time affect the precipitation
behavior. From a thermodynamic point of view,
the lowest energy is obtained after alloy carbide
precipitation (reducing the free energy of ele-
ments in solid solution) and if their sizes are
as large as possible (reducing the surface free
energy). Consequently, the higher the time
or temperature, the easier it is for carbides to
become larger, and strength tends to decrease.
In tempering curves, such as those shown in
Fig. 24 and 28, this can be observed for a fixed
time (twice for 2 h) according to temperature.
However, a complete view is given by using
the tempering parameter, as shown in Fig. 39.
This combines the effects of both time and
temperature in only one variable, the parameter,
proportional to time and to a logarithm of the
temperature. Through this mathematical rela-
tion, it can be seen that temperature actually
has the highest effect; however, if excessively
long times are used at appreciably high tempera-
tures, the same effect may occur. For example,
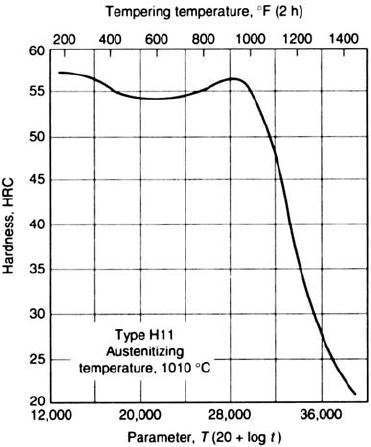
4 h (twice 2 h tempering) at 600
C (1110
F,
parameter = 32,700) leads to ~46 HRC for H11,
which is equivalent to 15 h at 577
C (1070
F),
or 3 days at 550
C (1020
F), or approximately
1 month at 500
C (930
F). That is why
below 500
C, heating has practically no effect.
However, a second situation should also be
considered. Low times at excessively high
temperatures can produce rather important
effects. This is the situation for several tool
applications, where tools are in contact at very
high temperatures but for very short times. For
example, consider a forging tool that reaches
750
C(~1380
F) for a half-second during each
stroke. After producing 1000 parts, this tool will
be exposed to 750
C for a total time of 8.3 min.
Such heating is equivalent to a tempering para-
meter of 35,260 or 2 h at 691
C (1275
F). In
H11, such heating is capable of reducing the
hardness from 46 to less than 30 HRC.
It is in this context that the failures described
in this section should be considered. In some
situations, tools are correctly heat treated, but,
during hot working operation, heating is so
high that strength is reduced and failure is
accelerated. One example, shown in Fig. 40, is
a hot forging punch that usually exhibits low
life if compared to the whole set of tools. It is
made of DIN 1.2885, a highly temper-resistant
hot work steel that has high amounts of
molybdenum and cobalt for improvement of
this property. Even though the analysis showed
a continuous reduction of hardness approaching
the punch tip, which contacted the hot infor-
ging part. Besides the hardness values, it is
interesting to note the microstructural behavior.
Regions far from the hot working areas are
typically tempered martensite, becoming dar-
ker closer to the punch tip. As previously
explained, secondary carbides are not visible
Fig. 39
Tempering curve as a function of the time-tempera-
ture parameter for H11 steel containing 0.40% C,
0.92% Si, 5.09% Cr, 1.34% Mo and 0.52% V. For this curve,
t = time in hours, and T = temperature in
F+460. Source:
Ref 37
Failure Analysis in Tool Steels / 345
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:42PM Plate # 0 pg 345